ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к ламинированному упаковочному материалу для упаковки жидких или полужидких продуктов, имеющему барьерный слой бумаги, и к способу производства упомянутого ламинированного упаковочного материала.
Кроме того, настоящее изобретение относится к упаковочным емкостям, содержащим упомянутый ламинированный упаковочный материал или сделанным полностью из упомянутого ламинированного упаковочного материала. В частности, настоящее изобретение относится к упаковочным емкостям, предназначенным для упаковки жидких пищевых продуктов, содержащим упомянутый ламинированный упаковочный материал.
УРОВЕНЬ ТЕХНИКИ
Упаковочные емкости одноразового использования для жидких продуктов часто производятся из упаковочного ламината, основанного на картоне или тонком картоне. Одна такая часто встречаемая упаковочная емкость продается под маркой изготовителя Tetra Brik Aseptic® и преимущественно используется для стерильной упаковки жидких продуктов, таких как молоко, плодовые соки и т.д., продающихся для хранения в течение длительного срока в обычных условиях. Упаковочный материал в этой известной упаковочной емкости обычно представляет собой ламинат, содержащий основной слой бумаги или картона и внешние, непроницаемые для жидкости слои из термопластиков. Для того, чтобы сделать упаковочную емкость газонепроницаемой, в частности непроницаемой для газообразного кислорода, например, с целью стерильной упаковки молока или плодового сока, ламинат в этих упаковочных емкостях обычно содержит по меньшей мере один дополнительный слой, обычно из алюминиевой фольги.
На внутренней поверхности ламината, то есть на стороне, обращенной к содержимому емкости, произведенной из упомянутого ламината, имеется самый внутренний слой, нанесенный на алюминиевую фольгу, который может состоять из одного или нескольких подслоев, содержащих термосвариваемые термопластичные полимеры, такие как адгезивные полимеры и/или полиолефины. Также на внешней стороне основного слоя имеется внешний термосвариваемый полимерный слой.
Упаковочные емкости обычно производятся на современных высокоскоростных упаковочных машинах такого типа, которые формируют, наполняют и запечатывают пакеты из рулона или из полуфабриката упаковочного материала. Упаковочные емкости могут таким образом быть произведены посредством преобразования рулона из ламинированного упаковочного материала в трубу путем соединения обоих продольных краев рулона друг с другом внахлест посредством сварки внутреннего и внешнего термосвариваемых термопластичных полимерных слоев. Упомянутая труба заполняется желаемым жидким продуктом питания, и после этого делится на индивидуальные пакеты повторяющимися поперечными запечатываниями трубы на предопределенном расстоянии друг от друга ниже уровня содержимого в трубе. Эти пакеты отделяются от трубы разрезами вдоль сделанных поперечных запечатываний, и им придается желаемая геометрическая конфигурация, обычно в виде параллелепипеда или прямоугольного параллелепипеда, посредством складывания вдоль подготовленных линий складывания в упаковочном материале.
Главное преимущество данной концепции непрерывного формирования трубы, заполнения и запечатывания упаковки состоит в том, что рулон может стерилизоваться непрерывно непосредственно перед формированием трубы, обеспечивая таким образом возможность способа стерильной упаковки, то есть способа, в котором жидкое содержимое, а также сам упаковочный материал, практически не содержат бактерий, и заполненная упаковочная емкость производится в чистых условиях, так что заполненный пакет может храниться в течение длительного времени даже при температуре окружающей среды без риска роста микроорганизмов в содержащемся продукте. Другим важным преимуществом способа упаковки типа Tetra Brik® является, как указано выше, возможность непрерывной высокоскоростной упаковки, которая оказывает значительное влияние на экономическую эффективность.
Упаковочные емкости для скоропортящихся жидких продуктов, например, молока или сока, могут также производиться из листовых заготовок или полуфабрикатов ламинированного упаковочного материала по настоящему изобретению. Из трубчатой заготовки упаковочного ламината, которая сложена в плоское состояние, пакеты производятся сначала посредством раскладывания заготовки, чтобы сформировать открытую трубчатую емкостную капсулу, открытый конец которой закрывается посредством складывания и запечатывания термосваркой составных панелей конца. Закрытая таким образом емкостная капсула заполняется желаемым продуктом питания, например, соком, через ее открытый конец, который после этого закрывается посредством дополнительного складывания и запечатывания термосваркой соответствующих составных панелей конца. Примером упаковочной емкости, производимой из листовых и трубчатых заготовок, является обычный так называемый пакет с гребешком. Также существуют пакеты этого типа, которые имеют литую верхушку и/или навинчивающийся колпачок, сделанный из пластмассы.
Слой алюминиевой фольги в упаковочном ламинате обеспечивает газобарьерные свойства, превышающие аналогичные свойства большинства полимерных газобарьерных материалов. Обычный упаковочный ламинат на основе алюминиевой фольги для стерильной упаковки жидких продуктов все еще остается самым экономически эффективным упаковочным материалом на его уровне характеристик, доступным сегодня на рынке.
Любой другой материал, чтобы конкурировать с такими материалами на основе фольги, должен быть экономически эффективным в плане исходного сырья, иметь сопоставимые свойства сохранения пищевых продуктов, быть в достаточной степени механически устойчивым, а также иметь сравнительно низкую сложность преобразования в окончательный упаковочный ламинат.
Дальнейшее снижение стоимости сегодняшнего упаковочного материала может быть достигнуто посредством уменьшения толщины полимерных слоев или посредством замены барьера из алюминиевой фольги одним или несколькими различными барьерными слоями, что является довольно сложной задачей. Еще одним способом экономии затрат, который до сих пор не рассматривался как практический в области картонной упаковки для жидких продуктов, является уменьшение основного слоя на основе целлюлозы по типу и/или количеству целлюлозного волокнистого материала. Это обычно приводит к значительному ухудшению свойств механической прочности и целостности упаковки, а также барьерных свойств материала, и ранее рассматривалось как менее благоприятный путь развития. Картон является главной частью картонного упаковочного материала для жидкости, и составляет главную часть полной стоимости упаковочного материала.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С учетом вышесказанного, задачей настоящего изобретения является реализовать новый способ уменьшения стоимости материалов ламинированной упаковки на основе целлюлозы для жидких или полужидких пищевых продуктов.
Также общей задачей настоящего изобретения является предложить экономически эффективный ламинированный упаковочный материал на основе целлюлозы, имеющий достаточную механическую стабильность, а также хорошие, или даже улучшенные, свойства барьера и целостности, которые удовлетворили бы потребности в картонных ламинированных упаковочных материалах для жидкости.
Конкретной задачей настоящего изобретения является предложить недорогой ламинированный упаковочный материал на основе целлюлозы, имеющий хорошие механические свойства, хорошие кислородобарьерные свойства, а также улучшенные барьерные свойства против миграции свободных жирных кислот.
Дополнительной задачей настоящего изобретения является предложить такой дешевый ламинированный упаковочный материал, имеющий увеличенное содержание материалов на основе биологических и возобновляемых материалов, то есть из источников, не использующих ископаемое сырье.
Еще одной дополнительной задачей настоящего изобретения является предложить ламинированный упаковочный материал на основе целлюлозы с более тонким основным слоем, который имел бы механическую прочность и барьерные свойства, сопоставимые с обычными упаковочными ламинатами, но основной слой которого сам по себе имел бы уменьшенную механическую прочность, например более низкую жесткость при изгибе, по сравнению с обычным упаковочным картоном для жидких продуктов.
Еще одной конкретной задачей настоящего изобретения является предложить недорогой, не содержащий фольги, основанный на целлюлозе и термосвариваемый упаковочный ламинат, имеющий оптимальный предел прочности при сжатии и жесткость при изгибе, для производства стерильных упаковочных емкостей для длительного хранения жидких пищевых продуктов без потери их питательных качеств в обычных условиях.
Некоторые или все эти задачи решаются в соответствии с настоящим изобретением посредством способа производства ламинированного упаковочного материала, упаковочного материала, получаемого посредством упомянутого способа, а также упаковочной емкости, сделанной из упомянутого материала, как определено в прилагаемой формуле изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Термин «длительное хранение» в связи с настоящим изобретением означает, что упаковочная емкость должна быть в состоянии сохранять качества упакованного продукта питания, то есть его пищевую ценность, гигиеническую безопасность и вкус, в условиях окружающей среды в течение по меньшей мере 1 или 2 мес, например, по меньшей мере в течение 3 мес, и предпочтительно дольше, например, в течение 6 мес, 12 мес или больше.
Термин «целостность упаковки» обычно означает долговечность пакета, то есть стойкость упаковочной емкости к утечкам или разрушению. Главный вклад в это свойство состоит в том, что внутри упаковочного ламината обеспечивается хорошая внутренняя адгезия между смежными слоями ламинированного упаковочного материала. Другой вклад заключается в стойкости материала к дефектам, таким как проколы, разрывы и т.п. внутри слоев материала, и еще один вклад заключается в прочности герметичных соединений, посредством которых материал герметизируется вместе при формировании упаковочной емкости. Что касается самого ламинированного упаковочного материала, свойство целостности фокусируется главным образом на адгезии соответствующих слоев ламината к его смежным слоям, а также на качестве индивидуальных слоев материала.
Термин «жидкие или полужидкие пищевые продукты» в целом относится к текучим пищевым продуктам, которые возможно могут содержать кусочки еды. Молоко и молочные напитки, напитки из сои, риса, зерен и зародышей, соки, нектары, негазированные напитки, энергетические напитки, спортивные напитки, кофейные или чайные напитки, кокосовое молоко, чайные напитки, вина, супы, халапеньо, помидоры, соус (например, соус для макарон), фасоль и оливковое масло являются некоторыми неограничивающими примерами таких пищевых продуктов.
Термин «асептический» в связи с упаковочным материалом и упаковочной емкостью относится к таким условиям, в которых микроорганизмы устраняются, инактивируются или уничтожаются. Примерами микроорганизмов являются бактерии и споры. Как правило, асептический процесс используется тогда, когда продукт асептически упаковывается в упаковочную емкость.
Термин «запечатывание термосваркой» относится к процессу приваривания одной поверхности термопластичного материала к другой термопластичной поверхности. Термосвариваемый материал при подходящих условиях, таких как применение достаточного нагревания и давления, должен быть в состоянии создавать уплотнение при сжатии и контакте с другим подходящим термопластичным материалом. Подходящее нагревание может быть достигнуто индукционным нагревом или ультразвуковым нагревом или другими обычными средствами контактного или конвекционного нагрева, например горячим воздухом.
Термин «основной слой» обычно означает самый толстый слой или слой, содержащий больше всего материала в многослойном материале, то есть слой, который вносит больший вклад в механические свойства и стабильность размеров ламината и упаковочных емкостей из упомянутого ламината. В контексте настоящего изобретения он может также означать слой, обеспечивающий большую часть толщины в многослойной структуре, который дополнительно взаимодействует со стабилизирующими лицевыми слоями, которые имеют более высокий модуль Юнга, на каждой стороне основного слоя для того, чтобы достичь достаточных такие механических свойств и стабильности размеров.
«Разделительный слой» является слоем, который создает расстояние или пространство между значительно более тонкими слоями материала, которые имеют более высокие модуль Юнга и плотность, такими как слой бумаги высокой плотности и высокой жесткости на растяжение или фольга или пленка, расположенными на каждой стороне разделительного слоя, то есть слоями, обеспечивающими жесткость и стабильность, так называемыми лицевыми слоями. Разделительный слой имеет более низкую или уменьшенную жесткость при изгибе, и таким образом не вносит прямой вклад в жесткость при изгибе ламинированного упаковочного материала. Косвенным образом это может в значительной степени способствовать взаимодействию со смежными или ламинированными слоями с обеих сторон, некоторые из которых имеют более высокий модуль Юнга, но меньшую толщину по сравнению с разделительным слоем. В многослойной конструкции важно, чтобы был по меньшей мере один такой лицевой слой или улучшающий жесткость слой на каждой стороне разделительного слоя. Когда разделительный слой имеет очень низкую плотность и сам по себе не вносит вклад в свойство жесткости при изгибе, один лицевой слой на каждой стороне разделительного слоя является необходимым. Когда расстояние между бумажными лицевыми слоями увеличивается, также будут увеличиваться сопротивление изгибу и жесткость при изгибе упомянутой ламинированной многослойной структуры.
«Основной слой» может содержать «разделительный слой» и дополнительно комбинированный слой, но может также представлять собой один разделительный слой.
В соответствии с первым аспектом настоящего изобретения предлагается ламинированный материал на основе целлюлозы для упаковки жидких или вязких пищевых продуктов посредством запечатывания термосваркой в асептические упаковочные емкости, содержащие основной слой материала из бумаги, картона или другого основанного на целлюлозе материала, при этом самый внутренний термосвариваемый и непроницаемый для жидкости слой термопластичного полимера предназначен для контакта с упакованным пищевым продуктом, барьерный слой, ламинированный между основным слоем и самым внутренним слоем для дополнительного вклада в жесткость при изгибе ламинированного упаковочного материала, причем барьерный слой является барьерной бумагой с компактной поверхностью, которая имеет плотность 800 кг/м3 или выше, значение шероховатости поверхности (гладкость) ниже 450 мл/мин (в соответствии с методом Бендтсена по стандарту ISO 8791-2), толщину 60 мкм или ниже и граммаж 60 г/м2 или ниже.
Барьерная бумага с компактной поверхностью может иметь толщину от 20 до 40 мкм и граммаж от 20 до 40 г/м2, например от 25 до 35, например от 25 до 30 г/м2.
Кроме того, барьерная бумага с компактной поверхностью может иметь значение шероховатости поверхности по Бендтсену 300 мл/мин или ниже, например 250 мл/мин или ниже, например 200 мл/мин или ниже.
Материал барьерной бумаги с компактной поверхностью может иметь предел прочности при растяжении от 40 до 80, например от 50 до 70, например от 55 до 65 МПа в поперечном направлении CD, и от 140 до 180, например от 150 до 170, например от 155 до 165 МПа в машинном направлении MD. Это означает, что такая барьерная бумага с компактной поверхностью может выдерживать приблизительно в 5 раз большую силу на ширину, чем алюминиевая фольга, и поэтому является очень хорошей для использования в качестве лицевого слоя в многослойной конструкции с требуемыми механическими свойствами для картонной упаковки для жидких продуктов.
Кроме того, материал барьерной бумаги с компактной поверхностью может иметь влагопрочность от 0,4 до 0,6 кН/м (в соответствии со стандартом ISO 3781). Это является преимуществом, когда бумага должна быть покрыта водной композицией, например, поливинилового спирта, а затем высушена для того, чтобы сформировать гладкий и ровный барьерный слой, и она не будет таким образом повреждена или деформирована при нанесении всей воды этой композиции. Кроме того, хорошая влагопрочность предотвращает слишком большую капиллярность края, когда ламинированный упаковочный материал должен проходить через влажную среду, например, при стерилизации в ванне перекиси водорода, или когда он подвергается воздействию влажной среды при хранении.
Предпочтительно материал барьерной бумаги с компактной поверхностью может иметь воздухопроницаемость ниже 2,0, например ниже 1,8 нм/Па.с, например 1,7 нм/Па.с и ниже, например от 0,1 до 1,7 нм/Па.с (измеряемую в соответствии со стандартом SCAN P26). Это свойство должно балансироваться с граммажем бумаги для оптимального соотношения барьерных свойств и эффективности покрытия. Компактная поверхность является поверхностью, которая по существу не обладает пористостью, то есть без больших пор в поверхности, так что граница со смежными слоями или покрытиями становится ровной, прочной и хорошо определенной в направлении толщины ламината. Она также представляет собой особенность, которая может способствовать стойкости к миграции жира и масел в целлюлозную сетку бумаги.
Материал барьерной бумаги с компактной поверхностью может иметь сопротивление разрыву ниже 200 мН в направлении MD, а также в направлении CD (в соответствии со стандартом ISO 1974). Естественно, сопротивление разрыву уменьшается с уменьшением толщины бумаги, и более низкое значение и толщина улучшают открываемость отверстий и открытие посредством разрезания/отрывания ламинированных предварительно надрезанных отверстий и т.п.
Барьерная бумага с компактной поверхностностью может быть так называемой жиронепроницаемой бумагой, которая, однако, не должна быть покрыта ни одним из типичных жироотталкивающих покрытий, таких как силикон или тефлон. Компактная поверхность упомянутой бумаги обеспечивается, например, посредством механической обработки, и возможно химической обработки, во время производственного процесса для того, чтобы обеспечить настолько гладкую и закрытую, непористую поверхность, насколько это возможно. Таким образом, бумага с компактной поверхностностью может иметь стойкость к жирам в соответствии со стандартом Tappi 454, составляющую менее 1200 с, например от 100 до 1000 с, например от 200 до 1000 с.
Термопластичный полимер самого внутреннего термосвариваемого слоя может быть полиолефином, таким как полиэтилен, такой как смесь катализируемого металлоценом линейного полиэтилена низкой плотности (m-LLDPE - metallocene-catalysed linear low density polyethylene) и полиэтилена низкой плотности (LDPE - low density polyethylene). Было замечено, что когда самый внутренний слой из полиолефина наносится прямо на барьерную бумагу с компактной поверхностью, барьерные свойства ламинированного материала значительно увеличиваются.
Кроме того, другая сторона барьерной бумаги с компактной поверхностью может быть ламинирована к основному слою посредством связывающего слоя из термопластичного полимера, такого как полиолефин, такого как полиэтилен, такого как полиэтилен низкой плотности (LDPE). Таким образом, барьерная бумага с компактной поверхностью находится между слоями из полиолефина, так что кислородобарьерные свойства ламинированного материала барьерной бумаги еще больше увеличиваются.
Когда барьерная бумага с компактной поверхностью покрывается посредством экструдирования термопластичным полимерным расплавом, кислородобарьерные свойства барьерной бумаги увеличиваются более чем аддитивно, так что получаемые барьерные свойства неожиданно становятся хорошими. Еще более удивительным и совершенно отличающимся от случая барьеров из чистой алюминиевой фольги или барьеров из металлизированных слоев является то, что кислородобарьерный уровень, обеспечиваемый в ламинате такой барьерной бумагой, остается неизменным после формования в пакеты из ламинированного материала, содержащего эту барьерную бумагу основной материал, который так или иначе имеет неадекватные механические характеристики в случае его использования для прямой замены обычного картона для упаковки жидкостей. Дешевые основные материалы могут иметь, например, одно или более ухудшенных механических свойств, например, более низкую жесткость при изгибе или уменьшенный предел прочности при сжатии в направлении толщины, например, при наличии более низкой плотности, так что смежный барьерный слой получает меньшую поддержку и устойчивость от основного слоя. С другой стороны, основной слой также может быть слишком жестким и трудно сгибаемым для складывания, которое требуется для обычных картонов для упаковки жидкостей. Хотя уровень кислородного барьера барьерной бумаги с компактной поверхностью может быть достаточным только для некоторых продуктов и для некоторой ограниченной продолжительности хранения заполненного пакета, эти начальные барьерные свойства выдерживают растяжение и напряжение для менее размерно устойчивой упаковочной емкости. Это означает, что такие бумаги могут иметь хорошо сбалансированные свойства, то есть толщину, плотность, предел прочности при растяжении и шероховатость поверхности, так что кислородобарьерные свойства являются более хорошими по сравнению с другими бумагами высокой плотности не только первоначально, но также и сохраняются после ламинирования в упаковочные ламинаты и далее после заполнения, формования и запечатывания в пакеты.
