ОБЛАСТЬ ТЕХНИКИ
[0001] Данное изобретение в целом относится к усовершенствованному контейнеру и способу формования заготовок с использованием горячего изостатического прессования и более конкретно к способу и контейнеру со свойствами, которые позволяют регулировать форму углов и объем контейнера с обеспечением получения заготовки требуемой формы и размера.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В металлургической промышленности были разработаны различные технологии создания металлических заготовок или других изделий из металлических порошков, имеющих частицы заданного размера, полученных например, микролитейным способом или тончайшим измельчением. Обычно сильным сплавлением с Ni, Cr, Со и Fe эти порошки соединяют в компактную массу, плотность которой приближается к 100% теоретической плотности. Получающиеся в результате заготовки имеют однородный состав и плотную микроструктуру, обеспечивающие производство компонентов с улучшенными жесткостью, прочностью, сопротивлением излому и коэффициентами теплового расширения. Подобные улучшенные свойства могут быть, в частности, полезными при изготовлении, например, вращающихся компонентов турбины, работающих в условиях повышенных температур и/или высоких напряжений.
[0003] Соединение этих металлических порошков в плотную массу обычно выполняют под воздействием высоких давлений и температур способом, называемым горячим изостатическим прессованием (ГИП). Обычно указанные порошки помещают в контейнер (иногда называемый «банкой»), который герметизируют, и его содержимое помещают в условия вакуума. Данный контейнер также подвергают воздействию повышенной температуры и давлению снаружи с использованием инертного газа, такого как аргон, чтобы не допустить химической реакции. Например, для обработки металлического порошка можно использовать температуры в диапазоне 480°С-1315°С и давления в диапазоне 51 МПа - 310 МПа или даже выше. При выдерживании контейнера, содержащего порошок, в условиях повышенного давления выбранная текучая среда (например, инертный газ) оказывает давление на порошок со всех сторон и во всех направлениях.
