Настоящее изобретение относится к способу и устройству для изготовления преформ специальной геометрической формы, которая увеличена по сравнению с полостью пресс-формы для литья под давлением, согласно ограничительной части пунктов 1 и 14 формулы изобретения.
При изготовлении пластмассовых бутылок обычно сначала получают так называемую заготовку, или преформу, которую в последующей стадии раздувают согласно способу раздувного формования в готовую пластмассовую бутылку.
При изготовлении преформы традиционно, прежде всего, расплавляют полимерный материал (например, полимерный гранулят) и вводят в полости закрытой пресс-формы для литья под давлением. Такая пресс-форма для литья под давлением, как правило, имеет множество одинаковых полостей, которые также называются гнездами пресс-формы.
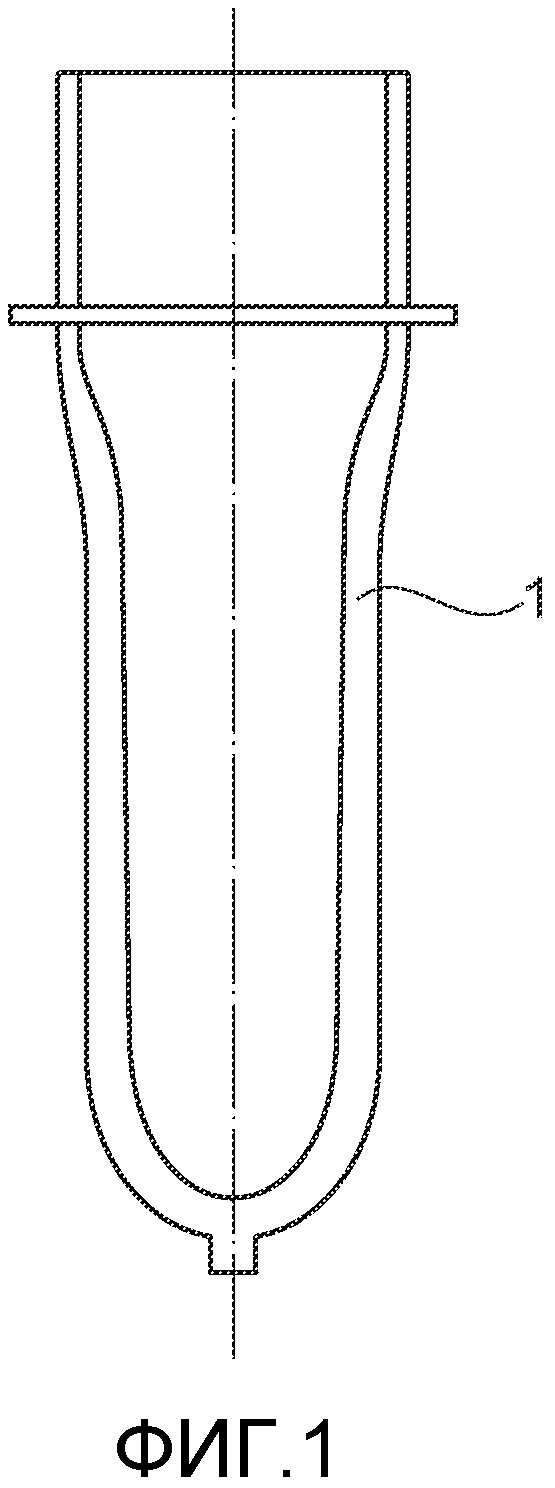
Для формирования преформы с геометрией согласно Фиг. 1, гнезда пресс-формы наряду с так называемой областью горлышка или пояска, включают выемку в виде полости, в которую выступает сердечник. Сердечник определяет внутреннее пространство преформы, и полость пресс-формы вместе с областью горлышка или пояска определяет наружный контур преформы и тем самым определяет геометрию преформы.
После впрыскивания полимерного расплава в многочисленные полости проводят стадию первого охлаждения, чтобы получить достаточную жесткость преформ, которая позволяет открыть пресс-форму для литья под давлением. После открывания пресс-формы для литья под давлением партию изготовленных преформ обычным путем вынимают из пресс-формы с помощью разгрузочного захвата, причем для этого известным способом переносят каждую преформу в предназначенную для нее, предпочтительно охлаждаемую приемную гильзу разгрузочного захвата.
Как известно, после извлечения преформ из пресс-формы для литья под давлением их с помощью передающего захвата перемещают из разгрузочного захвата в следующее устройство для дополнительного охлаждения. После достаточного остывания преформ в этом устройстве для дополнительного охлаждения их затем либо подают непосредственно в установку для раздувного формования, либо на упаковку в картонные коробки для хранения и транспортирования.
Для высокой производительности установки важно поддерживать продолжительность цикла как можно более короткой, чтобы обеспечить изготовление как можно большего количества преформ. Однако дальнейшему сокращению продолжительности цикла препятствует то, что от преформ в каждом случае должно быть отведено значительное количество теплоты, чтобы довести их до температуры, приемлемой для упаковки.
Это происходит, во-первых, уже в самой пресс-форме для литья под давлением, где предусмотрено очень резкое охлаждение как через сердечник, так и через устройство с полостями. Как правило, приемные гильзы разгрузочного захвата также имеют (водяное) охлаждение.
Кроме того, фирма Netstal внедрила новую технологию под торговым наименованием “Calitec”, согласно которой во внутреннем пространстве преформ, которые находятся в разгрузочном захвате, создают давление, чтобы они наружной поверхностью своих стенок плотно прижимались к стенкам разгрузочного захвата, и обеспечивалось бы особенно хорошее охлаждение, и притом также дополнительная калибровка. Для этой цели передаточные штифты передающего захвата имеют устройства для герметизации внутреннего пространства преформ, а также для введения текучих сред, например, воздуха.
