Изобретение относится к установке и способу изготовления угольного брикета, который пригоден к коксованию и изготовлен с применением вибрационного уплотнения, с целью последующей загрузки камеры коксовальной печи
При производстве кокса уголь нагревают и дегазируют в камерах коксовальной печи с удалением воздуха. Для повышения качества кокса известно уплотнение подлежащего коксованию угля в угольный брикет, который затем вводят в порожнюю камеру коксовальной печи.
Для уплотнения угля известны механические трамбующие устройства, содержащие ряд вертикальных трамбовочных штанг, которые установлены одна за другой, распределены по длине матрицы штампа и несут на нижних концах пластинчатой формы трамбовочные башмаки. При уплотнении трамбующие штанги поднимают посредством специальных подъемных устройств, например запрессованных пар кулачковых дисков, и затем обеспечивают свободное падение, так что постель из рыхлого угля, наполнившего матрицу штампа, уплотняется трамбовочными башмаками, как падающими молотами.
Документ DE 3145344 С раскрывает трамбующее устройство, в котором отсутствует потенциальная энергия свободно падающих молотков, которую используют для уплотнения угля, но трамбовочным башмакам передают вибрационную энергию от вибратора, соответственно оказывающего воздействие на трамбующие штанги. В данном случае коксующийся уголь также должен быть последовательно уплотнен, слой за слоем, т.е. в матрицу штампа должен быть введен рыхлый уголь и затем последовательно уплотнен трамбованием в альтернативном повторении, чтобы создать угольный брикет с плотностью, которая является, до некоторой степени, равномерно распределенной по длине и ширине брикета.
Например, требовались трамбующие машины для пяти слоев угля высотой 20 см, к примеру, подлежащих трамбованию последовательно, один над другим, чтобы достичь высоты штампованного угольного брикета, например, 1 м. Кроме этого, трамбовочные башмаки затрудняют равномерное наполнение матрицы-штампа угольным материалом.
В патенте DE No. 292336, выданном 2 июня 1916 г., уже предлагалось уплотнять уголь перед коксованием, не трамбованием, а вибрацией в вибрационной машине, которая, однако, не конкретизировалась. Специалистами в данной области техники эта идея не была принята и применена на практике. Вместо этого, по вопросу вибрационного уплотнения подлежащего коксованию угля в документе DE 102005031188 В было предложено вводить через отверстия в верхней части камеры коксовальной печи вибратор, подвешенный на кабеле в качестве активного вибрационного элемента, который предусмотрен для уплотнения рыхлого угля, вводимого в камеру печи последовательно, слой за слоем. Наверняка при реализации данного предложения появятся трудности, по крайней мере, потому, что будет нелегко каждый раз извлекать вибратор из готового виброуплотненного, отвердевшего слоя угля, в частности, если применяется связующее вещество.
Наконец, в документе DE 102004056564 А, специалисты в данной области техники полностью отказались от идеи вибрационного уплотнения подлежащего коксованию угля, поскольку здесь для изготовления горизонтально лежащего прессованного угольного брикета с последующим коксованием предложена не вибрационная машина, а гидравлический пресс.
Задачей изобретения является создание угольного брикета, пригодного к коксованию, который, в принципе, может иметь любые желаемые форматы, но также, в частности, и очень большие форматы, подходящие для камер большеформатных коксовальных печей, и который тем не менее имеет высокую плотность, которая распределена, насколько возможно, равномерно по длине и ширине брикета для точного соответствия применяемому эффективному и эксплуатационно надежному способу виброуплотнения и без необходимости применения штампов, которые подвержены износу и не обеспечивают высокую производительность.
Данная задача решена посредством установки, охарактеризованной признаками п.1 формулы изобретения. Предпочтительные варианты выполнения изобретения раскрыты в зависимых пунктах формулы изобретения.
Согласно изобретению для изготовления угольного брикета применена, по меньшей мере, одна вибрационная машина со столом-толкателем, на вибрационном столе которой может быть смонтирована опока, и после наполнения порцией сырого угольного материала сверху установлен груз. В пространстве между верхней стороной вибрационного стола и нижней стороной груза сверху вибрационным уплотнением формуют сырой угольный материал в угольный блок заданной плотности и высоты. После поднятия опоки, которая обычно имеет прямоугольное сечение, соответственно кубический виброуплотненный угольный блок выталкивают с помощью эжектора с вибрационного стола.