[0004] Оборудование, необходимое для обработки способом ГИП, обычно является весьма дорогостоящим и требует специальной конструкции. Вследствие воздействия экстремальных температур и давлений контейнер по существу деформируется или ломается по мере уменьшения объема порошка во время процесса ГИП, при этом контейнер присоединяется к поверхности заготовки, создаваемой прессованием порошка. В зависимости от требуемой формы получающейся в результате заготовки вся поверхность контейнера или ее части может или могут быть срезаны, например путем механической обработки после процесса ГИП. Кроме того, части заготовки также могут быть срезаны в зависимости от требуемой формы и характера деформаций, которые возникли в процессе ГИП. При условии, что порошок, используемый для изготовления заготовки, обычно является очень дорогим, то удаление частей заготовки является нежелательным.
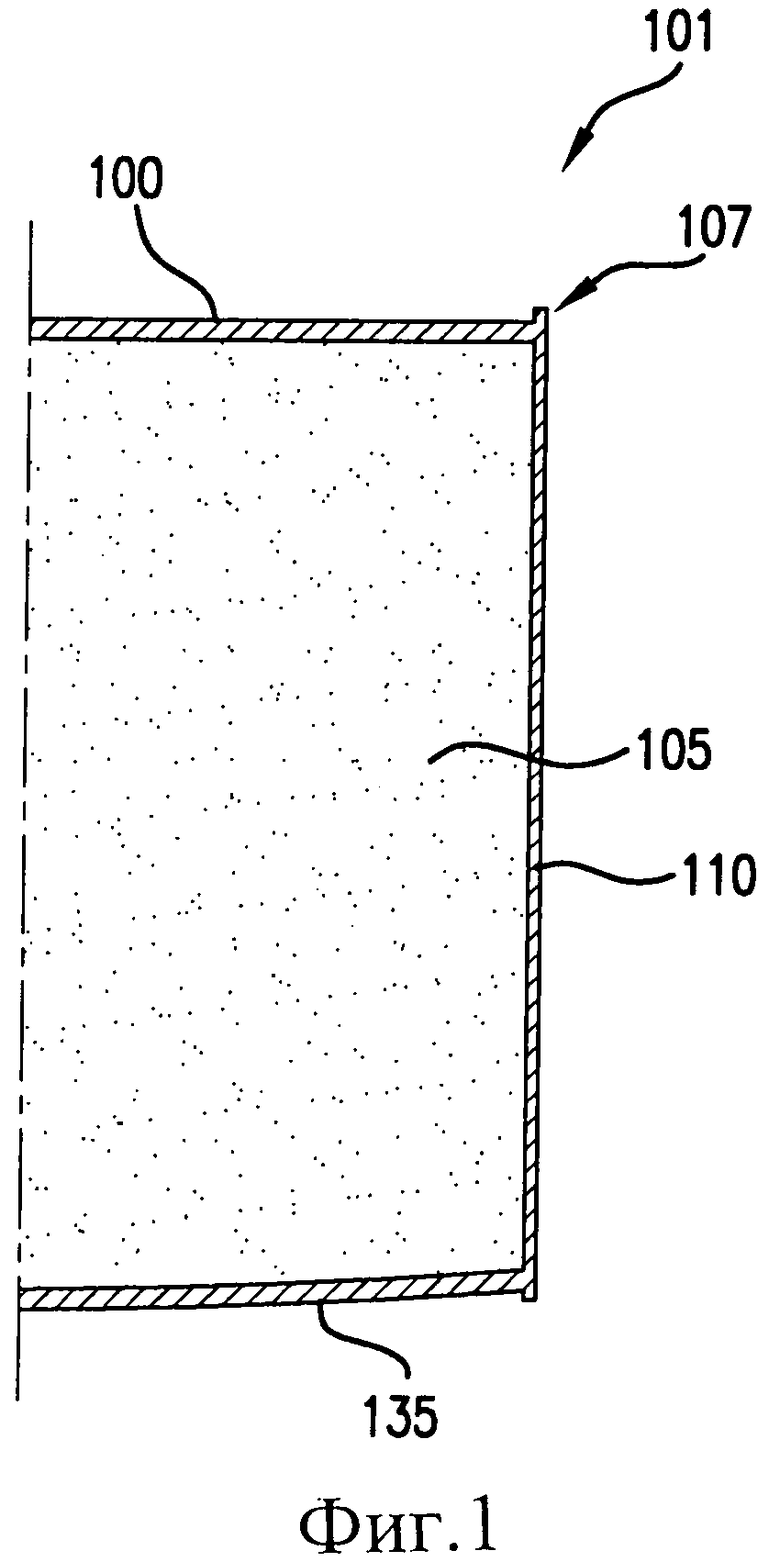
[0005] Фиг.1 и 2 иллюстрируют проблемы, возникающие при использовании обычных контейнеров в процессе ГИП. Фиг.1 схематически показывает часть контейнера 101 перед воздействием на него экстремальной температуры и давления в процессе ГИП. Контейнер 101 содержит порошковую смесь 105, предназначенную для уплотнения, и обеспечивает герметизацию, препятствующую проникновению текучей среды, используемой для создания давления, например, аргона, во время процесса ГИП. Перед воздействием давления стенки 110, расположенные между верхней частью 100 и нижней частью 135, по существу, являются прямыми и/или недеформированы. Верхняя часть 100 и нижняя часть 135 также недеформированы перед процессом ГИП.