При вышеописанном ходе процесса является обычным формирование преформы с конфигурацией, какая представлена на Фиг. 1. Как правило, тип конфигурации обусловливается тем, что при извлечении преформы из пресс-формы для литья под давлением нужно, во-первых, вынуть сердечник из внутреннего пространства преформы, и, во-вторых, необходимо извлечь из полости саму преформу. Оба эти действия не могли бы быть произведены непосредственно и без затруднений при геометрии преформы, как она представлена на Фиг. 2. По меньшей мере, выполненный в виде цельной детали сердечник, как правило, нельзя извлечь из внутреннего пространства.
С другой стороны, преформы с геометрией, показанной на Фиг. 2, 3 и 8, имеют некоторые преимущества, которые далее будут разъяснены дополнительно.
На этом основании задача настоящего изобретения состоит в предоставлении способа и устройства, с помощью которых могут быть изготовлены преформы со специальной геометрией, например, с поднутрением - в частности в области плеча - или с расширением в области донышка, причем полностью готовая преформа имеет горловинную область с резьбой или другим закупоривающим устройством и корпус преформы, примыкающий к горловинной области, причем корпус преформы является увеличенным или, соответственно, расширенным по сравнению с полостью пресс-формы для литья под давлением.
Эта задача решена с помощью способа и устройства с признаками, указанными в пунктах 1 и 14 формулы изобретения.
Основная идея изобретения заключается в том, что преформы, вынутые из пресс-формы, сначала кондиционируют по температуре в извлекающем устройстве, то есть, с доведением до определенного температурного уровня, который, во-первых, уже значительно снижает опасность кристаллизации, но, во-вторых, еще обеспечивает возможность последующего формования преформы. В отличие от предшествующих систем, возможно получение уже максимально затвердевшей преформы и без максимально сильного охлаждения.
При этом во время кондиционирования могут быть использованы передаточные штифты, чтобы герметизировать внутреннее пространство и поддерживать его под давлением, для обеспечения оптимального контактирования со стенкой гильзы и, тем самым, кондиционирования и формования.
Согласно первому аспекту настоящего изобретения, теперь уже возможно проведение процесса раздувного формования уже в самом разгрузочном захвате, и при этом, например, раздув донной части преформы, в частности в его осевой протяженности. В этом случае полость в приемной гильзе разгрузочного захвата нужно было бы формировать соответственно увеличенной в донной части. Вследствие этого радиальный наружный периметр преформы по существу не изменялся бы, что также было бы возможным не без затруднений, поскольку в противном случае преформу было бы невозможно надежно вывести из пресс-формы для литья под давлением. С помощью этого способа действия можно сформовать донышки преформ, какие, например, приведены в WO 2008/041186 А2 и являются предпочтительными для последующего раздувного формования. При так называемой конфигурации «Cappello» (ит. «шапка, колпак») преформы могут быть сформированы с более тонким донышком, что, помимо всего прочего, обеспечивает экономию материала, а также возможность более быстрого охлаждения. Это представляет особенный интерес тогда, когда изготовление таких контуров по технологии литья под давлением оказывается неудовлетворительным.
После этого кондиционирования, которое может быть выполнено быстрее, чем проводившееся до сих пор охлаждение - в частности, если процесс раздувного формования проводят только в устройстве для дополнительного охлаждения или также и в нем, поскольку в этом случае преформы не требуется в обязательном порядке доводить до столь низкой температуры, - преформы с помощью передающего захвата извлекают из приемной гильзы и переносят в устройство для дополнительного охлаждения. При этом полости в устройстве для дополнительного охлаждения (которое также может называться устройством для раздувного формования) являются увеличенными по сравнению с преформой, изготовленной в пресс-форме для литья под давлением, таким образом, чтобы в раздуваемой преформе в частности радиальная протяженность внутреннего пространства была большей, чем радиальная протяженность внутреннего пространства в горловинной области преформы. Конечно, может быть проведено и осевое удлинение. Тем самым возникает расширенная область плеча, которая в пресс-форме для литья под давлением представляла бы собой поднутрение и могла бы создавать затруднения при извлечении из формы.
Путем постоянной или повторной герметизации внутреннего пространства преформы с помощью передающего захвата и при создании соответствующего давления во внутреннем пространстве преформы посредством текучей среды (например, воздуха), преформу, предварительно кондиционированную по температуре в разгрузочном захвате, раздувают в области корпуса преформы и прижимают ее к стенкам полости формы для раздувного формования в устройстве для дополнительного охлаждения. Однако этот раздув является только предварительным в смысле получаемого позднее готового полимерного продукта, и поэтому далее будет также называться как «предварительный раздув», так как при этом получают промежуточный продукт для конечной пластмассовой бутылки или конечной пластмассовой емкости. Для изготовления готовой пластмассовой бутылки или готовой пластмассовой емкости требуется дополнительная стадия последующего раздувного формования.
Вышеприведенными путями могут быть изготовлены преформы с геометрией с поднутрением, при которой диаметр корпуса преформы является большим, чем в области ее горлышка или пояска, также увеличивается наружу в области плеча, и/или имеет конфигурацию «Cappello». При этом процесс раздувного формования может быть проведен либо в приемной гильзе, либо в устройстве для дополнительного охлаждения, или же в обоих устройствах.
