Изобретение относится к машиностроению, а именно - к деталям машин, и может быть использовано для изготовления зубчатых колес механических передач механизмов и машин.
Известен способ изготовления зубчатого колеса, заключающийся в изготовлении его и тела, и зубчатого венца из одной цельной заготовки, когда зубчатый венец изготавливают путем зубонарезания - см., например, «Производство зубчатых колес: Справочник / С.Н. Калашников, А.С. Калашников, Г.И. Коган и др. Под общ. Ред. Б.А. Тайца. - 3-е изд., перераб. и допол. - М: Машиностроение, 1990. - 464 с: ил.», стр. 39-40.
Недостаток данного способа состоит в том, что при изготовлении зубчатого венца большое количество материала заготовки уходит в отходы.
В качестве прототипа взят способ изготовления зубчатого колеса, заключающийся в раздельном изготовлении тела и зубчатого венца, располагающегося на ободе венцевого колеса, с последующей сборкой тела и венцевого колеса в единое зубчатое колесо - см. «Заплетохин В. А. Конструирование деталей механических устройств: Справочник. - Л.: Машиностроение. Ленингр. отд-ние, 1990. - 669 с: ил.», стр. 469.
Недостаток данного способа состоит с том, что зубчатый венец расположен на промежуточном элементе-ободе венцевого колеса, что приводит к перерасходу материала, идущего на изготовление колеса.
Изобретением решается задача снижения издержек при изготовлении зубчатого колеса и упрощения процесса его изготовления.
Это достигается тем, что колеса изготавливаются раздельно, с последующей их сборкой; тело изготавливают в виде цилиндрического диска шириной по окружности, равной ширине зубчатого венца; изготавливают, например, методом профильной прокатки, профильную поверхность зубчатого венца - из полосы шириной, равной ширине зубчатого венца, и длиной, равной длине профиля зубчатого венца по окружности изготавливаемого зубчатого колеса, с формированием из нее кольца с профилем, идентичным профилю зубчатого венца изготавливаемого зубчатого колеса и внутренним диаметром, равным наружному диаметру тела; полученное кольцо крепят на теле, например методом точечной сварки, - в местах примыкания кольца к телу; полости, образованные профильными поверхностями кольца и телом, заполняют расплавленным материалом, например пластмассой, и выдерживают расплав до его затвердевания; причем предварительно, при изготовлении тела, его наружный радиус выполняют уменьшенным на величину толщины полосы, из которой изготавливают профильную поверхность зубчатого венца.
Сущность изобретения поясняется чертежом, на котором изображено зубчатое колесо, вид с его торца.
На чертеже показаны тело 1 зубчатого колеса, наружная окружность 2 тела 1, профильная поверхность 3 зубчатого венца колеса, окружность 4 вершин зубьев зубчатого венца, окружность 5 впадин зубчатого венца, места 6 примыкания зубчатого венца (профильной поверхности его) к телу 1 колеса, заполняющий материал 7; диаметр тела 1 - Дт, диаметр впадин зубчатого венца (профильной поверхности 3 венца) - Двп; толщина полосы - h.
Данный способ реализуется следующим образом. Изготавливают тело 1 колеса в виде цилиндрического диска шириной по окружности 2, равной ширине зубчатого венца, и диаметром Дт; изготавливают, например, методом профильной прокатки, профильную поверхность 3 зубчатого венца с окружностью вершин 4 и окружностью впадин 5 - из полосы шириной, равной ширине зубчатого венца, и длиной, равной длине профиля зубчатого венца по окружности изготавливаемого колеса, с формированием из нее кольца с профилем, идентичным профилю зубчатого венца изготавливаемого зубчатого колеса, и внутренним диаметром, равным наружному диаметру тела (Дт); полученное кольцо крепят на теле 1, например, методом точечной сварки в местах примыкания 6 кольца к телу 1; полости, образованные профильными поверхностями кольца и телом 1, заполняют расплавленным материалом, например пластмассой 7, и выдерживают расплав до его затвердевания; причем предварительно, при изготовлении тела 1, его наружный радиус выполняют уменьшенным на величину толщины h полосы, из которой изготавливают профильную поверхность 3 зубчатого венца.