Во время работы вибрационной машины, т.е. во время процесса колебательного движения, такого как, например, разбалансированное движение, которое связано с вибрационным столом, сырой угольный материал, подлежащий уплотнению, вынужден совершать вертикальные колебания в опоке, когда груз сверху вдавливается в опоку, на угольный материал. Вертикальные колебания заставляют груз сверху повторно подниматься от поверхности угольного блока, который при этом уплотняется, и оказывать давление на верхнюю сторону угольного блока с заданной частотой и интенсивностью удара. Таким образом, согласно изобретению уплотнение сырого угольного материала осуществляют сочетанием вибрации и, в то же время, трамбования, обеспечивая, в частности, высокий объем выпуска одинаково высоко уплотненных угольных блоков, или, может быть, высокий объем выпуска угольных брикетов, пригодных для последующего коксования в коксовальной печи, с образованием очень однородного кокса соответственно высокого качества.
Угольные блоки, последовательно виброуплотненные согласно изобретению, могут быть штабелированы друг за другом или один над другим, и, используя транспортирующее устройство, например подвижные поддоны, подъемник и т.д., угольный брикет, пригодный к коксованию, любого желаемого формата, например длиной формата 14,0 м, шириной 4,0 м, высотой от 1,3 до около 1,45 м, и пригодный для загрузки соответственно большой коксовальной печи с горизонтальными камерами, может быть скомпонован вместе из множества виброуплотненных кубовидных угольных блоков.
Отдельные угольные блоки угольного брикета должны, каждый, иметь одинаковые размеры, в частности одинаковую высоту, и одинаковую плотность. Данное требование соблюдено применением обеспеченной согласно изобретению, по меньшей мере, одной вибрационной машины со столом-толкателем, которая совместно с периферийным оборудованием, доказала свою эффективность на протяжении десятилетий, как эксплуатационно надежное устройство, в совершенно иной отрасли техники, т.е., в формовании анодов и/или катодов из горячей смеси нефтяного кокса и смолы, чтобы использовать такие виброуплотненные аноды/катоды для получения металлического алюминия плавлением потока электролиза в электролизерах, см., например, брошюру "Anode vibrating compactor" компании Outotec GmbH, Cologne/Germany, 2007.
Если установка, согласно изобретению, по изготовлению виброуплотненного угольного брикета должна вводить его в коксовальную печь с горизонтальной камерой, то, согласно другому предпочтительному варианту выполнения изобретения, штабелирующий толкатель может латерально заталкивать угольный брикет, скомпонованный вместе из множества виброуплотненных угольных блоков, в соответствующую камеру коксовальной печи. Однако возможно также, в случае коксовальной печи с вертикальными камерами, введение угольного брикета, содержащего множество виброуплотненных угольных блоков, штабелированных один над другим, в соответствующую камеру коксовальной печи сверху, с применением подъемника.
Для повышения производительности установки, согласно изобретению, представленной количеством изготовленных в единицу времени виброуплотненных угольных блоков, на обеих сторонах вибрационного стола вибрационной машины со столом-толкателем могут быть установлены станции наполнения сырого материала, причем вибрационный стол с закрепленной на нем опокой, выполнен с возможностью перемещения, туда и обратно, между обеими противостоящими станциями наполнения, т.е., пока опоку наполняют порцией сырого угольного материала на одной станции наполнения, на другой станции наполнения уже готовят другую порцию для наполнения опоки.
В случае вибрационной машинной установки, согласно изобретению, соответственно готовый виброуплотненный угольный блок выталкивают с помощью эжектора на нижележащее несущее основание, например, поддон, с точным соответствием, по направлению, поперечному пути перемещения вибрационного стола, после чего штабелирующий толкатель выталкивает угольный блок далее на свое нижележащее основание, по меньшей мере, по длине угольного блока, в направлении загрузки камеры коксовальной печи.