Барьерная бумага с компактной поверхностностью может быть дополнительно покрыта пароосаждаемым барьерным покрытием, таким как покрытие металлизации. Кислородобарьерные свойства не улучшаются дополнительно покрытием металлизации, но к бумаге добавляются светобарьерные свойства, которые являются необходимыми в упаковочных материалах для многих пищевых продуктов. С другой стороны, кислородобарьерные свойства барьерной бумаги с компактной поверхностью по настоящему изобретению не ухудшаются в процессе покрытия металлом посредством физического осаждения из паровой фазы. Ухудшение кислородного барьера ранее наблюдалось при металлизации других, подобных предварительно покрытых бумаг высокой плотности с более высокими граммажами, и это же ожидалось также и в данном случае, однако барьерная бумага по настоящему изобретению показала замечательные и удивительные способности также и в этом отношении. Таким образом, металлизированная барьерная бумага с компактной поверхностью по настоящему изобретению обладает как кислородобарьерными, так и превосходными светобарьерными свойствами.
В одном альтернативном варианте осуществления упомянутая барьерная бумага может быть покрыта покрытием из алмазоподобного углерода (DLC - diamond-like carbon coating) посредством процесса плазмохимического осаждения из паровой фазы (PECVD - plasma enhanced chemical vapour deposition).
В соответствии с другим вариантом осуществления барьерная бумага с компактной поверхностью сначала покрывается предварительным покрытием из барьерного материала, а затем дополнительно покрывается пароосаждаемым барьерным покрытием на поверхности предварительного покрытия.
Предварительное покрытие предпочтительно наносится в малом количестве посредством нанесения дисперсии или раствора барьерной полимерной композиции. Барьерный материал предварительного покрытия может быть выбран из группы, состоящей из поливинилового спирта (PVOH - polyvinyl alcohol), этиленвинилового спирта (EVOH - ethylene vinyl alcohol), крахмала и его производных, целлюлозы и ее производных, таких как нано/микрофибриллярная целлюлоза и нанокристаллическая целлюлоза, а также других полисахаридов и производных полисахаридов, поливинилиденхлорида (PVDC - polyvinylidene chloride) и полиамидов.
Также возможным может быть нанесение тонкого слоя предварительного покрытия посредством экструзии из расплава, хотя посредством экструзии трудно наносить тонкие слои толщиной всего лишь несколько мкм, и связь с поверхностью бумаги и проникновение в сетку целлюлозных волокон может быть не таким хорошим, как при влажном, предпочтительно водном, так называемом «жидкопленочном покрытии» гидрофильными полимерами, как описано выше.
В одном конкретном варианте осуществления предварительно покрытый барьерный материал является предварительным покрытием из PVOH с граммажем приблизительно 1-3 г/м2, например от 1 до 2 г/м2, и пароосажденное покрытие является покрытием металлизации, имеющим оптическую плотность выше чем 1,5, например от 1,8 до 3, например от 2 до 3, например 2,5. Было доказано, что такая комбинация покрытий образует очень хороший кислородный барьер при ламинировании к термопластичным полимерам, таким как полиолефины, такие как полиэтилен, что также было удивительным, поскольку та же самая комбинация покрытий не обеспечивает хорошего кислородного барьера в соединении с другими тонкими или подобными бумагами высокой плотности. Совершенно неожиданно мы фактически нашли такую комбинацию бумажной подложки и покрытий, которые взаимодействуют синергетическим образом и тем самым обеспечивают кислородобарьерные свойства наравне с алюминиевой фольгой, и это даже в менее механически и размерно стабильных ламинированных упаковочных материалах, чем обычные нынешние картонные ламинаты для упаковки жидких продуктов, где в противном случае ухудшались бы барьерные свойства. Хотя в барьерных покрытиях барьерной бумаги с компактной поверхностью могут возникать трещины или дефекты, базовый уровень кислородного барьера может остаться также в самой бумажной подложке. Кроме того, металлизированный слой обеспечивает лучшую адгезию со смежным полимерным слоем ламината, таким как полиолефин, такой как полиэтилен, чем слой предварительного покрытия из PVOH. Более хорошая адгезия к смежным слоям ламината также является выгодным свойством по сравнению с пароосажденным барьерным покрытием из DLC. Ламинирование смежного слоя полиэтилена к поверхности PVOH может потребовать адгезивного полимера для того, чтобы создать прочную связь между полиэтиленом и PVOH, но это не требуется в том случае, когда поверхность барьера металлизирована слоем алюминия или покрыта кислородобарьерным покрытием из DLC. При ламинировании PVOH непосредственно к полиэтилену было замечено, что материал может расслаиваться в поперечных уплотнениях пакетов.
Основной слой может содержать слой целлюлозного материала с низкой плотностью, или слой дешевого целлюлозного материала, имеющий неадекватные механические свойства, который функционирует как разделительный слой в многослойной конструкции внутри ламинированного упаковочного материала, имеющий плотность менее чем 850 кг/м3, например менее чем 700 кг/м3.
Основной слой может содержать разделительный слой из материала тарного картона на основе целлюлозы, такого как гофрированный материал или облицовочный материал.
В одном конкретном варианте осуществления разделительный слой может быть волокнистым слоем, выполненным посредством пенообразующего процесса, имеющим плотность от 100 до 600 кг/м3, например от 200 до 500 кг/м3, например от 300 до 400 кг/м3.
В соответствии со вторым аспектом настоящего изобретения предлагается емкость для упаковки жидких, полужидких или вязких пищевых продуктов, содержащая ламинированный упаковочный материал по настоящему изобретению. Упомянутая упаковочная емкость может быть сделана из ламинированного упаковочного материала полностью, посредством складывания листовой или рулонной заготовки в пакет в форме прямоугольного параллелепипеда или другой формируемый складыванием пакет, или просто в пакет в форме мешочка. Альтернативно он может использоваться в качестве рукава упаковочного материала для объединения с пластиковой бутылочной горловиной и т.п.
В соответствии с третьим аспектом настоящего изобретения предлагается способ производства ламинированного упаковочного материала на основе целлюлозы для упаковки жидких или вязких пищевых продуктов, содержащий этапы:
a) ламинирования барьерной бумаги с компактной поверхностью к основному слою,
b) нанесения самого внутреннего термосвариваемого термопластичного полимерного слоя на другую сторону барьерной бумаги с компактной поверхностью.
Барьерная бумага с компактной поверхностностью связывается с основным слоем по меньшей мере одним слоем адгезивного полимера или адгезивной связующей композиции.
Барьерная бумага с компактной поверхностностью может быть, таким образом, ламинирована к основному слою посредством экструзионного ламинирования из расплава с термопластичным связывающим слоем.
Альтернативно барьерная бумага с компактной поверхностью может быть ламинирована к слою основного материала посредством нанесения небольшого количества водной адгезивной композиции с последующим адгезивным соединением бумаги и основного слоя друг к другу посредством их прессования без какой-либо принудительной сушки.
Этот способ может включать в себя дополнительный этап
c) нанесения дополнительных слоев, включая слой подложки для печати с напечатанным декоративным рисунком, на другую, противоположную сторону основного слоя.
Слой подложки для печати с внешней стороны слоя основного материала может быть дополнительной бумагой, имеющей плотность выше чем 600 кг/м3 и граммаж 100 г/м2 или ниже, например 80 г/м2 или ниже, например 70 г/м2 или ниже, чтобы функционировать в качестве лицевого слоя в многослойной структуре, взаимодействуя с разделительным слоем слоя основного материала и барьерной бумагой с компактной поверхностью на противоположной, внутренней стороне разделительного слоя и слоя основного материала.
В соответствии с одним более конкретным вариантом осуществления упомянутый способ может содержать этапы:
a) обеспечения рулона основного материала центрального модуля, содержащего разделительный слой из целлюлозы, который имеет низкую или уменьшенную исходную жесткость при изгибе с плотностью ниже 850 кг/м3, например ниже 750 кг/м3, и граммаж от 60 до 250 г/м2,
b) обеспечения рулона материала внешнего модуля, содержащего по меньшей мере слой подложки для печати с напечатанным или нанесенным на него декоративным рисунком или без него, предназначаемого для внешней стороны основного материала упаковочной емкости, сделанной из упомянутого ламинированного упаковочного материала,
c) ламинирования внешней стороны рулона основного материала центрального модуля и рулона материала внешнего модуля друг с другом,
d) добавления декоративного рисунка к материалу внешнего модуля,
e) обеспечения рулона материала внутреннего модуля, содержащего по меньшей мере барьерную бумагу с компактной поверхностью в соответствии с настоящим изобретением, предназначаемого для той стороны основного материала, которая должна быть обращена к внутренней части упаковочной емкости, сделанной из упомянутого ламинированного упаковочного материала,
f) ламинирования рулона материала внутреннего модуля и внутренней части рулона основного материала центрального модуля друг с другом,
g) нанесения внешнего, прозрачного и непроницаемого для жидкости защитного слоя на внешнюю поверхность материала внешнего модуля,
h) нанесения внешнего термопластичного, непроницаемого для жидкости и термосвариваемого слоя на внутреннюю поверхность материала внутреннего модуля,
i) получая, таким образом, рулон ламинированного упаковочного материала на основе целлюлозы для упаковки жидких или вязких пищевых продуктов для дальнейшего сматывания его на катушку,
причем разделительный слой составляет центр многослойной структуры внутри ламинированного упаковочного материала, имеющей барьерную бумагу с компактной поверхностью, расположенную в качестве бумажного лицевого слоя на внутренней части разделительного слоя и взаимодействующую с дополнительным лицевым слоем, расположенным снаружи разделительного слоя, причем бумажный лицевой слой и дополнительный лицевой слой имеют значительно более малую толщину, но более высокий модуль Юнга, чем разделительный слой.
Этапы упомянутого способа могут следовать в любом порядке, хотя указанный выше порядок считается благоприятным с точки зрения настройки ламинирования. Альтернативно материалы внутреннего и внешнего модулей могут быть предварительно изготовленными, то есть предварительно ламинированными, так что для более чувствительного центрального модуля с более низкой плотностью с основным слоем, содержащим или состоящим из разделительного слоя, необходимо будет выполнить всего лишь две операции ламинирования. Поскольку разделительный слой с низкой плотностью является более чувствительным к давлениям и напряжениям, может быть выгодным пропускать его через ламинатор как можно меньшее количество раз для получения окончательного упаковочного ламината. В одном конкретном варианте осуществления внешний бумажный лицевой слой должен быть сначала ламинирован к основному слою для того, чтобы быть предварительно вырезанным вместе при создании предварительного вырезанного отверстия или разреза в более толстых основных частях материала, как это делается сегодня в обычном картоне. Такое предварительно надрезанное отверстие или разрез будет таким образом заключено между слоями ламината, которые ламинируются в последующих операциях, включая внутренние слои и барьерную бумагу с компактной поверхностью, а также внешний защитный полимерный слой.
Особое преимущество, которое имеет такой упаковочный ламинат, имеющий барьерную бумагу с компактной поверхностью на внутренней части основного слоя, когда упомянутый ламинат имеет отрывную перфорацию или предварительно надрезанное отверстие, или предварительно надрезанное отверстие для открытия в основном слое, заключается в улучшенной открываемости ламинированной мембраны, состоящей из других слоев в области предварительно надрезанного отверстия. Открывающее устройство или соломинка обычно имеет режущую особенность, так что мембрана в предварительно надрезанном отверстии открывается посредством разрезания или разрыва при повороте/вращении крышки или винтовой пробки открывающего устройства. Если имеется слишком высокое сопротивление разрезанию ламинированной мембраны, то присоединенное открывающее устройство пакета становится труднооткрываемым, как например в том случае, когда очень прочные полимерные пленки или слои используются в качестве слоев материала в мембране. Кроме того, если имеется низкая адгезия между слоями ламинированной мембраны, будет происходить расслаивание и образование рваных краев материалов, что не очень хорошо выглядит после открытия. При использовании барьерной бумаги с компактной поверхностью по настоящему изобретению в качестве главного внутреннего барьерного слоя ламинированная мембрана будет механически устойчивой и будет иметь высокое качество ламинирования, то есть не будет иметь каких-либо разрушений или расслаиваний между слоями, ни до, ни после открытия. Кроме того, бумага с компактной поверхностью, также будучи довольно тонкой, особенно легко разрезается или отрывается, и, по-видимому, обладает прекрасными свойствами открываемости посредством такого отрыва или разрезания. Упомянутая бумага обеспечивает стабильность мембране во время ламинирования, обеспечивая таким образом хорошо ламинированную мембрану, а также во время разрезания мембраны при открывании открывающим устройством. Таким образом рез будет чистым и обеспечит ровные края, а также легкое открывание без слишком большого сопротивления при повороте винтовой пробки.
Ламинированный упаковочный материал, полученный посредством способа по настоящему изобретению, может быть таким образом трехмодульным многослойным материалом, содержащим разделительный слой на основе целлюлозы и механически стабилизирующий лицевой слой ориентированной пленки или слой бумаги высокой плотности на внешней стороне разделительного слоя, причем упомянутый ламинат дополнительно содержит барьерную бумагу с компактной поверхностью, имеющую по меньшей мере некоторые кислородобарьерные свойства, на внутренней стороне, которая также действует в качестве лицевого слоя с другой стороны разделительного слоя, а также термосвариваемые слои и связывающие слои или адгезивные слои.
Ламинированный упаковочный материал может альтернативно быть двухмодульным многослойным материалом, содержащим более тонкий или более слабый чем обычно картон и барьерную бумагу с компактной поверхностью на его внутренней стороне, с нанесенными на нее дополнительными барьерными покрытиями или без них, дополнительно содержащим обычные термосвариваемые слои и связывающие слои или адгезивные слои.
Разделительный слой в соответствии с одним вариантом осуществления может быть слоем, который создает некоторое расстояние или пространство между значительно более тонкими слоями материала, которые имеют более высокие модуль Юнга и плотность, например, слоями бумаги высокой плотности, расположенными на каждой стороне разделительного слоя, то есть обеспечивающими жесткость и стабильность слоями, так называемыми лицевыми слоями. Дополнительные слои могут быть расположены на сторонах разделительного слоя, внося свой вклад в полную многослойную конструкцию, но главный эффект создают именно бумажные лицевые слои. Разделительный слой может иметь более низкую или вообще никакую начальную жесткость при изгибе, и таким образом может не участвовать напрямую в обеспечении жесткости при изгибе ламинированного упаковочного материала. Косвенным образом он может в значительной степени способствовать этому за счет взаимодействия со смежными или ламинированными слоями с обеих сторон, некоторые из которых имеют более высокую жесткость при изгибе, но меньшую толщину по сравнению с разделительным слоем. В многослойной конструкции важно, чтобы был по меньшей мере один такой лицевой слой или улучшающий жесткость слой на каждой стороне разделительного слоя. Когда разделительный слой имеет низкую плотность и сам по себе не вносит вклад в свойство жесткости при изгибе, один лицевой слой на каждой стороне разделительного слоя является необходимым. Когда расстояние между бумажными лицевыми слоями увеличивается, также будут увеличиваться механическая прочность и жесткость при изгибе упомянутой ламинированной многослойной структуры.
Подходящие материалы на основе целлюлозы для разделительных слоев могут представлять собой, например, так называемую вспененную целлюлозу, то есть сформированную из пены волокнистую целлюлозу, которая является волокнистым материалом с настраиваемой плотностью, который может быть произведен посредством процесса формирования из пены.
Основной слой, содержащий вспененную целлюлозу, имеет таким образом плотность ниже чем 700 кг/м3, например от 100 до 600 кг/м3, например от 100 до 500 кг/м3, например от 200 до 500 кг/м3, например от 200 до 400 кг/м3, например от 300 до 500 кг/м3, например от 300 до 400 кг/м3. Чем ниже плотность слоя вспененной целлюлозы, тем выше экономическая эффективность потребляемого сырья, в то время как более хорошие свойства стойкости к уменьшению толщины вспененной целлюлозы были получены при вышеупомянутых 300 кг/м3. В соответствии с одним вариантом осуществления оптимальная плотность вспененной целлюлозы, используемой в ламинированных упаковочных материалах, составляет от 300 до 500 кг/м3, в частности от 300 до 400 кг/м3.
Соответственно, способ по настоящему изобретению позволяет включать основной материал из вспененной целлюлозы в ламинированный упаковочный материал, подходящий для приготовления упаковочных емкостей для пищевых продуктов, особенно для жидких и полужидких пищевых продуктов. Ламинирование такого основного слоя к полимерным слоям может быть выполнено посредством операций экструдирования из расплава, например нанесения покрытия экструзией и экструзионного ламинирования полимерных слоев. Экструдирование обычно выполняется при высоких температурах, например, в случае расплавленного полиэтилена низкой плотности, вплоть до приблизительно 330°С. Такие температуры, как было показано, не являются серьезной проблемой для основного слоя, содержащего вспененную целлюлозу, в отличие от случая основных слоев из других вспененных полимеров. Вспененная целлюлоза имеет низкую теплопередачу и термическую стабильность выше 300°C, в противоположность вспененным полимерным слоям вообще и вспененным слоям из полиолефина в частности, что обеспечивает наиболее реалистичную и практически возможную альтернативу вспененным полимерам альтернативу с точки зрения затрат и экологичности. Было замечено, что при относительно низких плотностях, от 300 до 400 кг/м3, вспененная целлюлоза в незначительной степени теряет толщину при операциях по ламинированию экструдированием и сохраняет достаточную стойкость к расслаиванию, или так называемую z-прочность, для использования в упаковочных ламинатах по настоящему изобретению.
Основной слой, содержащий вспененную целлюлозу, как описано в аспектах и вариантах осуществления в настоящем документе, дополнительно обеспечивает желаемую стойкость к расслаиванию, то есть он не расслаивается легко при нормальных условиях. Стойкость к расслаиванию может быть определена, например, посредством устройства для испытаний на энергию внутренней связи Huygen, который соответствует стандарту TAPPI T569 и дает значение в Дж/м2, где упаковочный материал по настоящему изобретению имеет эту энергию в диапазоне 60-300 Дж/м2, например 60-250 Дж/м2, например 80-200 Дж/м2, например 140-200 Дж/м2. В некоторых аспектах и вариантах осуществления основной слой обеспечивает некоторое расстояние между барьерным слоем и внешним слоем подложки для печати, и таким образом позволяет создавать индивидуальные структуры ламинированных упаковочных материалов. Основной слой, содержащий вспененную целлюлозу, обеспечивает таким образом стойкость к расслаиванию в комбинации с пределом прочности при сжатии в направлении толщины (ZD), и обеспечивает достаточное расстояние между барьерным слоем и декоративным слоем.
Вспененная целлюлоза может быть получена посредством смешивания целлюлозных волокон и пенящейся текучей среды, такой как вода и возможно поверхностно-активное вещество, такое как додецилсульфат натрия (SDS). Количество упомянутого поверхностно-активного вещества должно составлять 0,1 мас.% - 20 мас.%, например 0,5 мас.% - 10 мас.%, например 1 мас.% - 5 мас.%, например 1,5 мас.% - 3 мас.%. Роторный смеситель на обычном пеногенераторе генерирует вспененную целлюлозу. Пена обычно формируется посредством подачи газа в смесь. Воздух является примером подходящего газа. Другим подходящим газом является кислород. Обычно газ поступает в смесь за счет сжатого газа и вихрей, создаваемых перемешиванием. Обычно целлюлоза подается в виде жидкой дисперсии, содержащей целлюлозные волокна. Одним примером жидкости является вода. Некоторыми примерами целлюлозных волокон являются волокна на основе целлюлозы, такие как волокна химической целлюлозы, волокна химической термомеханической целлюлозы, волокна термомеханической целлюлозы, а также волокна крафт-целлюлозы. Дисперсия волокон может быть добавлена, например, к пенящейся текучей среде после того, как пена была создана посредством упомянутой текучей среды (включающей в себя поверхностно-активное вещество). Возможно жидкая дисперсия, содержащая целлюлозные волокна, может объединяться с пенящейся текучей средой перед ее вспениванием. Также в случае необходимости может использоваться добавка для управления консистенцией пены. Вспененная целлюлоза, произведенная как описано в настоящем документе, проходит через форсуночный узел («напорный ящик»), где давление и формующие инструменты производят паутину из вспененной целлюлозы, которая сматывается на катушку после по меньшей мере частичной сушки и хранится перед будущим использованием для приготовления, например, упаковочного материала. Возможно паутина из вспененной целлюлозы может использоваться сразу же, то есть посредством нанесения дополнительных слоев для преобразования паутины из вспененной целлюлозы в ламинированный упаковочный материал для упаковки жидких или полужидких пищевых продуктов. По сравнению с традиционным производством бумаги дополнительная или модифицированная сушка может подходящим образом использоваться для того, чтобы достичь желаемой степени сухости и плотности.