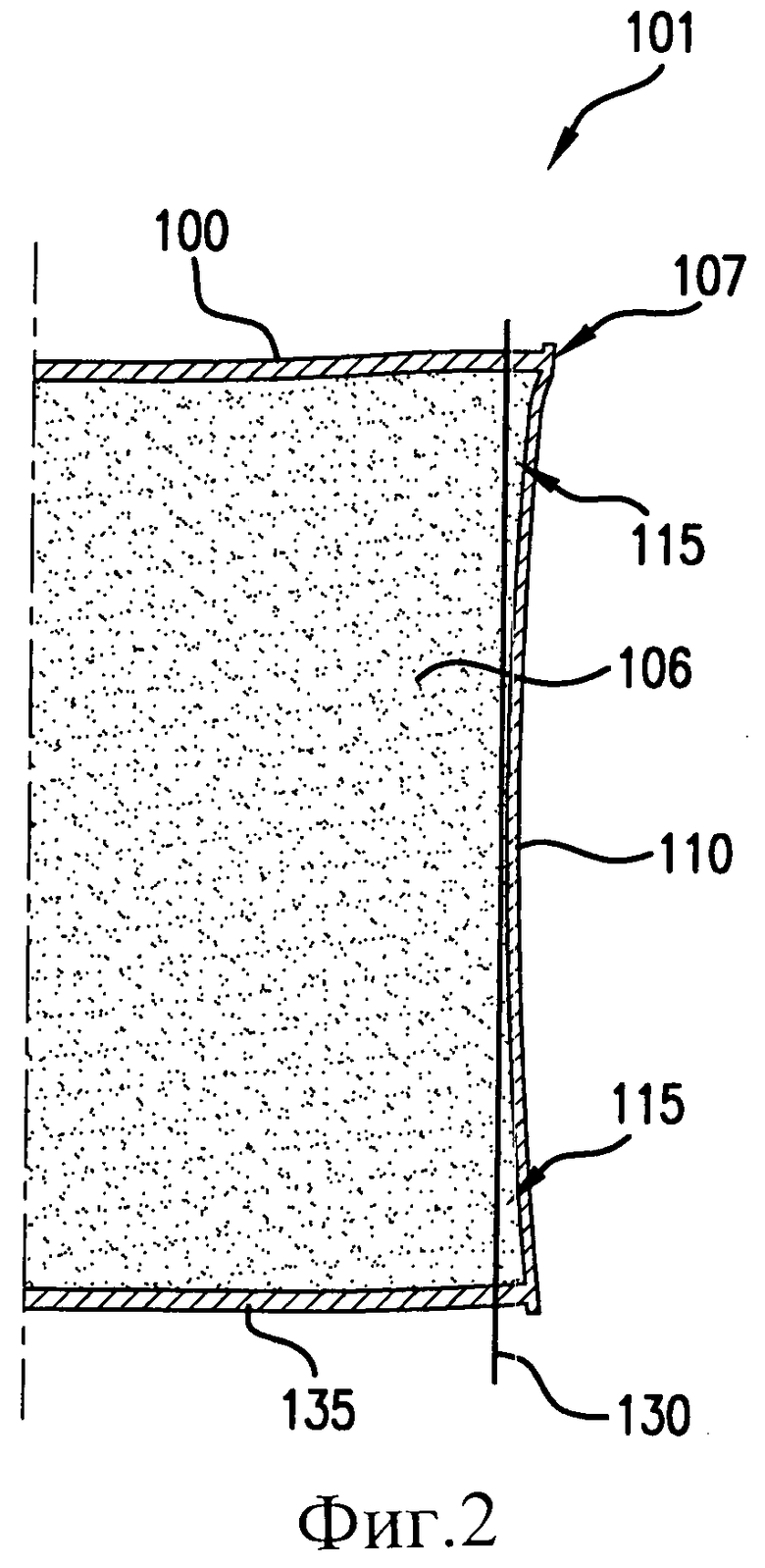
[0006] Фиг.2 иллюстрирует ту же часть контейнера 101 после обработки процессом ГИП. Воздействие условий процесса ГИП в этом случае трансформировало порошок в металлическую заготовку 106. Однако изменение плотности от состояния порошка до сплошного металла также привело в результате к весьма сильному изменению объема. Поскольку объем уменьшился, то контейнер 101 также претерпел деформацию вместе с изменением от состояния порошка 105 до заготовки 106. Фиг.2 показывает, что стенка 110 приняла теперь дугообразную форму, при этом верхняя часть 100 и нижняя часть 135 также могут подвергаться деформации. В результате деформации контейнера заготовка 106 также приобретает подобную форму, которую иногда называют формой песочных часов.