Кроме того, для повышения производительности установки, согласно изобретению, машинный блок, содержащий вибрационное устройство с двумя противостоящими станциями наполнения, может иметь дополнительный машинный блок, установленный противоположно ему, в виде зеркального отражения на другой стороне нижележащего несущего основания, например, поддона, который принимает угольные блоки, т.е., здесь, в общей сложности, представлены два вибрационных устройства и четыре станции наполнения, рабочие циклы которых могут быть синхронно управляемыми. При такой, фактически, вибрационной установке в виде сдвоенного тандема, число виброуплотненных угольных блоков, которое может быть отформовано в единицу времени, может быть удвоено, и, следовательно, является также возможной очень значительная ширина угольного брикета, скомпонованного вместе из отдельных блоков. Изобретение поясняется чертежами, на которых представлено следующее:
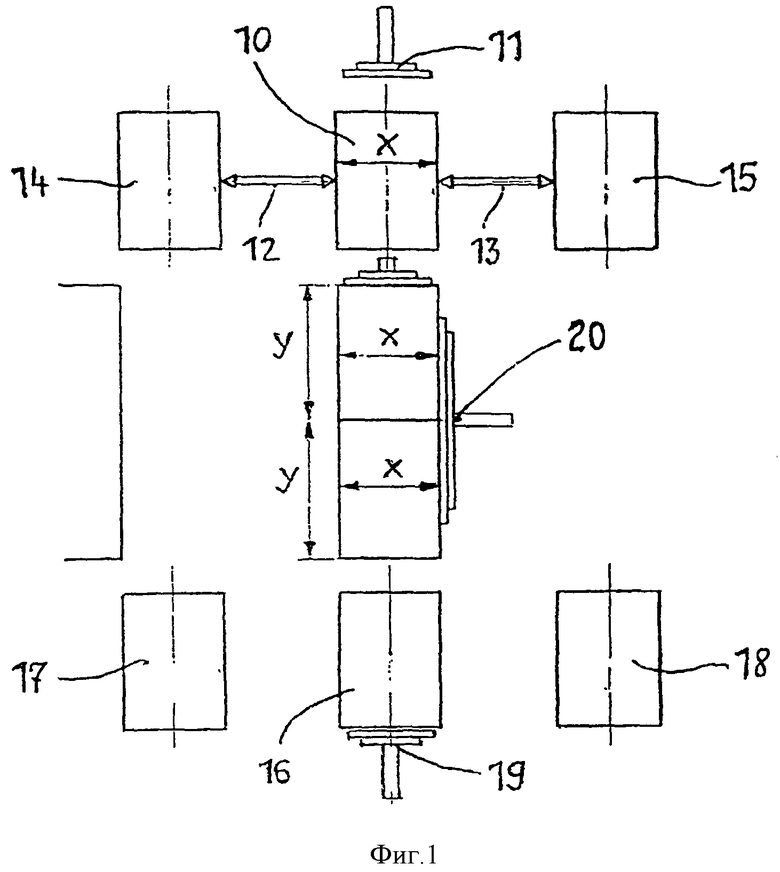
фиг.1 - вид сверху установки, согласно изобретению, для изготовления угольного брикета, пригодного к коксованию, с целью последующей загрузки камеры коксовальной печи, и
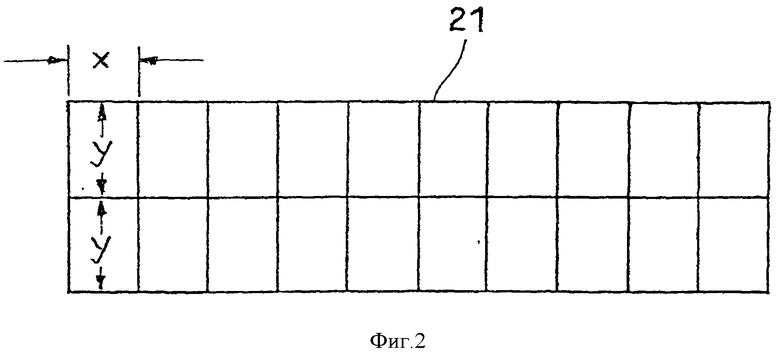
фиг.2 - вид сверху угольного брикета из скомпонованных вместе 20 виброуплотненных угольных блоков, каждый из которых был изготовлен в установке по фиг.1 в уменьшенном масштабе.
Установка, согласно фиг.1, имеет первый машинный блок с первым вибрационным устройством 10, которое содержит смонтированный с возможностью колебания вибрационный стол, который связан с колебательным механизмом, и на котором может быть закреплена, в общем, прямоугольная опока, в которой, после наполнения ее порцией сырого угольного материала, подлежащего уплотнению, в верхней части может быть размещен груз. Опока, которая открыта сверху и снизу, имеет длину "х", например, 1,4 м, и ширину "y", например, 2,9 м. После формования, и как только опоку подняли вверх, кубовидный угольный блок длиной 1,4 м, шириной 2,0 м и высотой, к примеру, 1,45 м, который был виброуплотнен между вибрационным столом и грузом на верхней части, перемещают на нижележащее несущее основание, например, поддон, для точного размещения посредством эжектора, направление перемещения которого перпендикулярно пути 12,13 толкания вибрационного стола вибрационной машины.