В некоторых вариантах осуществления вспененная целлюлоза может быть смешана с другими материалами, например, добавками, и/или микрофибриллярной целлюлозой, и/или очищенной целлюлозой, и/или упрочняющими химикатами или агентами, такими как крахмал и его производные, манногалактаны, карбоксиметилцеллюлоза, меламинформальдегидные коллоиды, карбамидные смолы и полиамид-полиамин-эпихлоргидринные смолы.
Другой пример разделительного слоя делается из так называемого материала тарного картона, который обычно имеет вполне высокая плотность, но более низкую начальную жесткость при изгибе, а также другие отличия в механических свойствах, то есть неадекватные механические свойства по сравнению с обычным картоном для упаковки жидкостей, так что размерная и механическая стабильность, и таким образом целостность и барьерные свойства пакетов, сделанных посредством обычного производства упаковочного ламината из ламината, имеющего основной слой из такого материала, были бы ухудшенными.
В частности, слои из тарного картона имеют существенно более низкую жесткость при изгибе по сравнению с ламинированным упаковочным материалом, подходящим для упаковки жидкостей. Он все еще вносит вклад в общую жесткость при изгибе ламинированного упаковочного материала, однако за счет обеспечения разделительного слоя в многослойной конструкции между лицевыми слоями, которые имеют более высокий модуль Юнга, а также за счет наличия более высокого предела прочности при сжатии в плоскости (x-y) слоя, чем у обычного картона для упаковки жидкостей.
Тарный картон также известен как гофрированный коробочный материал (CCM - corrugated case material), и необходимыми материалами для гофрированного коробочного материала являются гофрированная среда, которая при использовании гофрируется, а затем приклеивается между двумя плоскими облицовочными картонами или средами покрытия. Такая гофрированная конструкция обеспечивает высокую жесткость при изгибе многослойной структуры благодаря гофрированному промежуточному слою, который действует как разделительный слой между этими двумя относительно более тонкими слоями покрытия. Эти два типа бумаги, которые составляют тарный картон, являются таким образом материалом облицовочного картона, обычно также называемым покрытием из крафт-бумаги, материалом рифления (или гофрированной средой).
Эти два типа бумаги, которые составляют тарный картон, являются материалом облицовочного картона и материалом рифления (или гофрированной средой). Поскольку тарный картон делается главным образом из естественных неотбеленных волокон целлюлозы, он обычно имеет коричневый или бежевый цвет, хотя его оттенок может меняться в зависимости от типа целлюлозы. Существуют, однако, также и белые облицовочные картоны, которые имеют белый верхний слой на одной поверхности, и которые обычно являются более дорогими материалами.
Облицовочный картон обычно имеет плотность ниже чем 850 кг/м3, например ниже чем 835 кг/м3, является коричневым или бежевым и содержит главным образом волокна мягкой древесины, такой как сосна и ель. Материал рифления является таким образом бумажным продуктом, обычно используемым в качестве гофрированной среды в гофрированных картонах для емкостей, и имеет плотность от 600 до 750 кг/м3, например от 600 до 700 кг/м3, обычно приблизительно 650 кг/м3. Рифленая бумага является коричневой или бежевой и содержит главным образом короткие волокна, и, как и облицовочный картон, обычно является дешевой низкокачественной бумагой, которая сама по себе не является подходящей для производства картонных пакетов для жидкостей. Однако при использовании в качестве разделительного слоя в многослойной структуре она может хорошо работать на цель при существенно более низкой цене, если она принадлежит к одобренному виду и правильным способом объединяется с правильными слоями в таком упаковочном ламинате.
Рифленая среда, однако, могла бы сформировать негофрированный разделительный слой, если бы она была менее жестким волокнистым материалом меньшей стоимости, который мог бы обеспечить достаточное расстояние в многослойной конструкции для ламинированного картонного упаковочного материала для жидкости. Гофрированные разделительные слои, то хорошо сформированные разделительные слои, не входят в область охвата настоящего изобретения. Гофрированные картонные материалы создали бы совершенно другие технические предпосылки и требования к ламинированным картонным упаковочным материалам для жидкости, и поэтому не рассматриваются в настоящем документе.
Волокна, обычно используемые при изготовлении материалов тарного картона, могут быть в широком смысле классифицированы на два главных типа: переработанные волокна и новые, то есть сырые волокна. Свойства бумаги зависят от структурных характеристик различных волокон, которые составляют лист. Вообще говоря, чем выше содержание сырых волокон, тем более прочными и более жесткими (с более высокой стойкостью к сжатию) будут материал рифления или материал облицовочного картона. Материал рифления, который испытывался для целей настоящего изобретения, является полухимическим материалом рифления, сделанным из 100% первичных волокон твердой древесины, такой как береза, и поставляемым компанией Powerflute. Береза является оптимальным сырьем для материала рифления. Ее структура содержит высокие концентрации лигнина и гемицеллюлозы. Процесс варки целлюлозы сохраняет очень гидрофобный лигнин и модифицирует остающуюся гемицеллюлозу так, чтобы мягкое и гибкое целлюлозное ядро волокна было защищено. Это обеспечивает более высокие свойства жесткости и ползучести. При использовании для упаковки жидкостей доступные на рынке материалы рифления должны быть дополнены одним или более дополнительными проклеивающими средствами во время варки целлюлозы для повышения стойкости к жидкости и высокой влажности для этого нового использования и применения. Обычные технологии и химикаты для проклеивания (AKD, ASA, канифоль и т.д.) могут использоваться для материала рифления с тем, чтобы удовлетворить необходимым требованиям для конкретного продукта.
Облицовочный картон, сделанный из сырых волокон, называется крафт-лайнером, тогда как облицовочный картон из переработанных волокон известен как тест-лайнер. Также возможны смеси сырых и переработанных волокон. Крафт-лайнер должен иметь по меньшей мере 80 мас.% и предпочтительно 100 мас.% сырых волокон. Волокна, используемые для облицовочного картона, являются более длинными, чем используемые в материале рифления, и поскольку облицовочный картон изначально предназначен для внешних, облицовочных слоев картонного материала, они также проклеиваются проклеивающими средствами для того, чтобы выдерживать различные степени влажности и влажные условия.
Материалы тарного картона таким образом имеют более низкую жесткость при изгибе, чем соответствующие картоны для упаковки жидкостей, но, с другой стороны, имеют более высокий индекс SCT, то есть более высокое значение SCT на единицу граммажа в машинном направлении (MD), чем обычный картонный материал для упаковки жидкостей, или чем другие бумажные или целлюлозные материалы, которые были бы подходящими в этом контексте. Жесткость материалов тарного картона при изгибе обычно не измеряется, поскольку они так или иначе предназначены для производства гофрированного картона, однако было измерено, что такие материалы имеют жесткость при изгибе по меньшей мере на 30%, например по меньшей мере на 40%, например по меньшей мере на 50% ниже, чем жесткость при изгибе картона для упаковки жидкостей, например типа Triplex или Duplex, при одинаковом граммаже и без покрытия для печати (меловки каолином). Как правило, материалы рифления имеют более высокую жесткость при изгибе на граммаж, чем материалы облицовочного картона.
Значение SCT является свойством, измеряемым по международному стандарту ISO 9895, на основе которого сравнивают различные материалы тарного картона друг с другом. SCT или короткое испытание на сжатие измеряет внутреннюю стойкость к сжатию бумажных волокон, то есть предел прочности при сжатии в плоскости бумаги, в направлениях CD и MD. Это свойство меняется в зависимости от граммажа конкретной измеряемой бумаги. Граммаж изделий из бумаги измеряется в соответствии со стандартом ISO 536.
Пакеты, сделанные из материала, имеющего более высокий индекс SCT, имеют более хорошую штабелируемость, и оно является таким образом измерением предела прочности при сжатии на граммаж в плоскости x-y картонного материала. Материалы тарного картона обычно имеют индекс SCT больше чем 30 Нм/г в направлении MD, и таким образом обеспечивают требуемые предел прочности при сжатии и свойства штабелируемости для картонного ламината для упаковки жидкостей. Эти материалы не требуют оптимизации свойств жесткости при изгибе, поскольку они будут использоваться только в качестве (негофрированных) разделительных слоев в ламинированных картонных материалах для упаковки жидких продуктов. Таким образом, тогда как такие материалы облицовочного картона изначально предназначены для лицевых слоев в многослойной структуре гофрированного картона, в целях настоящего изобретения они будут использоваться в качестве разделительного слоя в ламинированной структуре, имеющей дополнительные лицевые слои, ламинированные на каждой ее стороне для того, чтобы обеспечить требуемые свойства жесткости при изгибе для ламинированных картонных материалов для упаковки жидких продуктов.
Для сравнения: сегодняшние картонные материалы для упаковки жидких продуктов имеют индекс SCT, равный приблизительно 25 Нм/г, но являются также оптимизированными в плане всех других свойств, поскольку именно они отвечают в основном за стабильность размеров в ламинированных картонных упаковочных материалах для упаковки жидких продуктов. При замене сегодняшнего оптимизированного картона для упаковки жидких продуктов дешевым разделительным слоем в многослойной структуре в ламинате такой разделительный слой должен иметь более высокий индекс SCT, выше 30 Нм/г, для того, чтобы компенсировать потерю свойств при удалении современного картона.
Поскольку новый разделительный слой будет ламинирован дополнительными лицевыми слоями в многослойной конфигурации в структуре ламината, нет никакой необходимости в обеспечении белой или гладкой (например, мелованной) поверхности для печати на самом разделительном слое. Материалы тарного картона являются таким образом подходящими материалами для такого разделительного слоя.
Что касается влагостойкости, эти материалы могут иметь значение водопоглощения Кобба ниже чем 35 г/м2 для того, чтобы лучше функционировать в картонном ламинате для упаковки жидких продуктов. Значение Кобба измеряется в соответствии со стандартом ISO 535, и требования по нему уже выполняются большинством материалов облицовочного картона, в то время как некоторым материалам рифления, возможно, понадобится дополнительное проклеивание для их использования в качестве негофрированного разделительного слоя в картонном ламинате для упаковки жидких продуктов. Соответственно, материал тарного картона в основном слое содержит по меньшей мере одну проклеивающую добавку.
В одном дополнительном варианте осуществления разделительный слой может содержать комбинацию различных типов целлюлозы или бумаги. Если разделительный слой содержит вспененную целлюлозу, часть вспененной целлюлозы составляет по меньшей мере 20%, например по меньшей мере 25%, например по меньшей мере 30%, например по меньшей мере 40% толщины основного слоя. Эти проценты могут быть определены посредством исследования поперечного сечения упаковочного материала под микроскопом.
При переходе с обычного картона для упаковки жидких продуктов на такие неадекватные или менее плотные целлюлозные материалы для основного слоя было замечено, что барьер из алюминиевой фольги, ламинированный к внутренней части основного слоя, образует волосные трещины и перестает быть газонепроницаемым. Это является следствием того, что алюминиевая фольга не поддерживается более слабым основным слоем, так что у нее есть более высокая свобода перемещений, что создает на ней больше деформаций и напряжений. Таким образом было отмечено, что при снижении затрат на картонный материал необходимо затрачивать больше ресурсов на барьерный материал, чтобы компенсировать потерю барьерных свойств. Другой мыслью было, конечно, заменить алюминиевую фольгу другим, более хорошим барьером, но это до сих пор виделось дорогим пожеланием и/или дорогим объединением нескольких различных барьерных слоев, ламинированных друг к другу для того, чтобы обеспечить требуемые барьерные свойства.
В другом варианте осуществления основной слой содержит главным образом слой разделительного материала, но дополнительно может содержать один или два интегрированных бумажных слоя, имеющих относительно более высокий модуль Юнга, но меньшую толщину, чем разделительный слой, чтобы обеспечить некоторую механическую прочность и жесткость при изгибе окончательному ламинированному материалу.
Окончательный ламинированный материал может содержать по меньшей мере одну такую относительно более тонкую и более жесткую бумагу, расположенную на каждой стороне разделительного слоя. При такой компоновке более тонкие и более жесткие бумаги действуют аналогично фланцам конструкции двутавровой балки или к лицевым слоям многослойной конструкции, стабилизируя таким образом ее механически, например, в плане жесткости при изгибе и предела прочности при сжатии в различных направлениях внутри материала.
Такие подходящие стабилизирующие лицевые бумажные слои могут быть найдены среди тонких крафт-бумаг, жиронепроницаемых бумаг или пергаментных бумаг. Они должны иметь граммаж от 20 до 100 г/м2, например от 30 до 70 г/м2, например от 30 до 60 г/м2, и плотность от 600 до 1500 кг/м3.
Как правило, эти бумажные лицевые слои должны иметь модуль Юнга от 1 до 10 ГПа, например от 5 до 10 ГПа.
Бумажные лицевые слои могут быть включены в структуру ламинированного материала различными способами. Например, когда разделительный слой сам по себе имеет более высокую плотность и начальную жесткость, как, например, разделительный слой материала тарного картона, слой основного материала может содержать слой материала рифления и такой более тонкий, более жесткий или более плотный бумажный лицевой слой только на одной стороне разделительного слоя. Тогда для окончательного ламинированного материала может быть достаточным иметь только барьерную бумагу с компактной поверхностью на внутренней стороне, и иметь менее стабилизирующий лицевой слой из другого материала, такого как ориентированная пластиковая пленка, на внешней стороне разделительного слоя. Альтернативно бумажный лицевой слой может быть включен также в модуль наружного материала, который ламинируется к слою материала рифления.
Жесткость при изгибе ламината упаковочного материала может быть вычислена исходя из толщин и модулей Юнга индивидуальных слоев. Для балансировки механических свойств многослойной структуры ламинированного материала ее лицевые слои должны располагаться на каждой стороне разделительного слоя так, чтобы у них была по существу равная жесткость при растяжении. Жесткость при растяжении определяется произведением модуля Юнга на толщину. Она может регулироваться посредством изменения толщины и модуля Юнга бумаг, и когда имеется более одного такого бумажного лицевого слоя с одной стороны разделительного слоя, есть формула для вычисления полной жесткости при изгибе для конкретной комбинации лицевых слоев.
Посредством создания индивидуальной многослойной структуры таким образом, что более толстый бумажный лицевой слой на внешней стороне может быть отделенным от разделительного слоя и в то же самое время составлять слой подложки для печати, который позволяет варьировать фоновый цвет печати, текстуру и рисунок, настолько тонкий, насколько это возможно, но имеющий бумажную подложку с барьерным покрытием с более высоким модулем Юнга для ламинирования в модуле внутреннего материала, эффективность процесса покрытия барьером также может быть увеличена за счет использования более тонкой подложки, и таким образом меньшего количества рулонов подложки, например в процессе вакуумного покрытия. Асимметрия в свойствах бумажного лицевого слоя может быть сбалансирована другими слоями в структуре, так, чтобы симметрия относительно центральной линии разделительного слоя сохранялась, и скручивания можно было избежать.
В одном варианте осуществления, в котором основной слой содержит вспененную целлюлозу, окончательный ламинированный материал может содержать один бумажный лицевой слой, расположенный на каждой стороне разделительного слоя, для того, чтобы придать достаточную стабильность окончательному ламинированному упаковочному материалу.
Основной материал может таким образом содержать разделительный слой и барьерную бумагу с компактной поверхностью в качестве лицевого слоя на первой (внутренней) стороне разделительного слоя, в то время как модуль внешнего материала также содержит бумажный лицевой слой, ламинированный ко второй (внешней) стороне основного и разделительного слоя.
Альтернативно слой основного материала может содержать разделительный слой и интегрированный бумажный лицевой слой на второй стороне разделительного слоя, в то время как модуль внутреннего материала содержит барьерный бумажный лицевой слой, ламинированный таким образом к первой стороне основного и разделительного слоя. Альтернативно модуль внутреннего материала может содержать покрытую барьером ориентированную полимерную пленку в качестве лицевого слоя для того, чтобы взаимодействовать с интегрированной бумагой на другой стороне разделительного слоя.
Основной материал альтернативно может содержать разделительный слой и один интегрированный бумажный лицевой слой на каждой стороне разделительного слоя.
Разделительный слой в одном варианте осуществления может быть волокнистым слоем, сделанным посредством пенообразующего процесса и имеющим граммаж 150 г/м2 и толщину 600 мкм, и он может иметь бумагу высокой плотности с граммажем от 60 до 80, например 70 г/м2, расположенную на каждой его стороне.
За счет удаления декоративной функции сегодняшнего обычного основного слоя картона для упаковки жидких продуктов, то есть белой пригодной для печати поверхности, на которой может быть напечатан цветной декоративный рисунок, а также по меньшей мере части его жесткости при изгибе, от основного слоя, и вместо упомянутого ламинирования низкокачественного основного слоя к отдельному слою подложки для печати снаружи основного слоя, большая гибкость процесса производства по-разному выглядящих упаковочных ламинатов может быть обеспечена при меньших затратах и за более короткое время от заказа до поставки. Соответственно, становится легче изменять внешний вид упаковочных емкостей без влияния на производственный процесс или сырье за исключением простой замены подложки для печати и декоративного рисунка. Слой подложки для печати может быть белым, коричневым, окрашенным, металлизированным и т.д. В то же время благодаря сэндвич-эффекту слоев ламината в целом все еще будут получаться механически и размерно стабильные упаковочные емкости с хорошим внешним видом.
Подходящая подложка для печати для таких барьерных пленок может быть стабилизирующей растянутой предварительно произведенной полимерной пленкой, которая может быть выбрана из группы, состоящей из пленки на основе любого из полиэстеров, таких как ориентированный или неориентированный полиэтилентерефталат (PET - polyethylene terephthalate), ориентированный или неориентированный полиэтиленфураноат (PEF - polyethylenefuranoate), ориентированный или неориентированный полибутилентерефталат (PBT - polybutylene terephthalate), полиэтиленнафтанат (PEN - polyethylene napthanate), полиамидов, таких как неориентированный или ориентированный полиамид (PA, OPA, BOPA), сополимеров винилового спирта и этилена (EVOH - ethylene vinyl alcohol), полиолефинов, таких как полипропилен, моно- или двухосно ориентированный полипропилен (PP, OPP, BOPP), полиэтиленов, таких как ориентированный или неориентированный полиэтилен высокой плотности (HDPE - high density polyethylene), линейный полиэтилен низкой плотности (LLDPE - inear low density polyethylene) и сополимеры циклоолефина (COC - cyclo-olefin co-polymers), а также смесей любых из упомянутых полимеров, или может быть многослойной пленкой, имеющей поверхностный слой, содержащий любой из упомянутых полимеров или их смесей.
Подложка для печати может иметь пригодную для печати поверхность, которая является мелованной белой бумажной поверхностью или поверхностью коричневой, естественной бумаги, или металлизированной пленкой, или металлизированной бумажной поверхностью.