[0007] Это обстоятельство является неблагоприятным, так как в зависимости от требуемой формы заготовки 106 (или формы конечного компонента, создаваемого из заготовки 106) деформации, показанные на фиг.2, могут быть нежелательными, поскольку получающаяся в результате форма для заготовки 106 может потребовать удаления дорогостоящего материала с ее поверхности. Например, при условии, что вдоль стенки 110 для заготовки 106 требуется цилиндрическая наружная поверхность, то контейнер 101 и заготовку 106 потребуется обрезать, т.е. механически обработать вдоль линии 130, чтобы получить требуемую наружную поверхность. В дополнение к потере всего контейнера 101 или его частей углы 107 контейнера 101 не обеспечивают контроля формы для соответствующих краев заготовки 106. Наряду с дугообразной деформацией наружной стенки 110 значительные объемы заготовки 106 будут потеряны у участков 115, расположенных вдоль верхней и нижней частей контейнера 101. Вследствие существенной стоимости исходного порошка эта потеря является нежелательной. Кроме того, несмотря на то, что стоимость контейнера меньше стоимости порошка, части контейнера 101 также теряются в результате машинной обработки. В некоторых областях применения может быть желательным сохранять материал контейнера 101 на получающейся в результате заготовке для включения его в готовую рабочую деталь. В подобных случаях следует исключать удаление контейнера для формования заготовки.
[0008] Кроме того, размер контейнера 101 не является регулируемым для различных загрузок порошка. Более конкретно, после изготовления контейнера 101 объем порошка, который может быть загружен во внутреннюю часть контейнера 101, является фиксированным, что, в свою очередь, предусматривает фиксированный размер заготовки. И в этом случае устранение материала с заготовки 106 для уменьшения ее до требуемого размера является нежелательным. Также нежелательным является изготовление множества контейнеров, предназначенных исключительно для получения различных предполагаемых объемов, которые требуются для различных загрузок порошка.
[0009] Таким образом, будет полезным усовершенствованные устройство и способ, которые обеспечивают контроль формы вблизи углов контейнера и обеспечивают снижение или исключение потери порошка при обработке процессом ГИП. Кроме того, будет полезным усовершенствованные устройство и способ, которые также обеспечат контейнер с регулируемым объемом при процессе ГИП.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0010] Данное изобретение предлагает усовершенствованные устройство и способ формования заготовок с использованием процесса горячего изостатического прессования и, более конкретно, способ и контейнер, имеющие свойства, которые позволяют регулировать форму углов и объем контейнера так, чтобы получить заготовку желательной формы и размера. Цели и преимущества данного изобретения будут изложены частично в последующем описании, или могут стать очевидными из данного описания, или могут быть установлены при выполнении на практике данного изобретения.
[0011] В одном иллюстративном варианте выполнения данного изобретения предлагается контейнер для прессования порошка для получения заготовки. Данный контейнер содержит наружную стенку, определяющую осевое направление вдоль контейнера и ограничивающую внутреннюю часть контейнера. Контейнер имеет верхнюю часть, которая содержит свод, соединенный с кромкой. Кромка проходит вокруг периферии свода. Верхняя часть контейнера установлена с возможностью размещения в указанной наружной стенке с сопряжением с ней, так что указанная кромка проходит во внутреннюю часть контейнера. Кромка верхней части контейнера выполнена с возможностью скольжения вдоль наружной стенки с обеспечением избирательного регулирования объема внутренней части контейнера. Указанная кромка образует скошенную часть, которая расположена под углом α к осевому направлению и которая утолщается в направлении свода. Контейнер также содержит нижнюю часть, вставленную в наружную стенку.
[0012] В другом иллюстративном варианте выполнения данного изобретения предлагается контейнер для прессования порошка для получения заготовки. Данный контейнер содержит наружную стенку, определяющую осевое направление вдоль контейнера и ограничивающую внутреннюю часть контейнера. Контейнер имеет верхнюю часть и нижнюю часть, каждая из которых содержит свод, соединенный с кромкой. Кромка проходит вокруг периферии соответствующего свода. Верхняя часть и нижняя часть установлены с возможностью размещения в указанной наружной стенке с сопряжением с ней, так что указанная кромка каждой из указанных частей, верхней и нижней, расположена в ней. В результате каждая из указанных частей контейнера проходит во внутреннюю часть контейнера. Кромки верхней и нижней частей контейнера выполнены с возможностью скольжения вдоль наружной стенки с обеспечением избирательного регулирования объема внутренней части контейнера, при этом каждая из указанных кромок образует скошенную часть, которая расположена под углом α к осевому направлению, так что каждая скошенная часть утолщается в направлении свода.
