Область техники
Настоящее раскрытие относится к термоусаживаемым полимерно-композитным проводам, включающим в себя армирующие волокна и наночастицы, кабелям, изготовленным с использованием таких термоусаживаемых полимерно-композитных проводов, а также к способам производства и использования таких полимерно-композитных проводов и кабелей.
Предпосылки
Скручивание кабеля - это процесс, при котором объединяются отдельные провода, как правило, в спиральном порядке, для производства готового кабеля. Получившийся многожильный кабель обеспечивает большую гибкость, чем имеет одна жила аналогичной площади сечения. Многожильная компоновка также имеет преимущество из-за того, что многожильный кабель сохраняет свою общую форму сечения, когда он подвергается изгибу при обращении, монтаже и применении. Подобные многожильные кабели используются во многих областях применения, таких как подъемные тросы, авиационные тросы, подводные морские тросы и фалы, а также кабели линий электропередачи.
Как правило, многожильные кабели линий электропередачи производятся из ковких металлов, таких как сталь, алюминий или медь. В некоторых случаях, таких как неизолированные кабели воздушных линий электропередачи, сердцевина многожильного кабеля окружена проводящим слоем многожильного кабеля.
Сердцевина многожильного кабеля состоит из проводов из эластичного металла, изготовленных из одного материала, такого, например, как сталь, а внешний токопроводящий слой может состоять из проводов из эластичного металла, изготовленных из другого материала, такого, например, как алюминий. В некоторых случаях, сердцевиной многожильного кабеля может быть предварительно скрученный кабель, используемый в качестве исходного материала с целью производства кабеля воздушных линий электропередачи более крупного диаметра. Обычно, многожильные кабели воздушных линий электропередачи могут содержать от семи отдельных проводов до более широко используемых конструкций, содержащих 50 и более проводов.
Во время процесса скручивания кабеля, провода из ковкого металла подвергаются нагрузкам, превышающим предел текучести металлического материала, но не превышающим предельного или разрушающего напряжения. При спиральной оплетке вокруг относительно малого радиуса предшествующего провода или провода сердечника, данная нагрузка подвергает металлический провод пластической деформации. Недавно были предложены пригодные кабели, изготовленные с помощью композитных проводов, изготовленных из материалов, которые не подвержены немедленной пластической деформации в новую форму, и которые могут быть хрупкими.
Одним примером таких композитных тросов является композитный трос с металлической матрицей, содержащий композитные провода на армированной волокном металлической матрице. Такие композитные провода на металлической матрице привлекательны в силу их улучшенных механических характеристик относительно проводов из ковких металлов, но которые, главным образом, эластичны в их характеристиках растяжения. Также хорошо известны некоторые полимерно-композитные тросы, содержащие композитные провода с армированной волокном полимерной матрицей, например, полимерно-композитные тросы, содержащие композитные провода с армированной волокном полимерной матрицей, описанные в патентах США №№4,961,990; 5,126,167; 7,060,326; 7,093,416; 7,179,522; 7,438,971; 7,683,262 и международной публикации РСТ №WO97/00976.
Сущность изобретения
Вкратце, с одной стороны, в настоящем раскрытии описывается способ, состоящий из пропитки множества, в значительной степени, непрерывных волокон с полимерно-композитной матрицей, содержащей жидкий полимерный исходный материал, и множества частиц, имеющих срединный диаметр один микрометр или меньше (т.е. наночастиц), в значительной степени равномерно распределенных в полимерном исходном материале, вытягивание волокон, пропитанных полимерно-композитной матрицей через головку экструдера, как минимум, частично отвержденную в головке экструдера полимерно-композитную матрицу, для образования в значительной степени непрерывного термоусаживаемого полимерно-композитного волокна, и, как вариант, в значительной степени непрерывного термоусаживаемого полимерно-композитного волокна, окруженного коррозионностойкой оболочкой. В конкретных примерах вариантов, множество частиц является наночастицами, имеющими срединный диаметр не более 1000 нм, 900 нм, 800 нм, 750 нм, 700 нм, 600 нм, 500 нм, 400 нм, 300 нм, 250 нм, 200 нм, 100 нм, или даже 50 нм.
В некоторых примерах вариантов, множество частиц содержит химически активные поверхностно-модифицированные наночастицы, кроме этого содержащие ядро и химически активный поверхностно-модифицирующее вещество, связанное с ядром наночастицы. В конкретных примерах вариантов, множество частиц имеет срединный диаметр не более 1000 нм, 900 нм, 800 нм, 750 нм, 700 нм, 600 нм, 500 нм, 400 нм, 300 нм, 250 нм, 200 нм, 100 нм, или даже 50 нм. В некоторых конкретных вариантах, множество частиц содержит не более 40 массовых процентов полимерно-композитной матрицы.
В некоторых, приведенных выше примерах и вариантах, множество в значительной степени непрерывных волокон являются в значительной степени параллельными в направлении, взятом в значительной степени параллельно продольной оси в значительной степени непрерывного полимерно-композитного волокна. В некоторых конкретных вариантах, множество в значительной степени непрерывных волокон содержит множество поверхностей волокон, а множество частиц в значительной степени не контактирует с множеством поверхностей волокон. В некоторых, приведенных выше вариантах, коррозионностойкая оболочка содержит не менее одного радиационно отвержденного полимера, термоусаживаемого полимера, термопластичного полимера, имеющего температуру стеклования не менее 145°С, фторполимера, пленки или их комбинаций.
В других примерах осуществления любого из приведенного выше, отвержденный жидкий полимерный исходный материал, показывает температуру стеклования не менее 150°С. В некоторых примерах осуществления, отвержденный жидкий полимерный исходный материал содержит эпоксидную смолу, а множество частиц составляет от 0,5 до 40 массовых % от полимерно-композитной матрицы. В конкретных примерах осуществления, отвержденный жидкий полимерный исходный материал содержит смолу сложных виниловых эфиров, а множество частиц составляет от 0,5 до 40 массовых % от полимерно-композитной матрицы.
В других вариантах любого из указанного выше, как минимум частично отвержденная полимерно-композитная матрица в головке экструдера содержит отвердитель жидкого полимерного исходного материала. В дальнейших примерах осуществления, способ получения также включает вытягивание непрерывных волокон, пропитанных с матрицей через пресс для таблетирования и отжимание волокон. В конкретных примерах осуществления, способ получения также включает в себя дополнительное отверждение частично отвержденного жидкого полимерного исходного материала после, как минимум, частичного отверждения полимерно-композитной матрицы в головке экструдера для образования полимерно-композитного волокна. В некоторых конкретных примерах осуществления, тянущее усилие, необходимое для образования полимерно-композитного волокна конкретного состава при установленной скорости линии, снижается на, как минимум, 20% относительно тянущего усилия, необходимого при установленной скорости линии для получения композитного провода конкретного состава, но не имеющего множества частиц.
С другой стороны, в раскрытии описывается термоусаживаемый полимерно-композитный провод, производимый в соответствии с любым из предшествующих способов.
С еще одной стороны, в раскрытии описываются термоусаживаемые полимерно-композитные провода, состоящие из множества в значительной степени непрерывных волокон, внедренных в отвержденную полимерно-композитную матрицу, и образующих в значительной степени непрерывное волокно, отвержденная полимерно-композитную матрица, далее содержащий полимер, образованный путем отверждения полимерного исходного материала из жидкого состояния, и множество частиц, имеющих срединный диаметр один микрометр или меньше, в значительной степени равномерно распределенных по полимерно-композитной матрице, и, в качестве варианта, коррозионностойкая оболочка, окружающая в значительной степени непрерывное волокно.
В некоторых вариантах осуществления, множество частиц содержат поверхностно-модифицированные частицы, имеющие ядро наночастицы и химически активное поверхностно-модифицирующее вещество, связанное с ядром наночастицы, и вступившее в реакцию с полимером, отвержденным из жидкого состояния. В конкретных примерах вариантов, множество частиц имеет срединный диаметр не более 1000 нм, 900 нм, 800 нм, 750 нм, 700 нм, 600 нм, 500 нм, 400 нм, 300 нм, 250 нм, 200 нм, 100 нм, или даже 50 нм.
В некоторых, приведенных выше, вариантах термоусаживаемого полимерно-композитного провода, множество в значительной степени непрерывных волокон являются в значительной степени параллельными в направлении, взятом в значительной степени параллельно продольной оси в значительной степени непрерывного полимерно-композитного волокна. В некоторых конкретных вариантах, множество в значительной степени непрерывных волокон содержит множество поверхностей волокон, а множество частиц (т.е. наночастиц) в значительной степени не контактирует с множеством поверхностей волокон. В некоторых, приведенных выше вариантах, коррозионностойкая оболочка содержит не менее одного радиационно отвержденного полимера, термоусаживаемого полимера, термопластичного полимера, имеющего температуру стеклования не менее 145°С, фторполимера, пленки или их комбинаций.
В других примерах осуществления любого из приведенного выше термоусаживаемого полимерно-композитного провода, отвержденная полимерно-композитная матрица показывает температуру стеклования не менее 150°С. В дополнительных примерах осуществления любого из приведенного выше полимерно-композитного провода, полимер, образованный путем отверждения исходного вещества полимера из жидкого состояния, содержит не менее одной термоусаживаемой смолы, выбираемой из эпоксидной смолы, смолы сложных виниловых эфиров, полиимидной смолы, полиэфирной смолы, смолы циановокислого эфира, фенолоальдегидной смолы, бис-малеимидной смолы или их комбинаций. В некоторых примерах осуществления, полимер, образованный путем отверждения исходного вещества полимера из жидкого состояния, содержит ненасыщенную полиэфирную смолу.
В определенных, предпочтительных здесь примерах осуществления, отвержденная полимерно-композитная матрица содержит отвержденное (напр., сшитое) жидкое исходное вещество полимера. В определенных, предпочтительных здесь примерах осуществления, отвержденная полимерно-композитная матрица содержит эпоксидную смолу, отвержденную с помощью ангидрида. В некоторых, предпочтительных здесь примерах осуществления, отвержденная полимерно-композитная матрица показывает температуру стеклования не менее 150°С.
В некоторых, предпочтительных здесь примерах осуществления, отвержденное жидкое исходное вещество полимера показывает температуру стеклования не менее 150°С. В других конкретных примерах осуществления, отвержденный жидкий полимерный исходный материал содержит эпоксидную смолу, а множество частиц составляет от 0,5 до 40 массовых % от полимерно-композитной матрицы. В конкретных, предпочтительных здесь примерах осуществления, отвержденный жидкий полимерный исходный материал содержит смолу сложных виниловых эфиров, а множество частиц составляет от 0,5 до 40 массовых % от полимерно-композитной матрицы.
В дополнительных примерах осуществления любых указанных выше вариантов полимерно-композитного провода, множество композитных волокон содержит, как минимум, одно волокно, выбранное из группы, состоящей из арамидных волокон, стекловолокна, керамических волокон, металлических волокон, полимерных волокон, углеродных волокон или их комбинаций. В некоторых примерах осуществления, множество непрерывных волокон содержит не менее 66 объемных процентов в значительной степени непрерывного волокна.
В дополнительных примерах осуществления любых указанных выше вариантов полимерно-композитного провода, множество частиц содержит не менее одного поверхностно-модифицирующего вещества, связанного с поверхностью частиц. В некоторых примерах осуществления, множество частиц содержит частицы двуокиси кремния, частицы кальцита или их комбинации. В конкретных, предпочтительных здесь примерах осуществления, множество частиц содержащих частицы двуокиси кремния, дополнительно содержит не менее одного поверхностно-модифицирующего вещества, ковалентно связанного с поверхностью частиц двуокиси кремния. В других, предпочтительных здесь примерах осуществления, множество частиц содержащих частицы кальцита, дополнительно содержит поверхностно-модифицирующее вещество, имеющее ионную связь с поверхностью частиц кальцита.
В некоторых из указанных выше примеров осуществления, множество частиц предпочтительно имеет срединный диаметр не более 400 нм. В других примерах осуществления, множество частиц предпочтительно имеет срединный диаметр не более 250 нм. В определенных примерах осуществления, множество частиц предпочтительно имеет срединный диаметр не более 100 нм. В некоторых конкретных примерах осуществления, множество частиц показывает мультимодальное распределение диаметров частиц на количественной основе. В некоторых конкретных примерах осуществления, полимерно-композитная матрица дополнительно содержит множество частиц наполнителя, имеющих срединный диаметр не менее 1 микрометра.
В конкретных примерах осуществления, термоусаживаемый полимерно-композитный провод имеет диаметр сечения от около 1 мм до, примерно, 2,54 см.
С еще одной стороны, в настоящем раскрытии описывается термоусаживаемый полимерно-композитный кабель, содержащий, как минимум, один термоусаживаемый полимерно-композитный провод, описанный выше. В некоторых примерах осуществления, данный кабель является многожильным тросом, состоящим из сердцевинного провода, определяющего центральную продольную ось, первых нескольких проводов, скрученных вокруг сердцевинной жилы, и второго множества проводов, скрученных вокруг первых нескольких проводов.
В конкретных, предпочтительных здесь примерах осуществления, как минимум, первые нескольких проводов, или второе множество проводов, содержат не менее одного, описанного выше, термоусаживаемого полимерно-композитного провода. В некоторых, предпочтительных здесь примерах осуществления, сердцевинный провод является описанным выше термоусаживаемым полимерно-композитным проводом. В других, предпочтительных здесь примерах осуществления, каждый из сердцевинного провода, первых нескольких проводов, и второго множество проводов, выбираются, чтобы быть описанным выше термоусаживаемым полимерно-композитным проводом. В дополнительных, предпочтительных здесь примерах осуществления, каждый из множества проводов в кабеле является термоусаживаемым полимерно-композитным проводом.
С еще одной стороны, в настоящем раскрытии описывается спирально скрученный композитный кабель, состоящий из не менее одного описанного выше термоусаживаемого полимерно-композитного провода, спирально скрученный композитный кабель, имеющий сердцевинный провод, определяющий центральную продольную ось, первые нескольких проводов, спирально скрученных вокруг сердцевины в первом слое, направленном под первым углом укладки, определенном относительно центральной продольной оси, и имеющем длину первой укладки, и второе множество проводов, спирально скрученное вокруг первого множества композитных проводов в направлении второй укладки под вторым углом укладки, определенном относительно центральной продольной оси, и имеющем длину второй укладки.
В некоторых примерах осуществления указанного выше многожильного кабеля, сердцевинный провод выбирается из группы, состоящей из термоусаживаемого полимерно-композитного провода, термопластичного полимерно-композитного провода, композитного провода на металлической матрице, или провода из ковкого металла. В определенных примерах осуществления, как минимум один из первого множества проводов выбирается из группы, состоящей из термоусаживаемого полимерно-композитного провода, термопластичного полимерно-композитного провода, композитного провода на металлической матрице, или провода из ковкого металла. В некоторых конкретных примерах осуществления, как минимум один из второго множества проводов выбирается из группы, состоящей из термоусаживаемого полимерно-композитного провода, термопластичного полимерно-композитного провода, композитного провода на металлической матрице, или провода из ковкого металла.
В конкретных, предпочтительных здесь примерах осуществления, как минимум, первые нескольких проводов, или второе множество проводов, содержат не менее одного, описанного выше, термоусаживаемого полимерно-композитного провода. В определенных, предпочтительных здесь примерах осуществления, сердцевинный провод является описанным выше термоусаживаемым полимерно-композитным проводом. В других, предпочтительных здесь примерах осуществления, каждый из сердцевинного провода, первых нескольких проводов, и второго множества проводов, выбираются, чтобы быть описанным выше термоусаживаемым полимерно-композитным проводом. В дополнительных, предпочтительных здесь примерах осуществления, каждый из множества проводов в кабеле является термоусаживаемым полимерно-композитным проводом.
В некоторых, конкретных примерах осуществления, каждый провод имеет сечение в направлении, в значительной степени обычном к центральной продольной оси, а форма поперечного сечения каждого провода выбирается из группы, состоящей из круглого, эллиптического и трапециевидного сечений. В некоторых, конкретных примерах осуществления вариантов многожильного троса, форма поперечного сечения каждого провода является круглой, а диаметр каждого провода от, около 1 мм до, около 2,54 см. В дополнительных примерах осуществления вариантов многожильного троса, каждый из первого множества композитных проводов и второго множества композитных проводов имеет коэффициент укладки от 10 до 150. В некоторых, предпочтительных здесь примерах осуществления, направление первой укладки аналогично направлению второй укладки. В определенных, предпочтительных здесь примерах осуществления, относительная разность между углом первой укладки и углом второй укладки превышает 0°, и не превышает примерно 4°.
В дополнительных примерах осуществления вариантов многожильного троса, многожильный трос дополнительно содержит третье множество скрученных композитных проводов, предпочтительнее, скрученных спирально вокруг второго множества композитных проводов в направлении третьей укладки, под углом, определенным относительно центральной продольной оси, и имеющим длину третьей укладки. В некоторых примерах осуществления, каждый из третьего множества композитных проводов имеет коэффициент укладки от 10 до 150. В некоторых, предпочтительных здесь примерах осуществления, направление третьей укладки аналогично направлению второй укладки. В некоторых, предпочтительных здесь примерах осуществления, относительная разность между углом третьей укладки и углом второй укладки превышает 0°, и не превышает примерно 4°.
В дополнительных примерах осуществления вариантов многожильного троса, многожильный трос дополнительно содержит четвертое множество скрученных композитных проводов, предпочтительнее, скрученных спирально вокруг третьего множества композитных проводов в направлении четвертой укладки, под углом, определенным относительно центральной продольной оси, и имеющим длину четвертой укладки. В некоторых примерах осуществления, каждый из четвертого множества композитных проводов имеет коэффициент укладки от 10 до 150. В определенных, предпочтительных здесь примерах осуществления, направление четвертой укладки аналогично направлению третьей укладки. В некоторых конкретных, предпочтительных здесь примерах осуществления, относительная разность между углом четвертой укладки и углом третьей укладки превышает 0°, и не превышает примерно 4°.
В любом из указанных выше примерах осуществления троса, множество непрерывных волокон содержит, как минимум, одно волокно, выбранное из металлических волокон, полимерных волокон, углеродных волокон, керамических волокон, стекловолокна, или их комбинаций. В некоторых примерах осуществления, как минимум одно волокно содержит титан, вольфрам, бор, сплав с эффектом памяти формы, углерод, графит, карбид кремния, арамид, поли (п-фенилен-2,6-бензобисоксазол, или их комбинации. В некоторых конкретных примерах осуществления, как минимум одно волокно содержит керамическое волокно, выбранное из карбида кремния, окиси алюминия или кремнекислого алюминия. В определенных примерах осуществления, полимерно-композитная матрица содержит (со)полимер, выбранный их группы, включающей в себя эпоксидную, эфирную, виниловую эфирную, полиимидную, полиэфирную, циановокислую эфирную и фенольную смолы, бис-малеимидную смолу, или их комбинации.
В некоторых конкретных примерах осуществления указанного выше многожильного троса, как минимум один из композитных проводов является композитным проводом на металлической матрице, армированной волокном, содержащим в металлической матрице, дополнительно, как минимум одно непрерывное волокно, в котором, опционально, не менее части композитных проводов окружают не менее одного композитного провода на армированной волокном металлической матрице. В определенных примерах осуществления, как минимум одно непрерывное волокно содержит материал, выбираемый из группы, в которую входят керамика, стекло, углерод, карбид кремния, бор, железо, сталь, сплавы на железной основе, вольфрам, титан, сплав с эффектом памяти формы, и их комбинации. В некоторых конкретных примерах осуществления, металлическая матрица состоит из алюминия, цинка, олова, магния, их сплавов или комбинаций. В определенных, предпочтительных здесь примерах осуществления, металлическая матрица состоит из алюминия, а, как минимум, одно из непрерывных волокон состоит из керамического волокна. В некоторых, предпочтительных здесь примерах осуществления, керамическое волокно состоит из поликристаллического a-Al2O3.
В любом из указанных выше примерах осуществления многожильного троса, многожильный трос дополнительно состоит из множества проводов из ковкого металла, скрученного вокруг сердцевинного провода, определяющего центральную продольную ось. В некоторых примерах осуществления, не менее части множества проводов из ковкого металла спирально скручено в направлении первой укладки. В определенных примерах осуществления, не менее части множества проводов из ковкого металла спирально скручено в направлении второй укладки, противоположном направлению первой укладки. В некоторых конкретных примерах осуществления, множество проводов из ковкого металла скручено вокруг сердцевинного провода, определяющего центральную продольную ось, в множестве радиальных слоев, окружающих сердцевинные провода. В определенных конкретных примерах осуществления, каждый радиальный слой скручен в укладке, противоположной укладке соседнего радиального слоя.
В других примерах вариантов осуществления указанного выше многожильного кабеля, каждый провод из ковкого металла может быть выбран с сечением в направлении, в значительной степени обычном к центральной продольной оси, и где форма поперечного сечения каждого эластичного провода выбирается из группы, в которую входят круглое, эллиптическое, трапецевидное сечения, а также сечения форм S и Z. В некоторых примерах осуществления, множество проводов из эластичных металлов включает в себя, как минимум, один металл, выбираемый из группы, в которую входят железо, сталь, цирконий, медь, олово, кадмий, алюминий, марганец, цинк, кобальт, никель, хром, титан, вольфрам, ванадий, их сплавы друг с другом, их сплавы с другими металлами, их сплавы с кремнием, и их комбинации.
В дополнительных примерах осуществления многожильного кабеля, относительная разность между углом первой укладки и углом второй укладки выбирается превышающей 0°, и не превышающей примерно 4°. В некоторых примерах осуществления, относительная разность между углом первой укладки и углом второй укладки не превышает 0,5°. В определенных примерах осуществления, длина первой укладки равна длине второй укладки.
В дополнительной разновидности, в настоящем раскрытии описывается кабель, имеющий сердцевину и проводящий слой вокруг сердцевины, при этом, сердцевина состоит из указанных выше многожильных кабелей. В некоторых примерах осуществления, проводящий слой состоит из множества скрученных проводников.
В еще одной разновидности, в настоящем раскрытии описывается указанный кабель, используемый для передачи электроэнергии. В некоторых примерах осуществления, кабель выбирается из группы, состоящей из кабеля для воздушных линий электропередачи, кабеля для подземных линий электропередачи и кабеля для подводных линий электропередачи. В определенных примерах осуществления, кабель является кабелем для подводных линий электропередачи, выбираемым из подводного троса или гибкого подводного кабеля.
В заключительной разновидности, в настоящем раскрытии описывается способ производства многожильного термоусаживаемого полимерно-композитного кабеля с использованием не менее одного указанного выше термоусаживаемого полимерно-композитного провода, дополнительно объединенного с любым указанным выше не термоусаживаемым полимерно-композитным проводом. Данный способ состоит из спиральной скрутки первого множества проводов вокруг сердцевинного провода, определяющего центральную продольную ось, при этом, спиральная скрутка первого множества проводов осуществляется в направлении первой укладки под углом первой укладки, определенном относительно центральной продольной оси, и спиральной скрутки второго множества проводов вокруг первого множества проводов, при этом, спиральная скрутка второго множества проводов осуществляется в направлении первой укладки под углом второй укладки, определенном относительно центральной продольной оси. Как минимум один сердцевинный провод, первое множество проводов или второе множество проводов состоит из не менее одного термоусаживаемого полимерно-композитного провода.
В определенных примерах осуществления, первое множество проводов и/или второе множество проводов включает в себя множество термоусаживаемых полимерно-композитных проводов. В таких примерах осуществления, способ производства опционально включает в себя нагрев спирально скрученных первого и второго множества проводов до температуры, достаточной для удержания спирально скрученных проводов в спирально скрученном состоянии при охлаждении до 25°С. В качестве опции, данный способ включает в себя заключение первого и второго множества проводов в коррозионностойкую оболочку.
В некоторых примерах осуществления способа производства многожильного кабеля с использованием любого из описанных выше полимерно-композитных проводов, множество частиц состоит из поверхностно-модифицированных частиц, далее содержащих ядро наночастицы и поверхностно-модифицирующее вещество, связанное с ядром наночастицы и вступившее в реакцию с полимером, отвержденным из жидкого состояния. В других примерах осуществления способа производства многожильного кабеля с использованием любого из описанных выше полимерно-композитных проводов, относительная разность между углом первой укладки и углом второй укладки превышает 0°, и не превышает примерно 4°. В определенных примерах осуществления, способ производства многожильного кабеля с использованием любого из описанных выше полимерно-композитных проводов включает еще скручивание множества эластичных металлических проводов вокруг сердцевинного провода, определяющего центральную продольную ось.
В примерах осуществления настоящего раскрытия получены различные неожиданные результаты и преимущества. В некоторых примерах осуществления, включение множества частиц, имеющих срединный диаметр в один микрометр или менее, в значительной степени равномерно распределенных по полимерно-композитной матрице, позволяет достигнуть более высокую объемную степень загрузки углеродного волокна в армированный волокном полимерно-композитный провод, увеличивая этим предел прочности на сжатие, модуль упругости при сдвиге, жесткость и устойчивость проволоки против провисания. Включение множества частиц, имеющих срединный диаметр в один микрометр или менее, в значительной степени равномерно распределенных по полимерно-композитной матрице, также показало снижение коэффициента теплового расширения (КТР) и сжатия во время отверждения.
Например, по сравнению с контрольным экземпляром без включения частиц, для армированного волокном отвержденного полимерного композита, включающего множество частиц, имеющих срединный диаметр в 500 нм и менее, в значительной степени равномерно распределенных по полимерно-композитной матрице было получено 25% снижение КТР и 37% снижение линейного сжатия. Такие полимерно-композитные провода, армированные углеродным волокном, особенно привлекательны для использования в кабелях воздушных линий электропередачи. В дополнение, армированные углеродным волокном полимерно-композитные провода могут, в некоторых случаях, быть изготовлены с меньшими затратами, чем обычные композитные провода на металлической матрице, армированные керамическим волокном.
Более того, в определенных примерах осуществления, включение наночастиц в термоусаживаемые полимерно-композитные провода, увеличивает одно или оба предела, прочности на изгиб и прочности на сгибание, полимерно-композитного провода, и, в некоторых примерах осуществления, одно или оба предела, прочности на изгиб и прочности на сгибание, композитного кабеля, имеющего такой полимерно-композитный провод. Это не только улучшает рабочие характеристики провода и/или кабеля, но предоставляет существенные преимущества при обращении, транспортировке и монтаже термоусаживаемых полимерно-композитных проводов и композитных кабелей, имеющих такие полимерно-композитные провода.
Кроме этого, в некоторых примерах осуществления, полимерная матрица композитного ядра смешана из уникальной комбинации эпоксидной смолы с высокой температурой стеклования и отверждающего вещества, что делает полимерную матрицу более стабильной при высоких температурах (напр., до 280°С). Кроме этого, в некоторых примерах осуществления, использование эпоксидных смол с высокой температурой стеклования (напр., Tg в 240°С, 250°С, 260°С, или даже с более высоким показателем Tg) в полимерно-композитной матрице, может уникально предоставить улучшенные высокотемпературные рабочие характеристики по сравнению с обычными, термопластичными полимерно-композитными проводами, хорошо известными специалистам. Некоторые уникальные высокотемпературные рабочие характеристики идеально подходят для применения в электропередаче высокого напряжения.
В других вариантах осуществления, множество частиц содержат поверхностно-модифицированные частицы, имеющие еще ядро наночастицы и химически активное поверхностно-модифицирующее вещество, связанное с ядром наночастицы, и вступившее в реакцию с полимером, отвержденным из жидкого состояния. Данные химически обработанные частицы особенно хорошо распределяются в жидких исходных полимерных материалах матрицы эпоксидной смолы, и, как правило, требуют меньших пултрузионных усилий для вытягивания волокон через головку экструдера во время процесса производства композитного провода. Этим облегчается производства термоусаживаемых полимерно-композитных проводов с высокой загрузкой волокон, что весьма желательно для улучшения прочности и механических свойств композитных проводов. По сравнению с системой смолы без наночастиц, это также может облегчить производство композитных проводов с наночастицами при высоких скоростях пултрузионной линии, или с меньшими пултрузионными усилиями.