Модуль внешнего материала может быть ламинирован к основному материалу посредством нанесения водной адгезивной композиции в количестве от 0,5 до 4, например от 1 до 3 г/м2, на одну из адгезивно соединяемых поверхностей с последующим их сжатием.
Модуль внутреннего материала может быть ламинирован к основному материалу посредством нанесения водной адгезивной композиции в количестве 1-4 г/м2 на одну из адгезивно соединяемых поверхностей с последующим их сжатием.
При ламинировании двух рулонов модулей внутреннего и внешнего материалов к рулону основного слоя могут использоваться различные способы и ламинирующие материалы. Ламинирование экструдированием из расплава с промежуточным расплавленным связывающим термопластичным полимером было упомянуто выше, и является распространенным способом ламинирования двух рулонов друг с другом.
Когда ламинируемые поверхности являются бумажными или целлюлозными поверхностями, между ламинированными поверхностями будет получаться хорошая адгезия. Некоторые типы поверхностей могут требовать предварительной окислительной обработки поверхности перед адгезивным соединением другой поверхности, или альтернативно или в дополнение к этому экструдируемый из расплава связывающий полимер может по меньшей мере частично содержать адгезивный термопластичный полимер, то есть полимер, имеющий функциональные группы со сродством к различным поверхностям, обычно карбоксильные группы или группы малеинового ангидрида.
Подходящими адгезивными полимерами для связывания слоев, находящихся внутри ламинированного материала, то есть между внешним термосвариваемым слоем и покрытым барьером или праймером слоем субстрата, или для связывания барьерной пленки с основным слоем в таком одно- или многослойном ламинате являются так называемые адгезивные термопластичные полимеры, такие как модифицированные полиолефины, которые основаны главным образом на сополимерах LDPE или LLDPE или привитых сополимерах с мономерными звеньями, содержащими функциональную группу, такую как карбоксильная или глицидиловая функциональные группы, например мономеры (мет)акриловой кислоты или малеинового ангидрида (MAH - maleic anhydride) (то есть сополимер акриловой кислоты и этилена (EAA) или сополимер метакриловой кислоты и этилена (EMAA - ethylene methacrylic acid)), сополимер этилена и глицидил(мет)акрилата (EG(M)A) или полиэтилен с привитым малеиновым ангидридом (MAH-g-PE). Другим примером таких модифицированных полимеров или адгезивных полимеров являются так называемые иономеры или иономерные полимеры. Предпочтительно модифицированный полиолефин представляет собой сополимер акриловой кислоты и этилена (EAA - ethylene acrylic acid) или сополимер метакриловой кислоты и этилена (EMAA).
Соответствующие модифицированные термопластичные адгезивные вещества или связывающие слои на основе полипропилена также могут быть полезными, в зависимости от требований к упаковочным емкостям.
Такие адгезивные полимерные слои или связывающие слои обычно наносятся вместе с соответствующим внешним слоем или дополнительными слоями для связывания основного слоя и барьера в ходе операции по нанесению покрытия соэкструдированием.
Адгезивное вещество может быть нанесено как водный адгезивный раствор или композиция, и оно может быть нанесено на одну из поверхностей для ламинирования, а затем соединено с другой поверхностью на станции ламинирования, включающей в себя одну или несколько пар прижимных роликов для ламинирования.
Предпочтительно для того, чтобы прикладывать как можно меньшее давление к более слабому разделительному слою с низкой плотностью, станция ламинирования должна иметь только один зазор ламинирования. Возможно, однако, что несколько последовательных зазоров могут быть выгодными в некоторых вариантах осуществления за счет приложения более низкого давления в зазоре, но на нескольких последовательных парах роликов, или за счет одной расширенной компоновки зазора для того, чтобы улучшить адгезию.
Ламинированные упаковочные материалы по настоящему изобретению имеют более высокое содержание волокон и материалов из возобновляемых ресурсов, что является выгодным с экологической точки зрения. Кроме того, за счет увеличенной доли волокон целлюлозы в материале можно облегчить процессы переработки для вторичного использования, в особенности когда также одновременно с этим может быть пропорционально уменьшено количество термопластичных полимерных слоев и алюминиевой фольги. Например, имеется один выгодный эффект, когда ламинирование модулей на основе целлюлозы может быть сделано посредством ламинирования путем поглощения водного адгезивного вещества, то есть посредством способа ламинирования, в котором наносится лишь очень небольшое количество полимерного адгезивного вещества для связывания двух ламинируемых поверхностей, в то время как водная среда или растворитель поглощаются сеткой целлюлозных волокон ламинируемого слоя (слоев), и не требуется никакой дополнительной сушки или нагревания. Таким образом, в то время как требуется меньшее количество термопластичного связующего материала, чем при ламинировании экструдированием из расплава, относительная доля бумажных или основанных на целлюлозе слоев материала в упаковочном материале увеличивается, а кроме того барьерные слои могут быть уменьшены благодаря эффективным комбинациям свойств различных слоев материала, включаемых в ламинированный упаковочный материал.
Подходящими термопластичными полимерами для внешнего и внутреннего термосвариваемых непроницаемых для жидкости слоев в ламинированном упаковочном материале по настоящему изобретению являются полиолефины, такие как гомо- или сополимеры полиэтилена и полипропилена, предпочтительно полиэтилены и более предпочтительно полиэтилены, выбираемые из группы, состоящей из полиэтилена низкой плотности (LDPE), линейного LDPE (LLDPE), получаемых на катализаторе с единым центром полимеризации на металле металлоценовых полиэтиленов (m-LLDPE), а также их смесей или сополимеров. В соответствии с одним предпочтительным вариантом осуществления внешний термосвариваемый и непроницаемый для жидкости слой состоит из LDPE, в то время как внутренний термосвариваемый и непроницаемый для жидкости слой представляет собой смесь m-LLDPE и LDPE для оптимальных свойств ламинирования и термосваривания. Самый внешний и самый внутренний слои термопластичных полимеров могут наноситься (со-)экструдированием покрытия из расплавленного полимера с желаемой толщиной. В соответствии с другим вариантом осуществления самый внешний и/или самый внутренний непроницаемые для жидкости и термосвариваемые слои могут наноситься в форме предварительно произведенных ориентированных или неориентированных пленок. Самый внешний термосвариваемый, непроницаемый для жидкости и защитный термопластичный полимерный слой альтернативно может наноситься посредством покрытия водной дисперсией термопластичного полимера, если желательна малая толщина такого внешнего слоя, или когда такой процесс является предпочтительным по другим причинам.
Те же самые термопластичные материалы на основе полиолефина, в частности полиэтилены, перечисленные выше при обсуждении внешних и внутренних слоев, также являются подходящими для связывания слоев, находящихся внутри слоистого материала, то есть между основным слоем, таким как бумага или картон, и предварительно ламинированным материалом, включающим барьерную пленку или другой слой пленки.
Когда барьерная бумага с компактной поверхностью обеспечивает лишь низкий уровень газобарьерных свойств, могут использоваться дополнительные барьерные слои, включающие в себя пленочную подложку, имеющую барьерное покрытие, такое как дисперсионное или жидкопленочное барьерное покрытие, или пароосажденное барьерное покрытие.
Подходящая пленочная подложка для таких барьерных пленок может быть полимерной пленкой, выбираемой из группы, состоящей из пленки на основе любого из полиэстеров, таких как ориентированный или неориентированный полиэтилентерефталат (PET), ориентированный или неориентированный полиэтиленфураноат (PEF), ориентированный или неориентированный полибутилентерефталат (PBT), полиэтиленнафтанат (PEN), полиамидов, таких как неориентированный или ориентированный полиамид (PA, OPA, BOPA), сополимеров винилового спирта и этилена (EVOH), полиолефинов, таких как полипропилен, моно- или двухосно ориентированный полипропилен (PP, OPP, BOPP), полиэтиленов, таких как ориентированный или неориентированный полиэтилен высокой плотности (HDPE), линейный полиэтилен низкой плотности (LLDPE) и сополимеры циклоолефина (COC), а также смесей любых из упомянутых полимеров, или может быть многослойной пленкой, имеющей поверхностный слой, содержащий любой из упомянутых полимеров или их смесей.
В соответствии с некоторыми вариантами осуществления барьерные свойства могут обеспечиваться полимерным слоем или несколькими слоями, или пленкой из одного или более барьерных полимеров, в то время как в других вариантах осуществления полимер пленки служит лишь для обеспечения подложки для последующего нанесения барьерного покрытия.
Дополнительные кислородобарьерные свойства могут таким образом быть обеспечены тонкими жидкопленочными покрытиями, например барьерными полимерами, которые наносятся в форме дисперсии или раствора в жидкой среде или растворителе на подложку, такую как подложка из бумаги или полимерной пленки, а затем высушиваются в тонкие барьерные покрытия. Важно, чтобы эта дисперсия или раствор были однородными и устойчивыми, чтобы получить ровное покрытие с однородными барьерными свойствами. Примерами подходящих полимеров для водных композиций являются поливиниловые спирты (PVOH), диспергируемые в воде этиленвиниловые спирты (EVOH) или диспергируемые или растворимые в воде полимеры на основе полисахарида. Такие слои дисперсионного или так называемого жидкопленочного покрытия (LFC - liquid film coated) могут быть сделаны очень тонкими, вплоть до десятых частей грамма на м2, и могут обеспечить высококачественные однородные слои при условии, что дисперсия или раствор являются однородными и устойчивыми, то есть хорошо подготовленными и смешанными. PVOH имеет превосходные кислородобарьерные свойства в сухих условиях, а также обеспечивает очень хорошие барьерные свойства для запахов, то есть способность препятствовать входу пахучих веществ в упаковочную емкость из окружающей среды, например, в холодильнике или камере хранения, что становится важным при длительном хранении пакетов. Кроме того, такие полимерные слои с жидкопленочным покрытием из диспергируемых или растворимых в воде полимеров часто обеспечивают хорошую внутреннюю адгезию к смежным слоям, что способствует хорошей целостности окончательной упаковочной емкости.
Полимер может быть подходящим образом выбран из группы, состоящей из полимеров на основе винилового спирта, таких как PVOH или диспергируемый в воде EVOH, полисахаридов, таких как, например, крахмал или его производные, целлюлозных нанофибрилл (CNF - cellulose nanofibrils), нанокристаллической целлюлозы (NCC - nanocrystalline cellulose), гемицеллюлозы или хитозана, или других производных целлюлозы, диспергируемого в воде поливинилиденхлорида (PVDC) или диспергируемого в воде полиэстера, или комбинации двух или более из них.
Более предпочтительно полимерное связующее вещество выбирается из группы, состоящей из PVOH, диспергируемого в воде EVOH, полисахаридов, таких как, например, крахмал или его производные, хитозана или других производных целлюлозы, или комбинации двух или более из них.
Таким образом, такие барьерные полимеры подходящим образом наносятся посредством процесса жидкопленочного покрытия, то есть в форме дисперсии или раствора на основе воды или растворителя, которые при нанесении распределяются на подложке в тонкий однородный слой, а после этого сушатся.
Водные композиции в целом имеют некоторые экологические преимущества. Предпочтительно барьерная композиция для жидкости и газа является основанной на воде, потому что такая композиция обычно обладает большей экологичностью, чем основанные на растворителе системы.
Как было кратко упомянуто выше, полимер или соединение с функциональными группами карбоновой кислоты могут включаться для того, чтобы улучшить паро- и кислородобарьерные свойства покрытия из PVOH. Полимер с функциональными группами карбоновой кислоты подходящим образом выбирается из сополимера этилена и акриловой кислоты (EAA) и сополимеров этилена и метакриловой кислоты (EMAA) или их смесей. Одна особенно предпочтительная смесь барьерного слоя состоит из PVOH, EAA и неорганического слоистого соединения. Сополимер EAA тогда включается в барьерный слой в количестве приблизительно 1-20 мас.% по сухой массе покрытия.
Другими примерами полимерных связующих веществ, обеспечивающих кислородобарьерные свойства и подходящих для жидкопленочного покрытия, являются полисахариды, в частности крахмал или его производные, такие как предпочтительно окисленный крахмал, катионный крахмал и гидроксипропилированный крахмал. Примерами таких модифицированных крахмалов являются окисленный гипохлоритом картофельный крахмал (Raisamyl 306 производства компании Raisio), гидроксипропилированный кукурузный крахмал (Cerestar 05773) и т.д. Однако другие формы крахмала и производные полисахаридов также могут обеспечить газобарьерные свойства на некотором уровне.
Однако наиболее предпочтительным газобарьерным полимером является PVOH, потому что он имеет все упомянутые выше хорошие свойства, то есть свойства формирования пленки, газобарьерные свойства, экономическую эффективность, совместимость с пищевыми продуктами и барьерные свойства для запахов.
Газобарьерная композиция на основе PVOH работает лучше всего тогда, когда PVOH имеет степень омыления по меньшей мере 98%, предпочтительно по меньшей мере 99%, хотя PVOH с более низкими степенями омыления также будет обеспечивать кислородобарьерные свойства.
В соответствии с одним дополнительным вариантом осуществления упомянутая жидкая композиция дополнительно может содержать неорганические частицы для дополнительного улучшения барьерных свойств для газообразного кислорода.
Материал полимерного связующего вещества может быть смешан, например, с неорганическим соединением, которое является слоистым по форме, или состоящим из чешуек. За счет слоистого расположения чешуйчатых неорганических частиц молекула газообразного кислорода должна мигрировать по более длинному извилистому пути через кислородобарьерный слой, чем обычный прямой путь.
Неорганическое слоистое соединение является так называемым соединением наночастиц, диспергированным в расслоенное состояние, то есть чешуйки слоистого неорганического соединения отделяются друг от друга посредством жидкой среды. Таким образом это слоистое соединение предпочтительно может разбухать или расщепляться полимерной дисперсией или раствором, которые проникают через слоистую структуру неорганического материала. Оно может также разбухать в растворителе перед добавлением к раствору или дисперсии полимера. Таким образом, неорганическое слоистое соединение диспергируется в расслоенном состоянии в жидкой газобарьерной композиции и в высушенном барьерном слое. Существует много химически подходящих нано-глинистых минералов, но предпочтительными наночастицами являются частицы монтмориллонита, такого как очищенный монтмориллонит или натрийзамещенный монтмориллонит (Na-MMT). Наноразмерное неорганическое слоистое соединение или глинистый минерал предпочтительно имеет соотношение сторон 50-5000 и размер частиц вплоть до приблизительно 5 мкм в расслоенном состоянии.
Подходящие неорганические частицы состоят главным образом из слоистых бентонитовых частиц, имеющих соотношение сторон от 50 до 5000.
Предпочтительно барьерный слой включает в себя от приблизительно 1 до приблизительно 40 мас.%, более предпочтительно от приблизительно 1 до приблизительно 30 мас.% и наиболее предпочтительно от приблизительно 5 до приблизительно 20 мас.% неорганического слоистого соединения по сухой массе покрытия. Если это количество будет слишком низким, то газобарьерные свойства нанесенного и высушенного барьерного слоя не будут заметно улучшены по сравнению с тем случаем, когда никакое неорганическое слоистое соединение не используется. Если это количество будет слишком высоким, то жидкую композицию станет труднее наносить в виде покрытия и она будет создавать больше проблем в резервуарах для хранения и трубопроводах системы нанесения покрытия. Предпочтительно барьерный слой включает в себя от приблизительно 99 до приблизительно 60 мас.%, более предпочтительно от приблизительно 99 до приблизительно 70 мас.% и наиболее предпочтительно от приблизительно 95 до приблизительно 80 мас.% полимера по сухой массе покрытия. Добавка, такая как стабилизатор дисперсии и т.п., может быть включена в газобарьерную композицию, предпочтительно в количестве не больше чем приблизительно 1 мас.% по сухой массе покрытия. Полное сухое содержание композиции предпочтительно составляет от 5 до 15 мас.%, более предпочтительно от 7 до 12 мас.%.
В соответствии с другим предпочтительным вариантом осуществления неорганические частицы состоят главным образом из слоистых частиц талька, имеющих соотношение сторон от 10 до 500. Предпочтительно композиция содержит от 10 до 50 мас.%, более предпочтительно от 20 до 40 мас.% частиц талька по сухой массе. Ниже 20 мас.% нет никакого значительного увеличения газобарьерных свойств, в то время как выше 50 мас.% покрытый слой может стать более хрупким из-за меньшей внутренней когезии между частицами в слое. Полимерное связующее вещество при этом содержится в слишком малом количестве для того, чтобы окружить и диспергировать частицы и ламинировать их друг к другу внутри слоя. Полное сухое содержание PVOH и частиц талька в такой жидкой барьерной композиции может составлять от 5 до 25 мас.%.
Неожиданно хорошие кислородобарьерные свойства могут быть достигнуты при использовании частиц коллоидного кремнезема с размером 3-150 нм, предпочтительно 4-100 нм и даже более предпочтительно 5-70 нм, которые предпочтительно являются аморфными и сферическими. Использование частиц коллоидного кремнезема кроме того имеет то преимущество, что жидкая барьерная композиция может наноситься при содержании сухих веществ 15-40 мас.%, предпочтительно 20-35 мас.% и даже более предпочтительно 24-31 мас.%, за счет чего потребность в принудительной сушке уменьшается.
Менее предпочтительными альтернативами для неорганических частиц в соответствии с настоящим изобретением являются частицы каолина, слюды, карбоната кальция и т.д.
Предпочтительным полимерным связующим веществом, также при использовании неорганических частиц для обеспечения кислородобарьерных свойств, является PVOH, частично благодаря его вышеупомянутым выгодным свойствам. В дополнение к этому, PVOH является выгодным с точки зрения смешивания, то есть обычно легко диспергировать или расслаивать неорганические частицы в водном растворе PVOH для формирования устойчивой смеси PVOH и частиц, обеспечивая таким образом хорошую пленку покрытия с однородными составом и морфологией.
Барьерный слой для газообразного кислорода может быть нанесен в общем количестве от 0,1 до 5 г/м2, предпочтительно от 0,5 до 3,5 г/м2, более предпочтительно от 0,5 до 2 г/м2 по сухой массе. Ниже 0,5 г/м2, вероятно, не будет никакого эффекта дополнительного заполнения и закрытия пор на поверхности подложки, и никакие газобарьерные свойства не будут достигнуты вообще, в то время как выше 5 г/м2, покрытый слой будет ухудшать экономическую эффективность упаковочного ламината благодаря высокой стоимости барьерных полимеров в целом и благодаря большим затратам энергии на выпаривание жидкости. Заметный уровень кислородобарьерных свойств может быть достигнут при количестве PVOH 0,5 г/м2 и выше, и хороший баланс между барьерными свойствами и затратами достигается в диапазоне от 0,5 до 3,5 г/м2.
Барьерный слой для газообразного кислорода может наноситься за две последовательные этапы с промежуточной сушкой, как два частичных слоя. При нанесении двух частичных слоев каждый слой подходящим образом наносится в количестве от 0,1 до 2,5 г/м2, предпочтительно от 0,5 до 1 г/м2, и позволяет получить более высококачественный полный слой из меньшего количества жидкой газобарьерной композиции. Эти два частичных слоя могут быть нанесены в количестве от 0,5 до 2 г/м2 каждый, предпочтительно от 0,5 до 1 г/м2 каждый.
Дополнительные барьерные покрытия также могут наноситься посредством физического осаждения из паровой фазы (PVD - physical vapour deposition) или химического осаждения из паровой фазы (CVD - chemical vapour deposition) на поверхность подложки, такой как подложка из барьерной бумаги с компактной поверхностью или пленочный материал. Сам материал субстрата также может способствовать некоторым свойствам, но прежде всего должен иметь подходящие поверхностные свойства для эффективного нанесения на него покрытия посредством осаждения из паровой фазы.