Установленное на каждой из двух сторон вибрационного стола вибрационное устройство 10 представляет собой станцию 14, 15 наполнения сырого материала, вибрационный стол с закрепленной на нем опокой, причем способный перемещаться взад - вперед между двумя станциями 14, 15 наполнения, т.е., пока опоку наполняют порцией сырого угольного материала в станции 14 наполнения, в другой станции 15 наполнения уже готовят следующую порцию для наполнения опоки.
Согласно предпочтительному варианту выполнения по фиг.1, первый машинный блок, содержащий первое вибрационное устройство 10 с двумя противостоящими станциями 14, 15 наполнения имеет второй машинный блок, установленный противоположно ему, в виде зеркального отображения на другой стороне нижележащего несущего основания, которое принимает брикетированные угольные блоки, так что здесь, таким образом, находятся, в общей сложности, два вибрационных устройства 10 и 16, и четыре станции 14, 15 и 17,18 наполнения. Эжектор угольного блока для вибрационного устройства 16 обозначен позицией 19. Можно видеть, что в каждом случае два эжектора 11 и 19 сжимают вместе готовый виброуплотненный угольный блок длиной "х" и шириной "y" с образованием пары блоков, которая создает блок форматом х=1,4 м и 2 раза у=4,0 м. Далее данную пару угольных блоков сталкивают в один, и в то же самое время штабелирующим толкателем 20 дополнительно, в направлении камеры коксовальной печи, для загрузки, по меньшей мере, пары блоков длиной "х", и создают пространство для новой пары виброуплотненных угольных блоков.
На фиг.2 представлен вид в плане угольного брикета 21, который был сжат вместе из десяти пар виброуплотненных угольных блоков, изготовленных установкой на фиг.1, каждый длиной х=1,4 м и шириной y=2,0 м, т.е. угольный брикет, который был скомпонован в общей сложности из, 2 раза по 10=20 угольных блоков, и предназначен для подачи в порожнюю камеру коксовальной печи, имеет, таким образом, формат с длиной 14 м, шириной 4 м и высотой, или толщиной 1,45 м, и имеет плотность, равномерно распределенную по длине и ширине угольного брикета, например, более 1,14 т/м3.
Естественная влажность, полученная в гранулированном сыром угольном материале, около 6%, может быть достаточной, в качестве связующего, для получения угольных блоков, которые должны быть отформованы вибрационным уплотнением, достаточно высокой устойчивости. Тем не менее, имеется также возможность примешивания добавки к сырым угольным материалам, которые должны быть уплотнены за счет их собственного соответствующего связующего, такой, например, как смола. Наконец, имеется также возможность подготовки сырых угольных материалов, которые должны быть уплотнены, и, возможно, связующего вещества в виде горячей смеси, и далее формования этой смеси в вибрационной машине, или машинах, с получением очень устойчивых угольных блоков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки угольной шихты к коксованию | 2020 |
|
RU2770401C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ УГОЛЬНЫХ СПРЕССОВАННЫХ БЛОКОВ, ПРИГОДНЫХ ДЛЯ КАМЕР КОКСОВАНИЯ | 2010 |
|
RU2574250C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО КОНТРОЛЯ ХОДА ТРАМБОВОЧНЫХ ШТАНГ ТРАМБОВОЧНОЙ МАШИНЫ | 1990 |
|
RU2078113C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ГОРИЗОНТАЛЬНОГО ИЗГОТОВЛЕНИЯ ТРАМБОВАННЫХ УГОЛЬНЫХ БРИКЕТОВ | 2005 |
|
RU2391380C2 |
| Батарея коксовых печей | 1990 |
|
SU1726492A1 |
| Способ получения металлургического кокса | 2023 |
|
RU2814184C1 |
| СПОСОБ КОКСОВАНИЯ УГОЛЬНОЙ ШИХТЫ | 2006 |
|
RU2311440C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОКСА БЕЗ УЛАВЛИВАНИЯ ХИМИЧЕСКИХ ПРОДУКТОВ КОКСОВАНИЯ | 2006 |
|
RU2331662C2 |
| Способ получения металлургического кокса | 2023 |
|
RU2814186C1 |
| Непрерывно действующая горизонтальная коксовальная печь | 1936 |
|
SU48149A1 |
Изобретение относится к установке и способу изготовления угольного брикета, пригодного к коксованию, с целью последующей загрузки камеры коксовальной печи. Установка содержит вибрационное устройство с вибрационной машиной со столом-толкателем, с вибрационным столом, выполненным с возможностью колебания, на котором закреплена опока, в которую сверху вдавлен установленный сверху груз, станцию наполнения сырого материала, с каждой стороны вибрационного стола, при этом вибрационный стол с опокой выполнен с возможностью перемещения между обеими станциями, причем вибрационное устройство установлено посередине пути толкания вибрационного стола, эжектор, предназначенный для выталкивания угольного блока с вибрационного стола на нижележащее несущее основание, направление перемещения которого перпендикулярно ходовому перемещению вибрационного стола, транспортирующее средство со штабелирующим толкателем, для штабелирования угольного блока и последующего выталкивания угольного блока на свое нижележащее несущее основание, причем направление перемещения штабелирующего толкателя является параллельным ходовому перемещению вибрационного стола. Изобретение обеспечивает эффективный и эксплуатационно надежный способ виброуплотнения и создания угольного брикета любых желаемых форматов. 2 н. и 3 з.п. ф-лы, 2 ил.
