ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству для изготовления фильтр-пакетов для экстрагируемых продуктов, таких как кофе, чай, ромашка и им подобных.
УРОВЕНЬ ТЕХНИКИ
В настоящее время устройства для изготовления фильтр-пакетов разработаны в соответствии с различными конфигурациями, в зависимости от формы фильтр-пакета и/или вида содержащегося в нем продукта.
При изготовлении обычных однокамерных или двухкамерных фильтр-пакетов, фильтр-пакетов с одним или двумя лепестками (содержащих узкие или мелкие листовые продукты, которые могут быть спрессованы) устройства сконструированы по существу в соответствии с горизонтальной линией подачи/выпуска для обеспечения высоких рабочих скоростей и лучшей производительности.
Для изготовления фильтр-пакетов различной формы, в частности однокамерных с большими объемными размерами, таких как известные пирамидообразные фильтр-пакеты (которые могут также содержать крупнолистовые продукты или листовые продукты округлой формы), используются устройства, сконструированные по существу в соответствии с вертикальной линией подачи/выпуска, несмотря на их более низкие рабочие скорости и меньшую производительность.
В устройствах с горизонтальной линией подачи непрерывное полотно фильтрующего материала подается горизонтально по заданной траектории, перемещаясь по которой полотно попадает на ряд последовательно расположенных рабочих участков, выполненных с возможностью изготовления непрерывного рукава фильтрующего материала. Указанные участки включают наполнитель продукта, расположенный перпендикулярно подаваемому полотну и выполненный с возможностью размещения на ленте определенного количества продукта с заданным интервалом между каждой порцией. Кроме того, также имеется ряд участков, выполненных с возможностью складывания непрерывного рукава, заделки краев рукава и, при необходимости, прикрепления нитки, этикетки и внешнего пакета. Как правило, однокамерные однолепестковые фильтр-пакеты, изготовленные с помощью устройств, имеющих горизонтальную производственную линию, имеют уменьшенные объемные размеры.
С другой стороны, с помощью устройств с вертикальной осью подачи/выпуска можно изготавливать пирамидообразные однокамерные фильтр-пакеты, имеющие значительные объемные размеры. Такие устройства содержат расположенный вертикально загрузочный канал, на который с формированием рукава наматывается непрерывное полотно фильтрующего материала, в которое продукт может падать под действием силы тяжести с использованием наполняющих машин винтового типа или револьверного типа. После заполнения продуктом рукав отсекается, по мере подачи рукава посредством формирующего и соединяющего участков, выполненных с возможностью придания фильтр-пакету нужной формы и для заделки открытых краев. Такие устройства с вертикальной осью подачи/выпуска для изготовления пирамидообразных однокамерных фильтр-пакетов имеют более низкую скорость работы, чем устройства с горизонтальной осью подачи/выпуска для изготовления однокамерных однолепестковых фильтр-пакетов. Как правило, устройства с вертикальной осью подачи/выпуска соединены с дополнительными и независимыми устройствами, (соединенными друг с другом посредством соответствующих конвейерных лент) для прикрепления к фильтр-пакетам каких-либо аксессуаров, таких как нитка, этикета и, при необходимости, внешнего пакета.
Как схематически проиллюстрировано, устройства с горизонтальной осью подачи/выпуска и устройства с вертикальной осью подачи/выпуска имеют собственные конструктивные особенности, связанные с рабочими скоростями и с типом изготавливаемого фильтр-пакета.
В настоящее время имеется коммерческий спрос на упаковку широколистных экстрагируемых продуктов в однокамерных однолепестковых фильтр-пакетах, имеющих значительные объемные размеры, например типа, проиллюстрированного в международных патентных публикациях №2008/015509 и №2008/152498. Такие пакеты сложно изготовить при помощи устройств с горизонтальной подачей. Это связано с тем, что такие устройства имеют очень высокие скорости и ускорения подачи фильтрующего материала, поэтому размещение порций продукта на фильтрующем материале вызывает трудности.
Скорость и ускорения, приложенные к порциям крупнолистового продукта (часто с округлыми краями), непрессованного и помещаемого на фильтровальное бумажное полотно, приводят к перемещению продукта по полотну с соответствующим разделением порций. Это является причиной низкого качества фильтр-пакета, например неодинакового количества продукта в каждом фильтр-пакете или продукта, застрявшего в расположенных по краям швах.
Поэтому, с очевидностью, для использования продукта такого типа в устройствах с горизонтальной подачей следует снизить рабочую скорость, в ущерб производительности в единицу времени, что приводит к снижению реальной производительности устройства, не обеспечивая, тем не менее, доброкачественности готового продукта.
Кроме того, как отмечалось выше, известные устройства с горизонтальной линией подачи не обеспечивают изготовление однокамерных однолепестковых пакетов, имеющих значительные объемные размеры.
Устройства с вертикальной осью подачи/выпуска имеют описанные выше недостатки, их рабочая скорость и производительность ниже, чем у устройств горизонтального типа. В основном это связано с системой наполнения и соответствующей конструкцией устройства в целом.
Наполнение производится под действием силы тяжести вдоль вертикальной оси, при помощи, например, наполняющих машин винтового типа или револьверного типа. Таким образом, наполнение предусматривает относительно длительный период времени, в зависимости от скорости механизмов, времени опускания, требуемого для наполнения продукта, от расстояния между наполнителем и последующими участками для манипуляций с фильтр-пакетами.