Тонкие пароосаждаемые слои обычно имеют нанометровую толщину, то есть имеют толщину порядка нанометров, например от 1 до 500 нм (от 50 до 5000 ангстрем), предпочтительно от 1 до 200 нм, более предпочтительно от 1 до 100 нм и наиболее предпочтительно от 1 до 50 нм.
Одним обычным типом пароосаждаемого покрытия, часто имеющего некоторые барьерные свойства, в частности барьерные свойства для паров воды, являются так называемые слои металлизации, например, покрытия из металлического алюминия, получаемые способом физического осаждения из паровой фазы (PVD).
Такой пароосаждаемый слой, по существу состоящий из металлического алюминия, может иметь толщину от 5 до 50 нм, что соответствует менее чем 1% алюминиевого металлического материала, присутствующего в алюминиевой фольге для упаковки обычной толщины, то есть 6,3 мкм. В то время как пароосаждаемые металлические покрытия требуют значительно меньшего количества металлического материала, они обеспечивают в лучшем случае лишь низкий уровень барьерных свойств для кислорода, и должны комбинироваться с дополнительным газобарьерным материалом для того, чтобы обеспечить окончательный ламинированный материал с достаточными барьерными свойствами. С другой стороны, такой пароосаждаемый слой может дополнять газобарьерный слой, у которого нет барьерных свойств для паров воды, и который является чувствительным к влаге.
Другими примерами пароосаждаемых покрытий являются покрытия из оксида алюминия (AlOx) и оксида кремния (SiOx). Обычно такие PVD-покрытия являются более хрупкими и менее подходящими для включения в упаковочные материалы посредством ламинирования. Исключением являются металлизированные слои, которые действительно имеют подходящие механические свойства для материала ламинирования, несмотря на то, что они осаждаются из паровой фазы, однако обычно они обеспечивают более слабый барьер для газообразного кислорода.
Другие покрытия, которые были изучены для ламинированных упаковочных материалов, могут наноситься посредством плазмохимического осаждения из паровой фазы (PECVD - plasma enhanced chemical vapour deposition), в котором пары соединения осаждаются на субстрат при более или менее окисляющих обстоятельствах. Покрытия из оксида кремния (SiOx) могут, например, также наноситься посредством процесса PECVD, и могут тогда приобретать очень хорошие барьерные свойства при некоторых условиях покрытия и составах газа. К сожалению, покрытия из SiOx показывают плохие свойства адгезии при ламинировании экструзией из расплава к полиолефинам и другим смежным полимерным слоям, и ламинированный материал подвергается воздействию влажных условий упаковки. Специальные дорогие адгезивные вещества или адгезивные полимеры необходимы для того, чтобы достичь и поддерживать достаточную адгезию в упаковочном ламинате такого типа, предназначенного для упаковки жидкостей.
Пароосаждаемое покрытие может представлять собой барьерный слой из аморфного гидрированного углерода, так называемого алмазоподобного углерода (DLC), наносимый посредством плазмохимического осаждения из паровой фазы (PECVD). DLC определяет класс аморфного углеродного материала, который проявляет некоторые из типичных свойств алмаза. Предпочтительно в качестве рабочего газа в плазме для производства упомянутого покрытия используется газообразный углеводород, такой как, например, ацетилен или метан. Как было подчеркнуто выше, было замечено, что такие покрытия из DLC обеспечивают хорошую и достаточную адгезию к смежным полимерным или адгезивным слоям в ламинированном упаковочном материале при влажных условиях тестирования. Особенно хорошая адгезионная совместимость со смежными ламинированными полимерными слоями, то есть полимерными слоями, которые приклеиваются или наносятся на барьерное покрытие из DLC, была отмечена для полиолефинов, и в частности для полиэтилена и сополимеров на основе полиэтилена.
Барьерное покрытие из DLC таким образом обеспечивает хорошие барьерные свойства и свойства целостности заполненным жидкостью упаковочным емкостям, сделанным из упаковочного ламината, содержащего барьерную пленку или барьерную бумагу, имеющую барьерное покрытие, за счет хороших механических свойств, хороших барьерных свойств для различных веществ, мигрирующих через такие ламинированные материалы в любом направлении, а также за счет превосходной адгезии к смежным полимерным слоям в ламинате. Соответственно, барьерная пленка из слоя субстрата из полиэстера или полиамида, имеющая барьерное покрытие из DLC, может обеспечить упаковочный ламинат и упаковочную емкость с кислородобарьерными свойствами, а также водопаробарьерными свойствами для длительного хранения в обычных условиях, например в течение 2-6 мес, например вплоть до 12 мес. В дополнение к этому, барьерное покрытие из DLC обеспечивает хорошие барьерные свойства для различных ароматических и пахучих веществ, присутствующих в упакованном пищевом продукте, для низкомолекулярных веществ, возможно появляющихся в смежных слоях материалов, а также для запахов и других газов. Кроме того, барьерное покрытие из DLC демонстрирует хорошие механические свойства на субстрате из полимерной пленки при ламинировании в упаковочный ламинат на основе картона, выдерживая ламинирование и последующее складывание упаковочного ламината и запечатывания его в заполненные пакеты.
Покрытия из DLC дополнительно имеют то преимущество, что они пригодны для повторного использования, поскольку не оставляют при повторной переработке таких остатков, которые содержали бы элементы или материалы, не существующие в естественном виде в природе и окружающей среде.
Использование вышеописанных адгезивных полимеров не должно быть необходимым для достаточного связывания в конкретных металлизированных слоях или барьерных покрытиях из DLC по настоящему изобретению. Адгезия металлизации к слоям полиэтилена является хорошей, и достаточная и адекватная адгезия к слоям полиолефина была установлена также и для DLC, на уровне по меньшей мере 200 Н/м, например по меньшей мере 300 Н/м. Измерения адгезии выполнялись при комнатной температуре посредством устройства для определения силы отдирания под углом 180° (производства компании Telemetric Instrument AB) через 24 ч после ламинирования LDPE. Отдирание выполнялось по границе DLC/LDPE, причем отдиралась барьерная пленка. Капельки дистиллированной воды добавлялись к очищенной границе во время отслаивания для оценки адгезии во влажных условиях, то есть таких условиях, когда ламинированный упаковочный материал был насыщен влагой, мигрирующей через слои материала из жидкости, хранящейся в упаковочной емкости, сделанной из ламинированного материала, и/или в результате хранения во влажной окружающей среде. Значение адгезии выражается в Н/м и является средним из 6 измерений.
Значение сухой адгезии больше чем 200 Н/м таким образом гарантирует, что слои не будут расслаиваться при нормальных условиях производства упаковки, например, при сгибании и формовании слоистого материала складыванием. Влажная адгезия того же самого уровня гарантирует, что слои упаковочного ламината не будут расслаиваться после заполнения и формирования упаковки, во время транспортировки, дистрибуции и хранения. Внутренний связывающий полимерный слой может быть нанесен непосредственно на субстрат из полимерной пленки, имеющий нанесенный на него барьерный слой из DLC, с использованием обычных методик и машин, используемых, например, для ламинирования алюминиевой фольги, в частности горячего ламинирования (экструдирования) полимерного слоя из расплавленного полимера на барьерное покрытие из DLC. Кроме того, возможно использование предварительно изготовленной полимерной пленки и связывание ее прямо к покрытой барьером пленкой носителя посредством ее локального плавления, например, за счет применения горячего цилиндра или нагретого ролика. Из вышесказанного очевидно, что барьерная пленка из DLC может обрабатываться аналогично барьеру из алюминиевой фольги в способах ламинирования и преобразования в ламинированный упаковочный материал, то есть посредством ламинирования способом экструзии и экструзионного нанесения покрытия. Оборудование и способы ламинирования не требуют никакой модификации, например, добавления конкретных адгезивных полимеров или связующих веществ/связывающих слоев, как это может требоваться в материалах с плазменным покрытием. В дополнение к этому, новая барьерная пленка, включающая в себя нанесенный на нее барьерный слой из DLC, может быть сделана такой же тонкой, как алюминиевая фольга, без ухудшения барьерных свойств в окончательном пакете для пищевых продуктов.
При производстве ламинированного упаковочного материала по настоящему изобретению было замечено, что в асимметричных ламинатах, имеющих структуры слоев с неравными свойствами жесткости при растяжении на двух сторонах разделительного слоя, может проявиться проблема, называемая «вызываемое влагой скручивание», то есть когда плоский материал не остается плоским, когда он лежит на плоской поверхности, но скручивается таким образом, что его края поднимаются и сгибаются друг к другу выше плоскости плоской части упаковочного материала. Дополнительным преимуществом плоских ламинированных боковых панелей в упаковочной емкости является то, что жесткость захвата при этом улучшается. Это происходит благодаря тому, что прямые панели свободны от начального «несовершенства», то есть отклонения. Естественно, при прохождении плоского упаковочного материала через наполнительную машину будет меньше проблем, чем в случае скрученного и согнутого материала.
Было замечено, что скручивание предотвращается главным образом при соответствии лицевых слоев бумаги на каждой стороне разделительного слоя таким образом, чтобы они имели равную полную жесткость при растяжении. В таком случае было неожиданно замечено, что предел прочности при сжатии ламината в направлении x-y также увеличивается благодаря ровности панелей слоистого материала. Это означает, например, что сложенные упаковочные емкости из ламинированного упаковочного материала могут укладываться друг на друга во время распределения и хранения с более высокой нагрузкой, чем сегодняшние продаваемые упаковки для жидких продуктов.
Из этого следует, что упаковки, сделанные из таких размерно симметричных ламинированных упаковочных материалов, имеющих бумажный лицевой слой на каждой стороне разделительного слоя, могут иметь улучшенную целостность пакета, то есть целостность пакета улучшается, и эти ламинированные материалы являются менее склонными к повреждениям и появлению трещин в барьерных слоях при простой обработке и транспортировке.
Если механические свойства многослойного материала будут балансироваться таким образом, различные ламинированные слои, включая барьерные слои, которые предохраняют упакованную еду от медленно мигрирующего кислорода и других газов и паров, также будут более стойкими к повреждениям и расслаиванию, и как следствие целостность заполненной и герметичной упаковки улучшается также и с этой точки зрения.
Таким образом, дополнительным аспектом улучшения целостности пакета является улучшение адгезии между различными слоями. Особенно хорошая начальная адгезия получается между барьерными покрытиями, наносимыми в виде дисперсии или раствора, имеющими гидрофильную функциональность, такую как гидроксильные группы и карбоксильные группы, и смежными слоями, например, из полиолефинов и полиэтиленов. Также было доказано, что пароосажденные металлизированные покрытия и наносимые посредством PECVD покрытия из DLC обеспечивают очень хорошие свойства адгезии к смежным органическим полимерным слоям и пленкам, так что нет никакой необходимости в использовании дополнительного праймера или адгезивного вещества между ними и смежными слоями в ламинированных упаковочных материалах.
Тем не менее, было показано, что по меньшей мере для металлизированных слоев барьерного покрытия дополнительно улучшенная адгезия за счет ламинирования к смежным слоям полимеров или адгезивных полимеров неожиданно также улучшает кислородобарьерные свойства ламинированного материала до такой высокой степени, которую трудно было себе представить.
Дополнительные кислородобарьерные свойства могут быть обеспечены посредством дополнительного включения слоя полимера, действующего как барьер для мигрирующих свободных жирных кислот, такого как полиамид, в первый предварительно ламинированный материал, который ламинируется к основному слою. В частности, когда полиамид добавляется на внутреннюю сторону металлического барьерного слоя, это предотвращает миграцию свободных жирных кислот из упакованного пищевого продукта к металлическому барьерному слою, и таким образом барьерные свойства барьерного слоя могут быть полностью сохранены, и адгезия внутренних полимерных слоев (термосвариваемых) к металлическому барьеру может поддерживаться в течение более длительного времени хранения.
Барьерный слой из полиамида может содержать 50 мас.% или больше полиамида и остаток из этиленвинилового спирта (EVOH) или полиэтилентерефталата (PET) или подобного полимера, совместимого с полиамидом, а также обеспечивающего барьерные свойства против миграции свободных жирных кислот, и может наноситься в количестве от 3 до 12 г/м2, например от 3 до 10 г/м2, например от 3 до 8 г/м2, например от 3 до 6 г/м2, в зависимости от требований пищевого продукта и баланса со стоимостью используемых материалов.
В соответствии с одним дополнительным вариантом осуществления, барьерный слой из полиамида содержит ароматический или полуароматический полиамидный полимер. Такие полиамиды могут обеспечивать улучшенные барьерные свойства против миграции свободных жирных кислот, и поэтому такая комбинация является особенно выгодной для упаковки фруктовых соков и т.п. Однако наиболее распространенным полиамидом, подходящим в плане экономической эффективности ламинированных упаковочных материалов и легкости производства таких покрытых посредством соэкструзии ламинированных структур, является PA-6.
Особенно хорошо функционирующим бумажным лицевым слоем для наружной поверхности упаковочного ламината может быть жиронепроницаемая бумага или бумага высокой плотности, также имеющая сглаженную и предварительно покрытую поверхность для последующего барьерного покрытия, в частности пароосаждаемого барьерного покрытия. Упомянутый бумажный лицевой слой снаружи основного слоя в одном варианте осуществления может быть той же самой или другой барьерной бумагой с компактной поверхностью, покрытой или непокрытой, что и бумага, ламинируемая на внутреннюю часть основного слоя. Конечно, такой бумажный лицевой слой вносит дополнительный вклад в кислородобарьерные свойства окончательного упаковочного ламината.
В соответствии с еще одним дополнительным вариантом осуществления может быть получена упаковка, в максимально возможной степени состоящая из биологических, возобновляемых материалов. Например, может быть произведен упаковочный материал, который имеет разделительный или основной слои на основе целлюлозы, бумажные лицевые слои, имеющие барьерные свойства, и дополнительно содержащий очень тонкие, нано-тонкие, барьерные покрытия. Кроме того, термопластичные полимеры могут быть произведены из растительного или органического материала, такого как так называемый зеленый полиэтилен.
В дополнение к этому, адгезивные вещества или адгезивные полимеры, используемые в операции ламинирования в окончательный ламинированный упаковочный материал, также могут получаться полностью из биоисточников и использоваться лишь в очень малом количестве, что еще больше увеличивает относительную долю содержания возобновляемых материалов, а также целлюлозного волокна.
В соответствии с одним дополнительным аспектом получаемых ламинированных упаковочных материалов внешние термосвариваемые слои ламинированного материала могут обеспечиваться как одна или две предварительно изготовленные пленки. Таким образом, такая пленка может быть предварительно ламинирована к барьерному слою в первом предварительно ламинированном материале, ламинируемом к первой стороне основного слоя, и/или может быть предварительно ламинирована к напечатанному и декорированному внешнему поверхностному слою, ламинируемому ко второй стороне основного слоя. Когда пленки предварительно ламинируются к барьерным слоям или напечатанным декорированным слоям, это может быть сделано посредством простого ламинирования пленок к другим слоям с применением давления и тепла, особенно если предварительно нанесенный или интегрированный слой адгезивного полимера, такого как EAA или EMAA, присутствует на одной из поверхностей ламинирования. Альтернативно пленка может наноситься посредством ламинирования экструдированием из расплава, что является более дорогим благодаря более высокому расходу промежуточного полимера для экструдирования из расплава, или посредством предварительного покрытия небольшим количеством водного адгезивного вещества, которое может проникать в эту по меньшей мере одну ламинируемую бумажную или целлюлозную поверхность, без необходимости в каком-либо этапе сушки.
Внутри общего стремления к снижению стоимости ламинированных упаковочных материалов существует также цель скомбинировать свойства в различных слоях таким образом, чтобы минимизировать количество дополнительных слоев.
Когда обычный картон для упаковки жидкости сегодняшнего упаковочного ламината заменяется дешевыми, неадекватными основными слоями, что обеспечивает значительное снижение издержек, дополнительные ресурсы вместо этого могут быть затрачены на различные индивидуальные декоративные подложки для печати и украшение упомянутого ламинированного упаковочного материала. Поскольку основной слой, являющийся разделительным слоем, больше не будет составлять поверхность для печати, дорогое мелованное покрытие может быть убрано из основного слоя, и гладкая и белая поверхность для печати может быть получена посредством других средств, на внешней лицевой бумаге подложки для печати, ламинируемой к внешней стороне основного слоя. Такая подложка для печати может быть, например, цветной или металлизированной пленкой или белым бумажным лицевым слоем для печати. Альтернативно белая бумага для обеспечения белой поверхности фона для печати может быть предварительно ламинирована к прозрачной пленке, которая печатается перед ламинированием на ее задней части, то есть пленке с обратной печатью, так что декоративная печать обращена к поверхности белой бумаги и защищена подложкой из прозрачной пленки. Таким образом, печать и ламинирование к внешнему белому бумажному лицевому слою и возможно дополнительно ламинирование к внешним термосвариваемым слоям могут иметь место в предшествующей операции ламинирования для того, чтобы обеспечить предварительно ламинированный материал для внешней стороны ламинированного упаковочного материала.
Для того, чтобы дополнительно обеспечить светобарьерные свойства и белизну, такая пленка или бумага может содержать белый материал наполнителя или, в случае бумаги, мелованное покрытие, вместе или вместо металлизированного слоя. Для некоторых продуктов и видов упаковочных емкостей металлизированная поверхность для печати является предпочтительной, а в других случаях предпочтительной является цветная поверхность для печати или коричневая, естественная поверхность целлюлозы. При отсоединении поверхностного слоя для печати от основного слоя становится возможным обеспечить разнообразие возможного внешнего вида, и это является дополнительным преимуществом трехчастной модульной модели ламинирования настоящего изобретения. Дополнительные кислородобарьерные слои могут быть включены во второй предварительно ламинированный материал для того, чтобы улучшить общие барьерные характеристики окончательного ламинированного материала.
ПРИМЕРЫ И ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее предпочтительные варианты осуществления настоящего изобретения будут описаны со ссылками на сопроводительные чертежи, в которых:
Фиг. 1a показывает схематическое поперечное сечение одного конкретного примера ламинированного упаковочного материала, который имеет барьерный слой бумаги с компактной поверхностью в соответствии с настоящим изобретением,
Фиг. 1b показывает схематическое поперечное сечение одного дополнительного конкретного варианта осуществления ламинированного упаковочного материала со слоем бумаги с компактной поверхностью,
Фиг. 1c показывает схематическое поперечное сечение еще одного дополнительного варианта осуществления ламинированного упаковочного материала со слоем бумаги с компактной поверхностью,
Фиг. 1d показывает схематическое поперечное сечение другого дополнительного варианта осуществления ламинированного упаковочного материала со слоем бумаги с компактной поверхностью,
Фиг. 2a схематично показывает один пример способа ламинирования слоя барьерной бумаги с компактной поверхностью к основному материалу в соответствии с настоящим изобретением,
Фиг. 2b схематично показывает один пример другого способа ламинирования слоя барьерной бумаги с компактной поверхностью к основному материалу в соответствии с настоящим изобретением,
Фиг. 3a, 3b, 3c, 3d показывают типичные примеры упаковочных емкостей, произведенных из ламинированного упаковочного материала в соответствии с настоящим изобретением,
Фиг. 4 показывает принцип того, как упаковочные емкости могут быть произведены из упаковочного ламината в непрерывном процессе формирования, заполнения и запечатывания,
Фиг. 5 представляет собой диаграмму, показывающую, как кислородобарьерные свойства ламинированного упаковочного материала с основным слоем из целлюлозного материала рифления ухудшаются по сравнению с обычным картонным ламинированным упаковочным материалом для упаковки жидкости, когда он ламинируется с барьером из алюминиевой фольги тем же самым образом и формуется в заполненные пакеты в виде мешочка того же самого вида,
Фиг. 6 представляет собой диаграмму, которая показывает, как может быть улучшен OTR (OTR - Oxygene Transmission Rate - скорость проникновения кислорода) в связи с нанесением экструдированием/ламинированием металлизированного барьерного слоя с адгезивным полимером,
Фиг. 7 представляет собой диаграмму, которая показывает, как барьерный слой бумаги с компактной поверхностью может обеспечивать светобарьерные свойства,
Фиг. 8 показывает, как жесткость при изгибе улучшается в многослойной структуре, имеющей разделительный слой низкой жесткости и бумажный лицевой слой, расположенный или ламинированный на каждой стороне разделительного слоя.