Такая преформа обеспечивает многочисленные преимущества. При раздуве преформы увеличивается корпус преформы в целом, благодаря чему на последующей стадии раздувного формования в машине для раздувного формования может поглощаться большее количество инфракрасного света, с помощью которого преформу опять разогревают для раздувного формования. Это ведет к значительной экономии энергии и снижению капитальных затрат на машину для раздувного формования и, соответственно, на само производство. Кроме того, благодаря раздуву преформы сокращается толщина стенки, как можно видеть на Фиг. 1-3. Первоначально изготовленная преформа имеет увеличенную толщину стенки 1, в то время как при геометрии с поднутрением преформы имеют более тонкие стенки 2 и 3. Тем самым можно заметно быстрее и точнее довести преформу до температуры, оптимальной для раздувного формования, чем это было возможно до сих пор. Здесь также можно рассчитывать на дополнительную экономию энергии и снижение капитальных затрат на машину для раздувного формования. К тому же, в зависимости от геометрии преформы возможна экономия полимерного материала.
Кроме того, преформе в устройстве для дополнительного охлаждения можно придать поверхностную структуру, благодаря чему общая площадь поверхности преформы на ее наружной стороне значительно увеличивается, так что опять же может поглощаться большее количество энергии. Это еще усиливало бы оба вышеуказанных эффекта. Затем поверхностная структура опять утрачивалась бы при проведении процесса растяжения в последующем раздувном формовании.
Но геометрия преформы обеспечивает преимущества не только для последующего процесса раздувного формования; она также является благоприятной собственно для процесса производства. Благодаря более тонким стенкам преформы в охлаждаемых устройствах для раздувного формования и, соответственно, дополнительного охлаждения здесь можно также сократить продолжительность охлаждения в целом, что способствует сокращению продолжительности цикла. Это также благоприятным образом ведет к тому, что явственно снижается опасность кристаллизации по сравнению с преформой с более толстыми стенками. Кроме того, благодаря кондиционированию вместо проводимого до сих пор сильного охлаждения может быть сокращено время пребывания в разгрузочном захвате.
Дополнительные преимущества и признаки изобретения определены в зависимых пунктах формулы изобретения.
Так, устройство для дополнительного охлаждения, действующее как устройство для раздувного формования, предпочтительно имеет водяное охлаждение. Чем более резким является это охлаждение, тем лучше. Соответственно скорости охлаждения сокращается продолжительность цикла, а также опасность кристаллизации преформ.
Напротив, в разгрузочном захвате преформа предпочтительно должна быть кондиционирована при температуре, которая является благоприятной для последующего процесса раздувного формования. Такая температура варьирует, например, в диапазоне между 90 и 150°С. Конечно, это необходимо только в том случае, если проводят последующий процесс раздувного формования. Без такого процесса раздувного формования в устройстве для дополнительного охлаждения также опять может быть выполнено очень резкое охлаждение.
Ни в одной из этих стадий не предусматривается значительная деформация области горлышка или пояска преформы. Чтобы избежать такой деформации, например, во время стадии герметизации или создания избыточного давления, преформу предпочтительно, по меньшей мере, во время создания избыточного давления, обжимают снаружи в области горлышка или, соответственно, по меньшей мере, на части области горлышка для создания опоры. Это опорное устройство может быть выполнено в форме состоящего из двух или более деталей и замыкаемого кулачкового устройства, которое размещают в области каждого передаточного штифта передающего захвата.
Кулачковые устройства предпочтительно выполнены таким образом, чтобы они могли так комбинироваться и/или связываться с устройством для дополнительного охлаждения, действующего как устройство для раздувного формования, что раздуваемая преформа во время стадии раздува по всему своему периметру имеет опору до области ее горлышка. Согласно предпочтительному варианту осуществления изобретения кулачковые устройства также могут иметь охлаждение, в частности водяное охлаждение.
Кондиционирование в частности еще более поддерживается и, соответственно, ускоряется, если во время поступления преформы в приемную гильзу в ее внутреннем пространстве, по меньшей мере, периодически, также создают давление (даже если в приемной гильзе не проводят процесс раздувного формования). Такое избыточное давление может поддерживаться в диапазоне 0,5-8 бар (0,05-0,8 МПа).
Поскольку удаление из извлекающего устройства, соответственно, из разгрузочного захвата может происходить гораздо быстрее - а именно, благодаря кондиционированию, предусмотренному теперь вместо проводимого до сих пор охлаждения, до температуры, например, 120°, а также большему по размерам расширению преформы - может оказаться необходимым наличие двух или более устройств для дополнительного охлаждения, в которые преформы можно попеременно переносить из разгрузочного захвата. Устройства для дополнительного охлаждения также могут быть выполнены так, что они вмещают загрузку, в два, три или более раз превышающую загрузку преформ, изготовленных в пресс-форме для литья под давлением.
В целом же с помощью соответствующего изобретению устройства могут быть изготовлены преформы с поднутрением в производственном цикле малой продолжительности, причем эта геометрия впоследствии обеспечивает преимущества также при дополнительной обработке в машине для раздувного формования. Таким образом, достигается многократное повышение производительности как в собственно процессе производства преформ, так и при последующей стадии раздувного формования.