[0013] В еще одном иллюстративном аспекте данного изобретения предложен способ улучшения использования материала во время горячего изостатического прессования. Этот способ включает использование контейнера для размещения порошка, предназначенного для прессования. Данный контейнер содержит наружную стенку, определяющую осевое направление вдоль контейнера и ограничивающую внутреннюю часть контейнера. Контейнер имеет также верхнюю часть, которая содержит свод, соединенный с кромкой, проходящей вокруг его периферии. Верхняя часть контейнера установлена с возможностью размещения в указанной наружной стенке с сопряжением с ней, так что указанная кромка проходит во внутреннюю часть контейнера. Кромка верхней части контейнера выполнена с возможностью скольжения вдоль наружной стенки с обеспечением избирательного регулирования объема внутренней части контейнера. Указанная кромка образует скошенную часть, которая расположена под углом α к осевому направлению и которая утолщается в направлении свода. Контейнер также имеет нижнюю часть, вставленную в наружную стенку. Предложенный способ также включает выбор положения верхней части контейнера относительно наружной стенки с обеспечением размещения выбранного объема материала, предназначенного для горячего изостатического прессования. Задают отличное от нуля значение угла α с обеспечением наличия у получившейся заготовки заданной формы вдоль верхней части контейнера после проведения процесса горячего изостатического прессования порошка.
[0014] Эти и другие свойства, аспекты и преимущества данного изобретения будут более понятны из последующего описания и прилагаемой формулы изобретения. Сопроводительные чертежи, которые включены в данное описание и составляют его часть, иллюстрируют варианты выполнения данного изобретения и совместно с описанием служат для объяснения принципов данного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015] Далее приведено полное и доступное описание иллюстративных вариантов выполнения данного изобретения для специалиста в данной области техники со ссылкой на сопроводительные чертежи, на которых
[0016] Фиг.1 показывает схематический разрез вдоль одной стороны контейнера перед процессом ГИП;
[0017] фиг.2 показывает схематический разрез вдоль одной стороны контейнера, показанного на фиг.1, после воздействия давления и температуры процесса ГИП;
[0018] фиг.3 показывает разрез иллюстративного варианта выполнения данного изобретения. Штрихпунктирные линии иллюстрируют регулирование объема контейнера путем перемещения верхней и нижней частей контейнера;
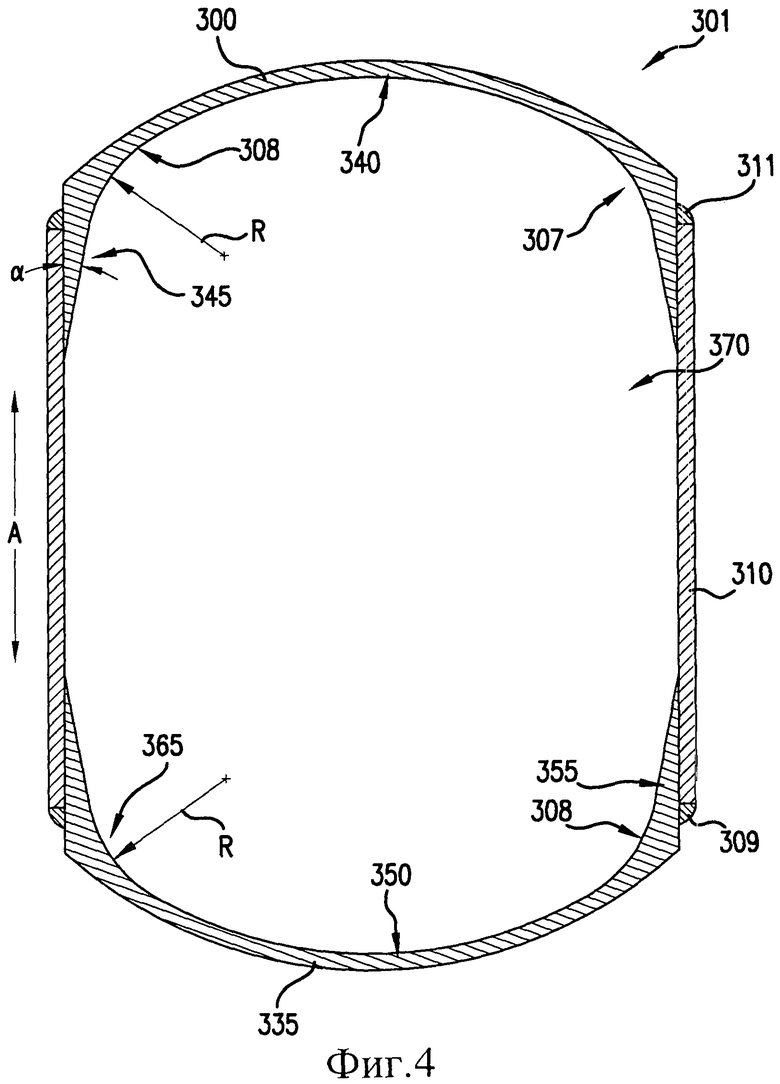
[0019] фиг.4 показывает разрез иллюстративного варианта выполнения данного изобретения. Штрихпунктирные линии иллюстрируют регулирование объема контейнера путем перемещения верхней и нижней частей контейнера. Кроме того, линии радиуса показывают особенности внутренней поверхности верхней и нижней частей контейнера.