На Фиг. 1a показан в поперечном сечении первый вариант осуществления ламинированного упаковочного материала 10а по настоящему изобретению. Он содержит основной материал из разделительного слоя 11a из целлюлозного материала, такого как сформированный из пены волокнистый слой целлюлозы или слой материала рифления, или с любой комбинацией бумаги более высокой плотности или продукта на основе целлюлозы со вспененной целлюлозой или материалом рифления. В этом конкретном варианте осуществления разделительный слой является слоем сформированного из пены целлюлозного материала с граммажем приблизительно 70 г/м2.
На внутренней стороне разделительного слоя 11a ламинированный материал содержит лицевой слой 12a из тонкой бумаги высокой плотности, имеющий нанесенное на него барьерное покрытие 13a, 14a, взаимодействующий таким образом в многослойной структуре с разделительным слоем 11a и внешним бумажным лицевым слоем 16a. Бумажный лицевой слой 12a является тонким, барьерным слоем бумаги с компактной поверхностью высокой плотности, имеющей шероховатость поверхности ниже чем 300 мл/мин по Бендтсену. В частности, использовалась жиронепроницаемая бумага типа Super Perga WS Parchment с граммажем 32 г/м2 и шероховатостью поверхности приблизительно 200 мл/мин производства компании Nordic Paper.
Внутренняя сторона также содержит самый внутренний термосвариваемый термопластичный слой 15a, который является также тем слоем упаковочного ламината, который будет находиться в прямом контакте с пищевым продуктом в окончательной упаковочной емкости. Самый внутренний термосвариваемый полимерный слой 15a наносится на бумажный лицевой слой посредством экструдирования из расплава или соэкструдирования из расплава многослойной полимерной структуры на внутреннюю сторону лицевого слоя 13a барьерной бумаги. Барьерная бумага может быть сначала покрыта одним или более дополнительными барьерными покрытиями. В этом варианте осуществления она сначала покрывается барьерным полимером PVOH, наносимым на бумажный поверхностный слой посредством водной дисперсии в предшествующей операции покрытия и сушки. После этого покрытие 14a металлизации наносится на поверхность 13a предварительного покрытия. Покрытый барьером лицевой бумажный слой 12a альтернативно может быть расположен в ламинате таким образом, чтобы барьерное покрытие 14a было обращено наружу в упаковочном ламинате, в направлении к центру и разделительному слою 11a, но в этом конкретном варианте осуществления он обращен внутрь, к самому внутреннему слою герметизации. В одном альтернативном варианте осуществления бумажный лицевой слой 13a сам по себе обеспечивает некоторые барьерные свойства, когда он ламинируется между полимерными слоями, так что он может быть непокрытым и при этом обеспечивать некоторые барьерные свойства, и таким образом быть барьерным слоем без какого-либо дополнительного покрытия. Также бумажный лицевой слой 16a во внешнем модуле может быть такой, или подобной, жиронепроницаемой барьерной бумагой, на которой располагается поверхность для печати за счет, например, тонкого мелованного слоя или аналогичного белого слоя покрытия.
Нанесение покрытия (со-)экструдированием самого внутреннего слоя 15a может быть сделано до или после ламинирования внутренних слоев к разделительному слою 11a. Самый внутренний термосвариваемый слой или мультислой 15a альтернативно может быть нанесен в форме предварительно произведенной пленки, добавляя дополнительную стабильность и долговечность, будучи ориентированной пленкой до более высокой степени, чем можно получить в операциях по нанесению покрытия экструзией. Опять же, внутренние слои материала могут быть предварительно ламинированы в качестве отдельного модуля, прежде чем ламинировать его к разделительному слою 11c. В этом конкретном варианте осуществления, однако, покрытый барьером бумажный лицевой слой 13a-14a сначала ламинируется к разделительному слою 11a или остальной части ламинированного материала, а затем покрывается экструдированием из расплава на внутренней стороне покрытого барьером бумажного слоя, причем слой или мультислой 15a из термосвариваемого полимера является полиолефином, будучи композицией из полиэтилена низкой плотности, содержащей смесь катализируемого металлоценом линейного полиэтилена низкой плотности (m-LLDPE) и полиэтилена низкой плотности (LDPE).
С другой стороны, снаружи разделительного слоя 11a упаковочный материал содержит слой подложки для печати из тонкой бумаги 16a высокой плотности с граммажем 70 г/м2, имеющий гладкую поверхность для печати. Если желательна белая подложка для печати, тонкий бумажный лицевой слой может быть снабжен мелованным покрытием и т.п. Бумага 16a также составляет лицевой слой на внешней стороне многослойной структуры, взаимодействующий с разделительным слоем 11a. В окончательном ламинированном материале подложка 16a печатается и декорируется рисунком из различных цветов, изображений и текста. Материал с внешней стороны основного слоя также содержит внешний непроницаемый для жидкости и прозрачный слой 17a из пластмассы, предпочтительно термосвариваемого термопласта, такого как полиолефин, такой как слой из полиэтилена. Бумажный лицевой слой 16a подложки для печати может быть отпечатан до или после ламинирования к разделительному слою, и внешний пластмассовый слой 17a может быть нанесен на отпечатанный слой подложки в отдельной операции до или после ламинирования к разделительному слою 11a. Если покрытие декоративной печатью со слоем 16a пластика выполняется перед ламинированием к разделительному слою, весь внешний материал таким образом готовится как один модуль, то есть как предварительно ламинированная внешняя сторона, которая затем ламинируется к разделительному слою или к остальной части ламината снаружи разделительного слоя. Операция ламинирования может быть операцией ламинирования экструдированием из расплава, нанося таким образом промежуточный термопластичный связывающий слой 18a между разделительным слоем и подложкой для печати и бумажным лицевым слоем 16a. В этом конкретном варианте осуществления, однако, ламинирование бумажного лицевого слоя 16a подложки для печати к разделительному слою 11a выполняется посредством нанесения небольшого количества водного раствора адгезивного вещества, который частично поглощается соответствующими целлюлозными слоями и эффективно адгезивно соединяет эти два бумажно-целлюлозных слоя вместе, причем это адгезивное вещество представляет собой крахмал или нано/микрофибриллярную целлюлозу или поливиниловый спирт/поливинилацетат или подобные гидрофильные вещества, которые легко связываются с молекулой целлюлозы. Когда адгезивный материал изначально имеет барьерные свойства, такое адгезивное вещество, хотя оно и наносится в очень малом количестве, может дополнительно способствовать получаемым кислородобарьерным свойствам ламинированного упаковочного материала.
Водное адгезивное вещество также будет помогать в процессах переработки для вторичного использования более легко отслаивать слои друг от друга, чем в том случае, когда используются гидрофобные полиолефиновые связывающие слои.
Жесткость ламинированного упаковочного материала этого примера составила 128 мН.
В другом варианте осуществления подложка 16a для печати может быть полимерной пленкой, имеющей цвет и поверхность, подходящие для декоративной фоновой печати, такой как цветная пленка или металлизированная пленка. Если бумажный лицевой слой не используется с подложкой для печати, он должен быть либо интегрированным бумажным лицевым слоем в основном слое, снаружи разделительного слоя 11, либо разделительный слой должен иметь более высокую плотность и граммаж, как, например, слой материала рифления.
На Фиг. 1b показано аналогичное поперечное сечение второго варианта осуществления ламинированного упаковочного материала 10b. Это ламинированный материал является по существу тем же самым, что и материал на Фиг. 1a, за исключением барьерного покрытия барьерной бумаги 12b с компактной поверхностью. Разделительный слой 11b ламинируется к барьерной бумаге посредством промежуточного адгезивного вещества 19b. Самый внутренний термосвариваемый слой 15b является тем же самым или подобным слою 15a в упаковочном материале 10a.
Разделительный слой 11b делается из целлюлозного материала, такого как сформированный из пены волокнистый слой целлюлозы или слой материала рифления, или с любой комбинацией бумаги более высокой плотности или продукта на основе целлюлозы со вспененной целлюлозой или материалом рифления. В этом конкретном варианте осуществления разделительный слой является вспененной целлюлозой с граммажем приблизительно 90 г/м2.
На внутренней стороне разделительного слоя 11b бумажный лицевой слой 12b является слоем барьерной бумаги с компактной поверхностью, имеющим шероховатость поверхности ниже чем 300 мл/мин по Бендтсену. Использовалась жиронепроницаемая бумага типа Super Perga WS Parchment с граммажем 40 г/м2 и шероховатостью поверхности приблизительно 200 мл/мин производства компании Nordic Paper. Упомянутая барьерная бумага сначала покрывается барьерным полимером PVOH, наносимым на бумажный поверхностный слой посредством водной дисперсии в предшествующей операции покрытия и сушки. После этого покрытие 14b из DLC было нанесено посредством PECVD на поверхность 13b предварительного покрытия. Покрытие из DLC наносится с толщиной от 5 до 50, например от 10 до 40 нм. Барьерное покрытие 14b направлено внутрь, к самому внутреннему слою герметизации.
Нанесение покрытия (со-)экструдированием самого внутреннего слоя 15b может быть сделано до или после ламинирования внутренних слоев к разделительному слою 11b. Самый внутренний термосвариваемый слой или мультислой 15b альтернативно может быть нанесен в форме предварительно произведенной пленки, добавляя некоторую дополнительную стабильность и долговечность, будучи ориентированной пленкой до более высокой степени, чем получаемая в операциях по нанесению покрытия экструзией. Самый внутренний слой или мультислой 15b, представляющий собой термосвариваемый полимерный материал, является композицией полиэтилена низкой плотности, содержащей смесь катализируемого металлоценом линейного полиэтилена низкой плотности (m-LLDPE) и полиэтилена низкой плотности (LDPE).
Также упомянутый материал имеет превосходные кислородобарьерные свойства и является подходящим для формования в картонные пакеты для чувствительных и/или долго хранящихся жидких пищевых продуктов. Упомянутый материал имеет хорошую целостность, устойчивость к миграции свободных жирных кислот, присутствующих во фруктовых соках и подобных пищевых продуктах, и жесткость при изгибе приблизительно 340 мН.
Фиг. 1c показывает поперечное сечение третьего варианта осуществления ламинированного упаковочного материала 10c. Упомянутый ламинированный упаковочный материал является в принципе тем же самым, что и показанный на Фиг. 1a, однако у него самый внутренний термосвариваемый слой ламинирован к металлизированному слою 14c посредством адгезивного полимера, содержащего полиэтилен, модифицированный сополимеризацией с мономером, имеющим карбоксильную функциональность, то есть сополимер этилена и акриловой кислоты EAA. За счет этой простой особенности добавления адгезивного полимера адгезия внутренних слоев к металлу может быть увеличена до некоторой ожидаемой, подходящей степени, но что еще более важно, кислородобарьерные свойства упомянутой барьерной бумаги с компактной поверхностью могут быть дополнительно увеличены при ее ламинировании в упаковочный материал, вплоть до неожиданно высокого уровня. Внутренние полимерные слои предпочтительно наносятся на металлизированный слой посредством соэкструдирования расплава многослойной конфигурации слоя 22c в одной одновременной операции покрытия. Когда разделительный слой 11c является материалом рифления с граммажем приблизительно 100 г/м2, а внешний бумажный лицевой слой является тонкой бумагой с граммажем 70 г/м2 в комбинации с барьерной бумагой 12c с компактной поверхностью с граммажем 40 г/м2, окончательный ламинированный упаковочный материал получает жесткость при изгибе приблизительно 130 мН.
Фиг. 1d показывает поперечное сечение третьего варианта осуществления ламинированного упаковочного материала 10d. Упомянутый ламинированный материал является тем же самым, что и показанный на Фиг. 1c, за исключением конфигурации полимерных слоев на внутренней части барьерной бумаги, а также особенности наличия дополнительного слоя полиамида на внутренней стороне барьерной бумаги 12d и ее покрытий 13d и 14d.
Металлизированное покрытие 14d покрывается посредством соэкструдирования многослойной структурой из слоя 21d EAA, самого близкого к металлической поверхности, как описано в ламинированном материале 10c, причем слой 21d EAA является смежным на его другой стороне со слоем из 5-8 г/м2 полиамида 22d, который является смежным со слоем 23d EAA. Наконец, многослойная структура имеет самый внутренний термосвариваемый слой из композиции 15d полиэтилена низкой плотности на внутренней стороне второго слоя 23d EAA. Самый внутренний слой 15d может соэкструдироваться вместе со слоями полиамида и EAA, или альтернативно наноситься на дополнительном этапе экструдирования на экструдированные слои полиамида. Предпочтительно для минимизации количества зазоров ламинирования все внутренние слои наносятся в одной единственной операции соэкструдирования.
В любом из ламинированных упаковочных материалов по настоящему изобретению лицевой слой тонкой бумаги высокой плотности на внешней стороне разделительного слоя может таким образом быть бумагой с граммажем от 20 до 100, например от 30 до 80, например от 30 до 60 г/м2, имеющей плотность от 600 до 1500 кг/м3. В конкретных вариантах осуществления упомянутый бумажный лицевой слой также может быть жиронепроницаемой бумагой, возможно покрытой дополнительным барьерным покрытием, таким как, например, покрытие металлизации. Некоторые жиронепроницаемые бумаги обеспечивают дополнительный барьер для газов с проницаемостью ниже чем 2 см3/м2/день/атм при температуре 23°C и относительной влажности 50%, когда они ламинируются между пластиковыми слоями, такими как слои полиэтиленового ламината.
На Фиг. 2a схематично проиллюстрировано, как один слой или модуль из слоев могут быть ламинированы к другому слою/модулю посредством холодного абсорбционного ламинирования с использованием водного раствора адгезивного вещества, так что очень малое количество водного адгезивного раствора наносится на одну из ламинируемых друг к другу поверхностей, после чего водный адгезивный раствор поглощается одной или обеими из этих двух поверхностей при одновременном адгезивном соединении их вместе посредством приложения давления. Таким образом, в вариантах осуществления для производства ламинированных упаковочных материалов, показанных на Фиг. 1a-1d, водный адгезивный раствор наносится на ламинируемую поверхность наружного слоя/модуля материала 1B; 2B; 3B; 4B, представляющих собой слой (слои) на внешней стороне основного и разделительного слоя, то есть на непечатную поверхность слоя 16a; 16b; 16c; 16d подложки для печати, в ходе операции 21 нанесения адгезивного вещества. В зазоре ламинирования между двумя прижимными роликами рулон материала центрального модуля 1A; 2A; 3A; 4A, представляющего собой основной слой, содержащий разделительный слой, ламинируется на станции 22 ламинирования к рулону материала внешнего модуля 1B; 2B; 3B; 4B при одновременном прохождении этих двух рулонов через зазор ламинирования, с давлением, достаточно высоким для адгезивного соединения этих двух поверхностей вместе, но не настолько высоким, чтобы разрушить разделительный слой низкой плотности в упомянутой многослойной структуре. Полученный рулон промежуточного предварительного ламината из двух слоев/модулей 1A+1B; 2A+2B; 3A+3B; 4A+4B направляется к следующей станции ламинирования для ламинирования к третьему модулю или его частям, как будет описано в настоящем документе ниже со ссылкой на Фиг. 2b, или альтернативно сматывается на катушку для промежуточного хранения или транспортировки в другое место, где будут выполняться окончательное ламинирование и финишные этапы. Холодный способ адсорбционного ламинирования с использованием водного раствора адгезивного вещества может быть дополнительно или альтернативно применен при ламинировании материала внутреннего модуля 1C; 2C; 3C; 4C к материалу центрального слоя/модуля или к предварительно ламинированным центральному и внешнему модулям.
На Фиг. 2b схематично проиллюстрировано, как один слой/модуль может быть ламинирован к другому слою/модулю посредством экструдирования из расплава, так что две ламинируемые поверхности связываются друг с другом промежуточным термопластичным связывающим слоем. В соответствии с этим примером рулон предварительного ламината из этих двух модулей, ламинированных в примере, показанном на Фиг. 2a, направляется в зазор ламинирования одновременно с рулоном модуля внутреннего материала 1C; 2C; 3C; 4C. Одновременно расплавленная завеса из термопластичного связывающего полимера 23; 19a; 19b; 19c; 19d экструдируется вниз в зазор ламинирования и охлаждается при сжатии этих двух рулонов, так что достаточная адгезия получается между центральным модулем на основе целлюлозы, то есть поверхностью разделительного слоя 11a; 11b; 11c; 11d и барьерной бумагой 13a; 13b; 13c; 13d модуля внутреннего материала.
Фиг. 3a показывает один вариант осуществления упаковочной емкости 30a, произведенной из упаковочного ламината 10a; 10b; 10c; 10d в соответствии с настоящим изобретением. Упомянутая упаковочная емкость является особенно подходящей для напитков, соусов, супов и т.п. Как правило, такой пакет имеет объем от приблизительно 100 до 1000 мл. Он может иметь любую конфигурацию, но предпочтительно имеет форму кирпича, имеющую продольные и поперечные уплотнения 31a и 32a, соответственно, и возможно устройство 33 для открывания. В другом, не показанном варианте осуществления, упаковочная емкость может иметь клиновидную форму. Для того, чтобы получить такую клиновидную форму, только нижняя часть пакета складывается таким образом, что поперечный сварной шов дна скрыт под треугольными угловыми клапанами, которые складываются и запечатываются напротив дна пакета. Верхняя секция поперечного уплотнения остается несложенной. Таким образом полусложенная упаковочная емкость является легкой в обращении и размерно устойчивой, когда она стоит на полке в продовольственном магазине, на столе и т.п.
Фиг. 3b показывает альтернативный, предпочтительный пример упаковочной емкости 30b, произведенной из альтернативного упаковочного ламината в соответствии с настоящим изобретением. Упомянутый альтернативный упаковочный ламинат является более тонким за счет более тонкого целлюлозного основного слоя 11, и таким образом он является недостаточно размерно устойчивым для того, чтобы сформировать упаковочную емкость в форме прямоугольного параллелепипеда, параллелепипеда или клинообразной формы, и не складывается после поперечной герметизации 32b. Таким образом он остается мягкой емкостью в форме подушечки, и распределяется и продается в этой форме.
Фиг. 3c показывает пакет 30c с гребешком, который складывается из предварительно вырезанного листа или заготовки из ламинированного упаковочного материала, содержащего основной слой картона и прочную барьерную пленку по настоящему изобретению. Также пакеты с плоской вершиной могут быть сформированы из подобных заготовок материала.
Фиг. 3d показывает пакет 30d в форме бутылки, который является комбинацией рукава 34, сформированного из предварительно вырезанной заготовки из ламинированного упаковочного материала по настоящему изобретению, и верхушки 35, которая формируется из пластмассы литьем под давлением в комбинации с устройством для открывания, таким как винтовая крышка и т.п. Упомянутый тип пакетов продается, например, под торговыми марками Tetra Top® и Tetra Evero®. Эти конкретные пакеты формируются посредством присоединения отлитой верхушки 35 с устройством для открывания, присоединенным в закрытом положении, к трубчатому рукаву 34 из ламинированного упаковочного материала, стерилизации сформированной таким образом капсулы с бутылочным верхом, заполнения ее пищевым продуктом, и наконец складывания дна пакета и его запечатывания.