Так, в некоторых вариантах осуществления, тянущее усилие, необходимое для образования термоусаживаемого полимерно-композитного провода, снижается не менее чем на 30% по сравнению с тянущим усилием, необходимым для образования аналогичного, армированного волокнами полимерного композита при аналогичных условиях, но без множества частиц, имеющих срединный диаметр в один микрометр или менее, в значительной степени равномерно распределенных по жидкому полимерному исходному материалу. В некоторых вариантах осуществления, тянущее усилие, необходимое для образования армированного волокнами полимерного композита при скорости линии на 20% превышающей базовую скорость лини, меньшее, чем тянущее усилие, необходимое для образования аналогичного армированного волокнами полимерного композита при базовой скорости линии, и не имеющего множества частиц, со срединным диаметром в один микрометр или менее, в значительной степени равномерно распределенных по жидкому полимерному исходному материалу.
Были обобщены различные аспекты и преимущества вариантов осуществления настоящего раскрытия. Приведенные выше Сводные данные не предназначены для описания каждого показанного варианта осуществления, или каждого применения приведенных определенных вариантов осуществления настоящего раскрытия. В последующих Чертежах и Подробном описании приведены более конкретные примеры предпочтительных вариантов осуществления с помощью принципов, раскрытых в настоящем документе.
Краткое описание чертежей
На Фиг.1А приводится фронтальное перспективное изображение типичного термоусаживаемого полимерно-композитного провода из настоящего раскрытия.
На Фиг.1В приводится фронтальное перспективное изображение типичного многожильного термоусаживаемого полимерно-композитного кабеля, имеющего в своем составе термоусаживаемые полимерно-композитные провода в соответствии с определенными вариантами осуществления настоящего раскрытия.
На Фиг.1C приводится фронтальное перспективное изображение типичного многожильного термоусаживаемого полимерно-композитного кабеля, имеющего в своем составе термоусаживаемые полимерно-композитные провода в соответствии с другими определенными вариантами осуществления настоящего раскрытия.
На Фиг.2A-2I приводятся поперечные боковые проекции различных типичных многожильных термоусаживаемых полимерно-композитных кабелей, имеющих в составе термоусаживаемые полимерно-композитные провода в соответствии с определенными вариантами осуществления настоящего раскрытия.
На Фиг.3А-3В приводятся поперечные боковые проекции различных типичных многожильных термоусаживаемых полимерно-композитных кабелей, имеющих в составе термоусаживаемые полимерно-композитные провода и опциональные провода из эластичных металлов, в соответствии с определенными вариантами осуществления настоящего раскрытия.
На Фиг.4А показан типичный пултрузионный процесс, используемый в формовании термоусаживаемых полимерно-композитных проводов в соответствии с определенными вариантами осуществления настоящего раскрытия.
На Фиг.4В показан типичный процесс скручивания провода, используемый при формовании спирально скрученных термоусаживаемых полимерно-композитных проводов и опциональных проводов из эластичных металлов, в соответствии с определенными вариантами осуществления настоящего раскрытия.
На Фиг.5А показано изображение полученного с помощью Сканирующего Электронного Микроскопа (СЭМ) снимка типичного одноосноориентированного термоусаживаемого полимерно-композитного бруска, содержащего множество частиц, имеющих срединный диаметр в один микрометр или меньше, в значительной степени равномерно распределенных по полимерно-композитной матрице.
На Фиг.5 В приведено более крупное увеличение снимка типичного одноосноориентированного термоусаживаемого полимерно-композитного бруска из Фиг.5А, полученного с помощью СЭМ.
На Фиг.5С показано изображение полученного с помощью СЭМ снимка еще одного типичного одноосноориентированного термоусаживаемого полимерно-композитного бруска, содержащего множество частиц, имеющих срединный диаметр в один микрометр или меньше, в значительной степени равномерно распределенных по полимерно-композитной матрице.
На Фиг.5D приведено более крупное увеличение снимка типичного одноосноориентированного термоусаживаемого полимерно-композитного бруска из Фиг.5С, полученного с помощью СЭМ.
Одинаковые цифры на чертежах соответствуют одинаковым элементам. Чертежи в настоящем документе нарисованы не в масштабе, и на чертежах, размеры компонентов термоусаживаемых полимерно-композитных проводов и кабелей приведены для выделения выбранных свойств.
Подробное описание
Глоссарий
В настоящем раскрытии и заявках использованы определенные термины, которые, несмотря на то, что большая их часть широко известна, могут потребовать небольшого объяснения. Следует понимать, что, как использовано в данной заявке:
Термин «наночастица» означает частицу (или множество частиц), имеющуюю срединный диаметр в один микрометр (1000 нм) или меньше, более предпочтительнее, 900 нм или меньше, даже более предпочтительнее 800 нм или меньше, 750 нм или меньше, 700 нм или меньше, 600 нм или меньше, 500 нм или меньше, 400 нм или меньше, 300 нм или меньше, 250 нм или меньше, 200 нм или меньше, 150 нм или меньше, 100 нм или меньше, 75 нм или меньше, или даже 50 нм или меньше.
Термин «ядро наночастицы» означает внутреннюю твердую часть поверхностно модифицированной наночастицы, внешней поверхности которой придана функциональность.
Термин «агломерированные» является описанием слабой связи первичных частиц, обычно удерживаемых вместе их зарядом или полярностью. Агломерированные наночастицы могут, обычно, быть разбиты на меньшие структуры путем, например, усилиями сдвига, возникающими во время дисперсии агломерированных наночастиц в жидкости.
Термины «соединенные» или «соединения» являются описанием сильной связи первичных частиц, часто связанных вместе с помощью, например, остаточной химической обработки, ковалентных химических связей, или ионных химических связей. Дальнейшее разрушение соединений на меньшие структуры очень труднодостижимо. Соединенные наночастицы, как правило, не разбиваются на меньшие структуры путем, например, усилий сдвига, возникающих во время дисперсии агломерированных частиц в жидкости.
Термин «(со)полимер» означает гомополимер или сополимер.
Термин «(мет)акрилат» означает акрилатное- или метакрилатное соединение, содержащее функциональную группу.
Термин «термоусаживаемый полимер» означает (со)полимер, способный во время проходящей химической реакции (напр., полимеризации), необратимо отвердиться под воздействием тепла или подходящего актинического излучения (напр., под воздействием излучения ультрафиолетового света, видимого света, инфракрасного света и/или луча электронов (электронный луч)), образуя этим не расплавляющуюся, нерастворимую, предпочтительнее сшитую твердую или полутвердую (со)полимерную матрицу.
Термины «жидкое исходное вещество полимера», «неотвержденное жидкое исходное вещество полимера», «термоусаживаемое жидкое исходное вещество полимера» или «жидкий полимерный материал», совместно относятся к химически активным термоусаживаемым смолам и любым опциональным химически активным разбавителям (напр., мономерам, олигомерам, преполимерам и им подобным), которые изначально присутствуют в вязком или вязкоэластичном жидком состоянии, и которые способны к химическому взаимодействию (напр., отверждению, полимеризации, сшиванию и т.п.) для образования (со)полимерной матрицы.
Все термины «система жидкого исходного вещества полимера», «система жидкого полимера» или «термоусаживаемый жидкий полимерный материал», относятся к комбинации наночастиц (которые могут быть поверхностно модифицированными), жидкого исходного вещества полимера и любых дополнительных компонентов, например, растворителей, дисперсантов, отвердителей, вулканизаторов, катализаторов, ускорителей, сшивающих агентов, добавок, повышающая ударную прочность и заполнителей (напр., глина).
Термин «термоусаживаемый» относится к системе жидкого исходного вещества полимера, как минимум частично прошедшей процесс необратимого отверждения для изменения формы от расплавляющегося, растворимого продукта до высокопрочной, предпочтительнее сшитой, твердой или полутвердой формы, которая не может быть немедленно формована путем литья.
Термин «керамика» означает стекло, кристаллическую керамику, стеклокерамику и их комбинации.
Термин «поликристаллический» означает материал, преимущественно имеющий множество кристаллических зерен, где размер зерен меньше диметра волокна, в котором присутствуют данные зерна.
Термин «сгиб» или «сгибание», когда используется в отношении деформации провода, включает в себя двухмерную и/или трехмерную деформацию сгиба, такую как спиральное сгибание провода во время скручивания. Когда термин используется в отношении провода, имеющего деформацию сгиба, он не исключает возможность того, что провод также имеет деформацию, возникшую в результате действия усилий растяжения и/или усилия скручивания.
Деформация «значительного эластичного сгиба» означает деформацию сгиба, возникающую, когда провод сгибается на радиус искривления до 10000 раз от радиуса провода. При приложении к проводу круглого сечения, данная деформация значительного эластичного сгиба придаст напряжение внешнему волокну провода размером не менее 0,01%.
Термин «эластичный», когда используется по отношению к деформации провода, означает, во время сгиба или под усилием растяжения, что провод подвергнется значительной пластической деформации без разрыва или разлома.
Термин «хрупкий», когда используется по отношению к деформации провода, означает, что провод разорвется во время сгиба или под усилием растяжения с минимальной пластической деформацией.
Термин «провод» относится к веществу (напр., металлу, в случае провода из эластичного металла), формованному в одно волокно или жилу.
Термин «композитный провод» относится к проводу, формованному из комбинации материалов, различных по составу или форме, в которой они связаны вместе.
Термин «полимерно-композитный провод» относится к композитному проводу, состоящему из одного или нескольких армирующих материалов, связанных в матрицу, включающую одну или несколько (со)полимерных фаз, которые могут состоять из термоусаживаемых (со)полимеров, или термопластичных (со)полимеров с высокой температурой стеклования.
Термин «термопластичный полимерно-композитный провод» относится к композитному проводу, состоящему из одного или нескольких армированных волокнами материалов, связанных в матрицу, содержащую одну или несколько термопластичных (со)полимерных фаз, и которая показывает эластичные характеристики.
Термин «термоусаживаемый полимерно-композитный провод» относится к композитному проводу, состоящему из одного или нескольких армированных волокнами материалов, связанных в отвержденную матрицу, полученную из системы термоусаживаемого жидкого исходного вещества (со)полимера, содержащей наночастицы, в значительной степени равномерно распределенные в неотвержденной системе жидкого исходного вещества полимера.
Термин «керамический полимерно-композитный провод» относится к композитному проводу, состоящему из одного или нескольких армированных керамическими волокнами материалов, связанных в матрицу, содержащую одну или несколько (со)полимерных фаз.
Термин «металлический полимерно-композитный провод» относится к композитному проводу, состоящему из одного или нескольких армированных волокнами материалов, связанных в матрицу, содержащую одну или несколько металлических фаз, и которые показывают не эластичные характеристики, и являются хрупкими.
Термины «изготовление кабеля» и «скручивание» используются взаимозаменяемо, как и «собранный в кабель» и «скрученный».
Термин «укладка» описывает способ, которым провода скручены в многожильный слой спирально изготовленного кабеля, намотка в спираль.
Термин «направление укладки» относится к направлению скручивания жил провода в спирально скрученный слой. Для определения направления укладки спирально скрученного слоя, наблюдатель смотрит на поверхность спирально скрученного слоя провода, когда кабель направлен в противоположную от наблюдателя сторону. Если жилы провода кажутся повернутыми в направлении по часовой стрелке, по мере продвижения скручивания от наблюдателя, то кабель называется имеющим «правостороннюю укладку». Если жилы провода кажутся повернутыми в направлении против часовой стрелки, по мере продвижения скручивания от наблюдателя, то кабель называется имеющим «левостороннюю укладку».
Термины «центральная ось» и «центральная продольная ось» используются взаимозаменяемо для обозначения общей продольной оси, расположенной радиально в центре многослойного спирально скрученного кабеля.
Термин «угол укладки» относится к углу, образованном спирально скрученным проводом, относительно центральной продольной оси спирально скрученного кабеля.
Термин «угол пересечения» означает относительную 9абсолютную) разность между углами укладки соседних слоев провода спирально скрученного троса.
Термин «длина укладки» относится к длине спирально скрученного кабеля, в которую один провод в спирально скрученном слое завершает один полный спиральный оборот вокруг центральной продольной оси спирально скрученного кабеля.
Термин «непрерывное волокно» означает волокно, имеющее длину, которая относительно бесконечна при сравнении со средним диаметром волокна. Как правило, это означает, что волокно имеет коэффициент пропорциональности (т.е., отношение длины волокна к среднему диаметру волокна) не менее 1×105 (в некоторых вариантах осуществления не менее 1×106, или даже не менее 1×107). Как правило, такие волокна имеют длину по заказу от, не менее, около 15 см до, не менее, нескольких метров, и даже могут иметь длины по заказу в километры или больше.
Сейчас, различные типичные варианты осуществления настоящего раскрытия будут описываться с конкретными ссылками на Чертежи. Типичные варианты осуществления настоящего раскрытия могут принимать различные модификации и изменения без отклонения от духа и буквы настоящего изобретения. Соответствующим образом, должно пониматься, что варианты осуществления настоящего раскрытия не будут ограничиваться следующими описанными типичными вариантами осуществления, но будут контролироваться ограничениями, указанными в заявках и любыми их эквивалентами.
Термоусаживаемые полимерно-композитные провода
В одном варианте осуществления термоусаживаемого полимерно-композитного провода, настоящее раскрытие описывает термоусаживаемый полимерно-композитный провод, содержащий множество, в значительной степени, непрерывных волокон, внедренных в отвержденную полимерно-композитную матрицу, и образующих, в значительной степени, непрерывное волокно. Отвержденная полимерно-композитную матрица далее содержит полимер, образованный путем отверждения полимерного исходного материала из жидкого состояния, и множество частиц, имеющих срединный диаметр один микрометр или меньше (т.е., наночастиц), в значительной степени равномерно распределенных по полимерно-композитной матрице, и, в качестве варианта, коррозионностойкую оболочку (описанную далее), окружающую в значительной степени непрерывное волокно.
В некоторых типичных вариантах осуществления такого термоусаживаемого полимерно-композитного провода, множество частиц содержит поверхностно-модифицированные частицы, имеющие, дополнительно, ядро наночастицы и химически активное поверхностно-модифицирующее вещество, связанное с ядром наночастицы, и, в процессе отверждения, вступившее в реакцию с жидким полимерным исходным материалом.
В определенных, приведенных выше, вариантах осуществления термоусаживаемого полимерно-композитного провода, множество в значительной степени непрерывных волокон являются, в значительной степени, параллельными в направлении, взятом, в значительной степени, параллельно продольной оси в значительной степени непрерывного термоусаживаемого полимерно-композитного провода. В некоторых конкретных вариантах осуществления, множество в значительной степени непрерывных волокон содержит дополнительно множество поверхностей волокон, а множество частиц в значительной степени не контактирует с множеством поверхностей волокон.
Несмотря на то, что настоящее раскрытие может быть воплощено на практике с любым пригодным термоусаживаемым полимерно-композитным проводом, в определенных вариантах осуществления, каждый из термоусаживаемых полимерно-композитных проводов выбирается из армированных волокном термоусаживаемых полимерно-композитных проводов, имеющих, в термоусаживаемой полимерной матрице, как минимум, один непрерывный волоконный трос, или непрерывное монофиламентное волокно. В некоторых вариантах осуществления, не менее 85% (в некоторых вариантах осуществления не менее 90%, или даже не менее 95%) от количества волокон в термоусаживаемых полимерно-композитных проводах являются непрерывными. В некоторых, предпочтительных здесь примерах осуществления, термоусаживаемые полимерно-композитные провода содержат жилы, предпочтительнее имеющие напряжение при растяжении на разрыв не менее 0,4%, более предпочтительнее - не менее 0,7%.
Обратившись сейчас к чертежам, типичный термоусаживаемый полимерно-композитный провод 2 показан на Фиг.1А. Полимерно-композитный провод 2 содержит волокна 1 и отвержденный жидкий полимерный исходный материал 5, содержащий хорошо диспергированные (т.е., в значительной степени не агломерированные) наночастицы 3. Как правило, все волокна 1 выровнены в направлении длины провода. В дополнение к типичному круглому сечению, показанному на Фиг.1А (т.е., цилиндрическому кабелю), с помощью подходящей конструкции головки экструдера может быть изготовлено любое известное или желаемое сечение, как это будет описано ниже.
Полимерно-композитная матрица
В некоторых конкретных вариантах осуществления, полимерно-композитная матрица термоусаживаемого полимерно-композитного провода содержит высокотемпературный термоусаживаемый (со)полимер, выбираемый из эпоксидной смолы, смолы виниловых эфиров, полиимидной смолы, полиэфирной смолы, смолы циановокислого эфира, фенольной смолы, бис-малеимидной смолы, (мет)акрилатной смолы, или их комбинаций. Предпочтительные здесь высокотемпературные термоусаживаемые (со)полимеры включают в себя эпоксидные смолы с высокой температурой стеклования (Tg), например, эпоксидные смолы с Tg не менее около 250°С, 255°С, 260°С, или еще более высокой температурой Tg. В некоторых, предпочтительных здесь примерах осуществления, (утвержденная полимерно-композитная матрица содержит эпоксидную смолу, отвержденную с помощью ангидрида.
Другими материалами, которые, в качестве варианта, могут быть включены в полимерно-композитную матрицу, являются жидкие полимеры эпихлоргидрина с концевыми гидроксигруппами (напр., НТЕ, поставляемый компанией BF Goodrich Company, Avon Lake, ОН), а также другие высокотемпературные полимеры, такие как полифениленсульфид (PPS), жидкие кристаллические полимеры (LCP), и полиимиды (Р1).
В определенных вариантах осуществления, полимерно-композитная матрица термоусаживаемого полимерно-композитного провода и/или опциональной коррозионностойкой оболочки, может, в виде варианта, содержать термопластичный (со)полимер, выбранный из (мет)акрилатной, полиэфирной смол, смолы циановокислого эфира, полиэфирэфир кетона (PEEK), и их комбинаций. Предпочтительнее использование высокотемпературного (т.е., с высоким показателем Tg) термопластичного (со)полимера, например, термопластичный (со)полимер, имеющий показатель Tg не менее 140°С, 145°С, 150°С, или даже более высокий показатель Tg. Одним из подходящих высокотемпературных термопластичных (со)полимеров является PEEK, имеющий показатель Tg около 145°С.
В некоторых вариантах осуществления, полимерно-композитная матрица может дополнительно содержать один или несколько термопластичных фторполимеров. Подходящие термопластичные фторполимеры включают в себя перфторалкоксильные сополимеры (ПФА), фторсодержащий сополимер этиленпропилена (ФЭП), политетрафторэтилен (ПТФЭ), этилентетрафторэтилен (ЭТС), этиленовый хлортрифторэтиленполимер (ECTFE), гомополимер и сополимер поливинилиденфторида (ПВДФ), поливинилфторид (ПВФ), полимер тетрафторэтилена (ТФВ).
Подходящими термопластичными фторполимерами могут быть фторполимеры, поставляемые под торговыми марками DYNEON THV FLUOROPLASTICS, DYNEON ETFE FLUOROPLASTICS, DYNEON FEP FLUOROPLASTICS, DYNEON PFA FLUOROPLASTICS, and DYNEON PVDF FLUOROPLASTICS (все они поставляются компанией 3М Company, St. Paul, MN).
Жидкие полимерные исходные материалы
В дополнительных вариантах осуществления, полимерно-композитная матрица получается путем отверждения системы жидкого полимерного исходного материала, состоящей из множества наночастиц в жидком полимерном исходном материале. Отвержденная система жидкого полимерного исходного материала образует, как минимум, частично твердую полимерно-композитную матрицу. В определенных, предпочтительных здесь примерах осуществления, отвержденная полимерно-композитная матрица содержит сшитое жидкое исходное вещество полимера.
Как правило, для воплощения различных примеров осуществления настоящего раскрытия, может использоваться любой известный жидкий полимерный исходный материал. В определенных, предпочтительных здесь примерах осуществления, предпочитается отверждаемый жидкий полимерный исходный материал. Как правило, может использоваться любой отверждаемый жидкий полимерный исходный материал, совместимый с процессом пултрузии, включая, напр., эпоксидные отверждаемые жидкие полимерные исходные материалы, ненасыщенные полиэфирные жидкие полимерные исходные материалы, и жидкие полимерные исходные материалы на основе виниловых эфиров. В некоторых типичных примерах осуществления, жидкий полимерный исходный материал показывает температуру стеклования не менее около 150°С, более предпочтительно, не менее около 160°С, 170°С, 180°С, 190°С, 200°С, 210°С, 220°С, 230°С, или даже 240°С.
Таким образом, в некоторых типичных примерах осуществления, полимер, образованный отверждением жидкого полимерного исходного материала из жидкого состояния, состоит из, как минимум, одной эпоксидной смолы, смолы сложных виниловых эфиров, полиимидной смолы, полиэфирной смолы, смолы циановокислого эфира, фенолоальдегидной смолы, бис-малеимидной смолы, (мет)акрилатной смолы, или их комбинаций. В определенных типичных примерах осуществления, полимер, образованный путем отверждения исходного вещества полимера из жидкого состояния, содержит ненасыщенную полиэфирную смолу. В других типичных примерах осуществления, отвержденный жидкий полимерный исходный материал содержит смолу сложных виниловых эфиров, а множество частиц составляет от 5 до 40 массовых % от полимерно-композитной матрицы.
В определенных, предпочтительных здесь примерах осуществления, отвержденный жидкий полимерный исходный материал содержит эпоксидную смолу. В некоторых, особенно предпочтительных здесь примерах осуществления, отвержденный жидкий полимерный исходный материал содержит эпоксидную смолу, а множество частиц составляет от 0,5 до 40 массовых % от полимерно-композитной матрицы. Жидкие полимерные исходные материалы с эпоксидной смолой хорошо известны специалистам, и содержат соединения или смеси, которые содержат одну или несколько эпоксидных групп. Соединения могут быть насыщенными или ненасыщенными, алифатическими, алициклическими, ароматическими или гетероциклическими, или могут содержать их комбинации. В некоторых примерах осуществления предпочитаются соединения, содержащие более одной эпоксидных групп (т.е., полиэпоксиды).
Используемые полиэпоксиды включают в себя, например, как алифатические, так и ароматические полиэпоксиды. Ароматические полиэпоксиды могут быть предпочтительными для некоторых высокотемпературных областей применения, а алифатические полиэпоксиды, в силу низкого содержания в них хлоридов, могут быть предпочтительными для некоторых областей применения передачи электроэнергии. Ароматические полиэпоксиды являются соединениями, содержащими не менее одной ароматической кольцевой структуры, напр., бензольного кольца, и более одной эпоксидной группы. Типичные ароматические полиэпоксиды включают в себя полиглицидиловые эфиры многоатомных фенолов (напр., жидкие полимерные исходные материалы, производные Бисфенола А, эпокси крезол-новолак, жидкие полимерные исходные материалы, жидкие полимерные исходные материалы, производные Бисфенола F, эпокси крезол-новолак, жидкие полимерные исходные материалы), глицидиловые эфиры ароматических карбоновых кислот, и глицидиловые амины ароматических аминов. Типичные эпоксидные жидкие полимерные исходные материалы включают в себя материалы на основе Бисфенола А и Бисфенола F, напр., некоторые из имеющихся под торговой маркой EPON™ от компании Hexion Specialty Chemicals, Inc., Хьюстон, Техас.
Здесь особенно предпочтительны исходные материалы на основе эпоксидной смолы, включающие в себя эпоксидные смолы с низкой вязкостью и высокой температурой стеклования (Tg). Могут использоваться такие как Lindoxy 190 (3,4-эпоксициклогекси метил 3,4-эпоксициклогексан карбоксилат) вместе с Lindride LS-252V (метиловый надикангидрид). Также могут использоваться смеси Lindride 252V и Lindride 25K (метиловый надикангидрид). Все вещества, Lindoxy 190, Lindride 25K и Lindride LS-252V, поставляются компанией Lindau Chemicals (Коламбия, Южная Каролина).
В некоторых типичных примерах осуществления, отверждаемый жидкий полимерный исходный материал может быть этиленненасыщенным отверждаемым жидким полимерным исходным материалом. Например, в некоторых примерах осуществления, может использоваться ненасыщенный полиэфирный жидкий полимерный исходный материал. В некоторых примерах осуществления, ненасыщенный полиэфирный жидкий полимерный исходный материал является продуктом конденсации одной или нескольких карбоновых кислот или их производных (напр., ангидридов и эфиров), с одним или несколькими спиртами (напр., многоатомными спиртами).
В других примерах осуществления, может использоваться жидкий полимерный исходный материал на основе сложных виниловых эфиров. Как использовано в настоящем документе, термин «смола сложных виниловых эфиров» относится к продукту реакции эпоксидных жидких полимерных исходных материалов с этиленненасыщенными монокарбоновыми кислотами. Типичные эпоксидные жидкие полимерные исходные материалы включают в себя диглицидиловые эфиры Бисфенола А (напр., EPON 828, поставляемый компанией Hexion Specialty Chemicals, Коламбус, Огайо). Типичные монокарбоновые кислоты включают в себя акриловую кислоту и метакриловую кислоту. Несмотря на то, что продуктами такой реакции являются акриловые или метакриловые эфиры, в промышленности желеобразных покрытий неизменно используется термин «виниловый эфир». (См., напр., Справочник по термоусаживаемым пластмассам (второе издание), издательство William Andrew Publishing, страница 122 (1998)).
В еще нескольких примерах осуществления, могут использоваться (мет)акрилатные жидкие полимерные исходные материалы, включающие в себя, напр., (мет)акрилаты уретана, (мульти)(мет)акрилаты полиэтиленгликоля, и эпоксидные (мульти)(мет)акрилаты. Как использовано в настоящем документе, термин «(мет)акрилаты» относятся к акрилатам и/или метакрилатам, т.е., этил (мет)акрилат относится к этил акрилату и/или метакрилату.
В некоторых примерах осуществления, системы жидкого полимерного исходного материала настоящего раскрытия также включают любое количество хорошо известных присадок. Типичные присадки включают в себя отвердители, вулканизаторы, катализаторы, ускорители, сшиватели, добавки, повышающие ударную прочность и заполнители (напр., глина). В целом, могут использоваться крупные заполнители, имеющие средний размер частицы не менее 1 микрометра, напр., не менее 2 микрометров, или даже не менее 5 микрометров.
Наночастицы и поверхностно-модифицированные наночастицы
Во всех типичных примерах осуществления настоящего раскрытия, система жидкого полимерного исходного материала (система жидкого полимера или термоусаживаемый жидкий полимерный материал) содержит множество наночастиц, которые, в качестве варианта, могут включать в себя описанные ниже поверхностно-модифицированные наночастицы.
Размер частицы и распределение по размерам
В определенных примерах осуществления, множество частиц имеет срединный диаметр не более 1000 нм, 900 нм, 800 нм, 750 нм, 700 нм, 600 нм, 500 нм, 400 нм, 300 нм, 250 нм, 200 нм, 100 нм, или даже 50 нм. В некоторых, предпочтительных здесь типичных примерах осуществления, множество частиц имеет срединный диаметр не более 250 нм. В других типичных примерах осуществления, множество частиц имеет срединный диаметр не более 100 нм. В некоторых конкретных типичных примерах осуществления, полимерно-композитная матрица дополнительно содержит множество частиц наполнителя, имеющих срединный диаметр не менее 1 микрометра.
В некоторых примерах осуществления, наночастицы выбираются с целью достижения мультимодального распределения частиц по размерам. Как правило, мультимодальное распределение - это распределение, имеющее два и более режима, т.е., бимодальное распределение показывает два режима, в то время как тримодальное распределение показывает три режима распределения.
В некоторых примерах осуществления, мультимодальное распределение поверхностно-модифицированных наночастиц имеет первый режим (как определено с помощью ТЭМ), со среднечисловым размером частицы между 50 и 250 нанометрами (нм), включительно. В некоторых примерах осуществления, средний размер частиц первого режима составляет, не менее, 50 нм, не менее 60 нм. или даже не менее 70 нм. В некоторых примерах осуществления, средний размер частиц первого режима («D1») не превышает 150 нм, напр., не более 100 нм, или даже не более 80 нм.