Далее изобретение разъясняется подробнее и с привлечением прилагаемых чертежей. При этом:
Фиг. 1 представляет вид в поперечном разрезе преформы с традиционной геометрией, как ее изготавливают с помощью пресс-формы для литья под давлением,
Фиг. 2 представляет вид поперечного сечения преформы с геометрией с поднутрением,
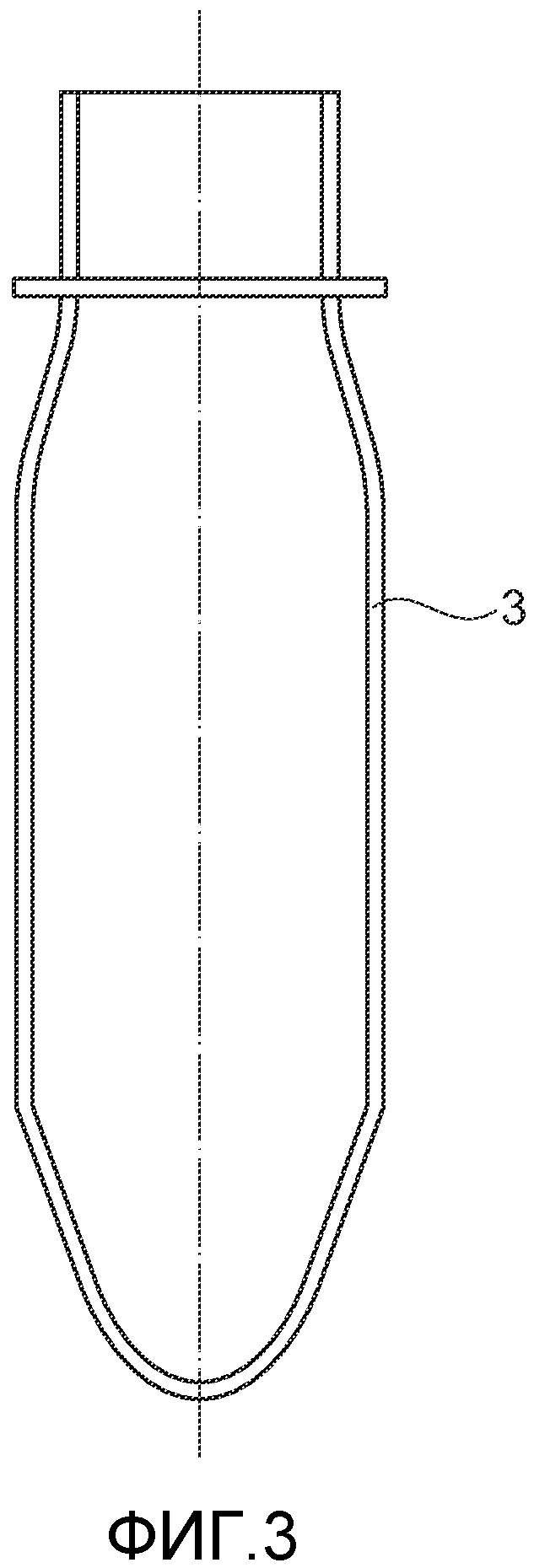
Фиг. 3 представляет вид поперечного сечения преформы другой геометрии с поднутрением и измененной геометрической формой донышка,
Фиг. 4 представляет изображение в разрезе заключенной в приемную гильзу разгрузочного захвата преформы с введенным передаточным штифтом,
Фиг. 5 представляет изображение в разрезе введенной в полость устройства для дополнительного охлаждения, но еще не раздутой преформы со вставленным передаточным штифтом,
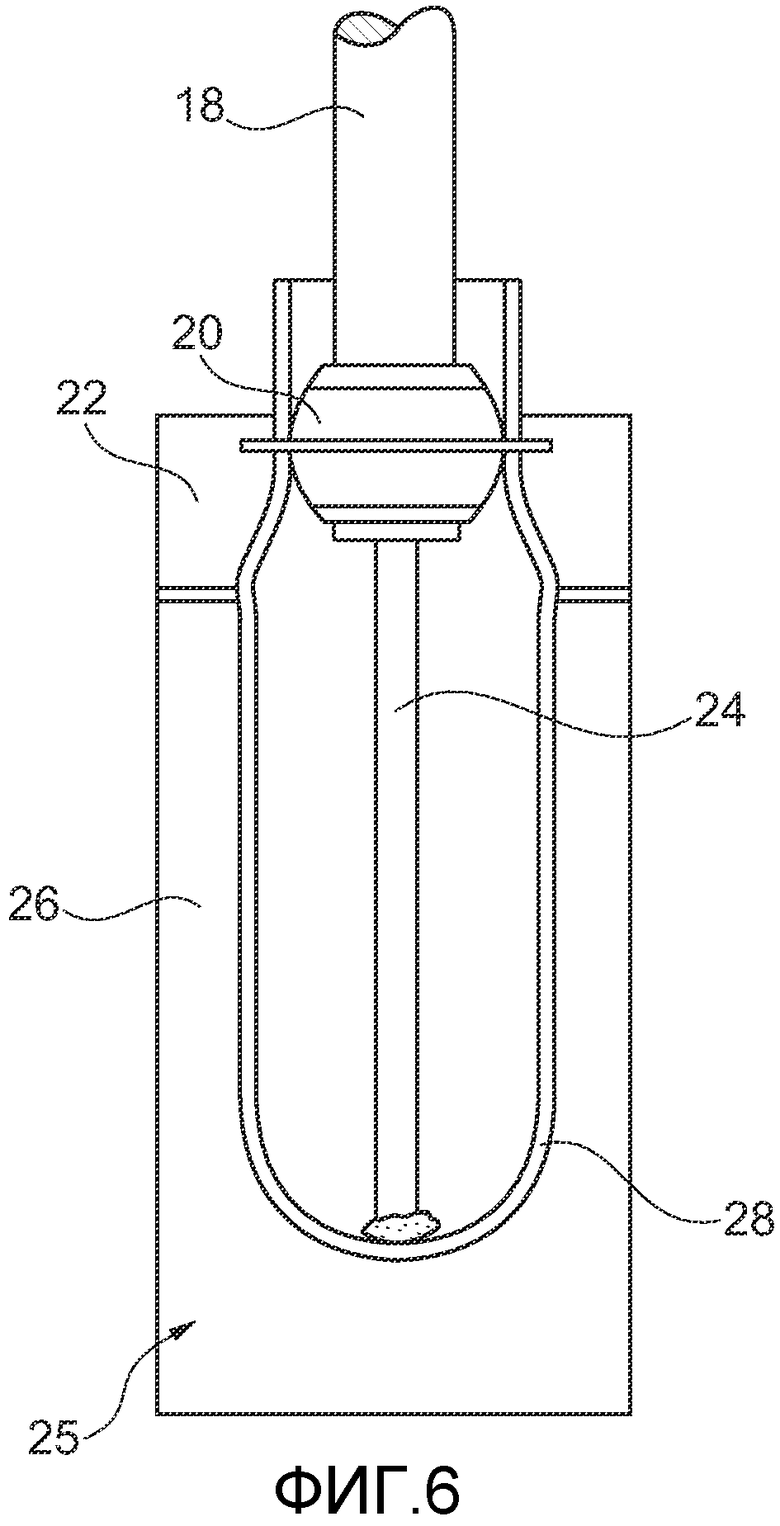
Фиг. 6 представляет изображение в разрезе теперь раздутой в устройстве для дополнительного охлаждения преформы с поднутрением в области плеча,
Фиг. 7 представляет схематическое изображение, показывающее в разрезе извлекающее устройство и устройство для раздувного формования, с помощью которого описывается общий порядок работы устройства, и
Фиг. 8 представляет вид преформы с дном конфигурации «Cappello».