Фиг. 4 показывает принцип, описанный во введении настоящей патентной заявки, то есть как рулон упаковочного материала формируется в трубу 41 посредством объединения продольных краев 42 рулона соединением 43 внахлест. Труба заполняется 44 желаемым жидким пищевым продуктом и разделяется на индивидуальные пакеты повторяющимися поперечными запечатываниями 45 трубы на предопределенном расстоянии друг от друга ниже уровня содержимого в трубе. Пакеты 46 отделяются разрезами вдоль сделанных поперечных запечатываний, и им придается желаемая геометрическая конфигурация посредством складывания вдоль подготовленных линий складывания в материале.
На Фиг. 5 показано, как кислородобарьерные свойства ламинированного упаковочного материала с основным слоем из целлюлозного материала рифления ухудшаются по сравнению с обычным картонным ламинированным упаковочным материалом для упаковки жидкости, когда он ламинируется с барьером из алюминиевой фольги тем же самым образом и формуется в заполненные пакеты емкостью 1 л в виде мешочка того же самого вида. Было подтверждено, что образуются многочисленные трещины в алюминиевой фольге, когда она ламинируется к слою рифления и формируется в пакеты, и это было идентифицировано как причина потери кислородобарьерных свойств. Это показывает, что при выборе дешевых разделительных слоев на основе целлюлозы и соответствующем изменении механических свойств основного слоя кислородобарьерные свойства как следствие ухудшаются, и существует потребность в увеличении, улучшении или замене существующих барьерных материалов.
Справочный ламинат: //LDPE/ картон с прочностью 80 мН/ LDPE/ алюминиевая фольга толщиной 6 мкм/EAA/смесь LDPE+mLLDPE/
Пример 1: //LDPE/ материал рифления с граммажем 200 г/м2/LDPE/ алюминиевая фольга толщиной 6 мкм/EAA/смесь LDPE+mLLDPE/
На Фиг. 6 показано, что значение OTR металлизированного слоя/покрытия может быть дополнительно улучшено посредством нанесения экструдированием/ламинирования металлизированного барьерного слоя на адгезивный полимер, такой как EAA. Такой эффект, конечно же, является полезным, когда необходимо улучшить барьерные свойства металлизированных материалов. Конкретный эксперимент, который позволил сделать это заключение, был выполнен посредством покрытия тонкой бумаги Duplex с граммажем 50 г/м2 двумя слоями PVOH с граммажем 1 г/м2 с последующей металлизацией поверхности слоя PVOH со значением оптической плотности (OD - optical density) приблизительно 2. При ламинировании такой бумаги с барьерным покрытием в ламинат к смежным слоям слоя ламината из LDPE и смеси LDPE и катализированного металлоценом LLDPE на внутренней стороне кислородная проницаемость стала приблизительно равна 10 см3/м2/24 час при давлении 1 атм, температуре 23°C и относительной влажности 50%. При ламинировании тем же самым образом металлизированного слоя, приклеенного к смежному слою EAA, и дальнейшем связывании со смесью LDPE-m-LLDPE кислородная проницаемость понизилась до 4 см3/м2, неожиданно уменьшившись в 2,5 раза.
Структура ламината:
/LDPE/бумага с граммажем 50 г/м2/LDPE/бумага с граммажем 50 г/м2 с 2×1 г/м2 покрытием из металлизированного PVOH/EAA/LDPE+mLLDPE/
На Фиг. 7 показано, как барьерный слой бумаги с компактной поверхностью может обеспечивать светобарьерные свойства при его металлизации тонким нанометровым слоем алюминия. Кривая, показывающая пропускание света с различными длинами волн, соответствует ламинату, содержащему неметаллизированную барьерную бумагу с компактной поверхностью, то есть пергамент Super Perga WS с граммажем 32 г/м2 и шероховатостью поверхности приблизительно 200 мл/мин, протестированному выше. Соответствующий образец аналогичного ламината, с той единственной разницей, что барьерная бумага металлизирована, показывает фактическое отсутствие пропускания света внутри протестированного диапазона длин волны (включая видимый свет). Компактная поверхность барьерной бумаги соответственно также увеличивает плотность и качество металлизированного слоя. Также было найдено, что металлический слой с оптической плотностью приблизительно 2-3 OD также будет обеспечивать улучшенные свойства термосвариваемости посредством индукционного нагрева, что также подразумевает более высококачественное покрытие. Соответственно, существуют дополнительные важные преимущества, получаемые посредством ламината, содержащего металлизированную барьерную бумагу с компактной поверхностью по настоящему изобретению.
Фиг. 8 иллюстрирует, как жесткость при изгибе ламинированного упаковочного материала увеличивается при включении по меньшей мере одного бумажного лицевого слоя на стороне основного картона низкой жесткости или разделительного слоя низкой плотности на основе целлюлозы. Такие бумажные лицевые слои могут таким образом улучшать жесткость ламинированного материала и тем самым также лучше поддерживать барьерные свойства материала.
Ламинированными образцами, протестированными на жесткость при изгибе, были:
1: картон с жесткостью 80 мН, предназначенный для небольших пакетов
2: картон 1, ламинированный алюминиевой фольгой толщиной 6,3 мкм
3: картон 1, ламинированный пергаментной бумагой Super Perga WS с граммажем 40 г/м2
4: основной слой из материала рифления с граммажем 165 г/м2, ламинированный бумагой с граммажем 72 г/м2 с одной стороны и алюминиевой фольгой толщиной 6,3 мкм с другой стороны
5: основной слой из материала рифления с граммажем 165 г/м2, ламинированный бумагой с граммажем 72 г/м2 с одной стороны и пергаментной бумагой Super Perga WS с граммажем 40 г/м2 с другой стороны
Таким образом, можно заметить, что дешевый и низкосортный основной слой может быть лучше поддержан бумажным лицевым слоем по меньшей мере на одной стороне, и лучше всего двумя такими бумажными лицевыми слоями с каждой стороны основного слоя. Жесткость при изгибе образцов была измерена посредством Lorentzen & Wettre в соответствии со стандартом ISO 2493-1.
Соответственно видно, что упомянутый новый ламинированный упаковочный материал по настоящему изобретению также позволяет обеспечить упаковочные емкости с хорошими свойствами целостности также и во влажных условиях, то есть для упаковки жидкости или влажных продуктов питания с большой продолжительностью хранения.
Как правило, граммажи, упомянутые в настоящем описании, измеряются в соответствии со стандартом SCAN P 6:75. Плотности материалов и толщины слоев измерялись в соответствии со стандартом ISO 534:1988.
Эксперименты:
Барьерная бумага с компактной поверхностью (CS) типа Super Perga WS Parchment с граммажем 32 г/м2 производства компании Nordic Paper ламинировалась в структуру следующим образом, с нанесением или без нанесения различных барьерных покрытий:
//внешний слой LDPE с граммажем 12 г/м2/ Duplex CLC с жесткостью 260 мН/ слой LDPE с граммажем 20 г/м2/ барьерная бумага с граммажем 20 г/м2/ внутренний термосвариваемый слой с граммажем 20 г/м2 из смеси LDPE и m-LLDPE//
Картон Duplex CLC является мелованным картоном обычного типа, а m-LLDPE является катализируемым металлоценом линейным полиэтиленом низкой плотности. Барьерная бумага таким образом ламинируется между термопластичными полимерными слоями, то есть слоями полиэтилена.
Барьерная бумага CS была ламинирована 1) непокрытой, 2) покрытой металлизацией прямо на поверхность целлюлозной бумаги, 3) предварительно покрытой PVOH в количестве 1 г/м2, а затем металлизированной на поверхности PVOH, 4) предварительно покрытой EAA в количестве 1 г/м2, а затем металлизированной, и в заключительном эксперименте 5) предварительно покрытой PVOH в количестве 1 г/м2, а затем покрытой посредством PECVD барьерным покрытием из DLC. Покрытия металлизации наносились до достижения оптической плотности 2,5. Покрытие из DLC наносилось с толщиной 5-50 нм, например от 10 до 40 нм.
Как можно увидеть из результатов измерений кислородной проницаемости, выполненных посредством оборудования Oxtran на основе кулонометрических чувствительных элементов при 23°C и относительной влажности 50 и 80%, соответственно, со среднеквадратичным отклонением результатов ±0,5 см3/м2/день, покрытая PVOH и металлизацией барьерная бумага неожиданно имеет кислородобарьерные свойства наравне с алюминиевой фольгой, то есть ниже чем 1 см3/м2/24 час при давлении 1 атм, температуре 23°C и относительной влажности 80%, например приблизительно 0,5 или ниже. Кроме того, водопаропроницаемость покрытой PVOH и металлизацией барьерной бумаги была наилучшей из полученных и наравне с требованиями для достижения такой же эффективности, что и у упаковки из алюминиевой фольги. Водопаропроницаемость измерялась при 40°C и относительной влажности 90% и выражалась в г/м2/ 24 час.
Было замечено, что металлизация непокрытой барьерной бумаги не улучшает кислородобарьерные свойства, но с другой стороны и не ухудшает их. Кроме того, было замечено, что предварительное покрытие из EAA не улучшает кислородобарьерные свойства ламинированного материала, в то время как предварительное покрытие из PVOH взаимодействует со смежными слоями положительным образом, улучшая кислородобарьерные свойства.
Комбинация покрытия из PVOH и нанесенного посредством PECVD покрытия из DLC (алмазоподобного углерода) также давала очень хорошие кислородобарьерные свойства, а также хорошие барьерные свойства для паров воды, хотя они однако немного недотягивают до уровня алюминиевой фольги.
Из формирования в термосвариваемые конверты, моделирующего преобразование и запечатывание ламинированного упаковочного материала в пакеты в виде мешочков, было также замечено, что материалом, который лучше всего выдерживал такие процедуры, была покрытая PVOH и металлизацией барьерная бумага с компактной поверхностью. Такие хорошие кислородобарьерные свойства прежде не были замечены. Как видно из таблицы 1, барьерная бумага, когда она ламинируется непокрытой в структуру ламината, также обеспечивает некоторые барьерные свойства, которые не ухудшаются операциями металлизации и/или последующей термосваркой конвертов. Это означает, что кислород входил в пакеты только через плоские поверхности пакетов, кислородобарьерные свойства которых не были затронуты операцией металлизации и операцией сворачивания.
Справочный термосваренный конверт из обычной алюминиевой фольги и картонного ламината показал значение OTR, равное 0,024 см3/пакет/день/0,2 атм при 23°C и относительной влажности 50%.
Таблица 1
Более ранние попытки увеличить значение OTR подобных бумаг высокой плотности с предварительным покрытием из PVOH показали, что последующее покрытие металлизацией увеличивало кислородопроницаемость, а не уменьшало ее.
Для того, чтобы найти оптимально работающий барьерный слой бумаги с компактной поверхностью по настоящему изобретению, было рассмотрено и исследовано много различных барьерных бумаг. В результате было установлено, что граммаж бумаги должен составлять 60 г/м2 или ниже, толщина должна составлять 60 мкм или ниже, а плотность должна составлять 800 кг/м3 или выше. Предпочтительно бумага должна иметь граммаж от 20 до 40 г/м2 и толщину от 20 до 40 мкм. Все эти свойства являются важными для обеспечения правильной совокупности механических свойств, для ламинирования в структуру упаковочного материала, а также для обеспечения экономичного осаждения барьерных покрытий из паровой фазы. Кроме того, было замечено, что поверхность барьерной бумаги должна иметь плотную и гладкую топографию, ниже 450, например ниже 300 мл/мин, например ниже 250 мл/мин, например ниже 200 мл/мин в соответствии со стандартом ISO 8791-2 (по Бендтсену), поскольку это, похоже, оказывает влияние на окончательные барьерные свойства покрытого материала. Превосходные кислородобарьерные свойства и барьерные свойства для паров воды описанной выше предварительно покрытой PVOH и металлизированной барьерной бумаги с компактной поверхностью являются весьма неожиданными, и, похоже, являются результатом синергетического взаимодействия между этим типом бумаги и ее механическими и поверхностными качествами с одной стороны, и комбинацией материалов предварительного покрытия и металлизации, а также, возможно, их оптимальных толщин слоя, с другой стороны. При использовании более высоких толщин или количеств PVOH и металлизации, соответственно, было замечено, что барьерный эффект слабо увеличивается после достижения некоторой толщины, и что более толстый слой покрытия становится более хрупким и чувствительным к растрескиванию.
Наполненные и запечатанные упаковочные емкости Tetra Brik® Aseptic емкостью 1000 мл, произведенные из упомянутого материала Варианта 21, показали превосходные кислородобарьерные свойства, не более чем 0,06 см3/пакет/24 час, что является полностью сопоставимым с теми же самыми пакетами, сделанными из упаковочного ламината на основе барьера из алюминиевой фольги. Это также никогда не было замечено ранее при работе с барьерными материалами на бумажных подложках.
В таблице 2, сравниваются свойства индукционного нагрева различных покрытых металлизацией образцов ламината, и можно заметить, что также и в этом отношении покрытая PVOH, а затем металлизированная конкретная барьерная бумага с компактной поверхностью по настоящему изобретению является оптимизированной намного сильнее, чем другие подобные бумаги высокой плотности. Для лучшей функции индукционного нагрева смежных полимерных слоев посредством металлизированного слоя значение SR (поверхностного сопротивления) слоя металлизации должно быть настолько низким, насколько это возможно при его приемлемой оптической плотности, чтобы быть в состоянии обеспечить термосварку термопластичных полимеров в большом диапазоне настроек мощности, то есть быть в состоянии быстро и надежно обеспечить хорошее термоуплотнение.
Оценка различных образцов производилась в соответствии со шкалой от 1 до 3, где 1 означает «неприемлемый», 2 означает «сомнительный», а 3 означает «приемлемый».
Протестированными образцами ламината были: (г/м2) металлический слой в направлении внутрь, т.е. к слою LDPE+mLLDPE
Вариант 2: //LDPE 12/ картон с жесткостью 80 мН/ LDPE 20/ Super Perga 32, металлизированная до OD 1,3/LDPE+mLLDPE 25//
Вариант 3: //LDPE 12/ картон с жесткостью 80 мН/ LDPE 20/ Super Perga 32, металлизированная до OD 1,6/LDPE+mLLDPE 25//
Вариант 8: //LDPE 12/ картон с жесткостью 30 мН/LDPE 20/ Super Perga 32, металлизированная до OD 1,3/LDPE+mLLDPE 25//
Вариант 9: //LDPE 12/ картон с жесткостью 30 мН/LDPE 20/ Super Perga 32, металлизированная до OD 1,6/LDPE+mLLDPE 25//
Вариант 21: //LDPE 12/ картон с жесткостью 260 мН/LDPE 20/ Super Perga 32+PVOH 1, металлизированная до OD 3/LDPE+mLLDPE 25//
Таблица 2
По результатам вышеописанных тестов можно сделать вывод, что металлизированная предварительно покрытая барьерная бумага с компактной поверхностью по настоящему изобретению также демонстрирует большой потенциал для надежного и воспроизводимого запечатывания индукционной термосваркой при приемлемой оптической плотности покрытия металлизации. Значение OD по меньшей мере 2,5 является достаточным для хороших индукционных свойств. Из опыта известно, что различия в качестве картона и в толщине самого внутреннего слоя термосвариваемого полимера незначительно влияют на результаты герметизации. Было доказано, что предварительное покрытие под слоем металлизации является необходимым для надежных результатов герметизации, и должны выбираться такие предварительные покрытия, которые являются в достаточной степени термостабильными и стойкими к плавлению или ухудшению под влиянием индукционного нагрева, такие как, например, PVOH.
Настоящее изобретение не ограничено вариантами осуществления, показанными и описанными выше, но может быть изменено в рамках области охвата прилагаемой формулы изобретения. В качестве общего замечания, соотношения между толщинами слоев, расстояния между слоями и размеры других особенностей и их размеры относительно друг друга, не следует считать такими, как показано на чертежах, которые просто иллюстрируют порядок и тип слоев по отношению друг к другу, а все другие особенности следует понимать как описано в настоящем документе.