В некоторых примерах осуществления, мультимодальное распространение поверхностно-модифицированных наночастиц происходит по второму варианту. Среднечисловой диаметр наночастиц по второму режиму меньше среднего диаметра наночастиц по первому режиму распределения. В некоторых примерах осуществления, средний размер частиц второго режима, D2, не превышает 50 нм, напр., не более 30 нм, не более 20 нм, не более 15 нм, или даже не более 10 нм. В некоторых примерах осуществления, размер D2 равен, как минимум, 3. Напр., не менее 5 нм, напр., не менее 10 нм, или даже, как минимум, 20 нм. В некоторых примерах осуществления, размер D2 находится между 3 и 10 нм включительно. В некоторых примерах осуществления, размер D2 находится между 20 и 50 нм включительно.
Наночастицы
В некоторых примерах осуществления, множество наночастиц состоит из наночастиц двуокиси кремния. Как использовано в настоящем документе, термин «кремниевая наночастица» относится к наночастице, имеющей ядро наночастицы с кремниевой поверхностью. Это включает в себя основы наночастиц, в основном состоящих из кремния, а также основы наночастиц, содержащих другие неорганические (напр., оксиды металлов), или органические основы, имеющие кремниевую поверхность. В некоторых примерах осуществления, ядро наночастицы состоит из оксида металла. Может использоваться любой известный оксид металла. Примеры типичных оксидов металлов включают в себя оксиды кремния, титана, алюминия, циркония, ванадия, хрома, сурьмы, цинка, окись церия и их смеси. В некоторых примерах осуществления, ядро наночастицы состоит из оксида неметалла.
Имеющиеся на рынке оксиды кремния включают в себя поставляемые компанией Naico Chemical Company, Нейпервиль, Иллинойс (например, NALCO 1040, 1042, 1050, 1060, 2326, 2327 и 2329); компанией Nissan Chemical America Company, Хьюстон, Техас (напр., SNOWTEX-ZL, SNOWTEX-OL, SNOWTEX-YL, SNOWTEX-0, SNOWTEX-N, SNOWTEX-C, SNOWTEX-20L, SNOWTEX-40 и SNOWTEX-50); и компанией Admatechs Co., Ltd., Япония (например, SX009-MIE, SX009-MIF, SC1050-M JM и SCI 050- MLV).
Поверхностно-модифицированные наночастицы
Как правило, «поверхностно-модифицированные наночастицы» означает вещества обработки поверхности, прикрепленные к поверхности ядра наночастицы. В некоторых вариантах осуществления, ядро наночастицы практически сферическое. В некоторых вариантах осуществления, ядра наночастицы относительно одинаковы в первичном размере частицы. В некоторых вариантах осуществления, ядра наночастицы имеют стесненное распределение частиц по размерам. В некоторых вариантах осуществления, ядро наночастицы практически полностью сжатое. В некоторых вариантах осуществления, ядро наночастицы является аморфным. В некоторых вариантах осуществления, ядро наночастицы является изотропичным. В некоторых вариантах осуществления, ядро наночастицы является, как минимум частично, кристаллическим. В некоторых вариантах осуществления, ядро наночастицы является, в значительной степени, кристаллическим. В некоторых вариантах осуществления, частицы, в значительной мере, не агломерированные. В некоторых вариантах осуществления, частицы, в значительной мере, не соединены, в отличие от, например, пирогенной или коллоидальной двуокиси кремния.
Вещества поверхностной обработки
Как правило, вещества для поверхностной обработки наночастиц кремния имеют органическую природу, с первой функциональной группой, способной к ковалентному химическому соединению с поверхностью наночастицы, при котором присоединенное вещество обработки поверхности изменяет одно или несколько свойств наночастицы. В некоторых вариантах осуществления, вещества обработки поверхности имеют не более трех функциональных групп для соединения с ядром наночастицы. В некоторых вариантах осуществления, вещества обработки поверхности имеют низкую молекулярную массу, напр., среднюю молекулярную массу менее 1000 г/моль.
В некоторых вариантах осуществления, поверхностно модифицированные наночастицы являются химически активными, а именно, как минимум одно вещество обработки поверхности, использование для модифицирования поверхности наночастицы настоящего раскрытия может включать вторую функциональную группу, способную к взаимодействию с одним или несколькими отверждаемыми жидкими полимерными исходными материалами, и/или одним или несколькими химически активными разбавителями системы жидкого полимерного исходного материала. С целью внесения ясности, даже когда наночастицы являются химически активными поверхностно модифицированными наночастицами, они считаются компонентами системы жидкого полимерного исходного материала. Один класс химически активных веществ обработки поверхности, пригодных для использования с наночастицами оксида кремния, включает в себя основно-функциональные силаны, например, аминопропилсилан.
Вещества обработки поверхности зачастую включают в себя более одной функциональной группы, способной к соединению с поверхностью наночастицы. Например, алкоксильные группы являются общими первыми функциональными группами, способными к реакции со свободными силанольными группами на поверхности кремниевой наночастицы, образуя ковалентную связь между веществом обработки поверхности и поверхностью двуокиси кремния. Примеры веществ обработки поверхности, имеющих множественные алкоксильные группы, включают в себя триалкоксисиланы (напр., 3-(триметоксисилил)полипропил метакрилат) и триалкоксиарилсиланы (напр., триметоксифенилсилан).
В некоторых вариантах осуществления, наночастицы состоят из наночастиц кальцита. Кальцит является кристаллической формой карбоната кальция, и, как правило, образует ромбоэдрические кристаллы. В некоторых вариантах осуществления, не менее 70%, напр., не менее 75% ядер наночастиц кальцита имеют средний размер менее 400 нм. В некоторых вариантах осуществления, не менее 90%, а в некоторых вариантах осуществления не менее 95%, или даже не менее 98% ядер наночастиц кальцита имеют средний размер менее 400 нм.
Как правило, веществом обработки поверхности для наночастиц кальцита является вещество обработки поверхности, имеющее, как минимум, связывающую группу и совмещающий сегмент:
Совм. Сегм. - Связывающая группа;
где «Совм. Сегм.» относится к совмещающему сегменту вещества обработки поверхности.
Совмещающий сегмент выбирается с целью улучшения совместимости наночастиц кальцита с отверждаемым жидким полимерным исходным материалом. Как правило, выбор совмещающей группы зависит от нескольких факторов, включающих характер отверждаемого жидкого полимерного исходного материала, концентрацию наночастиц и требуемую степень совместимости. Для систем отверждаемого жидкого полимерного исходного материала, применимые совмещающие вещества включают в себя полиалкиленоксиды, напр., полиоксипропилен, полиэтиленоксид и их комбинации.
Связывающая группа прикрепляется к кальциту, соединяя вещество обработки поверхности с ядром наночастицы кальцита. В отличие от систем наночастиц на основе оксида кремния, где вещества обработки поверхности ковалентно связаны с оксидом кремния, вещества обработки поверхности настоящего раскрытия имеют ионную связь с кальцитом (напр., ассоциированы с ним).
С целью удержания веществ обработки поверхности с ядрами наночастиц кальцита во время обработки составом, может потребоваться выбрать связывающие группы, имеющие высокие энергии связывания с кальцитом. Энергии связывания могут прогнозироваться с помощью расчетов теории функции плотности. В некоторых вариантах осуществления, рассчитанные энергии связывания могут быть не менее 0,6, напр., не менее 0,7 электрон-вольт. В целом, чем выше энергия связывания, тем выше вероятность того, что связывающая группа сохранит ионную связь с поверхностью частицы. В некоторых вариантах осуществления, могут быть применимы энергии связывания не менее 0,8, напр., не менее 0,9, или даже не менее 0,95 электрон-вольт.
В некоторых вариантах осуществления, связывающая группа может быть фосфоновой кислотой и/или сульфоновой кислотой. В некоторых вариантах осуществления, вещество обработки поверхности также содержит химически активную группу, т.е., группу, способную к реакции с отверждаемым жидким полимерным исходным материалом, напр., в процессе отверждения. В результате, это может привести к сильной связи наночастицы с матрицей отверждаемого жидкого полимерного исходного материала, и может привести к улучшению физических свойств получившегося отвержденного нанокомпозита. Как правило, химически активная группа выбирается исходя из характера отверждаемого жидкого полимерного исходного материала. В некоторых вариантах осуществления, химически активная группа может находиться на оконечности совмещающего сегмента. Один класс химически активных веществ обработки поверхности, пригодных для использования с частицами нанокальцита, включает в себя амино-функциональные соединения, имеющие связывающую группу, являющуюся фосфоновой кислотой и/или сульфоновой кислотой.
В некоторых вариантах осуществления присутствует сочленяющая группа, соединяющая совмещающий сегмент со связывающей группой.
Совм. Сегм. - Сочленяющая группа - Связывающая группа.
Например, в некоторых вариантах осуществления, вещество обработки поверхности содержит полиэфирамины. Типичные полиэфирамины включают в себя имеющиеся на рынке под торговой маркой JEFF AMINE®, поставляемые компанией Huntsman Corporation, Вудлендс, Техас. Полиэфир служит в роли совмещающего сегмента, в то время, как амин является сочленяющей группой, соединяющей совмещающий сегмент со связывающей группой.
В некоторых вариантах осуществления, вещество обработки поверхности содержит цвиттерион, т.е., соединение с результирующим зарядом, равным нулю, но способное переносить формально положительный и формально отрицательный заряд на различных атомах. В некоторых вариантах осуществления, формально отрицательный заряд переносится связывающей группой. В некоторых вариантах осуществления, формально положительный заряд переносится атомом азота амина, напр., аминной сочленяющей группой. В таких вариантах осуществления, амин может служить как в роли сочленяющей группы, так и в роли химически активной группы.
Опциональные присадки
Опционально, жидкий полимерный исходный материал может включать в себя одну или несколько присадок. Опциональные присадки, включающие в себя, например, растворители, дисперсанты, отвердители, вулканизаторы, катализаторы, ускорители, сшивающие агенты, добавки, повышающие ударную прочность и заполнители (напр., глина), могут, в некоторых типичных вариантах осуществления, быть выгодно использованы в качестве компонентов системы жидкого полимерного исходного материала. Как изложено ниже, предпочтительными здесь присадками являются химически активные разбавители.
Химически активные разбавители
В зависимости от выбора жидкого полимерного исходного материала, в некоторых вариантах осуществления, система жидкого полимерного исходного материала может также включать в себя химически активный разбавитель. Типичные химически активные разбавители включают в себя стирол, альфа-метилстирол, винилтолуол, дивинилбензол, триаллилцианурат, метилметакрилат, диаллилфталат, этиленгликоль диметакрилат, гидроксиэтилметакрилат, гидроксиэтилакрилат и другие моно- и многофункциональные (мет)акрилаты.
Химически активные разбавители для эпоксидных жидких полимерных исходных материалов включают в себя моно- и многофункциональные, алифатические и ароматические глицидиловые эфиры, включая, напр., некоторые из имеющихся под торговой маркой HELOXY от компании Hexion Specialty Chemicals, Коламбус, Огайо. Типичные химически активные разбавители включают в себя, напр., триметилолпропан триглицидиловый эфир, 1,4-бутандиол диглицидиловый эфир, неопентилгликоль диглицидиловый эфир, н-бутил глицидиловый эфир, 2-этилгексил глицидиловый эфир, р-терциарный бутил фенилглицидиловый эфир, фенилглицидиловый эфир и циклогексан диметанол диглицидиловый эфир.
Армирующие волокна
Во всех типичных примерах осуществления настоящего раскрытия, термоусаживаемые полимерно-композитные провода содержат не менее одного непрерывного волокна в термоусаживаемой полимерной матрице, образованной, как описано выше, путем отверждения системы жидкого полимерного исходного материала. Как правило, могут использоваться любые волокна, пригодные для использования в полимерно-композитных проводах, армированных волокнами. В некоторых примерах осуществления, как минимум одно непрерывное волокно состоит из металла, полимера, керамики, стекла, углерода и их комбинаций. Типичные волокна включают в себя углеродные (напр., графитные) волокна, стеклянные волокна, керамические волокна, волокна из карбида кремния, полиимидные волокна, полиамидные волокна или полиэтиленовые волокна. В других примерах осуществления, волокна могут состоять из титана, вольфрама, бора, сплава с эффектом памяти формы, графита, карбида кремния, бора, арамида, поли(п-фенилен-2,6-бензобисоксазола), или их комбинаций. Также может использоваться комбинация материалов или волокон. Как правило, форма волокон практически не ограничена. Типичные формы волокон включают в себя однонаправленные сетки отдельных непрерывных волокон, пучковые, жгутовые и сплетенные конструкции. Также могут включаться тканые и нетканые маты.
В некоторых типичных примерах осуществления, множество непрерывных волокон содержит не менее 60, а более предпочтительнее, 62, и даже более предпочтительнее не менее 64, более предпочтительнее не менее 66 объемных процентов, в значительной степени, непрерывных волокон термоусаживаемого полимерно-композитного провода.
Термоусаживаемые полимерно-композитные кабели
В типичных примерах осуществления, настоящее раскрытие описывает термоусаживаемый полимерно-композитный кабель, содержащий, как минимум, один термоусаживаемый полимерно-композитный провод, описанный выше. В некоторых типичных примерах осуществления, данный кабель является многожильным тросом, состоящим из сердцевинного провода, определяющего центральную продольную ось, первого множества проводов, скрученных вокруг сердцевинной жилы, и второго множества проводов, скрученных вокруг первого множества проводов. В определенных примерах осуществления, кабель имеет сердцевину, состоящую из не менее одного термоусаживаемого полимерно-композитного провода, описанного выше.
В конкретных, предпочтительных здесь примерах осуществления, как минимум одна сердцевинная жила, первое множество проводов или второе множество проводов, содержат не менее одного, описанного выше, термоусаживаемого полимерно-композитного провода. В некоторых, предпочтительных здесь примерах осуществления, сердцевинная жила является термоусаживаемым полимерно-композитным проводом, описанным выше. В других, предпочтительных здесь примерах осуществления, каждый из сердцевинных проводов, первого множества проводов и второго множества проводов, выбираются, чтобы быть описанными выше термоусаживаемыми полимерно-композитными проводами. В дополнительных, предпочтительных здесь примерах осуществления, каждый из множества проводов в кабеле является термоусаживаемым полимерно-композитным проводом.
В других примерах осуществления, настоящее раскрытие описывает спирально скрученный композитный кабель, состоящий из не менее одного описанного выше термоусаживаемого полимерно-композитного провода, спирально скрученного композитного кабеля, имеющего сердцевинный провод, определяющий центральную продольную ось, первого множества проводов, спирально скрученных вокруг сердцевины в первом слое, направленном под первым углом укладки, определенном относительно центральной продольной оси, и имеющем длину первой укладки, и второе множество проводов, спирально скрученное вокруг первого множества проводов в направлении второй укладки под вторым углом укладки, определенном относительно центральной продольной оси, и имеющем длину второй укладки.
В некоторых примерах осуществления указанного выше многожильного кабеля, сердцевинный провод выбирается из группы, состоящей из термоусаживаемого полимерно-композитного провода, термопластичного полимерно-композитного провода, композитного провода на металлической матрице, или провода из эластичного металла. В определенных примерах осуществления, как минимум один из первого множества проводов выбирается из группы, состоящей из термоусаживаемого полимерно-композитного провода, термопластичного полимерно-композитного провода, композитного провода на металлической матрице, или провода из эластичного металла. В некоторых конкретных примерах осуществления, как минимум один из второго множества проводов выбирается из группы, состоящей из термоусаживаемого полимерно-композитного провода, термопластичного полимерно-композитного провода, композитного провода на металлической матрице, или провода из эластичного металла.
В конкретных, предпочтительных здесь примерах осуществления, как минимум одна сердцевинная жила, первое множество проводов или второе множество проводов, содержат не менее одного, описанного выше, термоусаживаемого полимерно-композитного провода. В определенных, предпочтительных здесь примерах осуществления, сердцевинный провод является описанным выше термоусаживаемым полимерно-композитным проводом. В других, предпочтительных здесь примерах осуществления, каждый из сердцевинного провода, первых нескольких проводов, и второго множества проводов, выбираются, чтобы быть описанным выше термоусаживаемым полимерно-композитным проводом. В дополнительных, предпочтительных здесь примерах осуществления, каждый из множества проводов в кабеле является термоусаживаемым полимерно-композитным проводом.
Многожильные термоусаживаемые полимерно-композитные кабели
Снова обратимся к чертежам. На Фиг.IB показано фронтальное перспективное изображение типичного многожильного (который, как показано, может быть спирально скрученным) термоусаживаемого полимерно-композитного кабеля 10, содержащего не менее одного термоусаживаемого полимерно-композитного провода, как описано выше в соответствии с типичным примером осуществления настоящего раскрытия.
Как показано на иллюстрации, многожильный термоусаживаемый полимерно-композитный кабель 10 включает в себя сердцевину, состоящую из сердцевинного провода с единичным волокном 2 (которое может, например как показано, содержать один или несколько термоусаживаемых полимерно-композитных проводов, и/или один или несколько термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице, и/или эластичных металлических проводов), определяющим центральную продольную ось, первого слоя 20, состоящего из первого множества проводов 2’ (которое может, например, как показано, содержать один или несколько термоусаживаемых полимерно-композитных проводов, и/или один или несколько термопластичных полимерно- композитных проводов, композитных проводов на металлической матрице, и/или эластичных металлических проводов), скрученных вокруг сердцевинного провода 2 в направлении первой укладки (показано по часовой стрелке, что соответствует правосторонней укладке), и второго слоя 22, состоящего из второго множества проводов 2’’ (которое может, например, как показано, содержать один или несколько термоусаживаемых полимерно-композитных проводов, и/или один или несколько термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице, и/или эластичных металлических проводов), скрученных вокруг первого множества проводов 2’ в направлении первой укладки.
Как показано далее на Фиг.IB, в качестве варианта, третий слой 24, состоящий из третьего множества проводов 2’’’ (которые могут, например, состоять из одного или нескольких термоусаживаемых полимерно-композитных проводов, как показано, и/или одного или нескольких термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице, и/или эластичных металлических проводов), может быть скручен вокруг второго множества проводов 2’’ в направлении первой намотки для образования полимерно-композитного кабеля 10. В других типичных примерах осуществления, опциональный четвертый слой (не показан), или даже больше дополнительных слоев проводов (не показаны на чертежах, но которые могут, например, состоять из одного или нескольких термоусаживаемых полимерно-композитных проводов, и/или одного или нескольких термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице, и/или эластичных металлических проводов), которые могут быть скручены вокруг третьего множества проводов 2’’’ в направлении первой намотки.
В некоторых типичных примерах осуществления, сердцевинный провод 2 является одиночным термоусаживаемым полимерно-композитным проводом, как показано на Фиг.1B, хотя, в других примерах осуществления, сердцевинный провод 2 может быть одиночным термопластичным полимерно-композитным проводом, одиночным композитным проводом на металлической матрице, или одиночным эластичным металлическим проводом. В определенных типичных примерах осуществления, все провода (2, 2’, 2’, 2’’’, которые могут, например, состоять из одного или нескольких термоусаживаемых полимерно-композитных проводов, термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице, и/или эластичных металлических проводов), в первом (20), втором (22), третьем (24), четвертом или других слоях, могут быть выбраны одинаковыми или различными в каждом слое и/или между соседними слоями.
В дополнительных, иллюстративных типичных примерах осуществления настоящего раскрытия, два или более скрученных слоя (напр., 20, 22, 24 и им подобных) термоусаживаемых полимерно-композитных проводов (напр., 2, 2’, 2’, 2’’’ и им подобных), могут быть скручены (в некоторых примерах осуществления спирально скручены) вокруг одиночного центрального термоусаживаемого полимерно-композитного провода 2, определяющего центральную продольную ось, так что каждый последующий слой термоусаживаемых полимерно-композитных проводов скручен в том же направлении укладки, что и каждый предыдущий слой термоусаживаемых полимерно-композитных проводов. Более того, станет понятным, что, несмотря на то, что на Фиг.1B показана правосторонняя укладка каждого слоя (20, 22 и 24), в качестве альтернативы может быть использована левосторонняя укладка каждого слоя (20, 22, 24, и им подобных), как показано на Фиг.1C для типичного многожильного термоусаживаемого полимерно-композитного кабеля.
На Фиг.1C показано перспективное фронтальное изображение многожильного (который может быть, как показано, спирально скрученным) термоусаживаемого полимерно-композитного кабеля 10’, состоящего из, как минимум, одного термоусаживаемого полимерно-композитного провода в соответствии с одним альтернативным примером осуществления настоящего раскрытия. Как показано на иллюстрации, многожильный термоусаживаемый полимерно-композитный кабель 10’ включает в себя сердцевину, состоящую из сердцевинного провода с единичным волокном 2 (которая может, например, быть, как показано, термоусаживаемым полимерно-композитным проводом, и/или одним или несколькими термопластичными полимерно-композитными проводами, композитным проводом на металлической матрице, или эластичным металлическим проводом), определяющим центральную продольную ось, первый слой 20, состоящий из первого множества проводов 2’, скрученного вокруг сердцевинного провода 2 в направлении первой укладки (показано против часовой стрелки, что соответствует левосторонней укладке), второго слоя 23, состоящего из второго множества проводов 2’’ (которое может, например, состоять из одного или нескольких термоусаживаемых полимерно-композитных проводов, как показано, и/или одного или нескольких термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице, и/или эластичных металлических проводов), скрученных вокруг первого множества проводов 2’, в направлении второй укладки, противоположному направлению первой укладки, и третьего слоя 24, состоящего из третьего множества проводов 2’’’ (которое может, например, состоять из одного или нескольких термоусаживаемых полимерно-композитных проводов, как показано, и/или одного или нескольких термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице, и/или эластичных металлических проводов), скрученных вокруг второго множества проводов 2’’ в направлении первой укладки для образования полимерно-композитного кабеля 10’.
В других типичных примерах осуществления, в качестве варианта, вокруг второго множества проводов 2’’ в направлении второй намотки может быть скручен четвертый слой (не показан, но может, например, состоять из термоусаживаемых полимерно-композитных проводов, термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице, или эластичных металлических проводов). В типичных, предпочтительных здесь вариантах осуществления настоящего раскрытия, два или более чередующихся скрученных слоев термоусаживаемых полимерно-композитных проводов (напр., 2’ и 2’’), и других проводов (напр., 2’’’, которые могут быть, например, термопластичными полимерно-композитными проводами, композитными проводами на металлической матрице, и/или эластичными металлическими проводами), могут быть спирально намотанными вокруг сердцевинного провода 2, определяющего центральную продольную ось, так, что каждый последующий слой проводов намотан в том же направлении укладки, что и каждый предыдущий слой проводов, как показано на Фиг.1B. Более того, станет понятным, что, несмотря на то, что на Фиг.1C показана левосторонняя укладка для слоя 23, показана правосторонняя укладка слоев 20 и 24, и, в качестве альтернативы, может быть использована правосторонняя укладка слоя 23, а, в качестве альтернативы, может быть использована левосторонняя укладка для слоев 20, 24 и им подобных.
Предпочтительнее, в любом из указанных выше примерах осуществления, чтобы сердцевинный провод 2 был выбран как одиночный термоусаживаемый полимерно-композитный провод, хотя в других примерах осуществления, сердцевинный провод 2 может быть не термоусаживаемым полимерно-композитным проводом, таким как, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице, и/или эластичным металлическим проводом.
В указанных выше типичных примерах осуществления спирально скрученного термоусаживаемого полимерно-композитного кабеля, предпочтительным направлением первой укладки является направление, аналогичное направлению второй укладки, предпочтительным направлением третьей укладки является направление, аналогичное направлению второй укладки, направление четвертой укладки может быть аналогичным направлению третьей укладки, и, как правило, предпочтительным направлением укладки любого внешнего слоя является аналогичным направлению укладки соседнего внутреннего слоя. Однако, в других типичных примерах осуществления, направление первой укладки может быть противоположным направлению второй укладки, направление третьей укладки может быть противоположным направлению второй укладки, и, в целом, направление укладки любого внешнего слоя может быть противоположным направлению укладки соседнего внутреннего слоя.
В определенных, предпочтительных здесь примерах осуществления любого из указанных выше типичных примеров осуществления, предпочтительная относительная разница между углом первой укладки и углом второй укладки превышает 0°, и не превышает примерно 4°, предпочтительная относительная разница между углом третьей укладки и углом второй укладки превышает 0°, и не превышает примерно 4°, предпочтительная относительная разница между углом четвертой укладки и углом третьей укладки превышает 0°, и не превышает примерно 4°, и, в целом, угол любой внутренней укладки и угол любой соседней внешней укладки превышает 0°, и не превышает примерно 4°, более предпочтительнее, не превышает 3°, наиболее предпочтительно, не более 0,5°.
В дальнейших, предпочтительных здесь примерах осуществления, одна или несколько длин первой укладки меньше или равна длине второй укладки, длина второй укладки, предпочтительнее, меньше или равна длине третьей укладки, длина четвертой укладки, предпочтительнее, меньше или равна длине непосредственно следующей укладки, и/или длина каждой последующей укладки, предпочтительнее, меньше или равна длине непосредственно предшествующей укладки. В других примерах осуществления, одна или несколько длин первой укладки равна длине второй укладки, длина второй укладки равна длине третьей укладки, а длина третьей укладки равна длине четвертой укладки. В некоторых типичных примерах осуществления, как это известно специалистам, может оказаться предпочтительным использование параллельной укладки.
В дальнейших типичных примерах осуществления (см. напр., описанные далее Фиг.3А и 3В), многожильный термоусаживаемый полимерно-композитный кабель может еще содержать дополнительные (напр., последующие) слои (напр., четвертый, пятый или дополнительные последующие слои) проводов (которые могут быть, например, одним или несколькими термоусаживаемыми полимерно-композитными проводами, термопластичными полимерно-композитными проводами, композитными проводами на металлической матрице, и/или эластичными металлическими проводами), скрученные (предпочтительнее, спирально скрученные) вокруг третьего множества проводов 2’’’ (которое может, быть одним или несколькими термоусаживаемыми полимерно-композитными проводами, термопластичными полимерно-композитными проводами, композитными проводами на металлической матрице, и/или эластичными металлическими проводами).
Предпочтительнее, чтобы спиральное скручивание производилось в направлении первой укладки под углом (не показано на Рисунках), определенным относительно общей продольной оси, при котором провода каждого слоя имеют типичную длину укладки (не показано на Рисунках), и при которой относительная разница между углом третьей укладки и четвертым и последующими углам укладки превышала 0°, и не превышала около 4°. Примеры осуществления, в которых применены четыре или больше слоев скрученных проводов, могут использовать один или несколько (или даже все) термоусаживаемых полимерно-композитных проводов в каждом слое. Как правило, такие скрученные провода имеют размер поперечного сечения (напр., диаметр проводов, имеющих круглое сечение) от около 0,5 мм до, примерно, 40 мм.
Различные конфигурации многожильных (предпочтительнее, спирально скрученных) композитных кабелей, включающих, как минимум, один, описанный выше термоусаживаемый полимерно-композитный провод, далее показаны в разрезе на Фиг.2А-2I. Данные типичные примеры осуществления предназначены исключительно для наглядности, дополнительные конфигурации включены в рамки настоящего раскрытия. В каждом из примеров осуществления, показанных на Фиг.2А-2I, понимается, что провода (напр., 2, 2’, 2’’, 2’’’), выбранные с тем, чтобы включать в себя, как минимум, один термоусаживаемый полимерно-композитный провод, могут включать в себя любое количество, или не включать совсем, термопластичные полимерно-композитные провода, композитные провода на металлической матрице и/или эластичные металлические провода, скрученные в направлении укладки (не показано) вокруг сердцевинного провода 2 (который может, например, быть, как минимум, одним термоусаживаемым полимерно-композитным проводом, термопластичными полимерно-композитными проводами, композитными проводами на металлической матрице и/или эластичными металлическими проводами), определяющего центральную продольную ось (не показано).
Такое направление укладки может быть по часовой стрелке (правосторонняя укладка) или против часовой стрелки (левосторонняя укладка). Более того, такое направление укладки может быть одинаковым для каждого последующего слоя скрученных проводов, как показано на Фиг.1В-1С, или может чередоваться на противоположное направление укладки в каждом последующем слое скрученных проводов (не показано на Рисунках). Далее понимается, что каждый слой скрученных проводов показывает длину укладки (не показано на Фиг.2А-2I), и данная длина укладки каждого слоя скрученных проводов может быть разной, или, что предпочтительнее, одинаковой длиной укладки.