С помощью чертежей будет разъяснен принцип действий при изготовлении преформы с поднутрением. При этом «поднутрение» означает, что преформа в области своего участка плеча является радиально расширенной, так что образуется расширенное сечение по сравнению с формой полости в пресс-форме для литья под давлением.
Две таких геометрии с поднутрением представлены на Фиг. 2 и 3, причем Фиг. 3 также показывает изменение профиля донышка. При этом не только наружный размер и, соответственно, наружный диаметр преформы в области корпуса преформы является большим, чем в области горлышка или пояска, но и, в частности, радиальный поперечник по диаметру внутреннего пространства в корпусе преформы является большим, чем в области горлышка или пояска. Эту геометрию нельзя без затруднений получить в пресс-форме для литья под давлением. Потребовалось бы применение, по меньшей мере, такого сердечника, который в области корпуса преформы мог бы быть суженным в радиальном направлении.
Чтобы, тем не менее, иметь возможность получить преформу, показанную на Фиг. 2 и 3, с использованием традиционной технологии литья под давлением, сначала изготавливают преформу обычным путем в пресс-форме для литья под давлением, и после первого охлаждения и вскрытия пресс-формы обычным путем вынимают с помощью разгрузочного захвата. Разгрузочный захват при этом имеет многочисленные приемные гильзы, в которые преформы вводят главным образом до области горлышка или пояска.
Как машины для литья под давлением с пресс-формой для литья под давлением, так и извлекающие устройства достаточно известны в технологии.
На Фиг. 4 из такого известного извлекающего устройства 10 представлена только одна отдельная приемная гильза 12 из многочисленных приемных гильз, чтобы можно было показать приемку преформы 14, изготовленной в предшествующей стадии в пресс-форме для литья под давлением. Предварительно изготовленная преформа 14 имеет традиционную форму с относительно толстой стенкой и в области ее корпуса почти полностью погружена в гильзу, которая (что в данном случае более подробно не показано) имеет водяное охлаждение. В данном случае на этом охлаждении, равным образом посредством воздуха или воды, не следует останавливаться более подробно, поскольку оно уже известно из прототипа в многообразных вариантах исполнения.
В представленную на Фиг. 4 преформу вдвигают передний конец передаточного штифта передающего захвата 16, причем передающий захват 16 имеет количество передаточных штифтов 18, соответствующее числу приемных гильз 12. На переднем конце передаточного штифта предусмотрено упругое герметизирующее устройство, которое может изменяться (расширяться) в своем радиальном размере в результате сжатия. В частности, хвостовик (не показан) передаточного штифта сдвигается вперед, чтобы сжать упругую манжету и выдавить ее радиально наружу, в результате чего она прилегает к внутренней стенке преформы и, во-первых, герметизирует внутреннее пространство относительно окружающей среды, и, во-вторых, захватывает ее. Это захватывание производят прежде всего в области горловинного кольца, где обеспечивается особенная устойчивость.
В этом примере варианта исполнения в куполовидную замкнутую область преформы из переднего конца передаточного штифта 18 выдается вытяжная штанга 24. Теперь во внутреннее пространство преформы через вытяжную штангу 24 может быть подан воздух под давлением. Согласно особенному варианту исполнения, сама вытяжная штанга может быть скомпонована в виде пуансона и может формовать область донышка преформы приложением давления, действуя как плунжер. Конечно, оба варианта - пуансона и давления воздуха - также могут быть скомбинированы.
Созданием избыточного давления в диапазоне 0,5-8 бар (0,05-0,8 МПа) преформа своими наружными стенками прижимается к внутренней стенке приемной гильзы 12, действующей как охлаждающая камера, так что происходит особенно хорошее термостатирование и дополнительное калибрование.
Если полость разгрузочного захвата исполнена надлежащим образом, то уже в этом положении может быть выдута область донышка, в то время как при этом поднутрение не возникает, и преформа удерживается в своем действительном контуре. Тем самым, помимо всего прочего, могут быть изготовлены преформы с профилем дна в так называемой конфигурации «Cappello», как это изображено на Фиг. 8.