1. Способ изготовления угольного брикета, который предназначен для коксования, изготовлен посредством вибрационного уплотнения для последующей загрузки камеры коксовальной печи, отличающийся тем, что:
a) для вибрационного уплотнения гранулированных сырых угольных материалов применяют, по меньшей мере, одно вибрационное устройство (10 или 16) с вибрационной машиной со столом-толкателем, выполненным с возможностью колебания, на котором закрепляют опоку, в которой после наполнения сырым материалом сверху устанавливают груз, и вертикально колеблющийся груз вдавливают сверху в опоку;
b) после формования виброуплотненного угольного блока угольный блок выталкивают эжектором (11 или 19) с вибрационного стола;
c) сформированный виброуплотненный угольный блок выталкивают эжектором (11 или 19) с вибрационного стола на нижележащее несущее основание, например поддон, после чего выталкивают далее угольный блок длиной (х) на свое нижележащее несущее основание;
d) последовательно виброуплотненные угольные блоки штабелируют и угольный брикет, который скомпонован из множества угольных блоков, далее вводят транспортирующим средством в порожнюю камеру коксовальной печи.
2. Способ по п.1, отличающийся тем, что посредством штабелирующего толкателя (20) транспортирующего средства латерально заталкивают в камеру коксовальной печи угольный брикет (21), скомпонованный из множества виброуплотненных угольных блоков.
3. Способ по п.1, отличающийся тем, что посредством подъемника транспортирующего средства вводят сверху в камеру коксовальной печи угольный брикет, штабелированный из множества виброуплотненных угольных блоков.
4. Установка для изготовления угольного брикета, который предназначен для коксования и изготовлен посредством вибрационного уплотнения для последующей загрузки камеры коксовальной печи, отличающаяся тем, что:
а) она содержит, по меньшей мере, одно вибрационное устройство (10 или 16), с вибрационной машиной со столом-толкателем, с вибрационным столом, выполненным с возможностью колебания, на котором закреплена опока, в которую сверху вдавлен установленный сверху груз;
b) с каждой стороны вибрационного стола вибрационной машины установлена станция (14, 15 или 17, 18) наполнения сырого материала, а вибрационный стол, с закрепленной на нем опокой, выполнен с возможностью перемещения между обеими противостоящими станциями наполнения, причем вибрационное устройство (10 или 16) вибрационной машины установлено посередине пути (12, 13) толкания вибрационного стола;
c) эжектор (11 или 19) предназначен для выталкивания готового виброуплотненного угольного блока с вибрационного стола на нижележащее несущее основание, в частности поддон, при этом направление перемещения эжектора (11 или 19) перпендикулярно ходовому перемещению вибрационного стола вибрационной машины;
d) транспортирующее средство со штабелирующим толкателем (20), предназначено для штабелирования готового виброуплотненного угольного блока и последующего выталкивания угольного блока длиной (х) на свое нижележащее несущее основание;
e) причем направление перемещения штабелирующего угольные блоки толкателя (20) является параллельным ходовому перемещению (12, 13) вибрационного стола вибрационной машины со столом-толкателем.
5. Установка по п.4, отличающаяся тем, что машинный блок, содержащий вибрационное устройство (10) с двумя противостоящими станциями (14, 15) наполнения, содержит дополнительный машинный блок, установленный противоположно ему, в виде зеркального отражения на другой стороне нижележащего несущего основания, например поддона, который принимает угольные блоки, при этом установлены два вибрационных устройства (10, 16) и четыре станции (14, 15 и 17, 18) наполнения, рабочие циклы которых являются синхронно управляемыми.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| US 6290494 B1, 18.09.2001 | |||
| RU 2007123583 A, 27.12.2008 | |||