На Фиг.2А показан вид поперечного сечения типичного многожильного (предпочтительнее, спирально скрученного) композитного кабеля 10’’, имеющего сердцевинный провод 2 (показан как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущий быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице и/или эластичным металлическим проводом), определяющим центральную продольную ось, множество проводов 2’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущий быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице и/или эластичным металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг сердцевинного провода 2, и второе множество проводов 2’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущий быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице и/или эластичным металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг первого множества проводов 2’. Множество проводов окружает опциональная коррозионностойкая оболочка 9 (описываемая ниже).
На Фиг.2 В показан вид поперечного сечения еще одного типичного многожильного (предпочтительнее, спирально скрученного) композитного кабеля 10’’’. Как показано на Фиг.1А, кабель имеет сердцевинный провод 2 (показан как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущий быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), определяющим центральную продольную ось, первое множество проводов 2’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг сердцевинного провода 2, и второе множество проводов 2’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг первого множества проводов 2’, и третье множество проводов 2’’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг второго множества проводов 2’’. Множество проводов окружает опциональная коррозионностойкая оболочка 9 (описываемая ниже).
На Фиг.2С показан вид поперечного сечения дополнительного типичного многожильного (предпочтительнее, спирально скрученного) композитного кабеля 11, имеющего сердцевинный провод 2 (показан как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущий быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), определяющий центральную продольную ось, первое множество проводов 2’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг сердцевинного провода 2, и второе множество проводов 2’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг первого множества проводов 2’, третье множество проводов 2’’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг второго множества проводов 2’’, и четвертое множество проводов 16 (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг третьего множества проводов 2’’’. Множество проводов окружает опциональная коррозионностойкая оболочка 9, 9’, 9’’ (описываемая ниже), окружающая каждый отдельный провод.
На Фиг.2D показан вид поперечного сечения альтернативной конфигурации многожильного (предпочтительнее, спирально скрученного) композитного кабеля 11’, имеющего сердцевинный провод 2 (показан как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущий быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), определяющий центральную продольную ось, первое множество проводов 2’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг сердцевинного провода 2, второе множество проводов 2’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг первого множества проводов 2’, и третье множество проводов 2’’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг второго множества проводов 2’’.
Множество проводов окружает опциональная коррозионностойкая оболочка 9, 9’, 9’’ (описываемая ниже), окружающая каждый отдельный провод. В дополнение, все провода окружает опциональный армирующий элемент 15 (который может быть изолирующим и/или коррозионностойким. Для заполнения любых пустот между проводами, также может быть использован коррозионностойкий и/или изолирующий заполняющий материал 13.
На Фиг.2Е показан вид поперечного сечения еще одной типичной альтернативной конфигурации спирально скрученного многожильного термоусаживаемого полимерно-композитного кабеля 11’’, имеющего сердцевинный провод 2 (показан как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущий быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), определяющий центральную продольную ось, первое множество проводов 2’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть не термоусаживаемым полимерно-композитным проводом, например, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом), скрученное (предпочтительнее, спирально скрученное) вокруг сердцевинного провода 2, второе множество проводов 2’’ (показано как термоусаживаемый полимерно-композитный провод, но, в качестве альтернативы, могущее быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом) скрученное (предпочтительнее, спирально скрученное) вокруг первого множества проводов 2’. Для заполнения любых пустот между проводами, также может быть использован коррозионностойкий и/или изолирующий заполняющий материал 13.
Во всех, раскрытых здесь примерах осуществления, как минимум одна сердцевинная жила, первое множество проводов или второе множество проводов, содержат не менее одного, описанного выше, термоусаживаемого полимерно-композитного провода. В определенных, указанных выше типичных примерах осуществления, в качестве, как минимум, сердцевинного провода 2, может быть выбран термоусаживаемый полимерно-композитный провод. Несмотря на то, что на каждом из Фиг.2А-2Е показан сердцевинный провод 2, определяющий центральную продольную ось (не показана), являющийся термоусаживаемым полимерно-композитным проводом, дополнительно подразумевается, что сердцевинный провод 2 может, в качестве альтернативы, быть термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или металлическим проводом.
В других, предпочтительных здесь примерах осуществления, показанных на Фиг.2A-2I, каждый из сердцевинных проводов, первого множества проводов и второго множества проводов, выбираются из описанных выше термоусаживаемых полимерно-композитных проводов. В дополнительных, предпочтительных здесь примерах осуществления, каждый из множества проводов в кабеле является термоусаживаемым полимерно-композитным проводом.
Более того, подразумевается, что в любом из приведенных выше примеров осуществления, каждый из проводов может иметь форму сечения, в направлении, в значительной мере обычном к центральной продольной оси, в целом круглую, эллиптическую или трапециевидную. В определенных типичных примерах осуществления, каждый из проводов имеет форму сечения, которая, в целом, круглая, а диаметр каждого полимерно-композитного провода не менее 0,1 мм, более предпочтительно, не менее 0,5 мм, еще более предпочтительно, не менее 1 мм, а еще более предпочтительно, не мене 2 мм, наиболее предпочтительно, не менее 3 мм, и максимум около 15 мм, более предпочтительно, максимум 10 мм, еще более предпочтительно, максимум 5 мм, даже более предпочтительно, максимум 4 мм, и, наиболее предпочтительно, максимум 3 мм. В других примерах осуществления, диаметр каждого термопластичного полимерно-композитного провода может быть менее 1 мм, или более 5 мм.
Как правило, средний диаметр сердцевинного провода круглого сечения находится в пределах от около 0,1 мм до около 2,54 см. В некоторых примерах осуществления, желательно, чтобы средний диаметр сечения сердцевинной жилы был, как минимум, около 0,1 мм, не менее 0,5 мм, не менее 1 мм, не менее 2 мм, не менее 3 мм, не менее 4 мм, или даже до, примерно, 5 мм. В других примерах осуществления, средний диаметр единичной сердцевинной жилы менее около 0,5 мм, менее 1 мм, менее 3 мм, менее 5 мм, менее 10 мм, менее 15 мм, менее 20 мм, или менее около 25 мм.
В дополнительных типичных примерах осуществления, не показанных на Фиг.2А-2F, многожильный термоусаживаемый полимерно-композитный кабель может включать в себя более трех слоев проводов, скрученных вокруг сердцевинной жилы, определяющей центральную продольную ось. В определенных примерах осуществления, каждый провод в каждом слое многожильного термоусаживаемого полимерно-композитного кабеля может быть одинаковой конструкции (предпочтительнее, термоусаживаемыми полимерно-композитными проводами) и формы, однако, это не обязательно для достижения преимуществ, описанных в настоящем документе.
Типичные примеры осуществления настоящего раскрытия, предпочтительно представляют очень длинные многожильные термоусаживаемые полимерно-композитные кабели. Также предпочтительнее, чтобы любые композитные провода в составе многожильного термоусаживаемого полимерно-композитного кабеля, сами были непрерывными по всей длине многожильного кабеля. В одном предпочтительном примере осуществления, термоусаживаемые полимерно-композитные провода являются, в значительной степени, непрерывными, и имеют длину не менее 150 метров. Более предпочтительны непрерывные термоусаживаемые полимерно-композитные провода, имеющие длину не менее 250 метров, более предпочтительно длиной не менее 500 метров, еще более предпочтительно длиной не менее 750 метров, и, наиболее предпочтительно, длиной не менее 1000 метров в многожильном термоусаживаемом полимерно-композитном кабеле.
Опциональная коррозионностойкая оболочка
Как указано выше, коррозионностойкая оболочка или пленка (9, 9’, 9’’ на Фиг.2С-2D), может быть опционально нанесена вокруг каждого отдельного провода многожильного термоусаживаемого полимерно-композитного кабеля, или вокруг каждого отдельного термоусаживаемого полимерно-композитного провода в кабеле. Таким образом, в некоторых типичных примерах осуществления, коррозионностойкая оболочка окружает как минимум один термоусаживаемый полимерно-композитный провод. Коррозионностойкая оболочка, окружающая термоусаживаемый полимерно-композитный провод, предпочтительная для термоусаживаемых полимерно-композитных проводов, состоящих из углеродных волокон, в частности, в конструкциях термоусаживаемых полимерно-композитных кабелей, включающих в себя композитные провода в металлической матрице и/или провода из эластичных металлов. Не желая быть связанными какой-либо конкретной теорией, мы считаем, что нежелательные электрохимические реакции, которые могут привести к коррозии проводов, использованных в термоусаживаемом полимерно-композитном кабеле, могут быть предотвращены или снижены путем включения коррозионностойкой оболочки, окружающей термоусаживаемые полимерно-композитные провода.
В определенных типичных примерах осуществления, описанных далее, коррозионностойкая оболочка состоит из не менее одного радиационно отвержденного полимера, термоусаживаемого полимера, термопластичного полимера с температурой стеклования не менее 145°С, или фторполимера, пленки, волокнистого материала (напр., фибергласового мата или жгута), или их комбинаций (см. напр., 9, 20, 22 и 24 на Фиг.2G; 9 и 20 на Фиг.2Н). В определенных, предпочтительных здесь примерах осуществления, коррозионностойкая оболочка также может быть изолирующей (т.е., электрически изолирующей и/или температурной и/или акустически изолирующей). В некоторых конкретных типичных примерах осуществления, термоусаживаемый полимерно-композитный кабель может дополнительно включать в себя опциональный армирующий элемент (см. напр., 15 на Фиг.2D) с целью улучшения стойкости термоусаживаемого полимерно-композитного кабеля к давлению или прокалыванию. Опциональный армирующий элемент 15 также может быть изолирующим или коррозионностойким.
В различных иллюстративных примерах осуществления, коррозионностойкая оболочка может окружать каждый отдельный термоусаживаемый полимерно-композитный провод (см. напр., 9, 9’ и 9’’ на Фиг.2C-2D), может окружать множество термоусаживаемых полимерно-композитных проводов, образующих слой (см. напр., 9 на Фиг.2 В), может окружать все множество термоусаживаемых полимерно-композитных проводов, образующих сердцевину (см. напр., 9 на РИС.2А-2В), или все вышеперечисленное (см. напр., 9’, 9’’, и объединенные коррозионностойкую оболочку и армирующий слой 15 на Фиг.2D).
В других типичных примерах осуществления, коррозионностойкая оболочка или пленка, может, в качестве варианта, наноситься вокруг сердцевины кабеля, содержащей только термоусаживаемые полимерно-композитные провода, или между любыми подходящими слоями, содержащими только термоусаживаемые полимерно-композитные провода, и, при желании, любым смежным слоем. Таким образом, в некоторых, предпочтительных здесь примерах осуществления, коррозионностойкая оболочка (9, 9’, 9’’, и 9’’), обеспечивает защитный слой, окружающий лежащий под ним сердцевинный провод кабеля (см. напр., 10’’ и 10’’’ на Фиг.2А-2В, 11’ и 11’’ на Фиг.2D-2E, 10’’, 10’’’ и 10’’’’ на Фиг.2F-2I, и 10’’’ на Фиг.3А). Защитный внешний слой может, например, увеличить стойкость к прокалыванию, улучшить коррозионную стойкость, увеличить сопротивляемость экстремальным условиям высоких или низких температур, улучшить сопротивление трению и тому подобное.
Возвращаясь к чертежам, на Фиг.2F приводится вид сбоку типичного многожильного термоусаживаемого полимерно-композитного кабеля 10’’, с коррозионностойкой оболочкой 9, нанесенной вокруг внешнего слоя 22, внешнего слоя скрученных термоусаживаемых полимерно-композитных проводов 2’’. Как более ясно показано на виде поперечного сечения на Фиг.2G, коррозионностойкая оболочка 9 может быть пленкой с клеевым слоем 22 на подложке 20, покрывающей один или несколько слоев термоусаживаемых полимерно-композитных проводов 2, 2’ и 2’’.
Подходящие клеевые составы для клеевого слоя 22 включают в себя, например, клеевые составы на основе (со)полимера (мет)акрилата, поли(а-олефиновые) клеевые составы, клеевые составы на основе блок сополимеров, клеевые составы на основе натурального каучука, клеевые составы на основе кремния, и термоплавкие клеи. В определенных примерах осуществления, могут предпочитаться клеи, отверждающийся под давлением.
Пригодные материалы для подложки 20 (используемой или нет с клеевым слоем 22) включают в себя полимерные пленки, включая полиэфирные, полиимидные, фторполимерные пленки (включая пленки, состоящие из полностью и частично фторированных (со)полимеров), подложки со стеклянным армированием и их комбинации, при условии, что пленка достаточно прочна для сохранения деформации эластичного сгиба, и способна к самостоятельному сохранению своей укрытой конфигурации, или, при необходимости, быть достаточно зафиксированной.
В качестве альтернативы, как показано на Фиг.2Н, пленка может иметь только подложку 20 без клеевого слоя, укрывая один или несколько слоев термоусаживаемых полимерно-композитных проводов 2, 2’ и 2’’. Пленка действует как коррозионностойкая оболочка 9, и также может выступать в роли электроизоляционного слоя, окружающего скрученные композитные провода 2, 2’ и 2’’, образующие многожильный полимерно-композитный кабель 10’’’.
На Фиг.2I показан еще один альтернативный типичный пример осуществления многожильного полимерно-композитного кабеля 10’’’’ с коррозионностойкой оболочкой в форме связующего вещества 24, нанесенного на провода (напр., 2, 2’ и 2’’) в их скрученном виде. В определенных примерах осуществления, связующее вещество 24 может также выступать в роли электроизоляционной оболочки, окружающей скрученные провода. В качестве варианта, связующее вещество 24 может быть нанесено вокруг каждого отдельного провода, или между любыми подходящими слоями термоусаживаемых полимерно-композитных проводов и других проводов (напр., термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице и/или эластичных металлических проводов), как это требуется.
Пригодные связующие вещества 24 (которые, в некоторых типичных примерах осуществления, как показано на Фиг.2I, могут использоваться в качестве изолирующих заполнителей), включают в себя отверждаемые под давлением клеевые составы, состоящие из одного или нескольких поли(альфа-олефиноых) гомополимеров, сополимеров, терполимеров и тетраполимеров, полученных из мономеров, имеющих от 6 до 20 атомов углерода, и фотохимически активных сшивателей, как описано в патенте США №5,112,882 (Babu и др.). Радиационное отверждение данных материалов приводит к получению клеевых пленок, имеющих подходящий баланс клеевых свойств отслаивания и сдвига.
В качестве альтернативы, связующее вещество 24 может содержать термоусаживаемые материалы, включающие, но не ограничивающиеся эпоксидами. Как описывается далее, для некоторых связующих веществ предпочтительнее экструдировать, или покрывать иным способом связующее вещество 24 на неизолированный многожильный композитный кабель 10’’’’ во время выхода проводов из станка по производству кабеля. В качестве альтернативы, связующее вещество 24 может наноситься в форме клеевого состава, подаваемого в виде ленты с адгезионным переносом. В данном случае, связующее вещество 24 наносится на переносящий или антиадгезионный лист (не показано). Антиадгезионный лист оборачивается вокруг композитных проводов многожильного композитного кабеля 10’’’’. После этого, подложка удаляется, оставляя клеевой слой в качестве связующего вещества 24.
Более того, предполагаемое применение термоусаживаемого полимерно-композитного кабеля может предложить определенные материалы коррозионностойкой оболочки, лучше всего пригодных для данной области применения. Например, как показано на Фиг.2G-21, когда термоусаживаемый полимерно-композитный кабель используется в качестве кабеля подводной или подземной линии электропередачи, для предотвращения отрицательного влияния на электропроводящие свойства кабеля при температурах, глубинах и других условиях, встречающихся в данной области применения, могут быть предпочтительно выбраны либо связующее вещество 24, либо пленка 20 без клеевого слоя 22. В дополнение, при использовании клеящейся пленки 20 в качестве коррозионностойкой оболочки 9, и клеевой слой 22 и подложка должны выбираться с учетом их пригодности для предполагаемой области применения.
Возвращаясь к чертежам, в определенных, предпочтительных здесь примерах осуществления, коррозионностойкой оболочкой 9 является пленка (которая может быть клеящей лентой, состоящей из клеевого слоя 22, нанесенного на основу 20, или только основа 20), которая, предпочтительнее, обернута таким образом, что каждый последующий оборот нахлестывает, или, как минимум, соединяется впритык с предыдущим без зазора, как показано на Фиг.2F. В одном, предпочтительном здесь примере осуществления (не показан), пленка обернута так, что каждый ее оборот нахлестывает на предыдущий оборот на, примерно, от 1/3 до 1/2 ширины ленты. В качестве альтернативы, в некоторых примерах осуществления (напр., в тех, в которых коррозионностойкий и/или изоляционный армирующий элемент 15 окружает все провода, заключенные в термоусаживаемый полимерно-композитный кабель), последовательные обороты могут располагаться так, чтобы между каждым оборотом оставался зазор.
Коррозионностойкая оболочка 9 (напр., пленка с клеевым составом, или подложка без клеевого состава) может наноситься на многожильный кабель с помощью обычного устройства обмотки пленкой, известного специалистам. Пригодные устройства обмотки пленкой включают в себя поставляемые компанией Watson Machine International, Паттерсон, Нью-Джерси, такие как модель «СТ-300» с концентрической головкой для наклейки ленты. Как правило, станция обертки пленкой находится на выходе их устройства скручивания кабеля, а пленка наносится на спирально скрученные провода до намотки кабеля 10 на приемную бобину. Коррозионностойкая оболочка 9 также может выбираться таким образом, чтобы сохранять скрученное состояние эластично деформированных композитных проводов, если такие провода включены в состав многожильного кабеля 10’’, 10’’’ или 10’’’’.
Снова возвращаясь к чертежам, в некоторых типичных примерах осуществления, термоусаживаемый полимерно-композитный кабель может, предпочтительнее, использоваться как сердцевинный кабель в производстве кабелей большого диаметра, например, кабеля электропередачи 90. Таким образом, как показано на Фиг.3А, многожильный термоусаживаемый полимерно-композитный кабель 90 может состоять из первого множества эластичных металлических проводов 28, скрученных вокруг обернутой пленкой оболочки (9), окружающей множество термоусаживаемых полимерно-композитных проводов (2, 2’, 2’’), образующих термоусаживаемую полимерно-композитную сердцевину 10’’’. Второе множество эластичных металлических проводов 28’ показано скрученным вокруг первого множества эластичных металлических проводов 28.
Пленка показана как подложка 20 (но, в качестве альтернативы, может быть клеевым слоем 22 на подложке 20), обернутая вокруг термоусаживаемой полимерно-композитной сердцевины 10’’’, которая включает в себя одиночный термоусаживаемый полимерно-композитный провод 2, определяющий центральную продольную ось, первый слой, состоящий из первого множества термоусаживаемых полимерно-композитных проводов 2’, которые могут быть скручены (предпочтительнее, спирально) вокруг одиночного термоусаживаемого полимерно-композитного провода 2 в направлении первой укладки, и второй слой, состоящий из второго множества термоусаживаемых полимерно-композитных проводов 2’’, которые могут быть скручены (предпочтительнее, спирально) вокруг первого множества термоусаживаемых полимерно-композитных проводов 2’ в направлении первой укладки.
Лента 20 образует коррозионностойкую оболочку 9, которая, как опция, также является электроизолирующей, окружающую множество термоусаживаемых полимерно-композитных проводов (напр., 2, 2’, 2’’), образующих сердцевину (10’’’). В качестве опции, армирующий элемент 15, который также может быть коррозионностойким и/или электроизолирующим, окружает как множество композитных проводов (напр., 2, 2’, 2’’), так и множество эластичных металлических проводов (напр., 28 и 28’’).
В определенных типичных примерах осуществления, коррозионностойкая оболочка не добавляет существенно к общему диаметру термоусаживаемого полимерно-композитного кабеля. Предпочтительнее, чтобы толщина коррозионностойкой оболочки была не более 10% от внешнего диаметра термоусаживаемого полимерно-композитного кабеля или сердцевины, которую он окружает, более предпочтительнее, не более 5%, и наиболее предпочтительно, не более 2%, или даже 1%; и, не менее 0,1%, более предпочтительно, не менее 0,2%, даже более предпочтительно, не менее 0,3%, или даже 0,5% от внешнего диаметра термоусаживаемого полимерно-композитного кабеля или сердцевины, которую он окружает.
В еще одном типичном примере осуществления, показанном на Фиг.3В, термоусаживаемый полимерно-композитный кабель 100 может включать в себя один или несколько слоев, состоящих из множества отдельно изолированных термоусаживаемых полимерно-композитных проводов (2’’, 2’’’), скрученных вокруг сердцевины, состоящей из множества отдельно изолированных проводов (1, 5), и опциональной дополнительной (или альтернативной) коррозионностойкой армированной оболочки 15, окружающей все множество термоусаживаемых полимерно-композитных проводов (2’’, 2’’’).
Таким образом, как показано на Фиг.3В, изолированный термоусаживаемый полимерно-композитный кабель 100 включает в себя одиночную сердцевинную жилу 1 (показанную как провод из эластичного металла, но, в качестве альтернативы, могущей быть термоусаживаемым полимерно-композитным проводом, термопластичным полимерно-композитным проводом, композитным проводом на металлической матрице или оптоволоконным проводом, как описывается далее), определяющую центральную продольную ось. Как минимум первый слой проводов, окружающий единичную сердцевинную жилу 1, показан состоящим из первого множества проводов из эластичного металла 5, как описано ниже (которое, в качестве опции, может быть скрученным, предпочтительнее спирально, вокруг единичной сердцевинной жилы 1 в направлении первой укладки). Второй слой проводов, показанный состоящим из первого множества термоусаживаемых полимерно-композитных проводов 2’’ (которое, в качестве опции, может быть скрученным, предпочтительнее спирально, вокруг единичной сердцевинной жилы 1 в направлении первой укладки) показан окружающим первое множество проводов из эластичного металла 5.
Опциональный третий слой, состоящий из второго множества термоусаживаемых полимерно-композитных проводов 2’’ (которое, в качестве опции, может быть скрученным, предпочтительнее спирально, вокруг единичной сердцевинной жилы 1 в направлении первой укладки) показан окружающим первое множество термоусаживаемых полимерно-композитных проводов 2’’’. Опциональный армирующий элемент 15 (который может быть коррозионностойким и/или изолирующим) показан окружающим все множества термоусаживаемых полимерно-композитных проводов (2’’, 2’’’), а дополнительная опциональная изолирующая оболочка (9, 9’, 9’’, 9’’’) показана окружающей каждый отдельный провод (1, 5, 2’’, 2’’’).
В дополнение, на Фиг.3В показано использование опционального изолирующего заполнителя 11 (который может быть описанным выше связующим веществом, или который может быть изоляционным материалом, таким как диэлектрическим твердым веществом или жидкостью) для существенного заполнения любых пустот, оставшихся между отдельными проводами (1, 5, 2’’, 2’’’) и опциональным армирующим элементом 15, окружающим все множества проводов.
В некоторых типичных примерах осуществления, коррозионностойкая оболочка состоит из термопластичного полимерного материала, предпочтительнее, из термопластичного полимера с температурой стеклования не менее около 100°С, более предпочтительнее, не менее около 120°С, 130°С, 145°С, или даже 150°С или выше. Предпочтительнее, чтобы термопластичный полимерный материал выбирался из полиолефинов высокой плотности (напр., полиэтилен высокой плотности), полиолефинов средней плотности (напр., полиэтилен средней плотности) и/или термопластичных фторполимеров, которые предпочитаются в настоящем документе.
Подходящие термопластичные фторполимеры включают в себя фторсодержащий сополимер этиленпропилена (ФЭП), политетрафторэтилен (ПТФЭ), этилентетрафторэтилен (ЭТС), этиленовый хлортрифторэтиленполимер (ECTFE), поливинилиденфторид (ПВДФ), поливинилфторид (ПВФ), полимер тетрафторэтилена (ТФВ). Особенно пригодными термопластичными фторполимерами являются фторполимеры, поставляемые под торговыми марками DYNEON THV FLUOROPLASTICS, DYNEON ETFE FLUOROPLASTICS, DYNEON FEP FLUOROPLASTICS, DYNEON PFA FLUOROPLASTICS, and DYNEON PVDF FLUOROPLASTICS (все они поставляются компанией 3М Company, Сент-Пол, Миннесота).
Как указано выше, в некоторых типичных примерах осуществления, коррозионностойкая оболочка 15 может дополнительно включать в себя армирующий элемент, который, предпочтительнее, также выступает в роли силового элемента. В других типичных примерах осуществления, армирующий и/или силовой элемент включает в себя множество проводов, окружающих сердцевинный кабель, и расположенных в, как правило, цилиндрическом слое. Предпочтительнее, чтобы выбранные провода были термоусаживаемыми полимерно-композитными проводами, но, дополнительно, они могут включать в себя не термоусаживаемые полимерно-композитные провода, например, термопластичные полимерно-композитные провода, композитные провода на металлической матрице, эластичные металлические провода, и их комбинации.
Опциональные дополнительные провода, используемые для производства термоусаживаемых полимерно-композитных кабелей
Как указано выше, в каждом примере осуществления термоусаживаемых полимерно-композитных кабелей в соответствии с настоящим раскрытием, кабель имеет в составе не менее одного термоусаживаемого полимерно-композитного провода в соответствии с приведенным выше описанием. В определенных, предпочтительных здесь примерах осуществления, каждый провод (напр., 2, 2’, 2’’, 2’’’, и им подобные) выбирается описанным выше термоусаживаемым полимерно-композитным проводом. Однако, в некоторых типичных примерах осуществления, может быть предпочтительным опционально включить один или несколько дополнительных проводов, выбранных из проводов, не являющихся термоусаживаемыми полимерно-композитными проводами, например, термопластичных полимерно-композитных проводов, композитных проводов на металлической матрице и эластичных металлических проводов, как будет подробно описано ниже.
Опциональные термопластичные полимерно-композитные провода
В некоторых типичных примерах осуществления, термоусаживаемые полимерно-композитные кабели могут опционально включать в себя множество термопластичных полимерно-композитных проводов. Предпочтительнее, чтобы термопластичные полимерно-композитные провода включались в один или несколько слоев сердцевины термоусаживаемого полимерно-композитного кабеля, более предпочтительно, в, как минимум, один самый крайний слой проводов, более предпочтительно, в два самых крайних слоя проводов, или даже в три самых крайних слоя проводов.
Как правило, в отличие от обычных композитных проводов на металлической или керамической матрице, термопластичные полимерно-композитные провода могут быть пластически деформированы при нагреве во время (или после) укладки кабеля. Таким образом, например, обычный процесс укладки кабеля может производиться с тем, чтобы перманентно пластически деформировать полимерно-композитные провода в их скрученном состоянии, устраняя необходимость в фиксирующих средствах для поддержания скрученной конфигурации термопластичных полимерно-композитных проводов.
Подходящие термопластичные полимерно-композитные провода описаны, например, в патентах США №№4,680,2246,180,232; 6,245,425; 6,329,056; 6,336,495; 6,344,270; 6,447,927; 6,460,597; 6,544,645; 6,559,385, 6,723,451 и 7,093,416, а также международной публикации РСТ №WO 2005/123999, раскрываемые сведения которых во всей их полноте указаны здесь в справочном порядке.
Таким образом, опциональное включение не менее нескольких термопластичных полимерно-композитных проводов для образования скрученного (предпочтительно, спирально скрученного) кабеля или сердцевинной жилы может придать, по сравнению с обычными проводами на металлической матрице, превосходящие требуемые характеристики. Использование термопластичных полимерно-композитных проводов также может дать спирально скрученному полимерно-композитному кабелю возможность более привычного обращения в качестве конечного кабельного изделия, или более привычного обращения в качестве промежуточного кабельного изделия перед его включением в конечное кабельное изделие.
Примеры подходящих волокон, которые могут использоваться в термопластичном полимерно-композитном проводе в рамках настоящего раскрытия, включают в себя керамические волокна, стекловолокно, волокна карбида кремния, углеродные волокна и комбинации таких волокон.