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0020] Для обеспечения преимущественных улучшений, как изложено в данном документе, данным изобретением предлагается усовершенствованные контейнер и способ формования заготовок с использованием горячего изостатического прессования и, более конкретно, предлагаются усовершенствованные контейнер и способ, свойства которых позволяют регулировать форму углов и объем контейнера так, чтобы получить заготовку требуемой формы и размера. С целью описания данного изобретения будет сделана подробная ссылка на варианты его выполнения, один или более примеров которых показаны на чертежах. Каждый пример выполнен посредством объяснения данного изобретения, не ограничивающего его.
Фактически, специалистам следует понимать, что в данное изобретение возможно внесение модификаций и изменений без отклонения от объема его правовой охраны или сущности. Например, детали, которые проиллюстрированы или описаны как часть одного варианта выполнения, могут использоваться в другом варианте выполнения для обеспечения еще одного варианта выполнения. Таким образом, подразумевается, что данное изобретение распространяется на подобные модификации и изменения, как подпадающие под объем правовой охраны, определенный в прилагаемой формуле изобретения, а также на их эквиваленты.
[0021] На фиг.3 показан разрез иллюстративного варианта выполнения контейнера 201 в соответствии с данным изобретением. Контейнер 201 содержит наружную стенку 201, которая определяет осевое направление А вдоль длины контейнера 201. Осевое направление А выбрано произвольно с целью определения угла α, как будет изложено в дальнейшем. Кроме того, контейнер 201 показан с цилиндрической формой. Однако используя идею изобретения, изложенную в данном документе, специалист должен понимать, что данное изобретение также может быть использовано для контейнеров с другими различными формами.
[0022] Контейнер 210 имеет верхнюю часть 200 и нижнюю часть 235 Верхняя часть 200 контейнера имеет свод 240, соединенный по периферии с кромкой 245. Свод 240 и кромка 245 предпочтительно выполнены в виде одной детали с образованием верхней части 200 контейнера, хотя также возможно использование других конструкций.
[0023] Верхняя часть 200 имеет такие размер и форму, которые позволяют разместить ее с сопряжением, или дополняющим образом, в наружной стенке 210. Например, верхняя часть 200 имеет круглую форму для сопряжения с цилиндрической формой наружной стенки 210, но при этом верхняя часть 200 имеет несколько меньший диаметр, чем наружная стенка 210. Соответственно, кромка 245 верхней части 200 вставлена в наружную стенку 210, проходя во внутреннюю часть 270 контейнера 201. Принятые допуски для наружной стенки 210 и кромки 245 обеспечивают возможность скольжения кромки 245 в осевом направлении А. Соответственно, положение верхней части 200 контейнера можно легко регулировать, так что можно избирательно определять объем порошка, удерживаемого внутренней частью 270 контейнера 201.
[0024] Нижняя часть 235 контейнера по существу аналогична верхней части 200. Конкретно, нижняя часть 235 содержит кромку 255 вокруг свода 250. Кромка 235 также вставлена во внутреннюю часть 270 контейнера 201 и выполнена с возможностью скольжения в осевом направлении А. По существу, нижняя часть 235 контейнера также может использоваться для регулирования объема внутренней части контейнера 201.