Кроме того, на каждом передаточном штифте 18 передающего захвата 16 в данном случае размещены состоящие из двух деталей кулачки 22, причем обе детали кулачков могут перемещаться в радиальном направлении, расходясь друг от друга или сближаясь между собой. Необходимые для перемещения кулачков характер движения и устройство в Фигурах не изображены. На Фиг. 4 обе кулачковых детали смещаются радиально наружу. Если эти кулачковые детали сдвигаются радиально внутрь, то они охватывают область горлышка или пояска преформы (или по меньшей мере ее часть) путем кинематического замыкания, как позднее может быть еще показано с помощью Фиг. 5.
Извлекающее устройство 10 с приемными гильзами 12 тем самым служит не только для извлечения преформы из пресс-формы для литья под давлением, но также для предварительного кондиционирования при определенной температуре, например, 120°. В этом температурном диапазоне уже значительно сокращается опасность кристаллизации, однако тем не менее пластичность преформы сохраняется на таком уровне, при котором преформа может быть деформирована. Поскольку кондиционирование проводят в температурном диапазоне, например, 120° - и не при более низкой температуре, возможно более короткое время пребывания, чем до сих пор в разгрузочном захвате, что в итоге может способствовать сокращению продолжительности цикла. Это предварительное кондиционирование также представляет собой первое отличие по сравнению с доныне известными производственными и технологическими стадиями наилучшего охлаждения.
При этом следует отметить, что для случая, в котором преформы раздувают только в приемных гильзах, но не позже в устройстве для дополнительного охлаждения, вместо кондиционирования вполне может быть проведено обычное сильное охлаждение в разгрузочном захвате.
После достижения температуры кондиционирования преформу 14 с помощью передаточного штифта 18 вынимают из приемной гильзы 12, и, как показано на Фиг. 7, путем поворота вокруг оси вводят в устройство для дополнительного охлаждения (охлаждающий блок) 26. Состояние непосредственно после введения преформы 14 в полость устройства 26 для дополнительного охлаждения, служащего в качестве устройства для раздувного формования, показано на Фиг. 5. При этом оба кулачка 22 данного кулачкового устройства на передаточном штифте 18 уже замкнуты, чтобы быть в состоянии воспринимать силы, действующие при раздуве, и охватывают область горлышка, а также горловинное кольцо в области, в которой в основном не должно происходить никакой деформации. В области, в которой область горлышка или пояска охвачена кулачками 22, преформа поддерживается снаружи и не может изменять своего размера. Кроме того, кулачковое устройство может быть соединено с устройством 26 для раздувного формования, так что вплоть до вышеупомянутого отверстия в кулачковом устройстве образуется полностью замкнутая полость. При этом кулачки в данном случае имеют водяное охлаждение (не показано), чтобы обеспечивать тем самым по возможности быстрое отведение теплоты от области преформы с более толстой стенкой.
После этого проводят раздув еще теплой и деформируемой преформы путем повторного введения воздуха с соответствующим давлением воздуха в диапазоне 0,5-8 бар (0,05-0,8 МПа), чтобы стенка преформы растянулась и прижалась к внутренней стороне устройства для дополнительного охлаждения, скомпонованного с увеличенным размером. Результат можно видеть на Фиг. 6, причем сверх того можно выяснить, что стенка преформы в преформе 28 теперь стала значительно тоньше.
Поскольку устройство для дополнительного охлаждения охлаждают соответственно интенсивно (например, с помощью водяного охлаждения - не показанного), преформа 28 может быть достаточно быстро доведена до желательной и приемлемой для последующей упаковки температуры, так как теперь она имеет гораздо более тонкую стенку. После достаточного охлаждения раздутую и предварительно растянутую преформу 28 вынимают из устройства для дополнительного охлаждения, причем на Фиг. 6 можно видеть, что это извлечение в области плеча является беспроблемным, поскольку кулачки 22 высвобождают поднутрение и раскрываются, разделяясь на две части. Вследствие незначительной толщины стенки все же имеется небольшая опасность повторного разогревания преформы 28 после извлечения из охлажденной зоны.
После разжима кулачковых деталей и высвобождения упругого захватного и герметизирующего устройства 20 передаточный штифт 18 может быть выведен из преформы 28, причем сама преформа 28 еще остается в устройстве для дополнительного охлаждения и там продолжает охлаждаться. Тогда после процесса достаточного охлаждения преформу 28 можно переместить ленточным транспортером и с помощью соответствующего воздушного импульса посредством не показанных устройств для подачи воздуха выбросить на ленточный транспортер.
Как изображено на Фиг. 2, при соответствующей компоновке стенок полости либо в приемной гильзе, либо в устройстве для дополнительного охлаждения, при раздуве на наружную поверхность преформы 2 также могут быть нанесены структуры.
Поскольку предварительно раздутые преформы 28 по своему размеру теперь становятся больше, чем предшествующие преформы, в устройстве для дополнительного охлаждения, скомпонованном как устройство для раздувного формования, уже не может быть размещено такое же число преформ 28, как до сих пор. На этом основании при соответствующей производительности машины может быть необходимым размещать два идентичных устройства 26 для дополнительного охлаждения, например, сверху и сбоку от машины, и полученные в устройстве для дополнительного охлаждения партии преформ попеременно переносить в одно и во второе устройство для дополнительного охлаждения. Это схематически представлено на Фиг. 7, причем показана только одна приемная гильза 12, откуда партия преформ попеременно поворачивается в раздувную форму направо, и только частично представлено устройство для дополнительного охлаждения слева (не обозначено). В данном положении тогда также поворачивается и передаточный штифт (в этом случае условные номера 18', 18”) - здесь без вытяжной штанги. Конечно, также является преимуществом, когда каждое устройство 26 для дополнительного охлаждения может принять две или более партий преформ. Но для этого должно быть соответственно налажена компоновка многогнездной пресс-формы как в отношении пресс-формы, так и разгрузочного захвата и передающего захвата.