Примеры керамических волокон включают в себя волокна оксидов металлов (напр., алюминия), волокна нитрида бора, волокна карбида кремния и комбинации любых таких волокон. Как правило, волокна керамических оксидов являются кристаллической керамикой и/или смесью кристаллической керамики и стекла (т.е., волокно может одновременно содержать кристаллическую керамику и включения стекла). Как правило, такие волокна имеют длину по заказу от, не менее, около 50 м, и даже могут иметь длины по заказу в километры или больше. Как правило, непрерывные керамические волокна имеют средний диаметр волокна в диапазоне от, примерно, 5 микрометров, до, примерно, 50 микрометров, от примерно, 5 микрометров, до, примерно, 25 микрометров, примерно, 8 микрометров, до, примерно, 25 микрометров, или даже примерно, 8 микрометров, до, примерно, 20 микрометров. В некоторых примерах осуществления, кристаллические керамические волокна имеют среднюю прочность на разрыв не менее 1,4 ГПа, не менее 1,7 ГПа, не менее 2,1 ГПа, и/или даже не менее 2,8 ГПа. В некоторых примерах осуществления, кристаллические керамические волокна имеют модуль упругости, превышающий 70 ГПа, до, примерно, не более 1000 ГПа, или даже не более 420 ГПа.
Примером особенного подходящего керамического волокна является волокно карбида кремния. Как правило, монофиламентные волокна карбида кремния являются кристаллическими, и/или смесью кристаллической керамики и стекла (т.е., волокно может одновременно содержать кристаллическую керамику и включения стекла). Как правило, такие волокна имеют длину по заказу от, не менее, около 50 м, и даже могут иметь длины по заказу в километры или больше. Как правило, непрерывные монофиламентные волокна карбида кремния имеют средний диаметр волокна в диапазоне от, примерно, 100 микрометров до, примерно, 250 микрометров. В некоторых примерах осуществления, кристаллические керамические волокна имеют среднюю прочность на разрыв не менее 2,8 ГПа, не менее 3,5 ГПа, не менее 4,2 ГПа, и/или даже не менее 6 ГПа. В некоторых примерах осуществления, кристаллические керамические волокна имеют модуль упругости, превышающий 250 ГПа, до, примерно, не более 500 ГПа, или даже не более 430 ГПа.
Одно, предпочитаемое здесь керамическое волокно состоит из поликристаллического альфа-Al2O3. Пригодные алюмооксидные волокна описаны, например, в патентах США №4,954,462 (Wood и др.) и №5,185,299 (Wood и др.). Типичные альфа алюмооксидные волокна поставляются на рынок под торговой маркой «NEXTEL 610» (компания 3М Company, Сент-Пол, Миннесота). В некоторых примерах осуществления, алюмооксидные волокна являются поликристаллическими альфа-алюмооксидными волокнами, и содержат, на основании теории оксидов, свыше 99 массовых процентов Al2O3 и 0,2-0,5 массовых процента SiO2, исходя из общей массы алюмооксидных волокон. С другой стороны, некоторые желаемые поликристаллические альфа-алюмооксидные волокна содержат альфа-алюмооксид, имеющий средний размер зерна менее одного микрометра (или даже, в некоторых примерах осуществления, менее 0,5 микрометров). С другой стороны, в некоторых примерах осуществления, поликристаллические альфа-алюмооксидные волокна имеют среднюю прочность на разрыв не менее 1,6 ГПа (в некоторых примерах осуществления, не менее 2,1 ГПа, или даже не менее 2,8 ГПа).
Подходящие алюмосиликатные волокна описаны, например, в патенте США №4,047,965 (Karst и др.). Типичные алюмосиликатные волокна поставляются на рынок под торговыми марками «NEXTEL 440», «NEXTEL 550» и «NEXTEL 720» компанией 3М Company из г.Сент-Пол, Миннесота. Алюмоборосиликатные волокна описаны, например, в патенте США №3,795,524 (Sowman). Типичные алюмоборосиликатные волокна поставляются на рынок под торговой маркой «NEXTEL 312» компанией 3М Company. Волокна нитрида бора могут производиться, например, как описано в патентах США №№3,429,722 (Economy) и 5,780,154 (Okano и др.). Типичные волокна карбида кремния поставляются на рынок, например, компанией COI Ceramics из г.Сан-Диего, Калифорния, под торговой маркой «NICALON» в жгутах по 500 волокон, компанией Ube Industries, Япония, под торговой маркой «TYRANNO», и компанией Dow Coming, г.Мидлэнд, Мичиган, под торговой маркой «SYLRAMIC».
Примеры пригодных стеклянных волокон включают в себя известные специалистам стекла марок А, В, С, D, S, AR, R, фибергласс и парагласс. Другие стеклянные волокна также могут использоваться, данный перечень не ограниченный, и на рынке существует много различных типов стеклянных волокон, например, производства компании Coming Glass Company (Корнинг, Нью-Йорк).
В некоторых примерах осуществления могут предпочитаться непрерывные стеклянные волокна. Как правило, непрерывные стеклянные волокна имеют средний диаметр волокна в диапазоне от, примерно, 3 микрометров до, примерно, 19 микрометров. В некоторых примерах осуществления, стеклянные волокна имеют среднюю прочность на разрыв в, не менее, 3 ГПа, 4 ГПа, и/или даже не менее 5 ГПа. В некоторых примерах осуществления, стеклянные волокна имеют модуль упругости в диапазоне от, примерно, 60 ГПа до 95 ГПа, или от, примерно, 60 ГПа до, примерно, 90 ГПа.
Подходящие углеродные волокна включают в себя имеющиеся на рынке углеродные волокна, такие как волокна под марками PANEX® и PYRON® (от компании ZOLTEK, Бриджтон, Миссури), THORNEL (от компании CYTEC Industries, Inc., Вест Патерсон, Нью-Джерси), HEXTOW (от компании HEXCEL, Inc., Сутбери, Коннектикут), и TORAYCA (от компании TORAY Industries, Ltd., Токио, Япония). Такие углеродные волокна могут быть получены из полиакрилонитрильного (ПАН) исходного материала. Прочие подходящие углеродные волокна включают в себя, как известно специалистам, PAN-IM, PAN- HM, PAN UHM, PITCH или побочные продукты вискозы.
Дополнительные подходящие имеющиеся на рынке волокна включают в себя ALTEX (от компании Sumitomo Chemical Company, Осака, Япония) и ALCEN (от компании Nitivy Company, Ltd., Токио, Япония). Подходящие волокна также включают в себя сплав с эффектом памяти формы (т.е., металлический сплав, который проходит мартенситные превращения таким образом, что данный металлический сплав деформируется с помощью механизма сдваивания при температуре ниже температуры трансформации, при которой такая деформация обратима, когда двойная структура возвращается к начальному этапу при нагреве до температуры, превышающей температуру трансформации). Имеющиеся на рынке сплавы с эффектом памяти формы включают в себя, например, сплавы от компании Johnson Matthey Company (Вест Уайтлэнд, Пенсильвания).
В некоторых примерах осуществления, керамические волокна находятся в жгутах. Жгуты известны в волоконной отрасли, и относятся к множеству (отдельных) волокон (как правило, не менее 100 волокон, еще чаще, не менее 400 волокон), собранных в форму, подобную жгуту. В некоторых примерах осуществления, жгуты состоят из, не менее 780 отдельных волокон каждый, в некоторых случаях, из не менее 2600 отдельных волокон каждый, и, в других случаях, из не менее 5200 отдельных волокон каждый. Как правило, жгуты керамических волокон поставляются с разными длинами, включая 300 метров, 500 метров, 750 метров, 1000 метров, 1500 метров, 2500 метров, 5000 метров, 7500 метров и длиннее. Волокна могут иметь круглое или эллиптическое сечение.
Как правило, имеющиеся на рынке волокна могут включать в себя органический клей, добавленный к волокнам во время производства для придания смазывающей способности и защиты прядей волокон во время обращения с ними. Клей может быть удален, например, путем его растворения или выжигания из волокон. Как правило, желательно удалить клей до формования полимерно-композитного провода на металлической матрице. Волокна также могут иметь покрытия, используемые, например, для увеличения смачиваемости волокон, снижения или предотвращения реакции между волокнами и расплавленным материалом металлической матрицы. Такие покрытия и технологии нанесения таких покрытий известны в отрасли волокон и полимерных композитных материалов.
Предпочтительные здесь термопластичные полимерно-композитные провода в соответствии с настоящим раскрытием могут иметь плотность волокон между, примерно, 3,90-3,95 грамм на кубический сантиметр. Среди предпочтительных волокон находятся волокна, описанные в патенте США №4,954,462 (Wood и др., закрепленном за компанией Minnesota Mining and Manufacturing Company, Сент-Пол, Миннесота), идеи которого справочно приведены в настоящем документе. Предпочтительными волокнами являются волокна на основе альфа алюмооксида, поставляемые на рынок под торговой маркой «NEXTEL 610» компанией 3М Company, Сент-Пол, Миннесота. Термопластичная полимерная матрица предпочтительнее выбирается так, чтобы она существенно не взаимодействовала химически с материалом волокна (т.е., относительно химически инертным относительно материала волокна), устраняя этим необходимость в нанесении защитного покрытия на внешнюю поверхность волокна.
Опциональные композитные провода на металлической матрице
В других типичных примерах осуществления, термоусаживаемый полимерно-композитный кабель может опционально включать в себя один или несколько волоконно-армированных композитных проводов на металлической матрице. Одним, предпочитаемым здесь волоконно-армированным композитным проводом на металлической матрице является армированный керамическим волокном композитный провод на алюминиевой матрице. Предпочтительнее, армированные керамическим волокном композитные провода на алюминиевой матрице содержат непрерывные волокна поликристаллического альфа-Al2O3, инкапсулированные в матрице из, либо в значительной степени чистого первичного алюминия, либо из сплава чистого алюминия с до 2 массовых процентов меди, исходя из общего веса матрицы. Предпочитаемые волокна состоят из равноосных зерен размером менее около 100 нм, и волокна диаметром в диапазоне, примерно, 1-50 микрометров. Предпочтительнее диаметр волокна в диапазоне около 5-25 микрометров, а более предпочтительнее, в диапазоне около 5-15 микрометров.
В определенных, предпочтительных здесь примерах осуществления волоконно-армированного композитного провода на металлической матрице, использование матрицы, состоящей либо из, в значительной степени чистого первичного алюминия, либо из сплава чистого алюминия с до 2 массовых процентов меди, исходя из общего веса матрицы, продемонстрировало получение успешных проводов. Как используется в настоящем документе, термины «в значительной степени чистый первичный алюминий», «чистый алюминий» и «первичный алюминий» взаимозаменяемые, и предназначены для обозначения алюминия, содержащего менее около 0,05 массовых процентов примесей.
В одном, предпочтительном здесь примере осуществления, волоконно-армированные композитные провода на металлической матрице содержат от, примерно, 30 до 70 объемных процентов, волокон поликристаллического альфа- Al2O3, исходя из общего объема волоконно-армированного композитного провода на металлической матрице, находящегося в матрице из, в значительной степени, первичного алюминия. В настоящее время предпочтительно, чтобы матрица имела менее, около 0,03 массовых процентов железа, и, наиболее предпочтительно, менее, около 0,01 массовых процентов железа, исходя из общего веса матрицы. Предпочтительное содержание волокон - около 40-60% поликристаллических волокон альфа-Al2O3. Такие волоконно-армированные композитные провода на металлической матрице, формованные с металлической матрицей, имеющей предел текучести менее около 20 МПа, и волокна, имеющие продольную прочность на разрыв не менее около 2,8 ГПа, были признаны имеющими отличные характеристики прочности.
Матрица также может быть образована из сплава первичного алюминия с до 2 массовых процентами меди, исходя из общей массы матрицы. Как и в примере осуществления, в котором используется матрица из, в значительной степени, чистого первичного алюминия, волоконно-армированные композитные провода на металлической матрице, имеющие матрицу из алюминиевомедного сплава, предпочтительно содержат от, примерно, 30-70 объемных процентов поликристаллических волокон альфа-Al2O3, и, однако, более предпочтительно содержат около 40-60 объемных процентов поликристаллических волокон альфа-Al2O3, исходя из общей массы полимерного композита. В дополнение предпочтительно, чтобы матрица имела менее, около 0,03 массовых процентов железа, и, наиболее предпочтительно, менее, около 0,01 массовых процентов железа, исходя из общего веса матрицы. Предпочтительнее, чтобы алюминиевомедная матрица имела предел текучести менее около 90 МПа, и, как указано выше, поликристаллических волокон альфа-Al2O3 имели продольную прочность на разрыв не менее около 2,8 ГПа.
Предпочтительнее, чтобы волоконно-армированные композитные провода на металлической матрице были формованы из, в значительной степени, непрерывных поликристаллических волокон альфа-Al2O3, содержащихся в матрице из, в значительной степени чистого первичного алюминия, или матрице, образованной из описанного выше сплава первичного алюминия с до, примерно, 2 массовыми процентами меди. Как правило, такие провода производятся путем процесса, в котором бобина в значительной степени непрерывных поликристаллических волокон альфа-Al2O3, имеющих форму жгута волокон, протягивается через ванну с расплавленным материалом матрицы. Впоследствии, получившийся фрагмент затвердевает, что приводит к получению волокон, инкапсулированных внутри матрицы.
Типичные материалы металлической матрицы включают в себя алюминий (напр., высокой чистоты, (напр., выше 99,95%)), первичный алюминий, цинк, олово, магний т их сплавы (напр., сплав алюминия и меди). Как правило, материал матрицы предпочтительнее выбирается так, чтобы материал матрицы существенно химически не взаимодействовал с материалом волокна (т.е., был относительно химически инертным относительно материала волокна), например, для устранения необходимости в нанесении защитного покрытия на внешнюю поверхность волокна. В некоторых примерах осуществления, желательно, чтобы материал матрицы состоял из алюминия и его сплавов.
В некоторых примерах осуществления, металлическая матрица содержит не менее 98 массовых процентов алюминия, не менее 99 массовых процентов алюминия, свыше 99,9 массовых процентов алюминия, или даже свыше 99,95 массовых процентов алюминия. Типичные сплавы алюминия и меди содержат не менее 98 массовых процентов А1, и до 2 массовых процентов Си. В некоторых примерах осуществления, пригодными являются алюминиевые сплавы серий 1000, 2000, 3000, 4000, 5000, 6000, 7000 и/или 8000 (обозначения Ассоциации Производителей Алюминия). Несмотря на то, что металлы более высокой чистоты обычно бывают желательными для производства проводов с более высокой прочностью на разрыв, также пригодны и менее чистые формы металлов.
Подходящие металлы имеются на рынке. Например, алюминий поставляется компанией Alcoa, Питтсбург, Пенсильвания, под торговой маркой «SUPER PURE ALUMINUM; 99.99% AI». Алюминиевые сплавы (напр., Al-2 массовых процента (0,03 массовых процентов примесей)) можно приобрести, например, в компании Belmont Metals, Нью-Йорк, Нью-Йорк. Цинк и олово можно приобрести, например в компании Metal Services, Сент-Пол, Миннесота («чистый цинк», чистота 99,999% и «чистое олово», чистота 99,95%). Магний, например, можно приобрести в компании Magnesium Elektron, Манчестер, Англия, под торговой маркой «PURE». Сплавы магния (напр., WE43A, EZ33A, AZ81A, и ZE41A) можно приобрести, например в компании TIMET, Денвер, Колорадо.
Как правило, волоконно-армированный композитный провод на металлической матрице содержит не менее 15 объемных процентов (в некоторых примерах осуществления, не менее 20, 25, 30, 35, 40, 45, или даже 50 объемных процентов) волокон, исходя из общего объединенного объема волокон и материала матрицы. Более типично, полимерно-композитные жилы и провода содержат волокна в диапазоне от 40 до 70 (в некоторых примерах осуществления, от 45 до 70) объемных процентов волокон, исходя из общего объединенного объема волокон и материала матрицы.
Подходящие волоконно-армированные композитные провода на металлической матрице могут быть изготовлены с использованием известных специалистам технологий. Непрерывный композитный провод на металлической матрице может быть изготовлен, например, путем непрерывного процесса пропитки матрицы. Один из пригодных процессов описывается, например, в патенте США №6,485,796 (Carpenter и др.), все раскрываемые сведения которого во всей их полноте указаны здесь в справочном порядке.
Опциональные эластичные металлические провода
В дополнительных типичных примерах осуществления, термоусаживаемый полимерно-композитный кабель может опционально включать в себя один или несколько эластичных металлических проводов. Эластичные металлические провода могут быть особенно предпочтительными для скручивания вокруг термоусаживаемой полимерно-композитной сердцевины для получения термоусаживаемого полимерно-композитного кабеля, которые показывает высокую электропроводимость, напр., кабеля лини электропередачи в соответствии с определенными примерами осуществления настоящего раскрытия.
Предпочтительные эластичные металлические провода включают в себя провода, изготовленные из железа, стали, циркония, меди, олова, кадмия, алюминия, магния и цинка, их сплавов с другими металлами и/или кремнием, и тому подобные. Медные провода поставляются на рынок, например, компанией Southwire Company, Кэрролтон, Джорджия. Алюминиевые провода поставляются на рынок, например, компанией Nexans, Уэйберн, Канада, или Southwire Company, Кэрролтон, Джорджия, под торговыми марками «1350-Н19 ALUMINUM» и «1350-Н0 ALUMINUM».
Как правило, медные провода имеют коэффициент теплового расширения в диапазоне от, примерно, 12 чнм/°С до, примерно, 18 чнм/°С в диапазоне температур от, примерно, 20°С до, примерно, 800°С. Провода из сплавов меди (напр., медная бронза, такая как Cu-Si-X, Cu-Al-X, Cu-Sn-X, Cu-Cd; где X=Fe, Мп, Zn, Sn и/или Si) поставляются на рынок, например, компанией Southwire Company, Кэрролтон, Джорджия; меди, дисперсионно-упрочненной оксидами, поставляются на рынок, например, компанией OMG Americas Corporation, Рисерч Триангл Парк, Северная Каролина, под наименованием «GLIDCOP». В некоторых примерах осуществления, провода из сплавов меди имеют коэффициент теплового расширения в диапазоне от, примерно, 10 чнм/°С до, примерно, 25 чнм/°С в диапазоне температур от, примерно, 20°С до, примерно, 800°С. Провода могут иметь различные формы сечения (напр., круглую, эллиптическую и трапецевидную).
Как правило, алюминиевые провода имеют коэффициент теплового расширения в диапазоне от, примерно, 20 чнм/°С до, примерно, 25 чнм/°С в диапазоне температур от, примерно, 20°С до, примерно, 500°С. В некоторых примерах осуществления, алюминиевые провода (напр., «1350-Н19 ALUMINUM») имеют сопротивление статическому разрыву при растяжении не менее 138 МПа (20 тысяч фунтов на кв. дюйм), не менее 158 МПа (23 тысячи фунтов на кв. дюйм), не менее 172 МПа (25 тысяч фунтов на кв. дюйм), или, не менее 186 МПа (27 тысяч фунтов на кв. дюйм), или не менее 200 МПа (29 тысяч фунтов на кв. дюйм). В некоторых примерах осуществления, алюминиевые провода (напр., «1350-Н0 ALUMINUM») имеют сопротивление статическому разрыву при растяжении, от превышающего 41 МПа (6 тысяч фунтов на кв. дюйм), до не превышающего 97 МПа (14 тысяч фунтов на кв. дюйм), или даже до не превышающего 83 МПа (12 тысяч фунтов на кв. дюйм).
Провода из сплавов алюминия поставляемые на рынок, например, провода из алюминийциркониевого сплава, под торговыми марками «ZTAL», «XTAL» и «KTAL» (от компании Sumitomo Electric Industries, Осака, Япония), или «6201» (от компании Southwire Company, Кэрролтон, Джорджия). В некоторых примерах осуществления, провода из сплавов алюминия имеют коэффициент теплового расширения в диапазоне от, примерно, 20 чнм/°С до, примерно, 25 чнм/°С в диапазоне температур от, примерно, 20°С до, примерно, 500°С.
В дополнительных примерах осуществления, некоторые или все провода из эластичных металлов имеют форму сечения, в направлении, в значительной степени, обычном к центральной продольной оси, «Z» или «S» (не показаны). Провода таких сечений известны специалистам, и могут быть желательны, например, для формирования блокирующего внешнего слоя кабеля.
Способы производства термоусаживаемых полимерно-композитных проводов
В целом, термоусаживаемые полимерно-композитные провода в соответствии с настоящим раскрытием, могут быть успешно произведены с помощью процесса пултрузии вместо процесса экструзии. Как правило, «экструзия» включает в себя проталкивание материала через цилиндр, оснащенный одним или несколькими нагреваемые шнеками, обеспечивающими существенный объем силы сдвига, и смешивания до выхода материала из цилиндра через, напр., головку экструдера. Напротив, в процессе «пултрузии», материалы вытягиваются через головку экструдера. Пултрузия часто используется для формирования непрерывных, волоконно-армированных полимерно-композитных проводов, имеющих равномерное сечение. В типичном процессе пултрузии, непрерывные волокна и жидкий полимерный исходный материал вытягиваются через нагретую головку экструдера, где композитная часть приобретает форму, а жидкий полимерный исходный материал отвердевает. Получившийся волоконно-армированный полимерный композитный материал далее может быть охлажден и разрезан на необходимые длины для получения пултрузионных проводов. Типичные пултрузионные провода включают в себя шесты, столбы, ручки, стержни, трубки, балки, напр., двутавровые балки, палубный настил, валы стрелок, кронштейны и тому подобное.
Один типичный процесс пултрузии иллюстрируется устройством 200 на Фиг.4А. Бобины 104 волокна 105 поддерживаются, напр., на бобинодержателе 102. Каждое волокно 105 часто является пучком волокон, напр., жгутом или прядью. Хотя это не показано, волокна также могут быть матом, имеющим непрерывные и/или прерывистые волокна. В некоторых примерах осуществления, волокна объединены с дополнительными волоконными слоями, напр., мат из комплексных нитей 106.
По мере вытягивания волокон через направляющую 110, они выравниваются и распределяются, как требуется для конкретного пултрузионного провода. После этого, волокна 105 попадают в ванну с жидким полимерным исходным материалом 120, где они насыщаются, или «пропитываются» системой жидкого полимерного исходного материала 130. При выходе из ванны с жидким полимерным исходным материалом, волокна попадают в преформер 140, где плоский насыщенный лист волокон проходит предварительное формование, и, в процессе, называемом «отжимом», из него удаляются излишки жидкого полимерного исходного материала.
В некоторых примерах осуществления, после ванны жидкого полимерного исходного материала может наноситься мат из комплексных нитей и/или поверхностная вуаль с целью, напр., улучшения прочностных и/или поверхностных свойств пултрудированной части. Как правило, добавленный поверхностные вуали являются насыщенными частью избыточного жидкого полимерного исходного материала при его отжиме с насыщенных волокон в преформере 140. В некоторых примерах осуществления, предварительный нагреватель, напр., радиочастотный предварительный нагреватель, может быть расположен между преформером 140 и экструзионной головкой 150 с целью повышения температуры и снижения вязкости жидкого полимерного исходного материала.
После выравнивания и отжима, волокна, пропитанные жидким полимерным исходным материалом, готовы к проходу через экструзионную головку 150, формирующую провод. Как правило, экструзионная головка имеет прецизионную обработку, так что волокна и жидкий полимерный исходный материал сжимаются для соответствия необходимому окончательному сечению. Как правило, экструзионная головка 150 подогревается в одном или нескольких участках с целью обеспечения температурного профиля, требуемого для вулканизации или иного отверждения системы жидкого полимерного исходного материала. Таким образом, по мере прохождения жидкого полимерного исходного материала и волокон через нагретую экструзионную головку, жидкий полимерный исходный материал отверждается, и уменьшается в объеме.
В некоторых примерах осуществления, преформер может отсутствовать, а отжим и насыщение любых поверхностных вуалей происходит на входе в экструзионную головку. В дополнение, так как материалы не проходят предварительное формование, преобразование материалов в их конечную форму происходит в экструзионной головке.
После того, как отвержденный, пултрудированный термоусаживаемый полимерно-композитный провод 2 из волоконно-армированного полимера («ВАП») выходит из экструзионной головки, перед попаданием на участок «захвата» 170, он может быть охлажден или обработан иным способом. Для непрерывного протягивания материалов через экструзионную головку пултрузии, используется широкий спектр способов захвата, включая, напр., гусеничную ленту 175, гидравлические фиксаторы, возвратно-поступательные рабочие салазки и тому подобные. После участка захвата, композитный провод ВАП 2 может быть разрезан (напр., с помощью не показанной отрезной пилы) на необходимые длины готовых термоусаживаемых полимерно-композитных проводов, или намотан на бобину 180.
Широко распространены различные модификации данного общего описания процесса пултрузии. Например, в качестве альтернативы насыщению волокон в ванне жидкого полимерного исходного материала, жидкий полимерный исходный материал может впрыскиваться в экструзионную головку, что, как правило, называется инжекционной пултрузией. Как правило, волокна разматываются с бобинодержателя, выравниваются и распределяются как требуется, и проходят через экструзионную головку. Рядом с входом в головку, впрыскивается жидкий полимерный исходный материал, и, по мере вытягивания волокон через участок инжекции жидкого полимерного исходного материала, они насыщаются, жидкий полимерный исходный материал отверждается в экструзионной головке, а композитный материал ВАП производится готовым к нарезке на провода или намотке на бобину 180.
Как и во многих производственных процессах, существует стремление к улучшению механических свойств пултрудированных проводов. Как правило, производители пытаются достигнуть этого путем увеличения объемной части волокон в проводах. Однако, как широко известно, даже небольшое увеличение в объемной части волокон может привести к значительным увеличениям усилия вытягивания, т.е., усилия, требуемого для вытягивания жидкого полимерного исходного материала и волокон через экструзионную головку. Так как скорость технологического процесса и производительность также являются критически важными, имеются существенные практические ограничения на максимальную загрузку волокон, которая может быть достигнута.
Как правило, чем меньше объемная часть волокон в композитном материале, тем больше снижение объема композитной части, происходящей из-за снижения объема жидкого полимерного исходного материала во время отверждения в экструзионной головке. Так как получившаяся композитная часть уменьшила контакт с поверхностью экструзионной головки, снизилось трение, и требуется меньшее усилие протягивания. По мере увеличения объема волокна, снижается объем жидкого полимерного исходного материала, что приводит к меньшему снижению объема, большему трению, и увеличенным усилиям протягивания.
Вязкость жидкого полимерного исходного материала также влияет на усилия протягивания. Как правило, при увеличении вязкости, требуются большие усилия протягивания. В некоторых областях применения, для частичного снижения его вязкости, жидкий полимерный исходный материал может подогреваться перед входом в экструзионную головку.
Авторы настоящего изобретения открыли, что, в некоторых примерах осуществления, включение даже небольших объемов наночастиц в систему жидкого полимерного исходного материала может произвести резкое и неожиданное снижение усилия протягивания при фиксированной загрузке волокон. Данный эффект может использоваться для увеличения объема загрузки волокон и/или увеличения скорости процесса без превышения максимального необходимого усилия протягивания. Данные результаты еще более удивительны, так как добавление наночастиц в систему жидкого полимерного исходного материала известно, как увеличивающее вязкость и снижающее сжатие, что, как правило, увеличивает требуемое усилие протягивания.
В дополнение к поддержанию усилия протягивания ниже некоторого желаемого максимального значения, также желательно поддерживать ровное усилие протягивания. Зачастую, резкие, или даже постепенные увеличения усилия протягивания, указывают на проблемы технологического процесса, обычно, на входе в, или внутри экструзионной головки. Это может привести к остановкам производства для очистки экструзионной головки или настройки других параметров. Подобные приостановки или задержки технологического процесса могут также стать причиной пиков в усилии протягивания при возобновлении движения производственной линии. Таким образом, высокие, стабильные усилия протягивания более предпочтительны, чем низкие, не стабильные усилия протягивания.
В некоторых примерах осуществления, авторы настоящего изобретения открыли, что добавление даже малых объемов наночастиц может привести к получению стабильного усилия протягивания. Несмотря на то, что часто требуются снижения усилий протягивания, даже для таких обстоятельств, когда среднее усилие протягивания наполненной наночастицами системы жидкого полимерного исходного материала выше, чем аналогичной системы без наночастиц (например, в силу высокой объемной доли волокна), более высокие (но стабильные) усилия протягивания могут быть допустимы, обеспечивая большую гибкость в выборе других параметров, таких как загружаемый объем волокна, скорость технологической линии и вязкость жидкого полимерного исходного материала.