[0025] Таким образом, верхняя часть 200 и нижняя часть 235 контейнера обеспечивают возможность регулирования объема порошка, загружаемого во внутреннюю часть 270 контейнера 201. В одном иллюстративном аспекте использования и в зависимости от требуемой формы и объема получающейся в результате заготовки нижняя часть 235 контейнера расположена вдоль осевого направления А. Окончательное расположение закрепляют наглухо сварным швом 209. Затем в контейнер 201 загружают порошок в требуемом объеме, а верхнюю часть 200 контейнера вставляют в наружную стенку 210 и перемещают в требуемое положение, исходя из объема загруженного в контейнер 210 порошка. Окончательное расположение верхней части 200 контейнера затем наглухо фиксируют сварным швом 211.
[0026] В иллюстративном варианте выполнения, показанном на фиг.3, контейнер 201 содержит как регулируемую верхнюю часть 200, так и регулируемую нижнюю часть 235. Как вариант, контейнер 201 может быть конструктивно решен так, что только одна часть, верхняя 200 или нижняя 235, может быть перемещена в осевом направлении, чтобы обеспечить регулирование объема внутренней части 270. В дополнение к использованию различных форм контейнера 201, как было указано ранее, также можно использовать различные размеры и пропорции контейнера 201.
[0027] Каждая кромка 245 и 255 образует скошенную часть, расположенную под углом α к осевому направлению А. Более конкретно, сечение каждой кромки 245 и 255 утолщается в направлении соответствующих сводов 240 и 250. Показатель увеличения толщины определяется углом α, который в обычном случае составляет приблизительно от 1° до 10°. Угол α выбирают, исходя из предполагаемой деформации контейнера 210 и требуемой формы заготовки, получаемой в результате процесса ГИП. Например, угол α, величина которого составляет приблизительно от 1° до 10°, может устранять нежелательный краевой эффект, который возникает при использовании обычных контейнеров, например, как показано на фиг.1 и фиг.2.
[0028] Для некоторых заготовок около верхней части 200 и нижней части 235 контейнера может потребоваться дополнительный контроль формы. Например, контейнер 201 имеет углы 207 и 265, которые могут привести к нежелательным краям заготовки после процесса ГИП. Обратимся теперь к фиг.4, на котором контейнер 310 содержит детали аналогично контейнеру 201, а аналогичные ссылочные позиции обозначают подобные или аналогичные элементы. Однако вдоль внутренней поверхности 308 верхней части 300 контейнера добавлен радиус закругления R на участке, на котором поверхность 308 соединяет кромку 345 и свод 340. Аналогичный радиус закругления R используется для нижней части 335 контейнера. Указанные радиусы закругления обеспечивают дополнительный контроль формы получающейся в результате заготовки вдоль углов (например, углов 207 и 265, показанных на фиг.3) контейнера 301. Предпочтительно контейнер 301 изначально выполняют с требуемым радиусом закругления R. Однако при достаточной толщине верхней или нижней части контейнера радиус закругления R также может быть добавлен после выполнения исходной конструкции, например, путем механической обработки углов контейнера.
[0029] Несмотря на то, что представленный предмет изобретения был рассмотрен подробно в отношении конкретных иллюстративных вариантов выполнения, а также способа его выполнения, специалистам следует понимать, что по достижении понимания вышеизложенного можно легко внести модификации, изменения, и технические эквиваленты в подобные варианты выполнения. Соответственно, содержание данного описания приведено в качестве примера, а не в качестве ограничения, при этом предмет описания не препятствует включению подобных модификаций, изменений и/или дополнений к данному предмету изобретения, что должно быть очевидно специалисту.

Изобретение относится к способу и контейнеру формования заготовок с использованием горячего изостатического прессования. Способ и контейнер обеспечивают регулирование объема контейнера с получением заготовки заданной формы и размера исходя из выбранной загрузки металлического порошка для контейнера. Указанный контейнер выполнен с возможностью регулирования его углов для устранения краевых эффектов и обеспечения дополнительного контроля формы получающейся заготовки. Использование изобретения исключает деформацию контейнера и потери металлического порошка. 3 н. и 12 з.п. ф-лы, 4 ил.