По сравнению с прототипом предлагаемый способ изготовления зубчатого колеса позволяет снизить издержки при изготовлении колеса и упрощает процесс его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2525360C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2548450C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552579C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552390C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2548446C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552580C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2536152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2535606C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552392C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2550941C1 |
Изобретение относится к машиностроению, а именно к деталям машин, и может быть использовано для изготовления зубчатых колес механических передач механизмов и машин. Способ изготовления зубчатого колеса включает раздельное изготовление тела и зубчатого венца с последующей их сборкой. Тело изготавливают в виде цилиндрического диска шириной по окружности, равной ширине зубчатого венца. Изготавливают, например, методом профильной прокатки, профильную поверхность зубчатого венца из полосы шириной, равной ширине зубчатого венца, и длиной, равной длине профиля зубчатого венца по окружности изготавливаемого колеса, с формированием из нее кольца с профилем, идентичным профилю зубчатого венца изготавливаемого зубчатого колеса, и внутренним диаметром, равным наружному диаметру тела. Полученное кольцо крепят на теле, например, методом точечной сварки в местах примыкания кольца к телу. Полости, образованные профильными поверхностями кольца и телом, заполняют расплавленным материалом, например пластмассой, и выдерживают расплав до его затвердевания. Предварительно, при изготовлении тела, его наружный радиус выполняют уменьшенным на величину толщины полосы, из которой изготавливают профильную поверхность зубчатого венца. В результате снижаются издержки при изготовлении зубчатого колеса, упрощается процесс его изготовления. 1 ил.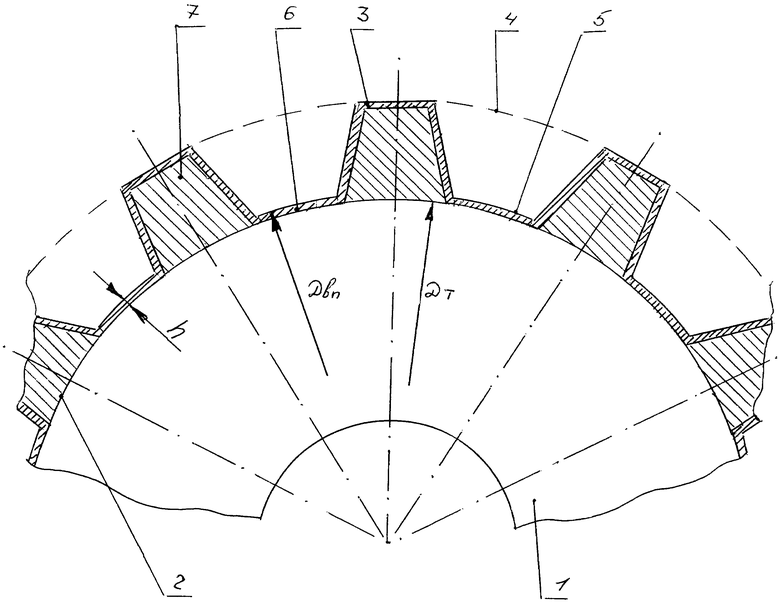
Способ изготовления зубчатого колеса, включающий раздельное изготовление тела и зубчатого венца с последующей их сборкой, отличающийся тем, что тело изготавливают в виде цилиндрического диска шириной по окружности, равной ширине зубчатого венца; изготавливают, например, методом профильной прокатки профильную поверхность зубчатого венца из полосы шириной, равной ширине зубчатого венца, и длиной, равной длине профиля зубчатого венца по окружности изготавливаемого колеса, с формированием из нее кольца с профилем, идентичным профилю зубчатого венца изготавливаемого зубчатого колеса, и внутренним диаметром, равным наружному диаметру тела; полученное кольцо крепят на теле, например, методом точечной сварки в местах примыкания кольца к телу; полости, образованные профильными поверхностями кольца и телом, заполняют расплавленным материалом, например пластмассой, и выдерживают расплав до его затвердевания, причем предварительно при изготовлении тела его наружный радиус выполняют уменьшенным на величину толщины полосы, из которой изготавливают профильную поверхность зубчатого венца.
| Составное зубчатое колесо | 1990 |
|
SU1795209A1 |
| Зубчатое колесо | 1984 |
|
SU1314163A1 |
| CN 202971814 U, 05.06.2013 | |||
| JP 2013036500 A, 21.02.2013 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 1991 |
|
RU2039662C1 |