С помощью настоящего изобретения можно простым способом и путем формовать преформы со специальной геометрией, например, с поднутрением в области плеча или с дном конфигурации «Cappello», которые обеспечивают многие преимущества как в собственно производстве, так и в последующем процессе раздувного формования.
Список ссылочных обозначений
1 Толстостенная преформа
2 Тонкостенная преформа с поднутрением (первая геометрия)
3 Тонкостенная преформа с поднутрением (вторая геометрия)
4 Поверхностная структура
10 Разгрузочный захват
12 Приемная гильза
14 Преформа с геометрией из пресс-формы
16 Разгрузочный захват
18, передаточный штифт
18',
18”
20 Захватное и герметизирующее устройство
22 Кулачки, соответственно, кулачки формы
24 Вытяжная штанга
25 Охлаждающий блок
26 Раздувная форма
28 Геометрия преформы с поднутрением
30 Преформа с дном конфигурации «Cappello».




Группа изобретений относится к устройству и способу для изготовления преформ (14) с поднутрением, причем готовые преформы имеют область горлышка с резьбой и примыкающий к области горлышка корпус преформы с геометрией, увеличенной по сравнению с полостью пресс-формы для литья под давлением. В способе преформы получают впрыскиванием полимерного расплава в пресс-форму для литья под давлением, геометрия полостей (гнезд) которой выбрана таким образом, что радиальная протяженность внутреннего пространства в изготовленном таким образом корпусе преформы не превышает радиальную протяженность внутреннего пространства в области горлышка. Затем преформы с помощью разгрузочного захвата вынимают из открытой пресс-формы. В соответствующее внутреннее пространство преформы вводят передаточные штифты передающего захвата, преформы с помощью передающего захвата вынимают из разгрузочного захвата и переносят в устройство для дополнительного охлаждения. Преформы разду- вают в разгрузочном захвате и/или устройстве для дополнительного охлаждения с использованием избыточного давления таким образом, что геометрия раздутого корпуса преформы оказывается большей, чем полость пресс-формы для литья под давлением. Устройство для осуществления способа включает пресс-форму для литья под давлением с заданными параметрами, средства подачи и пластифицирования полимерного материала для получения преформы и перенос преформы в охлаждающее устройство. 2 н. и 22 з.п. ф-лы, 8 ил.
1. Способ изготовления преформ с поднутрением, причем готовая преформа имеет область горлышка с резьбой или закупоривающим устройством и примыкающий к области горлышка корпус преформы с измененными геометрическими параметрами, увеличенными по сравнению с геометрическими параметрами полости пресс-формы для литья под давлением,
при котором
- в пресс-форме для литья под давлением получают преформы впрыскиванием полимерного расплава, причем геометрические параметры гнезд пресс-формы выбраны таким образом, что радиальная протяженность внутреннего пространства полученного таким образом корпуса преформы не превышает радиальную протяженность внутреннего пространства в области горлышка,
- пресс-форму для литья под давлением открывают после первой стадии охлаждения,
- преформы вынимают из открытой пресс-формы с помощью разгрузочного захвата,
- в соответствующее внутреннее пространство преформы вводят передаточный штифт передающего захвата и
- преформы с помощью передающего захвата вынимают из разгрузочного захвата и перемещают в устройство для дополнительного охлаждения,
отличающийся тем, что
преформы в разгрузочном захвате и/или в устройстве для дополнительного охлаждения с использованием избыточного давления раздуваются и своими стенками прилегают к стенкам полости в разгрузочном захвате или устройстве для дополнительного охлаждения, имеющей увеличенные размеры относительно полости в пресс-форме для литья под давлением.
2. Способ по п.1, отличающийся тем, что
- преформы с помощью передающего захвата вынимают из разгрузочного захвата и перемещают в устройство для дополнительного охлаждения с полостью, имеющей большие радиальные и/или аксиальные размеры по сравнению с преформой, и
- преформы с использованием избыточного давления раздуваются и своей стенкой прилегают к стенке этой увеличенной полости устройства для раздувного формования, причем радиальная протяженность свободного внутреннего пространства раздутого корпуса преформы увеличивается больше, чем его радиальная протяженность свободного внутреннего пространства в области горлышка.
3. Способ по пп. 1 или 2, отличающийся тем, что в процессе раздува в разгрузочном захвате раздувают область донышка преформ.
4. Способ по п.3, отличающийся тем, что радиальный наружный периметр преформ поддерживают постоянным.
5. Способ по п. 1, отличающийся тем, что устройство для дополнительного охлаждения охлаждают одновременно с процессом раздува или после него.
6. Способ по п. 1, отличающийся тем, что приемную гильзу разгрузочного захвата термостатируют.
7. Способ по п.6, отличающийся тем, что термостатирование в разгрузочном захвате выполняют для кондиционирования преформы.
8. Способ по п.7, отличающийся тем, что кондиционирование проводят в температурном диапазоне между 90° и 150°.
9. Способ по п. 1, отличающийся тем, что при создании избыточного давления во время помещения преформы в разгрузочный захват или в устройство для дополнительного охлаждения для области горлышка преформы создают опору снаружи.
10. Способ по п.9, отличающийся тем, что при создании опоры преформы в области горлышка непосредственно запирают приемную гильзу разгрузочного захвата или устройство для дополнительного охлаждения таким образом, что обеспечивается опора для преформы со всех сторон.