1. Контейнер для горячего изостатического прессования металлического порошка с получением заготовки заданной формы, содержащий
наружную стенку, определяющую осевое направление вдоль контейнера и ограничивающую внутреннюю часть контейнера,
верхнюю часть, которая содержит свод, соединенный с кромкой, проходящей вокруг его периферии, и которая установлена с возможностью размещения в указанной наружной стенке с сопряжением с ней, так что указанная кромка проходит во внутреннюю часть контейнера, причем кромка верхней части контейнера выполнена с возможностью скольжения вдоль наружной стенки с обеспечением избирательного регулирования объема внутренней части контейнера, при этом указанная кромка образует скошенную часть, которая расположена под углом α к осевому направлению и которая утолщается в направлении свода, и
нижнюю часть, вставленную в наружную стенку.
2. Контейнер по п.1, в котором указанная верхняя часть ограничивает внутреннюю поверхность, имеющую на своем участке, соединяющем кромку и свод указанной верхней части контейнера, профиль, определяемый радиусом закругления.
3. Контейнер по п.1, который дополнительно имеет сварной шов, соединяющий указанные верхнюю часть контейнера и наружную стенку с обеспечением фиксации объема внутренней части контейнера.
4. Контейнер по п.1, в котором указанная наружная стенка имеет по существу цилиндрическую форму.
5. Контейнер по п.1, в котором указанный угол α составляет от примерно 1° до примерно 10°.
6. Контейнер для горячего изостатического прессования металлического порошка с получением заготовки заданной формы, содержащий
наружную стенку, определяющую осевое направление вдоль контейнера и ограничивающую внутреннюю часть контейнера, и
верхнюю часть и нижнюю часть, каждая из которых содержит свод, соединенный с кромкой, проходящей вокруг периферии соответствующего свода, и которые установлены с возможностью размещения в указанной наружной стенке с сопряжением с ней так, что указанная кромка каждой из указанных частей, верхней и нижней, расположена в ней, так что каждая из указанных частей контейнера проходит во внутреннюю часть контейнера, причем кромки верхней и нижней частей контейнера выполнены с возможностью скольжения вдоль наружной стенки с обеспечением избирательного регулирования объема внутренней части контейнера, при этом каждая из указанных кромок образует скошенную часть, которая расположена под углом α к осевому направлению, так что каждая скошенная часть утолщается в направлении свода.
7. Контейнер по п.6, в котором указанный угол α каждой скошенной части составляет от примерно 1° до примерно 10°.
8. Контейнер по п.6, в котором каждая часть контейнера, верхняя и нижняя, ограничивает внутреннюю поверхность, имеющую на своем участке, соединяющем кромку и свод каждой из указанных частей контейнера, профиль, определяемый радиусом закругления.
9. Контейнер по п.6, который дополнительно имеет пару сварных швов, соединяющих указанные верхнюю и нижнюю части контейнера с наружной стенкой с обеспечением фиксации объема внутренней части контейнера.
10. Контейнер по п.6, в котором указанная наружная стенка имеет по существу цилиндрическую форму.
11. Способ горячего изостатического прессования металлического порошка с получением заготовки заданной формы, включающий
использование контейнера, выполненного по одному из пп. 1-5,
выбор положения верхней части контейнера относительно наружной стенки с обеспечением размещения выбранного объема металлического порошка, предназначенного для горячего изостатического прессования, и
задание отличного от нуля значения угла α, обеспечивающего получение заготовки заданной формы.
12. Способ по п.11, в котором в процессе горячего изостатического прессования деформируют наружную и верхнюю часть контейнера с обеспечением получившейся заготовки заданной формы вдоль верхней части контейнера.
13. Способ по п.12, в котором получают заготовку, имеющую по существу цилиндрическую форму вдоль своей по меньшей мере части.
14. Способ по п.11, в котором угол α составляет от примерно 1° до примерно 10°.
15. Способ по п.11, в котором указанная верхняя часть контейнера ограничивает внутреннюю поверхность, при этом на участке внутренней поверхности, соединяющем кромку и свод контейнера, дополнительно выполняют радиус закругления.
| JP 61116704 A, 28.05.1987 | |||
| US 4582681 A, 15.04.1986 | |||
| US 4935198 A, 19.06.1990 | |||
| Контейнер для прессования биметаллических изделий | 1981 |
|
SU954188A1 |
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU2007275C1 |