Способы производства многожильных кабелей, имеющих как минимум один термоусаживаемый полимерно-композитный провод
В дополнительных типичных примерах осуществления, раскрытие приводит способ изготовления многожильных композитных кабелей, описанных в любом из приведенных выше примерах осуществления, способ, состоящий их скручивания первого множества проводов вокруг сердцевины (напр., провода), определяющей центральную продольную ось, где спиральное скручивание первого множества термопластичных полимерно-композитных проводов производится в направлении первой укладки под углом первой укладки, определенным относительно центральной продольной оси, где первое множество проводов имеет длину первой укладки, спирального скручивания второго множества термопластичных полимерно-композитных проводов вокруг первого множества термопластичных полимерно-композитных проводов, при котором спиральное скручивание второго множества термопластичных полимерно-композитных проводов осуществляется в направлении первой укладки под углом второй укладки, определенным относительно центральной продольной оси, и где второе множество проводов имеет длину второй укладки, а также нагрева спирально скрученных первого и второго множеств термопластичных полимерно-композитных проводов до температуры и в течение времени, достаточных для фиксации спирально скрученных полимерно-композитных проводов в спирально скрученной конфигурации при охлаждении до температуры в 25°С.
Предпочтительная здесь температура равна не менее, примерно, 100°С, более предпочтительная не менее, примерно, 150°С, более предпочтительная не менее 200°С, даже более предпочтительная не менее, примерно, 250°С, или даже 300°С. В некоторых типичных примерах осуществления, температура не должна превышать 600°С, 550°С, 500°С, 450°С, или даже 350°С.
Предпочтительное время находится в диапазоне от, примерно, одной секунды, до не более чем одного часа. Предпочтительнее, чтобы время не превышало примерно 30 минут, более предпочтительно, не более, примерно, 15 минут, не более, примерно, 10 минут, не более, примерно, пяти минут, не более, примерно, четырех минут, не более, примерно, трех минут, не более, примерно, двух минут, или даже не более, примерно, одной минуты.
В одном типичном примере осуществления, спирально скрученный термоусаживаемый полимерно-композитный кабель включает в себя множество термопластичных полимерно-композитных проводов, спирально скрученных в направлении укладки для получения коэффициента укладки от 6 до 150. «Коэффициент укладки» многожильного кабеля определяется делением длины многожильного кабеля, в которой провод 12 совершает один спиральный оборот, на номинальный внешний диаметр слоя, в котором находится данная жила.
Хотя могут использоваться термопластичные полимерно-композитные провода любых подходящих размеров, для многих примеров осуществления и многих областей применения предпочтительнее, чтобы термопластичные полимерно- композитные провода имели диаметр от 1 до 4 мм. Однако, могут использоваться термопластичные полимерно-композитные провода больших или меньших размеров.
Способы производства многожильных кабелей, имеющих множество термоусаживаемых полимерно-композитных проводов
В заключительной разновидности, в настоящем раскрытии описываются способы производства многожильного кабеля, включающего в себя не менее одного из описанных выше термоусаживаемых полимерно-композитных проводов. В определенных типичных примерах осуществления, в настоящем раскрытии описываются способы производства спирально скрученного кабеля, включающего в себя не менее одного из описанных выше термоусаживаемых полимерно-композитных проводов.
Так, в одном типичном примере осуществления, данный способ состоит из спиральной скрутки первого множества проводов вокруг сердцевинного провода, определяющего центральную продольную ось, при этом, спиральная скрутка первого множества проводов осуществляется в направлении первой укладки под углом первой укладки, определенном относительно центральной продольной оси, спиральной скрутки второго множества проводов вокруг первого множества проводов, при этом, спиральная скрутка второго множества проводов осуществляется в направлении первой укладки под углом второй укладки, определенном относительно центральной продольной оси. Как минимум одна из сердцевинных жил, первого множества проводов или второго множества проводов, выбираются из описанного выше термоусаживаемого полимерно-композитного провода.
В качестве варианта, спирально скрученные первое и второго множества проводов могут быть нагреты до температуры, достаточной для фиксации спирально скрученных проводов в спирально скрученной конфигурации при охлаждении до температуры в 25°С. В качестве варианта, первое и второго множества проводов могут быть окружены коррозионностойкой оболочкой и/или армирующим элементом.
В других типичных примерах осуществления способа производства спирального многожильного термоусаживаемого полимерно-композитного кабеля, относительная разность между углом первой укладки и углом второй укладки превышает 0°, и не превышает, примерно, 4°. В определенных типичных примерах осуществления способ, дополнительно, включает в себя скручивание множества проводов из эластичного металла вокруг сердцевинной жилы, определяющей центральную продольную ось.
Типичное устройство 80 для производства спиральных многожильных термоусаживаемых полимерно-композитных кабелей в соответствии с примерами осуществления настоящего раскрытия, показан на Фиг.4 В. Провода могут быть скручены или спирально намотаны, как известно специалистам, на любом подходящем оборудовании для скручивания кабелей, таком как планетарные скручиватели кабелей, поставляемые компанией Cortinovis, Spa, Бергамо, Италия, и компанией Watson Machinery International, Паттерсон, Нью-Джерси. В некоторых примерах осуществления, как известно специалистам, может быть предпочтительным применение жесткого скручивателя или вала, для получения натяжения сердцевины, превышающего 100 кг.
Типичный процесс скручивания описан, например, в патенте США №5,126,167. В течение процесса скручивания кабеля, сердцевинная жила, или промежуточный незаконченный многожильный термоусаживаемый полимерно-композитный кабель, который будет иметь один или несколько дополнительных слоев, намотанных вокруг нее, протягивается через центр различных кареток, с добавлением одного слоя к многожильному кабелю на каждой каретке. Отдельные провода, добавляемые как один слой, одновременно вытягиваются из их соответствующих бобин, одновременно вращаясь вокруг центральной оси кабеля с помощью каретки с электрическим приводом. Это производится последовательно для каждого необходимого слоя. Результатом является спирально скученная термоусаживаемая полимерно-композитная сердцевина.
Катушка провода 81 используется для создания сердцевинной жилы 2 спирально скученного термоусаживаемого полимерно-композитного кабеля, установленного на головке обычного планетарного скручивателя кабелей 80, при этом, катушка 81 свободно вращается с натяжением, прилагаемым через тормозную систему, где натяжение может прилагаться к сердцевине во время финальной части (в некоторых примерах осуществления, в диапазоне от 0 до 91 кг (0-200 фунтов)). Сердцевинная жила 90 протягивается через бобинные каретки 82, 83, через финишные головки 84, 85, вокруг колес натяжного вала, и закрепляется на приемной катушке 87. Катушка провода 81 может содержать композитный провод, например, термоусаживаемый полимерно-композитный провод, термопластичный полимерно-композитный провод или композитный провод на металлической матрице. В качестве альтернативы, катушка провода 81 может содержать металлический провод, например, эластичный металлический провод.
В некоторых типичных примерах осуществления, многожильный кабель проходит (напр., протягивается) через опциональные источники нагрева 96 и 97. Финишные головки 84 и 85 также могут быть оснащены нагревательными элементами. Источники нагрева подают достаточно тепла в течение достаточного времени для того, чтобы дать любым полимерного-композитным проводам возможность, как минимум, частичного отверждения. Источники тепла могут работать достаточно продолжительно для обеспечения постоянного времени нагрева, достаточного для нагрева термоусаживаемого полимерно-композитного кабеля до температуры, достаточной для пластической деформации любых термопластичных полимерно-композитных проводов (при их наличии).
Могут использоваться различные способы нагрева, включая, например, конвенционный нагрев воздухом и лучистый нагрев с помощью трубчатой печи. В качестве альтернативы, кабель может проходить через ванну с нагретой жидкостью. В качестве альтернативы, многожильный кабель может быть намотан на катушку, и, после этого, нагрет в печи с достаточной температурой и в течение времени, достаточного для пластической деформации проводов.
До нанесения внешних скрученных слоев, отдельные композитные провода (напр., термоусаживаемые полимерно-композитные провода, а также любые опциональные термопластичные полимерно-композитные провода и или композитные провода на металлической матрице) помещаются на отдельных бобинах 88, установленных на нескольких каретках с приводом 82, 83 скручивающего оборудования. В некоторых примерах осуществления, диапазон натяжения, требуемого для вытягивания проводов 89А, 89В из бобин 88, обычно равен 4,5-22,7 кг (10-50 фунтов.). Как правило, имеется одна каретка для каждого слоя законченного спирально скрученного термоусаживаемого полимерно-композитного кабеля. Провода 89А, 89В каждого слоя сводятся вместе на выходе из каждой каретки в финишной головке 84, 85, и помещаются вокруг сердцевинной жилы или вокруг предшествующего слоя.
Как описано выше, слои композитных проводов (напр., термоусаживаемых полимерно-композитных проводов, а также любых опциональных термопластичных полимерно-композитных проводов и или композитных проводов на металлической матрице) могут быть спирально скручены. Во время процесса скручивания, сердцевинная жила, или промежуточный незаконченный спирально скрученный термоусаживаемый полимерно-композитный кабель, который может иметь один или несколько дополнительных слоев, намотанных вокруг него, протягивается через центр различных кареток, каждая из которых добавляет один слой к многожильному кабелю. Отдельные провода, добавляемые как один слой, одновременно вытягиваются из их соответствующих бобин, одновременно вращаясь вокруг центральной оси кабеля с помощью каретки с электрическим приводом. Это производится последовательно для каждого необходимого слоя. Результатом является спирально скученный термоусаживаемый полимерно-композитный кабель 91, который может быть разрезан и с которым можно удобно обращаться без потери его формы или его развертывания.
В некоторых типичных примерах осуществления, спирально скученные термоусаживаемые полимерно-композитные кабели содержат композитные провода длиной не менее 100 метров, не менее 200 метров, не менее 300 метров, не менее 400 метров, не менее 500 метров, не менее 1000 метров, не менее 2000 метров, не менее 3000 метров, или даже не менее 4500 метров или более.
Седцевинная жила и любые провода заданного слоя сводятся в тесное соприкосновение через финишные головки. Обратимся к Фиг.3. Как правило, финишные головки 84, 85 имеют размеры, предназначенные для снижения деформационных нагрузок на провода наматываемого слоя. Внутренний диаметр финишной головки совпадает с диаметром внешнего слоя. Для снижения нагрузок на провода слоя, финишная головка имеет такой размер, чтобы он находился в диапазоне на 0-2,0% больше относительно внешнего диаметра кабеля (т.е., внутренние диаметры головки находятся в диапазоне, в 1,00-1,02 раза превышающем внешний диаметр кабеля). Типичные финишные головки являются цилиндрическими, и удерживаются в своем в положении, например, с помощью болтов или других подходящих приспособлений. Головки могут быть изготовлены, например, из закаленной инструментальной стали.
При необходимости, получившийся законченный спирально скученный термоусаживаемый полимерно-композитный кабель может проходить через другие участки скручивания, и, в завершении, быть намотан на приемную катушку 87 с диаметром, достаточным для предотвращения повреждения кабеля. В некоторых, предпочитаемых здесь примерах осуществления, коррозионностойкая оболочка 9, например, лента, подаваемая из рулона 289, может наноситься на внешнюю поверхность спирально скученного термоусаживаемого полимерно-композитного кабеля с помощью устройства нанесения ленты 298, формируя этим многожильный термоусаживаемый полимерно-композитный кабель 10’’, имеющий внешнюю коррозионностойкую оболочку 9.
В некоторых примерах осуществления, для выпрямления кабеля могут применяться известные специалистам технологии. Например, готовый кабель может быть протянут через спрямляющее устройство, состоящее из валков (каждый валок размерами, например, 10-15 см (4-6 дюймов), линейно установленных в двух блоках, с, например, 5-9 валками в каждом блоке. Расстояние между двумя блоками валков может изменяться так, чтобы валки только набегали на кабель, или приводили к чувствительному сгибанию кабеля. Два блока валков расположены с противоположных сторон кабеля, с валками одного блока, совпадающими с промежутками между противоположными валками другого блока. Таким образом, два блока могут быть смещены друг от друга. По мере прохождения спирально скученного термоусаживаемого полимерно-композитного кабеля через спрямляющее устройство, кабель изгибается валками вперед и назад, давая скруткам в проводнике возможность растягиваться на одинаковую длину, снижая, таким образом, или устраняя слабину.
В некоторых типичных примерах осуществления, может быть желательно нагреть сердцевинную жилу до повышенной температуры (напр., не менее 25°С, 50°С, 75°С, 100°С, 125°С, 150°С, 200°С, 250°С, 300°С, 400°С, или даже, в некоторых примерах осуществления, не менее 500°С) по сравнению с комнатной температурой (напр., 22°С). Серцевинная жила может быть нагрета до необходимой температуры, например, путем нагрева провода на бобине (напр., в печи в течение нескольких часов). Нагретый на бобине провод помещается на питающую катушку (см. напр., питающую катушку 81 на Фиг.3) скручивателя кабеля. Желательно, чтобы нагретая бобина участвовала в процессе скручивания, пока провод все еще имеет желаемую или близкую к ней температуру (как правило, в течение около 2 часов).
В дополнительных типичных примерах осуществления, может быть желательно нагреть все провода до повышенной температуры (напр., не менее 25°С, 50°С, 75°С, 100°С, 125°С, 150°С, 200°С, 250°С, 300°С, 400°С, или даже, в некоторых примерах осуществления, не менее 500°С) по сравнению с комнатной температурой (напр., 22°С). Провода могут быть нагреты до необходимой температуры, например, путем нагрева провода на бобине (напр., в печи в течение нескольких часов). Нагретый на бобине провод помещается на питающую катушку (см. напр., питающую катушку 81 на Фиг.4В) и бобины (88А и 88В) скручивающего станка 300. Желательно, чтобы нагретая бобина участвовала в процессе скручивания, пока провод все еще имеет желаемую или близкую к ней температуру (как правило, в течение около 2 часов).
В определенных типичных примерах осуществления, во время процесса скручивания может быть желательно иметь перепад температур между сердцевинной жилой и другими проводами, образующими внешние слои. В других примерах осуществления, может быть желательно производить скручивание с натяжением сердцевинной жилы в, не менее, 100 кг, 200 кг, 500 кг, 1000 кг, или даже, не менее 5000 кг.
Способность обращения со спирально скученным термоусаживаемым полимерно-композитным кабелем является желательным свойством. Не желая быть связанным какой-либо конкретной теорией, спирально скученные термоусаживаемые полимерно-композитные кабели могут быть более легко способны поддерживать свою спирально скученную конфигурацию во время производства, когда в одни или несколько скрученных слоев кабеля включены опциональные термопластичные полимерно-композитные провода. Когда такие термопластичные полимерно-композитные провода нагреты до достаточной температуры, они подвергаются пластической деформации, а напряжения среди проводов ослабляются. Таким образом, изгибающие напряжения и другие приложенные напряжения в термопластичных полимерно-композитных проводах во время скручивания могут быть значительно снижены или даже устранены (т.е., снижены до нуля), если скрученные термопластичные полимерно-композитные провода нагреты до температуры, достаточной для смягчения полимерной матрицы в скрученных проводах, приводя термопластичные полимерно-композитные провода к прилеганию друг к другу, и сохраняя этим их спирально скрученную конфигурацию при охлаждении до температуры в 25°С.
В определенных, предпочтительных здесь типичных примерах осуществления, термопластичные полимерно-композитные провода нагреваются до температуры, немного превышающей температуру стеклования материала (со)полимерной матрицы, образующего термопластичный полимерно-композитный провод, на время, достаточное для снятия напряжения с термопластичного полимера. В некоторых типичных примерах осуществления, опциональные термопластичные полимерно-композитные провода в спирально скрученном термоусаживаемом полимерно-композитном кабеле нагреваются до температуры не менее 50°С, более предпочтительно, не менее 100°С, 150°С, 200°С, 250°С, 300°С, 350°С, 400°С, 450°С, или даже не менее 500°С.
Предпочтительнее, чтобы термопластичные полимерно-композитные провода в спирально скрученном термоусаживаемом полимерно-композитном кабеле не нагревались до температуры, превышающей точку плавления термопластичной (со)полимерной матрицы. В некоторых примерах осуществления, постоянное время нагрева может быть менее одной минуты. В других типичных примерах осуществления, термопластичные полимерно-композитные провода в спирально скрученном термоусаживаемом полимерно-композитном кабеле нагреваются в течение не менее 1 минуты, 2 минут, 5 минут, 10 минут, 20 минут, получаса, более предпочтительно, 1 часа, 1,5 часов, или даже двух часов.
Области применения многожильных термоусаживаемых полимерно-композитных кабелей
Спирально скрученные термоусаживаемые полимерно-композитные кабели настоящего раскрытия применимы во многих областях. Считается, что такие кабели особенно желаемы для использования в качестве кабелей линий электропередачи, которые могут включать в себя воздушные, подземные и подводные линии электропередачи, в силу своей комбинации низкого веса, высокой прочности, хорошей электропроводности, низкого коэффициента теплового расширения, высоких температур применения и стойкости к коррозии. Спирально скрученные термоусаживаемые полимерно-композитные кабели также могут использоваться в качестве промежуточных изделий, которые позднее становятся частью готовых изделий, например, буксирных тросов, подъемных тросов, кабелей линий электропередачи и тому подобного.
Кабель линии электропередачи может включать в себя один или несколько дополнительных слоев проводников из эластичного металла. При желании, можно использовать больше слоев проводов из эластичного металла. При использовании в качестве кабеля линий электропередачи, опциональные провода из эластичного металла могут выступать в роли проводников, т.е. проводников из эластичного металла. Как известно специалистам, предпочтительнее, чтобы каждый проводящий слой состоял из множества проводов из эластичного металла. Подходящие материалы для проводов из эластичного металла включают в себя алюминий и алюминиевые сплавы. Как известно специалистам, провода из эластичного металла могут быть скручены вокруг спирально скрученной термопластичной полимерно-композитной сердцевины с помощью подходящего оборудования для скручивания кабелей.
Массовый процент термоусаживаемых полимерно-композитных проводов в кабеле линии электропередачи будет зависеть от конструкции линии электропередачи. В кабеле линии электропередачи, провода из алюминия или алюминиевых сплавов могут изготавливаться из любых различных материалов, известных специалистам, включая, но не ограничиваясь, 1350Al (ASTM В609-91), 1350-H19Al (ASTM B230-89), или 6201 Т-81Al (ASTM B399-92).
Предпочитаемое здесь применение кабеля линии электропередачи - это кабель воздушной линии электропередачи, кабель подземной линии электропередачи, или кабель подводной линии электропередачи, такой как подводный кабель связи или гибкий подводный кабель. Описания подходящих кабелей воздушной линии электропередачи, кабелей подземной линии электропередачи, кабелей подводной линии электропередачи, подводных кабелей связи и гибких подводных кабелей см, например, находящуюся в процессе одновременного рассмотрения Предварительную заявку на патент США №61/226,151 («ИЗОЛИРОВАННЫЕ КОМПОЗИТНЫЕ СИЛОВЫЕ КАБЕЛИ И СПОСОБЫ ИХ ПРОИЗВОДСТВА И ПРИМЕНЕНИЯ», поданную 16 июля 2009 г.), и находящуюся в процессе одновременного рассмотрения Предварительную заявку на патент США №61/226,056 («ПОДВОДНЫЕ КОМПОЗИТНЫЕ КАБЕЛИ И МЕТОДИКИ», поданную 16 июля 2009 г.).
Описание подходящих кабелей линий электропередачи и процессов, в которых может использоваться многожильный кабель настоящего раскрытия, см., например, Технические Условия для многожильных алюминиевых проводников концентрической укладки с покрытием и стальным армированием (ACSR) ASTM В232-92; или патенты США №№5,171,942 и 5,554,826. В данных областях применения для передачи электроэнергии, провода, использованные в производстве кабеля, должны, как правило, выбираться для использования при температурах не менее 240°С, 250°С, 260°С, 270°С, или даже 280°С, в зависимости от области применения.
Как описывалось выше, кабель линии электропередачи (или любые отдельные провода, использованные в образовании многожильного композитного кабеля) может, в качестве варианта, быть окруженным изолирующим слоем или оболочкой. Для окружения и защиты кабеля линии электропередачи (или любых отдельных проводов, использованных в образовании многожильного композитного кабеля) могут также использоваться армирующий слой или оболочка.
В некоторых других областях применения, в которых многожильный композитный кабель будет использоваться самостоятельно, как готовое изделие (напр., в качестве подъемного троса), может быть предпочтительным, чтобы в многожильном композитном кабеле не было токопроводящих слоев.
Неожиданные результаты и преимущества
В примерах осуществления настоящего раскрытия могут быть получены различные неожиданные результаты и преимущества. В некоторых примерах осуществления, включение множества частиц, имеющих срединный диаметр в один микрометр или менее, в значительной степени равномерно распределенных по полимерно-композитной матрице, позволяет достигнуть более высокую объемную степень загрузки углеродного волокна в армированный волокном полимерно-композитный провод, увеличивая этим предел прочности на сжатие, модуль упругости при сдвиге, жесткость и устойчивость проволоки против провисания. Включение множества частиц, имеющих срединный диаметр в один микрометр или менее, в значительной степени равномерно распределенных по полимерно-композитной матрице, также показало снижение коэффициента теплового расширения (КТР) и сжатия во время отверждения.
Например, по сравнению с контрольным экземпляром без включения частиц, для армированного углеродным волокном отвержденного полимерного композита (включающего множество частиц, имеющих срединный диаметр в один микрометр и менее, в значительной степени равномерно распределенных по полимерно-композитной матрице) было получено 25% снижение КТР и 37% снижение линейного сжатия. Такие термоусаживаемые полимерно-композитные провода, армированные углеродным волокном, особенно привлекательны для использования в кабелях воздушных линий электропередачи. В дополнение, армированные углеродным волокном полимерно-композитные провода могут, в некоторых случаях, быть изготовлены с меньшими затратами, чем обычные композитные провода на металлической матрице, армированные керамическим волокном.
Более того, в определенных примерах осуществления, включение наночастиц в термоусаживаемые полимерно-композитные провода, увеличивает одно или оба предела, прочности на изгиб и прочности на сгибание, полимерно-композитного провода, и, в некоторых примерах осуществления, одно или оба предела, прочности на изгиб и прочности на сгибание, композитного кабеля, имеющего такой полимерно-композитный провод. Это не только улучшает рабочие характеристики провода и/или кабеля, но предоставляет существенные преимущества при обращении, транспортировке и монтаже термоусаживаемых полимерно-композитных проводов и композитных кабелей, имеющих такие полимерно-композитные провода.
Кроме этого, в некоторых примерах осуществления, полимерная матрица композитного ядра смешана из уникальной комбинации эпоксидной смолы с высокой температурой стеклования и отверждающего вещества, что делает полимерную матрицу более стабильной при высоких температурах (напр., до 280°С). Кроме этого, в некоторых типичных примерах осуществления, использование эпоксидных смол с высокой температурой стеклования (напр., с Tg в 240°С или выше) в полимерно-композитной матрице, может уникально предоставить улучшенные высокотемпературные рабочие характеристики по сравнению с обычными, термопластичными полимерно-композитными проводами, хорошо известными специалистам. Такие уникальные высокотемпературные рабочие характеристики идеально подходят для применения в электропередаче высокого напряжения.
В других типичных вариантах осуществления, множество частиц содержат поверхностно-модифицированные частицы, имеющие еще ядро наночастицы и химически активное поверхностно-модифицирующее вещество, связанное с ядром наночастицы, и вступившее в реакцию с полимером, отвержденным из жидкого состояния (жидкий исходный полимерный материал). Данные химически обработанные частицы особенно хорошо распределяются в жидких исходных полимерных материалах матрицы эпоксидной смолы, и, как правило, требуют меньших пултрузионных усилий для вытягивания волокон через головку экструдера во время процесса производства композитного провода. Этим облегчается производства термоусаживаемых полимерно-композитных проводов с высокой загрузкой волокон, что весьма желательно для улучшения прочности и механических свойств композитных проводов. Это также может облегчить производство заряженных наночастицами композитных проводов при высоких скоростях пултрузионной линии, или при меньшем усилии пултрузии.
Так, в некоторых вариантах осуществления, тянущее усилие, необходимое для образования термоусаживаемого полимерно-композитного провода, снижается не менее чем на 30% по сравнению с тянущим усилием, необходимым для образования аналогичного, армированного волокнами полимерного композита при аналогичных условиях, но без множества частиц, имеющих срединный диаметр в один микрометр или менее, в значительной степени равномерно распределенных по жидкому полимерному исходному материалу. В некоторых вариантах осуществления, тянущее усилие, необходимое для образования армированного волокнами полимерного композита при скорости линии на 20% превышающей базовую скорость лини, меньшее, чем тянущее усилие, необходимое для образования аналогичного армированного волокнами полимерного композита при базовой скорости линии, и не имеющего множества частиц, со срединным диаметром в один микрометр или менее, в значительной степени равномерно распределенных по жидкому полимерному исходному материалу.
Далее, действие настоящего раскрытия будет описано относительно следующих подробных примеров. Данные примеры приводятся для дальнейшей иллюстрации различных конкретных и предпочтительных примеров осуществления и технологий. Следует понимать, однако, что многие варианты и изменения могут быть сделаны без отклонения от духа и буквы настоящего изобретения.
ПРИМЕРЫ
Сводка материалов
Процедуры испытаний
Процедура измерения размера частиц
Размер частиц был измерен с использованием лазерной дифракции с помощью прибора HORIBA LA-950. Суспензия наночастиц была растворена с помощью ацетона до уровня содержания твердых веществ примерно в 1%. После этого, образец был добавлен в измерительную ячейку, заполненную ацетоном до достижения рекомендованных уровней прозрачности от 85% до 95%. Оптическая модель для расчета использовала коэффициент преломления в 1,6000 для кальцита и 1,3591 для ацетона, и предполагала частицы сферической формы. Второй дифференциальный способ был использован для сглаживания, и был основан на 150 повторениях. Зафиксированные значения размеров частицы были основаны на средних значениях объемной части и статическом рассеянии света.
Процедура электронной микроскопии
С помощью сканирующей электронной микроскопии были получены фотографии полированных сечений образцов брусков и проводов, полученных в соответствии с настоящим раскрытием. Для получения электронных микрофотографий использовался автоэмиссионный сканирующий туннельный электронный микроскоп (АСТЭМ) модели HITACHI S-4700. Условия получения фотографий: 2,0 кВ 5,5 м полной глубины, ультравысокое разрешение - А, наклон =0°, режим Е×В и ток луча в 10 микроампер. Как правило, фотография производилась с увеличением в 5000× и 15000×.
Полированные сечения каждого образца были в течение 10 секунд покрыты Au/Pd методом напыления с током плазмы в 10 миллиампер, и закреплены на оправке АСТЭМ с помощью углеродной токопроводящей ленты. Все фотографии были сделаны с помощью отображения электронов обратного рассеяния (BSEI) и фильтра Е×В. Фильтр Е×В дает возможность фотографирования BSEI при низком напряжении луча, и области с высоким средним атомным числом получатся на фотографиях BSEI светлыми.
Процедура газовой хроматографии (ГХ)
Газовая хроматография была использована для анализа остаточных растворителей. Газовая хроматография проводилась с использованием газового хроматографа AGILENT 6890N, оснащенного колонной HP-5MS ((5% фенил)-метилполисилоксан, имеющей длину в 30 метров и внутренний диаметр в 320 микрометров (и хроматограф, и колонна поставляются компанией Agilent Technologies, Incorporated, Санта Клара, Калифорния)). Применялись следующие параметры: 1 микрометровая аликвота 10% испытуемого раствора (в градации тетрагидрофурана ГЧ) была впрыснута, раздельный впускной режим был установлен на 250°С, 9,52 фнт./кв.дюйм, и общий впускной расход в 111 мл/мин; режим постоянного давления колонны был установлен на 9,52 фнт./кв. дюйм; скорость была установлена на 34 сантиметра в секунду; общий расход газа был 2,1 мл/мин; температуры детектора и инжектора были 250°С, а температурная последовательность уравновешивания, при 40°С в течение 5 минут после ЛИС в 20°С/минута, на 260°С. Был использован детектор по теплопроводности.