11. Способ по п. 1, отличающийся тем, что в том случае, если полость приемной гильзы разгрузочного захвата соответствует полости пресс-формы для литья под давлением, то во время помещения преформы в приемную гильзу, по меньшей мере, периодически, создают избыточное давление во внутреннем пространстве преформы.
12. Способ по любому из пп. 1, 7 или 11, отличающийся тем, что избыточное давление во время кондиционирования или во время процесса раздувного формования поддерживают в диапазоне между 0,5 и 8 бар (0,05-0,8 МПа).
13. Способ по п. 1, отличающийся тем, что преформы из разгрузочного захвата попеременно переносят в два различных устройства для дополнительного охлаждения.
14. Устройство для изготовления преформы с поднутрением, причем готовая преформа имеет область горлышка с резьбой или закупоривающим устройством и примыкающий к области горлышка корпус преформы с измененными, увеличенными по сравнению с полостью пресс-формы для литья под давлением геометрическими параметрами,
причем устройство содержит
- пресс-форму для литья под давлением с несколькими гнездами для формования преформ заданной геометрии, причем размеры полости отдельных гнезд выбраны таким образом, что радиальная протяженность свободного внутреннего пространства в области корпуса преформы не превышает радиальную протяженность свободного внутреннего пространства в области горлышка,
- пластифицирующее и впрыскивающее устройство для расплавления полимерного материала и введения в полость закрытой пресс-формы для литья под давлением,
- разгрузочный захват с несколькими приемными гильзами, каждая из которых выполнена с возможностью приема преформы, полученной в пресс-форме для литья под давлением,
- передающий захват с несколькими передаточными штифтами, число которых соответствует количеству приемных гильз разгрузочного захвата, причем каждый из передаточных штифтов выполнен с возможностью введения в соответствующую преформу,
- устройство для дополнительного охлаждения с несколькими полостями,
- причем передающий захват выполнен с возможностью перемещения партии преформ из разгрузочного захвата в устройство для дополнительного охлаждения и
передаточные штифты передающего захвата имеют герметизирующее устройство для уплотнения внутреннего пространства преформы и устройство для выдувания текучей среды, предназначенное для введения текучей среды во внутреннее пространство преформы,
отличающееся тем, что
полости приемных гильз разгрузочного захвата и/или полости устройства для дополнительного охлаждения имеют радиальные и/или аксиальные размеры, увеличенные по сравнению с размерами полости, выполненной в пресс-форме для литья под давлением.
15. Устройство по п.14, отличающееся тем, что полости в разгрузочном захвате в области донышка преформы увеличены по сравнению с полостями в пресс-форме для литья под давлением.
16. Устройство по пп. 14 или 15, отличающееся тем, что полости в устройстве для дополнительного охлаждения по сравнению с полостями в пресс-форме для литья под давлением увеличены таким образом, что радиальная протяженность свободного внутреннего пространства в раздутом корпусе преформы больше, чем радиальная протяженность свободного внутреннего пространства в области горлышка.
17. Устройство по п. 14, отличающееся тем, что приемные гильзы выполнены с возможностью термостатирования.
18. Устройство по п. 14, отличающееся тем, что устройство для дополнительного охлаждения имеет водяное охлаждение.
19. Устройство по п. 14, отличающееся тем, что для каждого передаточного штифта на передающем захвате предусмотрено кулачковое устройство по меньшей мере с двумя кулачками, которые выполнены с возможностью, по меньшей мере, радиального раскрытия и замыкания вокруг по меньшей мере одной части области горлышка соответствующей преформы.
20. Устройство по п.19, отличающееся тем, что кулачковое устройство выполнено таким образом, что при соединении с соответствующим устройством для дополнительного охлаждения образуется цельная раздувная форма, которая со всех сторон полностью охватывает преформу вплоть до области горлышка.
21. Устройство по п. 14, отличающееся тем, что оно содержит два идентичных устройства для дополнительного охлаждения для попеременного перенесения преформ из разгрузочного захвата.
22. Устройство по пп. 14 или 21, отличающееся тем, что число полостей в устройстве для дополнительного охлаждения соответствует двух-, трех- или многократному числу приемных гильз.
23. Устройство по пп. 14 или 21, отличающееся тем, что каждый передаточный штифт имеют вытяжную штангу.
24. Устройство по п. 14, отличающееся тем, что стенки полостей устройства для дополнительного охлаждения и/или приемных гильз снабжены поверхностным структурированием.
| О.ЩВАРЦ и другие, Переработка пластмасс, Санкт-Петербург, Профессия, 2005, с.92-94,96,97,102-103,127,142-144,156-158 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ПРОИЗВОДСТВО УПАКОВКИ ИЗ ПЭТ, Санкт-Петербург, Профессия, 2006, с | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУТЫЛКИ С НАПРЕССОВЫВАЕМОЙ КРЫШКОЙ | 2003 |
|
RU2323089C2 |
| УСТАНОВКА С ГОРИЗОНТАЛЬНОЙ ПОВОРОТНОЙ ГОЛОВКОЙ ДЛЯ МАНИПУЛИРОВАНИЯ ЗАГОТОВКАМИ | 2000 |
|
RU2246402C2 |
| УСТРОЙСТВО ДЛЯ КОНДИЦИОНИРОВАНИЯ ПЛАСТМАССОВЫХ ПРЕДМЕТОВ И СПОСОБ ИХ КОНДИЦИОНИРОВАНИЯ | 2004 |
|
RU2352461C2 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| EP 1488911 A1, 22.12.2004 | |||
| WO 2008041186 A2, 10.04.2008 | |||