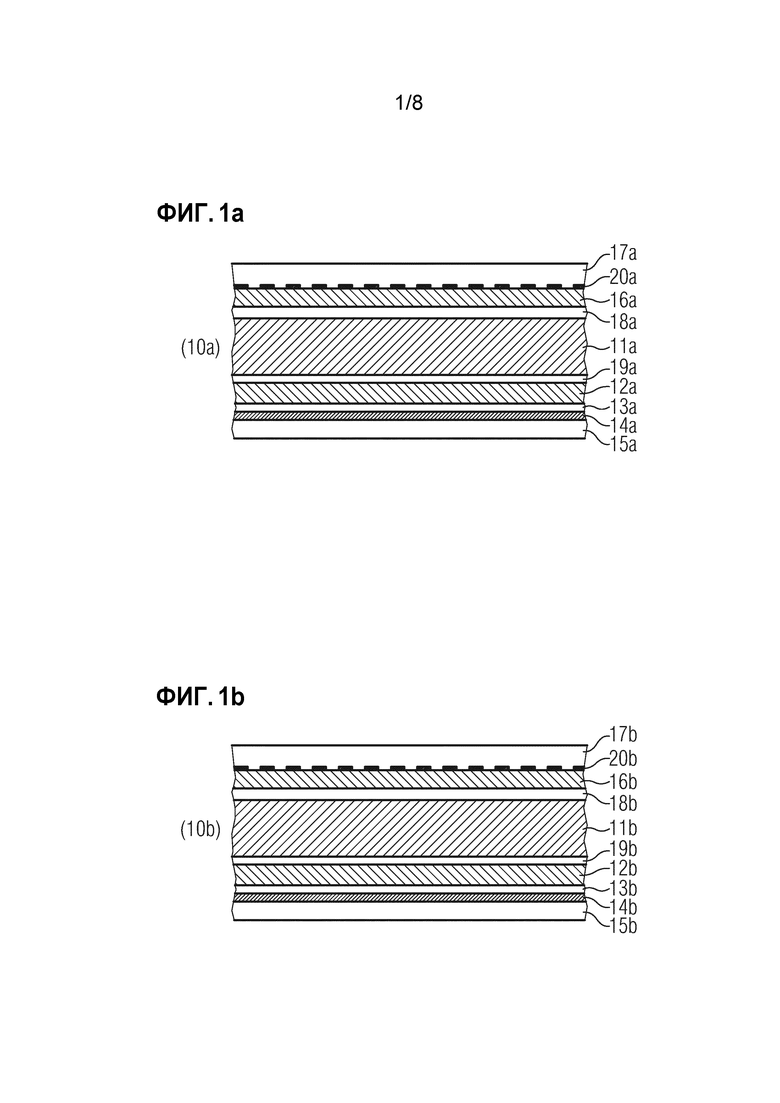
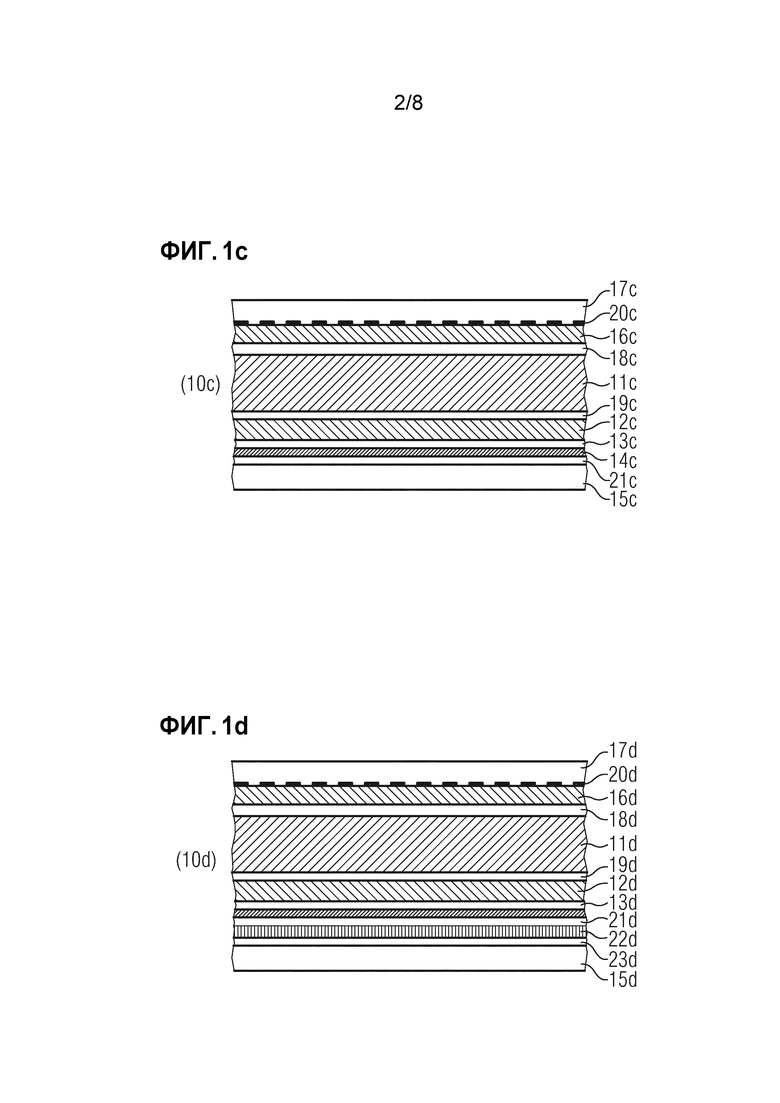
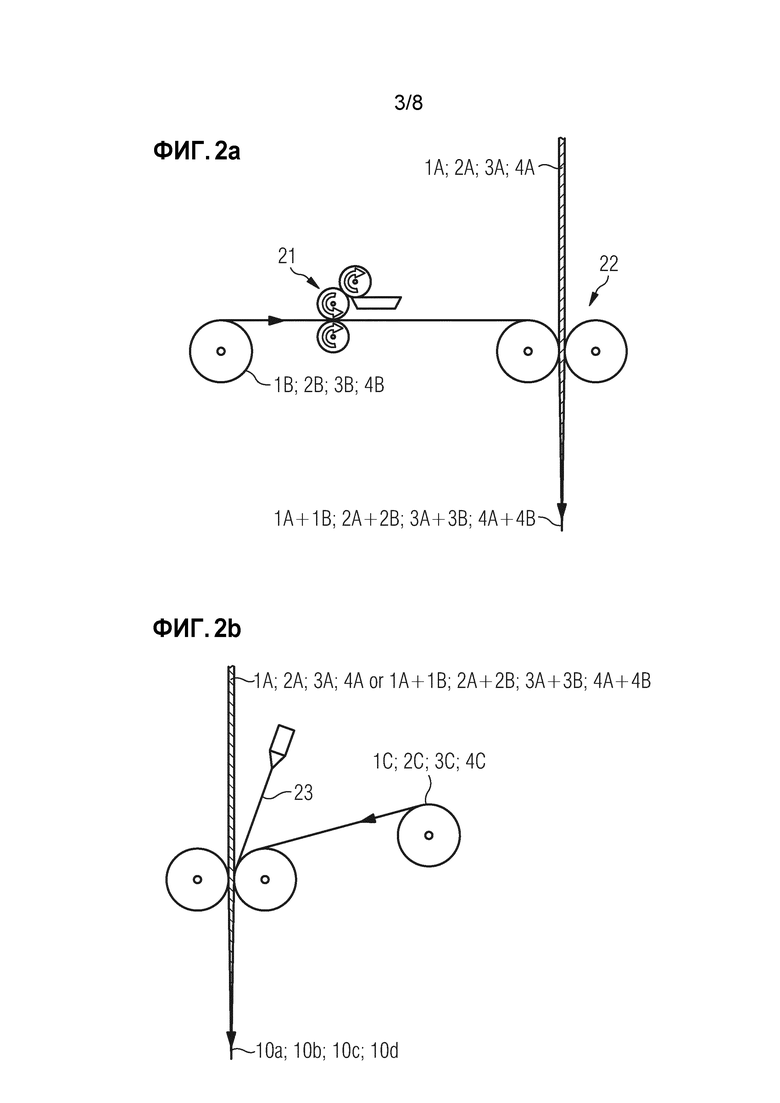
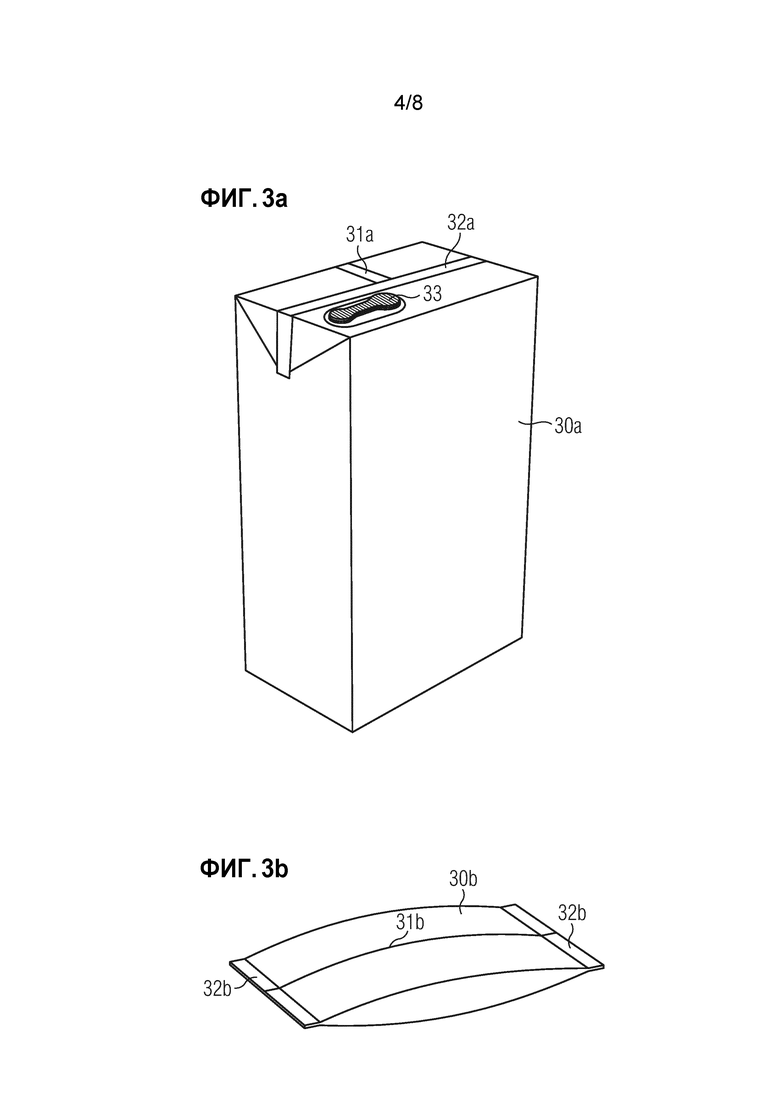
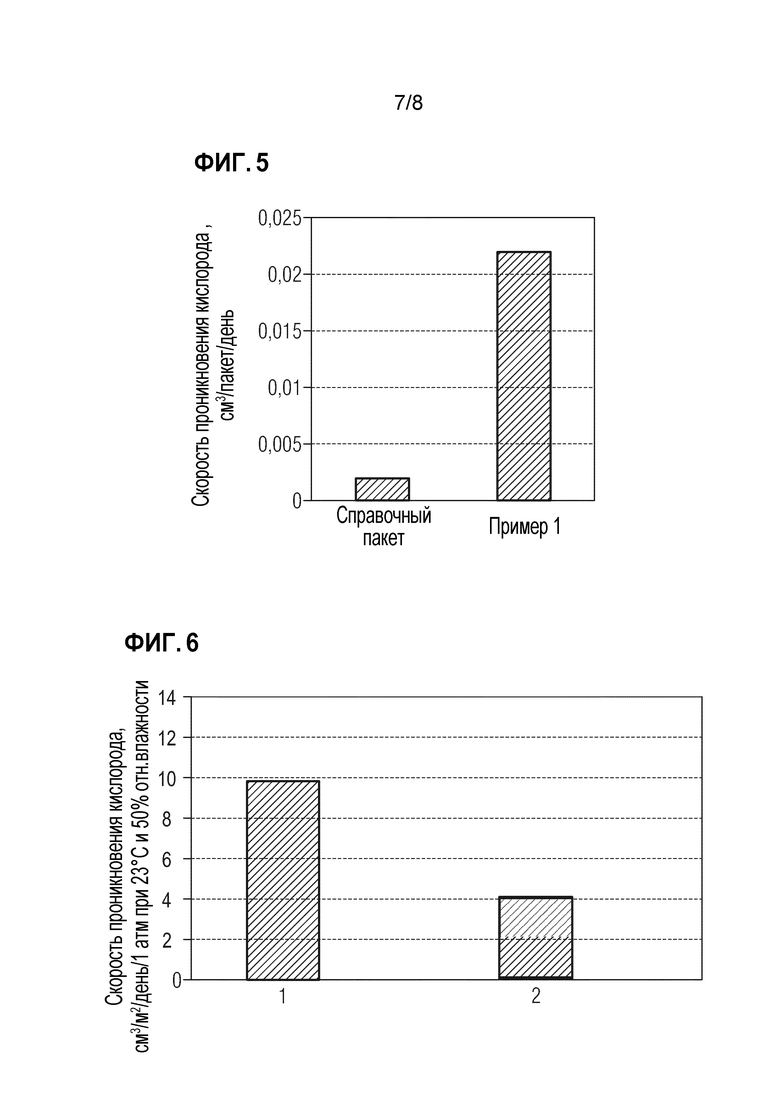
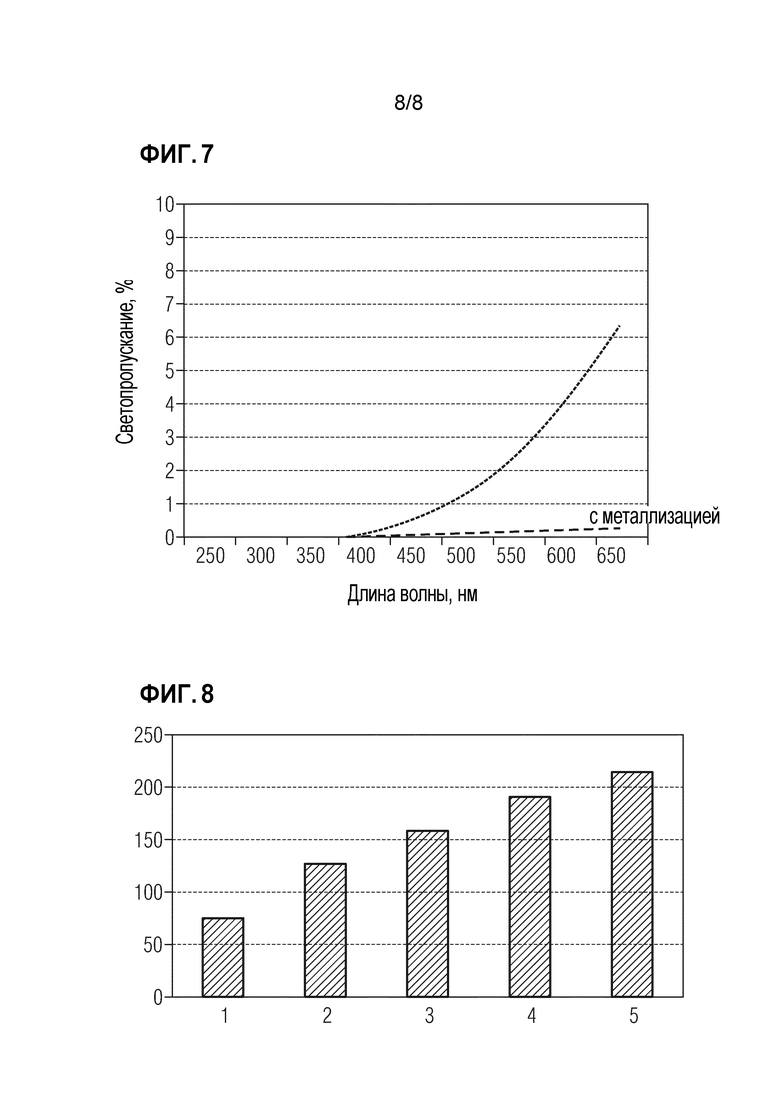
Изобретение относится к области упаковки и касается способа производства ламинированного материала на основе целлюлозы для упаковки жидких или полужидких пищевых продуктов. Ламинированный упаковочный материал имеет основной слой материала из бумаги, картона или другого основанного на целлюлозе материала, самый внутренний термосвариваемый и непроницаемый для жидкости слой термопластичного полимера предназначен для контакта с упакованным пищевым продуктом, а также барьерный слой, ламинированный между основным слоем и самым внутренним слоем. Изобретение обеспечивает получение экономически эффективного ламинированного упаковочного материала на основе целлюлозы, имеющего достаточную механическую стабильность, а также улучшенные свойства барьера и целостности, которые удовлетворили бы потребности в картонных ламинированных упаковочных материалах для жидкости. 2 н. и 11 з.п. ф-лы, 2 табл., 8 ил.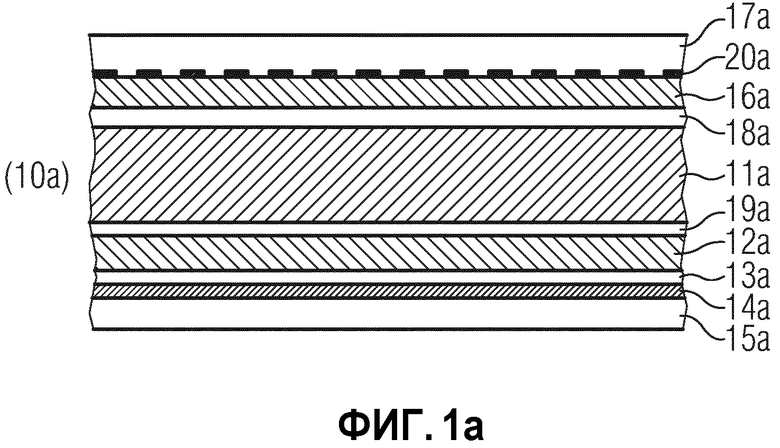
1. Ламинированный упаковочный материал (10a; 10b; 10c; 10d) на основе целлюлозы для упаковки жидких или полужидких пищевых продуктов посредством запечатывания термосваркой в асептические упаковочные емкости, содержащий основной слой (11a; 11b; 11c; 11d) материала из бумаги, картона или другого основанного на целлюлозе материала, самый внутренний термосвариваемый и непроницаемый для жидкости слой (15a; 15b; 15c; 15d) из термопластичного полимера, при этом самый внутренний полимерный слой предназначен для контакта с упакованным пищевым продуктом, барьерный слой (12-13-14 (a; b; c; d)), ламинированный между основным слоем и самым внутренним слоем, причем барьерный слой является барьерной бумагой (12a; 12b; 12c; 12d) с компактной поверхностью, которая покрыта материалом (13a; 13b; 13c; 13d) предварительного покрытия, а затем дополнительно покрыта посредством осаждения из паровой фазы барьерным покрытием (14a; 14b; 14c; 14d) на поверхности предварительного покрытия, материал предварительного покрытия является барьерным материалом, выбираемым из группы, состоящей из поливинилового спирта (PVOH), этиленвинилового спирта (EVOH), крахмала и его производных, целлюлозы и ее производных, таких как нано/микрофибриллярная целлюлоза и нанокристаллическая целлюлоза, а также других полисахаридов и производных полисахаридов, поливинилиденхлорида (PVDC) и полиамидов, при этом барьерная бумага с компактной поверхностью имеет плотность 800 кг/м3 или выше, значение гладкости поверхности ниже 300 мл/мин по Бендтсену (стандарт ISO 8791-2), толщину 60 мкм или ниже и граммаж 60 г/м2 или ниже, влагопрочность от 0,4 до 0,6 кН/м (стандарт ISO 3781), воздухопроницаемость ниже 2,0 нм/Па.с (стандарт SCAN P26).
2. Ламинированный упаковочный материал по п. 1, в котором барьерная бумага с компактной поверхностью имеет толщину от 20 до 40 мкм и граммаж от 20 до 40 г/м2, например, от 25 до 35 г/м2.
3. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором барьерная бумага с компактной поверхностью имеет значение гладкости поверхности по Бендтсену 250 мл/мин или ниже, например, 200 мл/мин или ниже.
4. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором материал барьерной бумаги с компактной поверхностью имеет предел прочности при растяжении от 40 до 80, например, от 50 до 70, например, от 55 до 65 МПа в поперечном направлении CD, и от 140 до 180, например, от 150 до 170, например, от 155 до 165 МПа в машинном направлении MD.
5. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором материал барьерной бумаги с компактной поверхностью имеет воздухопроницаемость ниже 1,8 нм/Па.с, например 1,7 нм/Па.с и ниже, например от 0,1 до 1,7 нм/Па.с (стандарт SCAN P26).
6. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором материал барьерной бумаги с компактной поверхностью имеет сопротивление разрыву ниже 200 мН в направлении MD, а также в направлении CD (стандарт ISO 1974).
7. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором термопластичный полимер самого внутреннего термосвариваемого слоя является полиолефином, таким как полиэтилен, такой как смесь катализируемого металлоценом линейного полиэтилена низкой плотности (m-LLDPE) и полиэтилена низкой плотности (LDPE).
8. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором барьерная бумага с компактной поверхностью ламинируется к основному слою посредством связывающего слоя (19a, 19b; 19c; 19d) из термопластичного полимера, такого как полиолефин, такой как полиэтилен, такой как полиэтилен низкой плотности (LDPE).
9. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором барьерная бумага с компактной поверхностью покрыта посредством осаждения из паровой фазы барьерным покрытием, таким как покрытие алюминиевой металлизации.
10. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором барьерный материал предварительного покрытия представляет собой PVOH, а пароосаждаемое покрытие является металлизированным покрытием, имеющим оптическую плотность выше чем 1,5, например, 1,8, например, 2, например, от 2 до 3.
11. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором основной слой содержит слой целлюлозного материала, функционирующий как разделительный слой в многослойной конструкции внутри ламинированного упаковочного материала, причем плотность упомянутого разделительного слоя составляет менее 750 кг/м3, например, менее 700 кг/м3.
12. Ламинированный упаковочный материал по любому из предшествующих пунктов, в котором разделительный слой является волокнистым слоем, выполненным посредством процесса пенообразования, имеющим плотность от 100 до 600 кг/м3, например, от 200 до 500 кг/м3, например, от 300 до 400 кг/м3.
13. Емкость (30a; 30b; 30c; 30d) для упаковки жидких или полужидких пищевых продуктов, содержащая ламинированный упаковочный материал по любому из предшествующих пунктов.
| WO 2012093036 A1, 12.07.2012 | |||
| WO 2013180643 A1, 05.12.2013 | |||
| WO 2011003567 A2, 13.01.2011 | |||
| US 4806398 A, 21.02.1989. |