Процедура термогравиметрического анализа
Содержание двуокиси кремния или кальцита в системах жидкого полимерного исходного материала было измерено с помощью термогравиметрического анализа. Образцы измерялись с помощью прибора ТА Instruments Model Q500 TGA и его программного обеспечения (поставляемого компанией ТА Instruments, Ньюкасл, Делавэр) с применением температурной ЛИС в 20 градусов Цельсия (°С)/минута от 35°С до 900°С, в воздухе. Для образцов, содержащих двуокись кремния, масса образца (в виде процента от начальной массы), осающейся при 850°С, была принята как массовый процент несгораемого материала, и полученная как массовый процент продукта, являющегося твердыми остатками двуокиси кремния. Для образцов, содержащих кальцит, остаточная масса была принята как СаО, оставшийся в образце после улетучивания всех органических веществ и двуокиси углерода из кальцита. Массовая часть кальцита в первоначальном образце была рассчитана путем деления остатка массового процента СаО на 0,56.
Процедура измерения вязкости
Вязкость жидкого полимерного исходного материала была измерена с помощью прибора Brookfield DVII (компания Brookfield, Мидлборо, Массачусетс) со шпинделем относительной вязкости №4 при 20 об/мин. Полученная вязкость измерялась в Паскалях в секунду.
Процедура измерения вязкости при разрушении чистой смолы
Вязкость при разрушении измерялась в соответствии со стандартом ASTM D 5045-99 с использованием геометрии сжатого напряжения, где образцы имели номинальные размеры в 3,18 на 3,05 на 0,64 см, с W=2,54 см, а=1,27 см, и В=0,64 см. Была использована измененная скорость нагружения в 1,3 мм/минута (0,050 дюймов/минута).
Процедура испытания на разрыв чистой смолы
Коэффициент прочности смол на разрыв при комнатной температуре был измерен в соответствии со стандартом ASTM D638 с использованием образца «Тип I». Скорость нагружения была 1,3 мм/минута (0,05 дюймов/минута). Бали испытаны по пять образцов каждой смолы.
Процедура испытания на изгиб
Испытания на изгиб проводились в соответствии со стандартом ASTM D790 используя номинальную скорость относительной деформации в 0,10 мм/мм/мин. Измерялось от пяти до десяти образцов размерами 152×12,7×3,2 мм. Было использовано отношение расстояние А: глубина в 32:1. В протокол испытания внесены средние значения модуля упругости при изгибе, относительной деформации и прочности.
Процедура испытания на динамомеханический анализ
Температура стеклования (Tg) композитных частей была получена с помощью динамомеханического анализа (DMA) с помощью анализатора твердых частиц RSA2 (компания Rheometrics Scientific, Inc, Пискатауэй, Нью-Джерси) в режиме двойной консоли. Эксперименты проводились с помощью температурного ЛИС от -30°С до 220°С при 5°С/минута, частоте в 1 Гц, и напряжении от 0,03 до 0,10%. Пик кривой тангенса дельта был внесен в протокол как Tg.
Процедура испытания короткого бруска на сдвиг
Испытания короткого бруска на сдвиг проводились в соответствии со стандартом ASTM 2344. Десять образцов были приготовлены путем из отрезания от центра пултрудированной части таким образом, чтобы обе боковых кромки были удалены для создания узких образцов. Номинально, размеры образцов были в 2 размера толщины в ширину, 6 размеров толщины в длину, а промежуток опорных валков был в 4 размера толщины. Все испытания проводились в атмосферных лабораторных условиях при температуре воздуха около 20°С. В протокол было занесено среднее значение сдвига короткого бруска.
Способы подготовки
Процедура способов подготовки поверхностно-модифицированной наночастицы
Поверхностно-модифицированные наночастицы двуокиси кремния были подготовлены путем помещения 1157 граммов NALCO 2326, золи кремниевой кислоты (16,1 массовых процентов 5 нм двуокиси кремния в водной суспензии) в стеклянную емкость. В отдельную емкость было добавлено при перемешивании 2265 граммов 1-метокси-2-пропанола и 64,5 граммов триметоксифенил силана. Смесь 1-метокси-2-пропанола была добавлена в течение периода времени около 5 минут в золь NALCO 2326 при непрерывном помешивании. Получившийся однородный раствор был нагрет в печи при 80°С в течение 16 часов. Данный процесс был повторен несколько раз и объединен в одну порцию. Получившаяся золь (SOL-1) содержала 5,3 массовых процентов поверхностно-модифицированной двуокиси кремния в смеси воды и метокиспропанола.
Дополнительные поверхностно-модифицированные наночастицы двуокиси кремния были получены путем помещения 1,689 массовых частей NALCO 2329K, золи наночастиц золи кремниевой кислоты (40,8 массовых процентов 70-95 нм двуокиси кремния в водной суспензии) в открытую емкость для смешивания из нержавеющей стали и 1 массовая часть 1-метокси-2-пропанола была медленно добавлена во время перемешивания. После этого, к смеси была медленно добавлено 0,0197 массовых частей триметоксифенил силана. Смесь была оставлена для перемешивания с помощью крыльчатки с пневматическим приводом в течение 30 минут.
Процедура гидротермического реактора
Для поверхностной функциализации наночастиц двуокиси кремния был использован гидротермический реактор непрерывного потока емкостью 27 литров, подобный описанному в международной публикации РСТ №W02009/120846 А2. Гидротермический реактор емкостью 27 литров имел 18,3 метра трубок из нержавеющей стали внешнего диаметра в 1,27 см (НД), 1,09 см внутреннего диаметра (ВД), с последующими 12,2 метрами трубок из нержавеющей стали в 0,95 см (НД), 0,77 см ВД), с последующими 198,1 метра гладкоствольных внутренних трубок из ПТФЭ в 1,27 см НД, с внешней поверхностью с оплеткой из высокопрочной нержавеющей стали марки 304. Температура масла в гидротермическом реакторе поддерживалась на уровне в 155°С, в регулятор противодавления TESCOM (компания TESCOM, Илк Ривер, Миннесота) поддерживался на уровне в 2,14 МПа (310 фунтов на кв. дюйм, изб.). Для регулировки расхода, а этим и времени выдерживания, использовался мембранный насос (LDC1 ECOFLOW, компания American Lewa, Холлистон, Массачусетс), так что в гидротермическом реакторе образовался расход в 770 мл/мин, обеспечивая время выдерживания в 35 минут. Выбросы из гидротермического реактора непрерывного потока собирались в резервуар из ПЭНД. Получившаяся золь (SOL-2) содержала 25,4 массовых процентов поверхностно-модифицированной двуокиси кремния в смеси воды и метокиспропанола.
Первая система жидкого полимерного исходного материала («RS-1») была получена путем соединения 14,6 кг EPON 828, эпоксидного жидкого полимерного исходного материала с 3,6 кг HELOXY 107, эпоксидного жидкого полимерного исходного материала.
Вторая система жидкого полимерного исходного материала («RS-2») была получена путем добавлнения 12,4 кг SOL-1, 90,9 кг SOL-2, 19,1 кг EPON 826, эпоксидного жидкого полимерного исходного материала, 4,8 кг HELOXY 107, эпоксидного жидкого полимерного исходного материала и 16,9 кг метокиспропанола в 380 литровый химический реактор с перемешиванием, образуя сырьевую смесь. Температура реактора поддерживалась на уровне в 25°С, а компоненты перемешивались в течение, как минимум, 14 часов.
Процедура пленочного испарителя (WFE)
Смесь была расплавлена на верхнем входе пленочного испарителя (WFE), как описано в Предварительной заявке США №61/181052 (поданной 26 мая 2009 г.; регистрационный номер патентного поверенного 65150US002), с помощью противоточной машины обработки полимеров BUSS FILTRUDER площадью 1 квадратный метр, с использованием вращающегося цилиндрического зубчатого колеса с внешним зацеплением серии BLB и шестеренчатого насоса химического применения (Zenith Pumps, Сэнфорд, Северная Каролина). Ротор WFE типа BUSS FILMTRUDER был установлен на скорость в 340 об/мин с приводом мощностью в 25 лошадиных сил. Был применен вакуум с давлением на уровне в 2,6 - 2,8 кПа. Сырьевая смесь была подана со скоростью в 69 кг/ч и имела следующие температуры паровой зоны: Зона 1 108°С, Зона 2 108°С, Зона 3 150°С и Зона 4 134°С. Получившийся в результате продукт, RS-2, имел на выходе из WFE температуру в 121°С. Система жидкого полимерного исходного материала RS-2 имела содержание двуокиси кремния в 49,4 массовых процентов, определенное ТГА, из которых 97 массовых процентов поверхностно-модифицированных наночастиц были получены из SOL-2 (70-95 нм), а 3 массовых процента были получены из SOL-1 (5 нм).
Третья система жидкого полимерного исходного материала («RS-3») была получена путем соединения 20,68 кг SOL-1, 3,81 кг жидкого полимерного исходного материала RS-1, и, примерно, 1 кг 1-метокси-2-пропанола. Смесь была упарена для удаления воды и 1-метокси-2-пропанола до концентрации 1-метокси-2-пропанола 9,8 массовых процентов (и без оставшейся воды) с помощью испарения вращегнием (вакуум и осторожный нагрев). После этого, смесь была пропущена через пленочный испаритель (RFE) (компания Chem Tech Inc. Рокдейл, Иллинойс, США) с площадью поверхности в 0,06 м2, внутренним конденсатором и оболочкой из нержавеющей стали. Частично упаренный образец из вращающегося испарителя был помещен в стеклянную емкость, из которой он был закачан в RFE с помощью перистальтического насоса (Masterflex L/S, компания Cole-Farmer Instrument Company, Вернон Хиллс, Иллинойс, США) со скоростью в 18 граммов/минута. Температура оболочки RFE поддерживалась на уровне в 150°С, а система находилась в условиях вакуума под давлением примерно в 2500 Паскалей. Температура выпускной магистрали продукта поддерживалась на уровне в 120°С. Температура конденсатора поддерживалась на уровне в -10°С. Ротор вращался со скоростью в 354 об/мин. Выход из RFE (RS-3) состоял из эпоксидных и хорошо диспергированных функциализированных наночастиц, и не содержал метоксипропанола (измерено с помощью ГХ). Окончательная концентрация поверхностно-модифицированных наночастиц в RS-3 (как измерено с помощью ТГА) была 23,1 массовых процентов.
Системы эпоксидного жидкого полимерного исходного материала
Путем соединения различных объемов эпоксидно-функциональных жидких полимерных исходных материалов (RS-1, RS-2 и RS-3) была приготовлена серия систем эпоксидного жидкого полимерного исходного материала, объединенных в Таблицу 2.
Типичная система жидкого полимерного исходного материала («R-REF1») была подготовлена путем соединения 1,18 кг эпоксидного жидкого полимерного исходного материала EPON 828, 1,12 кг ангидридного отвердителя LS8 IK, и 0,12 кг глины ASP400.
Контрольный жидкий полимерный исходный материал без наночастиц («R-CTL1») был подготовлен путем соединения 0,97 кг жидкого полимерного исходного материала RS-1, 0,95 кг отвердителя LS-81K и 0,10 кг глины ASP400. Получившаяся в результате система жидкого полимерного исходного материала содержала 5,0 массовых процентов глины и имела вязкость в 0,58 Па*сек.
Процесс пултрузии
Эксперименты с пултрузией проводились на промышленном пултрузионном станке. Шестьдесят восемь жгутов 12 каратного графитового волокна (волокно GRAFIL 34-700 от компании Grafil Inc.) были установлены на бобинодержателе без подшипников и без внешнего устройства натяжения. Как приводится в Таблице 3, от 58 до 68 жгутов гравитового волокна были протянуты через бобинодержатель и направлены в открытую ванну жидкого полимерного исходного материала, содержавшую систему жидкого полимерного исходного материала. Мокрые волокна были пропущены через экструзионную головку. Отжим производился на входе в экструзионную головку. Для вытягивания получившегося полностью отвержденного, волоконно-армированного полимерного композита с линейной скоростью в 38,1 см в минуту использовался участок захвата, состоящий из возвратно-поступательных рабочих салазок. Готовые провода были обрезаны по длине с помощью отрезной пилы.
Экструзионная головка имела 91 см длины и прямоугольное сечение размерами 1,32 см в ширину на 0,33 см в высоту. Головка имела первую зону нагрева, установленную на температуру в 160°С и последующую вторую зону, установленную на температуру в 182°С. Выделение тепла, происходившее во время вулканизации жидкого полимерного исходного материала, внесло свой вклад в температуру процесса, в виде того, напр., как температура композитной части была на уровне в 168°С по данным измерения между зонами нагрева.
Головка была установлена на участке рамы пултрузионной линии, но не была жестко прикреплена к раме. По мере протягивания материалов через головку, она двигалась в направлении протягивания и прижималась к тензодатчику, регистрирующего тяговое усилие. Результаты измерения тягового усилия приводятся в Таблице 3. С помощью данного оборудования и геометрии головки, было желательным постоянное тяговое усилие, не превышающее 160 кг, так как более высокое усилие имеет тенденцию к появлению неустойчивого характера работы, включая внезапные увеличения тягового усилия и остановки линии. В целом, незначительные изменения тягового усилия были характерны для управляемого процесса, в то время, как существенные изменения указывали на нестабильный процесс. Таким образом, несмотря на то, что материал обрабатывался короткое время при высоких тяговых усилиях, такие высокие тяговые усилия не могут быть постоянными, и могут быть непрактичными для производства. В целом, для любой конкретной системы жидкого полимерного исходного материала, эксперименты проводились при увеличенных загрузках волокна до достижения максимального уровня загрузки волокна, как указывалось стабильным процессом при приемлемом максимальном тяговом усилии.
Системы эпоксидных жидких полимерных исходных материалов с вспомогательными материалами поверхностно-модифицированных наночастиц двуокиси кремния
Как показано в Таблице 3, при скорости линии в 38,1 см/минута, максимальная загрузка волокна с использованием указанного жидкого полимерного исходного материала была 62 жгута 12 каратных графитовых волокон, что типично для многих промышленных пултрузионных операций. С использованием контрольного жидкого полимерного исходного материала, который содержал типичный глиняный наполнитель и химически активный разбавитель для снижения вязкости жидкого полимерного исходного материала до 0,58 Па*сек, может быть загружено не более 60 жгутов. Однако, даже при загрузке только 60 жгутов, процесс был нестабилен, а тяговое усилие было неравномерным, с пиками на 529 кгс. При 58 жгутах, тяговое усилие все еще было немного нестабильным, с максимальным тяговым усилием в 167 кгс.
В отличие от этого, с системой жидкого полимерного исходного материала R-EX4, имевшей вязкость, почти идентичную вязкости жидкого полимерного исходного материала R-CTL1, тяговое усилие с 66 жгутами было всего 107 кгс, и оно было стабильным. Таким образом, добавив всего 0,5 массовых процентов двуокиси кремния, количество жгутов может быть увеличено почти на 14% (66 жгутов против 58 жгутов), одновременно снизив максимальное тяговое усилие более чем на 35% (107 кг против 167 кг) относительно образца R-CTL1. Фактически, путем включения поверхностно-модифицированных наночастиц двуокиси кремния в систему жидкого полимерного исходного материала, объемная доля волокна, превышающая 70 объемных процентов, может быть загружена в пултрузионный участок при стабильных тяговых усилиях, не превышающих 211 кгс. Даже при тяговых усилиях, превышающих желаемый максимум в 160 кг, тяговые усилия были стабильными, указывая на хорощо управляемый процесс.
С помощью аналогичной процедуры, дополнительное пултрузионное испытание было проведено с использованием системы жидкого полимерного исходного материала R-EX4 (0,5 массовых процентов наночастиц двуокиси кремния) и 64 жгутами волокна. Скорость линии была увеличена до 45,7 см/мин. Получившееся тяговое усилие было только от 99 до 119 кгс, демонстрируя, что наночастицы могут использоваться в качестве вспомогательных материалов для одновременного увеличения как загрузки волокна, так и скорости линии.
Подготовка поверхностно-модифицирующих лиганд для наночастиц кальцита
Первая лиганда сульфоната полиэфирамина (лиганда А по классификации JAS) была получена следующим способом. В 100 частей полиэфирамина (JEFFAMINE М-600, приобретен в компании Huntsman, Mn=600) было добавлено 17,88 частей расплавленного сультона пропана (приобретенного в компании TCI America). Смесь была нагрета до 80°С и перемешивалась в течение 16 часов. Спектр ЯМР 1H показал полное потребление сультона пропана. Лиганда сульфоновой кислоты была отделена в виде красно-коричневой жидкости и использовалась без дальнейшей очистки.
Вторая лиганда сульфоната полиэфирамина (лиганда В по классификации JAS) была получена следующим способом. К 3,78 кг (6,3 моль) полиэфирамина (JEFFAMINE М-600, приобретенного в компании Huntsman, Mn=600) при температуре 40°С, двумя порциями было добавлено 0,769 кг (6,3 моль) расплавленного 1,3-пропан сультона (приобретенного в компании НВС Спет, США). После добавления сультона пропана, реакция разгрелась до 115°С. Смесь была оставлена для охлаждения до 90°С, и поддерживалась при температуре в 90°С при помешивании в течение 4 часов. Через 4 часа, было добавлено 0,031 кг циклогксиламина (0,31 моль, приобретенного в компании Alfa Aesar). Смесь перемешивалась еще в течение одного дополнительного часа. Спектр ЯМР 1H показал отсутствие остаточного сультона пропана. Лиганда сульфоновой кислоты была отделена в виде красно-коричневой жидкости и использовалась без дальнейшей очистки.
Наночастицы кальцита в системе эпоксидного жидкого полимерного исходного материала
Отверждаемый эпоксидный жидкий полимерный исходный материал (106,7 кг EPON 828) был помещен в емкость из нержавеющей стали. Для облегчения обращения, лиганда В JAS (15 кг) была нагрета до 90°С, и добавлена в емкость. D-образная лопатка (компания Hockmeyer Equipment Corporation, Элизабет Сити, Северная Каролина) была опущена в емкость и начато перемешивание. После этого, в емкость постепенно был добавлен нанокальцит (200 кг SOCAL 31), и перемешивание продолжалось до получения однородной смеси. Смесь была перенесена в химический реактор с оболочкой.
В реактор был опущен измельчитель корзинного типа (также известный как погружной измельчитель). Измельчитель корзинного типа является моделью HCNS-5 Immersion Mill (компания Hockmeyer, Гаррисон, Нью-Джерси), имеющей 4,4 л дроби из иттрий-стабилизированного диоксида циркония размером 0,3 мм. Измельчитель был запущен на скоростях до 969 об/мин, и использовалось сортировочное сито в 0,1 мм. Измельчитель работал в течение 6 часов 30 минут.
Получившиеся в результате поверхностно-модифицированные наночастицы были диспергированы в системе жидкого полимерного исходного материала, и имели средний размер частицы в 265 нм, с пиковым размером частицы в 296 нм, как было измерено с помощью процедуры измерения размера частиц кальцита. Анализ частиц показал стесненное распределение частиц по размерам, с почти всеми частицами (не менее 98 объемных процентов) в пределах данного пикового размера. ТГА показал 62,8 массовых процентов кальцита в жидком полимерном исходном материале.
Система жидкого полимерного исходного материала («RS-4») была подготовлена путем соединения указанного выше измельченного нанокальцитного жидкого полимерного исходного материала (16 кг) с эпоксидным жидким полимерным исходным материалом EPON 828 (2,02 кг) и эпоксидным жидким полимерным исходным материалом HELOXY 107 (1,79 кг) и смешивания в мешалке Коулса (модель DISPERMAT CN-10, компания BYK-Gardner, Коламбия, Мэриленд, США) до получения гомогенной смеси. ТГА показал 50,7 массовых процентов кальцита в системе жидкого полимерного исходного материала.
Еще одна система жидкого полимерного исходного материала («RS-5») была подготовлена путем соединения 80 массовых частей эпоксидно отвержденного жидкого полимерного исходного материала EPON 828 и 20 массовых частей эпоксидно отвержденного жидкого полимерного исходного материала HELOXY 107.
Ангидридно отверждаемые системы эпоксидного жидкого полимерного исходного материала
Серия систем ангидридно отверждаемого эпоксидного жидкого полимерного исходного материала была приготовлена путем соединения различных объемов эпоксидных жидких полимерных исходных материалов (RS-4 и RS-5) с ангидридным отвердителем LS81K, как показано в Таблице 4.
Эпоксидно и ангидридно (утверждаемые системы эпоксидных жидких полимерных исходных материалов с вспомогательными материалами поверхностно-модифицированных наночастиц кальцита
Пултрузионные эксперименты проводились в соответствии с пултрузионным процессом и на скорости линии в 38,1 см/мин. Результаты, полученные с использованием систем жидких полимерных исходных материалов R-REF1, R-CTL1, а также с использованием экспериментальных систем жидких полимерных исходных материалов R-EX6 - R-EX9 приведены в Таблице 5.
С помощью аналогичной процедуры, были проведены дополнительные пултрузионные испытания с использованием системы жидкого полимерного исходного материала R-EX9 (0,5 массовых процентов наночастиц кальцита) и 60 жгутов (62,2 объемных процентов) 12 каратного графитового волокна. Как указано в Таблице 6, наночастицы кальцита могут использоваться в качестве вспомогательных материалов для одновременного увеличения как загрузки волокон, так и скорости линии.
Дополнительные образцы, содержащие поверхностно-обработанный кальцит, были произведены с использованием более крупных частиц кальцита. Они были приготовлены следующим способом: Отверждаемые эпоксидные жидкие полимерные исходные материалы (96 кг EPON 828 и 24 кг Heloxy 107) были помещены в емкость из нержавеющей стали. Для облегчения обращения, лиганда A JAS (13,5 кг) была нагрета до 90°С, и добавлена в емкость. В емкость была опущена мешалка Коулса (модель Dispermat CN-10 от компании BYK-Gardner, Коламбия, Мэриленд, США), и перемешивание началось. После этого, в емкость постепенно был добавлен нанокальцит (180 кг SOCAL 31), и перемешивание продолжалось до получения однородной смеси. Смесь была перенесена в химический реактор с оболочкой.
В реактор был опущен измельчитель корзинного типа (также известный как погружной измельчитель). Измельчитель корзинного типа является моделью HCNS-5 Immersion Mill (компания Hockmeyer, Гаррисон, Нью-Джерси), имеющей 4,4 л дроби из иттрий-стабилизированного диоксида циркония размером 0,5-0,7 мм. Измельчитель был установлен на скорости до 955-1273 об/мин, и использовалось сортировочное сито в 0,27 мм. Измельчитель работал в течение 13 часов 23 минут.
Получившиеся в результате поверхностно-модифицированные наночастицы были диспергированы в системе жидкого полимерного исходного материала, и имели средний размер частицы в 385 нм, с пиковым размером частицы в 296 нм. Анализ частиц показал стесненное распределение частиц по размерам, с почти 82% частиц в пределах данного пикового размера. ТГА показал 57,6 массовых процентов кальцита в жидком полимерном исходном материале.
Система жидкого полимерного исходного материала («RS-6») была подготовлена путем соединения указанного выше измельченного нанокальцитного жидкого полимерного исходного материала (16 кг) с эпоксидным материалом EPON 828 (1,744 кг) и эпоксидным материалом HELOXY 107 (0,436 кг), и смешивания в мешалке Коулса (модель DISPERMAT CN-10, компания BYK-Gardner, Коламбия, Мэриленд, США) до получения гомогенной смеси. ТГА показал 50,7 массовых процентов кальцита в системе жидкого полимерного исходного материала.
Отверждаемые эпоксидные жидкие полимерные исходные материалы (1600 г EPON 828 и 400 г HELOXY 107) были помещены в емкость из нержавеющей стали. В емкость был добавлен дисперсант DISPERBYK-111 (225 г.). В емкость была опущена мешалка Коулса (модель Dispermat CN-10 от компании BYK-Gardner, Коламбия, Мэриленд, США), и перемешивание началось. После этого, в емкость постепенно был добавлен нанокальцит (3000 г SOCAL 31), и перемешивание продолжалось до получения однородной смеси. Смесь была перенесена в химический реактор с оболочкой.
В реактор был опущен измельчитель корзинного типа (также известный как погружной измельчитель). Измельчитель корзинного типа являлся моделью HCNS-1/4 Immersion Mill (компания Hockmeyer, Гаррисон, Нью-Джерси), имеющей 150 мл дроби из иттрий-стабилизированного диоксида циркония размером 0,5 мм. Измельчитель был установлен на его максимальную установку в «10», и использовалось сортировочное сито в 0,2 мм.
Получившиеся в результате поверхностно-модифицированные наночастицы были диспергированы в системе жидкого полимерного исходного материала, и имели средний размер частицы в 285 нм, с пиковым размером частицы в 296 нм, как было измерено с помощью процедуры измерения размера частиц. Анализ частиц показал стесненное распределение частиц по размерам, с почти всеми частицами (не менее 98 объемных процентов частиц) в пределах данного пикового размера. ТГА показал 57,2 массовых процентов кальцита в жидком полимерном исходном материале.
Система жидкого полимерного исходного материала («RS-7») была подготовлена путем соединения указанного выше измельченного нанокальцитного жидкого полимерного исходного материала (3593 г) с эпоксидным материалом EPON 828 (408 г) и эпоксидным материалом HELOXY 107 (102 г), и смешивания в мешалке Коулса (модель DISPERMAT CN-10, компания BYK-Gardner, Коламбия, Мэриленд, США) до получения гомогенной смеси. ТГА показал 50,1 массовых процентов кальцита в системе жидкого полимерного исходного материала.
Кальцит HUBERCARB Q6, имеющий паспортный размер частицы в 6 микрон (от компании Huber Engineered Materials, Куинси, Иллинойс) (1538,3 г) был соединен в баке с эпоксидным жидким полимерным исходным материалом EPON 828 (1006,9 г) и HELOXY 107, эпоксидным жидким полимерным исходным материалом (251,7 г). Образец был перемешан мешалкой Коулса в течение примерно 30 минут.
Система жидкого полимерного исходного материала («RS-8») была подготовлена путем соединения указанной выше суспензии кальцита (2239 г.) с эпоксидным жидким полимерным исходным материалом EPON 828 (131,2 г) и эпоксидным жидким полимерным исходным материалом HELOXY 107 (32,8 г.) до получения гомогенной смеси. ТГА показал 51,7 массовых процентов кальцита в системе жидкого полимерного исходного материала.
Дополнительные ангидридно отверждаемые системы эпоксидного жидкого полимерного исходного материала
Серия экспериментальных систем жидкого полимерного исходного материала была приготовлена путем соединения различных объемов жидких полимерных исходных материалов с частицами, RS-5, и ангидридного отвердителя LS81K, как показано в Таблице 7.
Пултрузионные эксперименты проводились в соответствии с пултрузионным процессом и на скорости линии в 38,1 см/мин. Результаты, полученные с использованием систем жидких полимерных исходных материалов R-EX10, R-ЕХ11 и R-CE1, а также с использованием системы R-EX8, приведены в Таблице 8.
Системы жидких полимерных исходных материалов на основе сложных виниловых эфиров, содержащие наночастицы двуокиси кремния
Наночастицы двуокиси кремния Naico TX10693 (1500 г.) были добавлены в банку объемом в 0,948 л. 1-метокси-2- пропанол (1500 г.), 3-(триметоксисилил) пропил метакрилат (А174, 8,30 г.) и полиалкиленоксид алкоксисилан (SILQUEST A1230, 16,73 г.) были соединены в отдельной банке. После этого, смесь 1-метокси-2-пропанола была добавлена в водную золь двуокиси кремния при перемешивании. Всего было изготовлено 13 банок объемов в 0,948 л. Банки были нагреты до температуры в 80°С в течение 16 часов. После этого, банки были осушены в алюминиевые чаши и высушены при температуре в 100°С.
Жидкий полимерный исходный материал на основе сложного винилового эфира VE-1398-5 (7643 г.) был помещен в реактор из нержавеющей стали объемом четыре литра. В реактор, содержащий виниловый эфир, были добавлены стирол (1320 г.) и несвязанный нитроксильный амин (1,53 г.). К реактору была прикреплена мешалка Коулса (модель DISPERMAT CN-10 от компании BYK-Gardner, Коламбия, Мэриленд, США), и содержимое было перемешано. Во время перемешивания, в реактор был постепенно добавлена указанная выше поверхностно-модифицированная двуокись кремния (5535 г.). После полного перемешивания, содержимое было перенесено в другой реактор емкостью четыре литра, прикрепленный к горизонтальному измельчителю (Netzsch LABSTAR) с рабочим материалом YTZ размером 0,5 мм, используемым при загрузке в 90%. Нанокомпозитная смесь прогонялась через измельчитель в течение 165 минут с помощью перистальтического насоса со скоростью в 250 мл/мин.
Система жидкого полимерного исходного материала «RS-9» была подготовлена путем добавления получившихся поверхностно-модифицированных наночастиц двуокиси кремния, диспергированных в жидком полимерном исходном материале на основе винилового эфира в круглодонную колбу объемом 1 л., и, используя испарение вращением, стирол был удален до получения окончательной концентрации стирола в 19,1 массовых процентов, измеренной с помощью ГХ. ТГА был использован для определения того, что получившаяся система жидкого полимерного исходного материала содержит 39,1 массовых процентов двуокиси кремния.
Виниловый эфир VE-1398-5 (6500 г.) был помещен в реактор из нержавеющей стали объемом четыре литра. В реактор с виниловым эфиром был добавлен стирол (1721 г.). Лиганда A JAS (532 г.) была предварительно нагрета до 90°С и добавлена в реактор. К реактору была прикреплена мешалка Коулса (модель Dispermat CN-10 от компании BYK-Gardner, Коламбия, Мэриленд, США), и содержимое было перемешано. Во время перемешивания, в реактор была постепенно добавлен нанокальцит SOCAL1 31 (5318 г.). После полного перемешивания, содержимое было перенесено в другой реактор емкостью четыре литра, прикрепленный к горизонтальному измельчителю (Netzsch LABSTAR) с рабочим материалом YTZ размером 0,5 мм, используемым при загрузке в 90%. Нанокомпозитная смесь прогонялась через измельчитель в течение пяти часов с помощью перистальтического насоса со скоростью в 250 мл/мин.
Получившиеся в результате поверхностно-модифицированные наночастицы были диспергированы в системе жидкого полимерного исходного материала, и имели средний размер частицы в 278 нм, с пиковым размером частицы в 259 нм, как было измерено с помощью процедуры измерения размера частиц. Анализ частиц показал стесненное распределение частиц по размерам, с почти всеми частицами (не менее 98 объемных процентов частиц) в пределах данного пикового размера.
Система жидкого полимерного исходного материала «RS-10» была подготовлена путем добавления получившихся наночастиц в жидкий полимерный исходный материал на основе сложного винилового эфира в круглодонную колбу объемом 1 л., и, используя испарение вращением, стирол был удален до получения окончательной концентрации стирола в 18,9 массовых процентов, измеренной с помощью ГХ. ТГА показал 42,7 массовых процентов кальцита в системе жидкого полимерного исходного материала.
Эталонная система жидкого полимерного исходного материала («RS-REF2») была получена путем соединения 3,30 кг. жидкого полимерного исходного материала на основе сложного винилового эфира VE-1398-5 с 0,165 кг глины ASP400.
Еще одна эталонная система жидкого полимерного исходного материала («RS-REF3») была получена путем соединения 1,97 кг. жидкого полимерного исходного материала на основе сложного винилового эфира VE-1398-5 с 0,59 кг глины ASP400.
Дополнительные системы жидкого полимерного исходного материала на основе сложного винилового эфира («VE»)
Была приготовлена серия экспериментальных систем жидкого полимерного исходного материала, указанная в Таблице 9. Катализаторы (Р-16, Т-121 и Т-С) были соединены со стиролом и вместе добавлены к системе жидкого полимерного исходного материала.
Пултрузия цилиндрических проводов
Для получения примера одиночной термоусаживаемой полимерно-композитной средцевинной жилы, используемой в изготовлении многожильного высоковольтного проводника с проводами из эластичного металла (напр., алюминия), скрученных вокруг сердцевинной жилы, был изготовлен термоусаживаемый полимерно-композитный провод с диаметром около 0,25 дюйма (6,35 мм). Данный термоусаживаемый полимерно-композитный сердцевинный провод был обмотан вокруг 16 дюймовой (около 40,6 см) оправки (примерно в 64 раза превышающей диаметр термоусаживаемого полимерно-композитного провода) без разрыва. Это демонстрирует высокую прочность на изгиб термоусаживаемых полимерно-композитных проводов, изготовленных в соответствии с настоящим раскрытием.
Изготовление термоусаживаемых полимерно-композитных проводов производилось в соответствии с описанным выше процессом пултрузии, за исключением случаев использования обоих, 12 и 24 каратных жгутов графитовых волокон (волокно GRAFIL 34-700 от компании Grafil Inc.). Было использовано до 28 жгутов 24 каратных волокон для достижения примерно 58,5 объемных процентов волокна (исходя из сырого волокна) в композитных проводах. Для объемов волокна, превышающих 58,5 объемных процентов волокна, были отдельно добавлены дополнительные жгуты 12 каратного графитового волокна GRAFIL 34-700, до получения максимум 65,8 58,5 объемных процентов волокна (исходя из сырого волокна). Для снижения колебаний процесса во время операций направления и сращивания, были добавлены дополнительные волокна в виде 12 каратных жгутов. Результаты, полученные при использовании систем жидкого полимерного исходного материала R-CTL2 и R- CTL3, а также экспериментальных R- EX12 - R-EX15 приведены в Таблице 10.
Пултрузионные эксперименты проводились в соответствии с процессом пултрузии, за исключением того, что вместо графитовых волокон использовались стекловолокна HYBON 2026. Было использовано двадцать восемь жгутов стеклянных волокон для достижения примерно 51,2 объемных процентов волокна (исходя из сырого волокна) в композитных проводах. Испытания проводились с использованием систем R- CTL3, R-EX14 и R-EX15 со скоростью линии в 40,6 см/минута. Тяговое усилие для системы R-CTL3 (без наночастиц) было от 8,2 до 11,8 кгс. Как с наночастицами двуокиси кремния (R-EX14), так и с наночастицами кальцита (R-EX-15) в системах жидкого полимерного исходного материала на основе сложного винилового эфира, тяговое усилие было таким низким, что считать показания не удалось.
Фотографии образцов полированной балки, полученных с использованием системы жидкого полимерного исходного материала R-EX12 и 58 жгутов 12 каратного графитового волокна, были сделаны с помощью электронной сканирующей микроскопии. На Фиг.5А показано сечение данного образца с увеличением в 5000х, демонстрирующее, что частицы хорошо диспергированы в жидком полимерном исходном материале, окружающем волокна. При увеличении в 15000х, на Фиг.5 В, кроме этого, показано равномерное распределение наночастиц по всему жидкому полимерному исходному материалу между волокон.
На Фиг.5С приведена фотография, полученная с помощью СЭМ, еще одного типичной пултрудированной термоусаживаемой полимерно-композитной балки, содержащей множество частиц, имеющих срединный диаметр в один микрометр или меньше, в значительной степени равномерно распределенных по всей полимерно-композитной матрице. На Фиг.5D приведено более высокое увеличение СЭМ фотографии типичной пултрудированной термоусаживаемой полимерно-композитной балки из Фиг 5С.
Поверхностно-модифицированные наночастицы
Поверхностно-модифицированные наночастицы двуокиси кремния были получены путем помещения 1,692 массовых частей NALCO 2329K, золи наночастиц золи кремниевой кислоты (40,9 массовых процентов 70 - 95 нм двуокиси кремния в водной суспензии) в открытую емкость для смешивания из нержавеющей стали и медленного добавления 1 массовой части 1-метокси-2-пропанола во время перемешивания. После этого, к смеси была медленно добавлено 0,0198 массовых частей триметоксифенил силана. Смесь перемешивалась в течение 30 минут с помощью крыльчатки с пневматическим приводом, а затем была применена процедура гидротермического реактора. Получившаяся золь (SOL-3) содержала 25,4 массовых процентов поверхностно-модифицированной двуокиси кремния в смеси воды и метокиспропанола.
Дополнительные поверхностно-модифицированные наночастицы двуокиси кремния были получены путем помещения 0,724 массовых частей NALCO 2327, золи наночастиц золи кремниевой кислоты (41,9 массовых процентов 10-40 нм двуокиси кремния в водной суспензии) в открытую емкость для смешивания из нержавеющей стали и 1 массовая часть 1-метокси-2-пропанола была медленно добавлена во время перемешивания. После этого, к смеси была медленно добавлено 0,0236 массовых частей триметоксифенил силана. Смесь перемешивалась в течение 30 минут с помощью крыльчатки с пневматическим приводом, а затем была применена процедура гидротермического реактора. Получившаяся золь (SOL-4) содержала 17,2 массовых процентов поверхностно-модифицированной двуокиси кремния в смеси воды и метокиспропанола.
Еще одна система жидкого полимерного исходного материала («RS-11») была подготовлена путем добавления 5,362 массовых частей SOL-3, 0,879 массовых частей SOL-4, 1,0 массовых частей 1-метокси-2-пропанола и 1,546 массовых частей Lindoxy 190 в реактор емкостью 380 литров с перемешиванием для образования сырьевой смеси. Температура реактора поддерживалась на уровне в 25°С, а компоненты перемешивались в течение, как минимум, 14 часов.
Смесь подвергалась процедуре пленочного испарителя, за исключением того, что скорость подачи была 66 кг/час, the температура пара Зоны 4 была 125°С, а температура получившегося продукта (RS-11) на выходе из WFE была 108°С. Система жидкого полимерного исходного материала RS-11 имела содержание двуокиси кремния, определенного с помощью ТГА, в 49,1 массовых процентов.
Система RS-11 была соединена с Lindride 25K и Lindride 252V в смесительной камере DAC (компания Flacktek, Лэндрам, Южная Каролина), и перемешана в скоростном смесителе DAC 600 (компания Flacktek, Лэндрам, Южная Каролина) на скорости в 2350 об/мин в течение 45 секунд для получения хорошо диспергированных смесей. Данные смеси были дегазированы в условиях вакуума в течение 3-5 минут перед разливом в соответствующие формы для испытаний чистой смолы на разрыв, динамомеханического анализа
(DMA), и испытанию на изломостой кость. Образцы были вулканизированы в печи с принудительной подачей воздуха в течение 2 часов при температуре в 90°С, и последующих 3 часов при температуре в 150°С, и 6 часов при температуре в 190°С. Получившиеся значения модуля упругости обобщены в Таблице 11.
Процесс пултрузии
Эксперименты с пултрузией проводились на промышленном пултрузионном станке. Шестьдесят восемь жгутов 12 каратного графитового волокна (волокно GRAFIL 34-700 от компании Grafil Inc.) были установлены на бобинодержателе без подшипников и без внешнего устройства натяжения. Как приводится в Таблице 13, от 58 до 66 жгутов гравитового волокна были протянуты через бобинодержатель и направлены в открытую ванну жидкого полимерного исходного материала, содержавшую систему жидкого полимерного исходного материала. Мокрые волокна были пропущены через экструзионную головку. Отжим производился на входе в экструзионную головку. Для вытягивания получившегося полностью отвержденного, волоконно-армированного полимерного композита с линейной скоростью в 20,3 см в минуту использовался участок захвата, состоящий из возвратно-поступательных рабочих салазок. Готовые части были обрезаны по длине с помощью отрезной пилы.
Экструзионная головка имела 91 см в длину и прямоугольное сечение размерами 1,32 см в ширину на 0,33 см в высоту. Головка имела первую зону нагрева, установленную на температуру в 138°С и последующую вторую зону, установленную на температуру в 149°С. После головки находился нагреватель длиной в 122 см с температурой воздуха в 127°С-188°С. Получившиеся тяговые усилия перечислены в Таблице 12.
Образец R-EX17 был изготовлен путем смешивания системы RS-11 (2,12 кг) с Lindride 25K (0,51 кг) и Lindride 252V (1,05 кг).
Части были разрезаны по длине, пригодной для испытания сдвига короткой балки и испытания на изгиб. После этого, перед испытанием, части были повторно вулканизированы в печи в течение 1 часа при температуре в 200°С. Некоторые из частей оставались в печи при 200°С в течение 100 часов. Полученные значения модуля упругости при изгибе, прочности на изгиб и прочности сдвига короткой балки обобщены в Таблице 13.
Эксперименты с пултрузией проводились на промышленном пултрузионном станке. Шестьдесят восемь жгутов 12 каратного графитового волокна (волокно GRAFIL 34-700 от компании Grafil Inc.) были установлены на бобинодержателе без подшипников и без внешнего устройства натяжения. Как приводится в Таблице 15, от 44 до 47 жгутов графитового волокна были протянуты через бобинодержатель и направлены в открытую ванну жидкого полимерного исходного материала, содержавшую систему жидкого полимерного исходного материала. Мокрые волокна были пропущены через экструзионную головку. Отжим производился на входе в экструзионную головку. Для вытягивания получившегося полностью отвержденного, волоконно-армированного полимерного композита с линейной скоростью в 15,2-20,3 см в минуту использовался участок захвата, состоящий из возвратно-поступательных рабочих салазок. Готовые части были обрезаны по длине с помощью отрезной пилы.
Головка была 121,9 см в длину, и имела круглое сечение с диаметром в 0,25 дюйма. Головка имела первую зону нагрева, установленную на температуру в 138°С, последующую вторую зону нагрева, с температурой, изменяемой в диапазоне 149°С-204.4°С. Полученные тяговые усилия обобщены в Таблице 14.
Образец R-EX18 был изготовлен путем смешивания системы RS-11 (2,12 кг) с Lindride 25K (0,51 кг) и Lindride 252V (1,06 кг).
Образец R-EX19 был изготовлен путем смешивания системы RS-11 (0,45 кг) с Lindride 25K (0,46 кг), Lindride 252V (0,94 кг) и Lindoxy 190 (0,75 кг).
Предсказывающий пример 1
Композитный провод с полимерным покрытием может быть получен путем термопластичной экструзии, при которой фторопласт (такой как DYNEON THV 500 G Z или DYNEON THV 815 G Z, поставляемый компанией 3М Company, Сент-Пол, Миннесота), может быть экструдирован пултрудированного композитного провода через кольцеобразную (или другой специальной формы) экструзионную головку в сочетании с пултрузией или путем его отдельной обработки. В случае, когда смола матрицы является отверждаемой смолой матрицы, процесс может быть, наиболее выгодно, осуществляться в сочетании с этапом пултрузии во время процесса отверждения, но не полного отверждения, матрицы. Альтернативный процесс может включать в себя нанесение ускорителя связывания, который наносился бы на поверхность провода матрицы до нанесения термопластичного покрытия экструзионным методом.
Предсказывающий пример 2
Композитный провод с полимерным покрытием может быть получен путем термопластичной сварки, при которой фторопласт (такой как DYNEON THV 500 G Z или DYNEON THV 815 G Z, поставляемый компанией ЗМ Company, Сент-Пол, Миннесота), может быть нанесен на пултрудированный композитный провод путем оборачивания пленкой, лентой, блокировочным профилем, трубкой с разрезом или термопластом другой формы в сочетании с пултрузией или путем отдельной обработки. После этого, для образования непрерывного термопластичного слоя, окружающего матричный провод может быть применен процесс сварки. В случае, когда смола матрицы является отверждаемой смолой матрицы, процесс может быть, наиболее выгодно, осуществляться в сочетании с этапом пултрузии во время процесса отверждения, но не полного отверждения, матрицы. Альтернативный процесс может включать в себя нанесение ускорителя связывания, который наносился бы на поверхность провода матрицы до нанесения термопластичного покрытия.
Приводимые в настоящей спецификации термины «один пример осуществления», «определенные примеры осуществления», «один или несколько примеров осуществления» или «пример осуществления», включающие или не включающие термин «типичный» означают конкретное свойство, структуру, материал или характеристику, описываемые в связи с примером осуществления, включают в себя не менее одного примера осуществления определенных примеров осуществления настоящего раскрытия. Таким образом, появления фраз, таких как «в одном или нескольких примерах осуществления», «в определенных примерах осуществления», «в одном примере осуществления» или «в примере осуществления» в различных местах настоящей спецификации не обязательно относятся к аналогичному примеру осуществления определенных типичных примеров осуществления настоящего раскрытия. Более того, конкретные свойства, структуры, материалы или характеристики могут быть объединены любым подходящим способом в одном или нескольких примерах осуществления.
Хотя спецификация и дает подробное описание определенных примеров осуществления, будем признательны, если специалисты в данной области, в результате достижения понимания приведенного выше, смогли быстро осмыслить изменения, вариации и аналоги данных примеров осуществления. Соответственно, следует понять, что настоящее раскрытие не должно ненадлежащим образом ограничиваться вышеуказанными в нем показательными примерами осуществления. В частности, как использовано в настоящем документе, перечисление числовых диапазонов начальными и конечными точками предназначено для включения всех чисел, включенных в данный диапазон (напр., диапазон от 1 до 5 включает в себя 1, 1.5, 2, 2.75, 3, 3.80, 4 и 5). В дополнение, все числа, использованные в настоящем документе, допускают свое изменение термином «примерно».
Более того, все публикации и патенты, упомянутые в настоящем документе, во всей их полноте указаны здесь в справочном порядке в той части, что и каждая отдельная публикация или патент были специально и отдельно во всей их полноте указаны здесь в ссылочном порядке. Были описаны различные типичные примеры осуществления. Данные и другие примеры осуществления находятся в рамках следующих заявок.
Изобретение раскрывает термоусаживаемые полимерно-композитные провода, включающие в себя множество в значительной степени непрерывных волокон, внедренных в отвержденную полимерно-композитную матрицу и образующих в значительной степени непрерывное волокно. Отвержденная полимерно-композитная матрица, далее включающая в себя полимер, образованный путем отверждения полимерного исходного материала из жидкого состояния, и множество наночастиц, имеющих срединный диаметр один микрометр или меньше, в значительной степени равномерно распределенных по полимерно-композитной матрице, а также указанные частицы состоят из частиц двуокиси кремния, частиц кальцита или их комбинаций, и, факультативно, коррозионностойкую оболочку, окружающую в значительной степени непрерывное волокно. В некоторых вариантах множество частиц включает в себя поверхностно-модифицированные частицы, имеющие ядро и поверхностно-модифицирующее вещество, связанное с ядром и вступившее в реакцию с полимером, отвержденным из жидкого состояния. Также описываются многожильные кабели, включающие в себя один или несколько таких термоусаживаемых полимерно-композитных проводов, и способы получения и использования таких термоусаживаемых полимерно-композитных проводов и многожильных кабелей. Изобретение обеспечивает улучшение прочности и механических свойств композитных проводов. 5 н. и 19 з.п. ф-лы, 5 ил., 14 табл.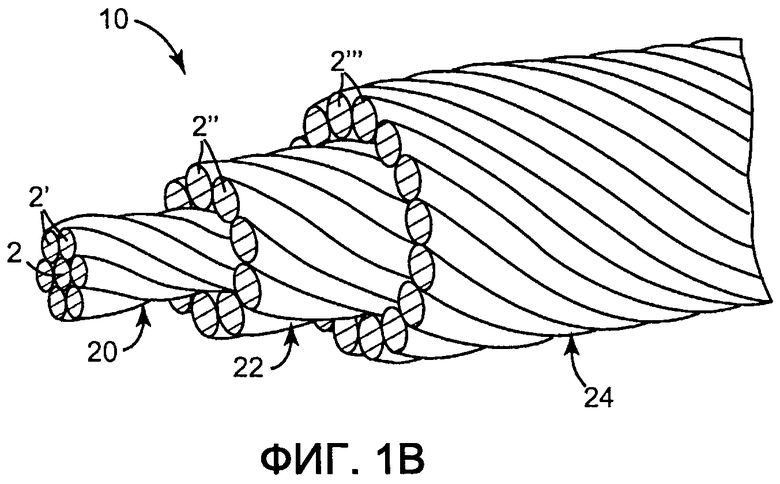
1. Способ, состоящий из:
вкрапления множества в значительной степени непрерывных волокон в полимерно-композитную матрицу, состоящую из жидкого полимерного исходного материала и множества частиц, в значительной степени равномерно распределенных по жидкому полимерному исходному материалу, при этом множество частиц имеет срединный диаметр в один микрометр или менее, а также указанные частицы состоят из частиц двуокиси кремния, частиц кальцита или их комбинаций;
протягивания волокон, пропитанных полимерно-композитной матрицей, через экструзионную головку;
отверждения жидкого полимерного исходного материала для образования отвержденного полимера и, как минимум, частичной отвержденной полимерно-композитной матрицы в экструзионной головке, образуя этим в значительной степени непрерывное волокно термоусаживаемого полимерно-композитного провода, и, факультативно, окружения в значительной степени непрерывного волокна термоусаживаемого полимерно-композитного провода коррозионностойкой оболочкой.
2. Способ по п. 1, где множество частиц состоит из химически активных, поверхностно-модифицированных наночастиц, дополнительно состоящих из ядра наночастицы и из химически активного поверхностно-модифицирующего вещества, связанного с ядром наночастицы, и
где этап отверждения жидкого полимерного исходного материала включает химическое взаимодействие жидкого полимерного исходного материала с химически активным поверхностно-модифицирующим веществом.
3. Способ по п. 1, при котором множество частиц имеет срединный диаметр, не превышающий 250 нм.
4. Способ по п. 1, при котором множество в значительной степени непрерывных волокон содержит множество поверхностей волокон, и при котором множество частиц в значительной степени не соприкасается с множеством поверхностей волокон в отвержденном полимере.
5. Способ по п. 1, при котором коррозионностойкая оболочка содержит не менее одного радиационно отвержденного полимера, термоусаживаемого полимера, термопластичного полимера, имеющего температуру стеклования не менее 145°C, фторполимера, ленты или их комбинаций.
6. Способ по п. 1, при котором отвержденный полимер показывает температуру стеклования не менее 150°C.
7. Способ по п. 1, при котором, как минимум, частично отвержденная полимерно-композитная матрица в головке экструдера содержит сшиватель жидкого полимерного исходного материала.
8. Способ по п. 1, дополнительно включающий вытягивание непрерывных волокон, пропитанных с матрицей, через преформер и отжимание волокон.
9. Способ по п. 1, дополнительно включающий в себя последующее отверждение жидкого полимерного исходного материала после, как минимум, частичного отверждения полимерно-композитной матрицы в головке экструдера для образования волокна полимерно-композитного провода.
10. Термоусаживаемый полимерно-композитный провод, изготовленный в соответствии со способом по п. 1.
11. Термоусаживаемый полимерно-композитный провод, содержащий:
множество в значительной степени непрерывных волокон, встроенных в отвержденную полимерно-композитную матрицу и образующих в значительной степени непрерывное волокно, при этом отвержденная полимерно-композитная матрица дополнительно содержит термоусаживаемый полимер, образованный путем отверждения жидкого полимерного исходного материала из жидкого состояния, и множество частиц, в значительной степени равномерно распределенных по жидкому полимерному исходному материалу, при котором дополнительно множество частиц имеет серединный диаметр в один микрометр или менее, а также указанные частицы состоят из частиц двуокиси кремния, частиц кальцита или их комбинаций, и, факультативно, коррозионностойкую оболочку, окружающую в значительной степени непрерывное волокно.
12. Термоусаживаемый полимерно-композитный провод по п. 11, в котором множество частиц состоит из поверхностно-модифицированных частиц, дополнительно имеющих ядро наночастицы и поверхностно-модифицирующее вещество, связанное с ядром наночастицы и вступившее в химическую реакцию с жидким полимерным исходным материалом.
13. Термоусаживаемый полимерно-композитный провод по п. 11, в котором множество частиц имеет срединный диаметр, не превышающий 250 нм.
14. Термоусаживаемый полимерно-композитный провод по п. 11, в котором множество композитных волокон содержит, как минимум, одно волокно, выбранное из группы, состоящей из арамидных волокон, стекловолокна, керамических волокон, металлических волокон, полимерных волокон, углеродных волокон или их комбинаций.
15. Термоусаживаемый полимерно-композитный провод по п. 11, в котором множество в значительной степени непрерывных волокон содержит множество поверхностей волокон и при котором множество частиц в значительной степени не соприкасается с множеством поверхностей волокон.
16. Термоусаживаемый полимерно-композитный провод по п. 11, в котором отвержденная полимерно-композитная матрица состоит из сшитого полимера.
17. Термоусаживаемый полимерно-композитный провод по п. 11, в котором термоусаживаемый полимер, образованный путем отверждения жидкого полимерного исходного материала из жидкого состояния, показывает температуру стеклования в, как минимум, 150°C.
18. Термоусаживаемый полимерно-композитный провод по п. 11, в котором термоусаживаемый полимер, образованный путем отверждения исходного вещества полимера из жидкого состояния, состоит из не менее одной эпоксидной смолы, смолы сложных виниловых эфиров, полиимидной смолы, полиэфирной смолы, смолы циановокислого эфира, фенолальдегидной смолы, бис-малеимидной смолы или их комбинаций.
19. Термоусаживаемый полимерно-композитный провод по п. 11, в котором термоусаживаемый полимер, образованный путем отверждения жидкого полимерного исходного материала из жидкого состояния, состоит из отвержденной ангидридом эпоксидной смолы.
20. Термоусаживаемый полимерно-композитный провод по п. 18, в котором термоусаживаемый полимер, образованный путем отверждения жидкого полимерного исходного материала из жидкого состояния, состоит из полиэфирной смолы, образованной путем отверждения ненасыщенной полиэфирной смолы.
21. Термоусаживаемый полимерно-композитный провод по п. 11, в котором коррозионностойкая оболочка содержит не менее одного радиационно отвержденного полимера, термоусаживаемого полимера, термопластичного полимера, имеющего температуру стеклования не менее 145°C, фторполимера, ленты или их комбинаций.
22. Термоусаживаемый полимерно-композитный провод по п. 11, в котором множество частиц содержит, как минимум, одно поверхностно-модифицирующее вещество, связанное с поверхностью частиц.
23. Многожильный кабель, содержащий не менее одного термоусаживаемого полимерно-композитного провода по п. 10, при этом многожильный кабель состоит из:
сердцевинной жилы, определяющей центральную продольную ось, первого множества проводов, скрученных вокруг сердцевинной жилы, и второго множества проводов, скрученных вокруг первого множества проводов.
24. Способ изготовления термоусаживаемого полимерно-композитного кабеля по п. 23, включающий в себя:
скручивание первого множества проводов вокруг сердцевинной жилы, определяющей центральную продольную ось, и скручивание второго множества проводов вокруг первого множества проводов, опционального нагрева скрученных первого и второго множества проводов до температуры, достаточной для фиксации спирально скрученных полимерно-композитных проводов в спирально скрученной конфигурации при охлаждении до температуры в 25°C, и
опционального окружения не менее одного из сердцевинной жилы, первого множества проводов или второго множества проводов коррозионностойкой оболочкой, когда не менее один предмет из сердцевинной жилы, первого множества проводов или второго множества проводов содержит не менее одного термоусаживаемого полимерно-композитного провода, дополнительно включающего в себя: множество в значительной степени непрерывных волокон, внедренных в отвержденную полимерно-композитную матрицу и образующих в значительной степени непрерывное волокно, отвержденную полимерно-композитную матрицу, далее включающую в себя полимер, образованный путем отверждения полимерного исходного материала из жидкого состояния, и множество частиц, имеющих срединный диаметр в один микрометр или меньше, множество частиц, в значительной степени равномерно распределенных по отвержденной полимерно-композитной матрице, а также указанные частицы состоят из частиц двуокиси кремния, частиц кальцита или их комбинаций, и, факультативно, коррозионностойкую оболочку, окружающую в значительной степени непрерывное волокно.
| EA200600813 A1, 29.12.2006 | |||
| US2010038112 A1, 18.02.2010 | |||
| US6326551 B1, 04.12.2001 | |||
| Аппарат для выделения взвешенных частиц из жидкости | 1926 |
|
SU7945A1 |
| КОМПОЗИЦИОННЫЙ НЕСУЩИЙ СЕРДЕЧНИК ДЛЯ ВНЕШНИХ ТОКОВЕДУЩИХ ЖИЛ ПРОВОДОВ ВОЗДУШНЫХ ВЫСОКОВОЛЬТНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2386183C1 |