Кроме того, устройства вышеописанного типа являются чрезвычайно громоздкими.
При этом, как отмечалось выше, данный тип конструкции предполагает соединение указанных устройств со вторым устройством, предусматривающим использование с фильтр-пакетом дополнительных элементов, совместно с соответствующими участками отделения/транспортировки/подбора, расположенными между указанными двумя устройствами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С учетом вышеизложенного целью настоящего изобретения является устранение вышеупомянутых недостатков и создание устройства и способа для изготовления фильтр-пакетов, имеющих значительные объемные размеры для экстрагируемых продуктов, например для крупнолистового чая.
Другой целью настоящего изобретения является создание устройства для изготовления фильтр-пакетов с вертикальной осью подачи, имеющего высокую рабочую скорость и производительность, меньшие размеры и дополнительные интегрированные участки.
Эти и другие цели достигаются с помощью устройства, выполненного в соответствии с п.1, и способа, выполненного в соответствии с п.10 формулы изобретения.
Устройство для изготовления фильтр-пакетов с экстрагированными продуктами в соответствии с настоящим изобретением содержит участок для регулируемого формирования и соединения непрерывного полотна фильтрующего материала в закрытую трубчатую форму, подача которой осуществляется вдоль вертикальной оси, и участок для соединения открытого нижнего конца трубчатой полосы для поочередного формирования нижнего конца и верхнего конца отдельных фильтр-пакетов.
Устройство в соответствии с изобретением также содержит наполняющий участок, расположенный выше формирующего и соединяющего участка. Наполняющий участок осуществляет управляемое наполнение, то есть обеспечивает принудительное наполнение продуктом.
Наполняющий участок содержит толкатель, выполненный с возможностью перемещения в обоих направлениях вдоль вертикальной оси подачи и с ускорением выталкивающий порцию продукта на нижний конец формируемого фильтр-пакета. Толкатель, проходящий через трубчатую соединительную центральную часть, расположенную между наполняющим участком и формирующим и соединяющим участком для непрерывного полотна фильтрующего материала, обеспечивает меньшее время наполнения и точное размещение порции продукта на нижнем конце формируемого фильтр-пакета.
Система наполнения продуктом является компактной и имеет небольшие размеры, что обеспечивает высокую производительность.
Может использоваться наполняющий участок с толкателем, выполненным с возможностью перемещения, благодаря использованию имеющегося в устройстве компактного и рационального узла обработки и управления, воздействующего на непрерывное трубчатое полотно фильтрующего материала и на фильтр-пакет, формируемый во время выполнения последовательных этапов формирования, соединения, наполнения и отделения, с целью достижения непрерывности в обработке и управлении непрерывным трубчатым полотном фильтрующего материала и формируемым фильтр-пакетом.
Узел обработки и управления содержит первые поддерживающие и управляющие средства для закрытого нижнего конца формируемого фильтр-пакета, причем указанные средства выполнены с возможностью перемещения вдоль вертикальной оси подачи с обеспечением их синхронизации с соединительным участком между верхним положением для поддержки закрытого нижнего конца формируемого фильтр-пакета и нижним разъединенным положением.
Во время размещения порции продукта первые поддерживающие и управляющие средства оттягивают трубчатое полотно фильтрующего материала вниз и обеспечивают точное управление положением нижнего конца формируемого фильтр-пакета, с управлением отделением фильтр-пакета после того, как он достиг вторых поддерживающих и управляющих средств и как только сформировался верхний конец фильтр-пакета, обеспечивая тем самым правильное наполнение, точное формирование и закрытие фильтр-пакета, а также размещение пакета на последующем участке, выполненном с возможностью отделения фильтр-пакета от непрерывного полотна фильтрующего материала.
Предпочтительно, работа первых и вторых поддерживающих и управляющих средств синхронизирована с работой третьих поддерживающих и управляющих средств, выполненных с возможностью протягивания предыдущего фильтр-пакета и размещения его на участке прикрепления дополнительных элементов после этапа отделения фильтр-пакета от полотна фильтрующего материала с помощью разрезающих средств.
Предпочтительно, участок прикрепления на сформированный фильтр-пакет дополнительных элементов, таких как нитка, этикетка и внешний пакет, интегрирован в устройство, выполненное в соответствии с изобретением, и синхронизирован с работой формирующего и соединяющего участка, наполняющего участка, узла обработки и управления и дополнительных участков для формирования фильтр-пакета, уменьшая тем самым полные размеры устройства.
В альтернативном варианте выполнения нитка и/или этикетка могут быть прикреплены к непрерывному полотну фильтрующего материала перед формирующим и соединяющим участком. В указанном альтернативном варианте выполнения на участке прикрепления дополнительных элементов, при необходимости, может быть прикреплен/или не прикреплен только внешний пакет.
Первые, вторые и третьи поддерживающие и управляющие средства имеют небольшие размеры и обеспечивают возможность расположения формирующего и соединяющего участка и наполняющего участка близко друг к другу таким образом, что толкатель может выполнять уменьшенное продвижение вниз для наполнения продуктом, снижая, следовательно, время наполнения, что является предпочтительным с точки зрения производительности устройства. В предпочтительном варианте выполнения поддерживающие и управляющие средства представляют собой захватывающее приспособление.
Такая комбинация узлов/участков обеспечивает возможность создания компактной рабочей зоны с возможностью расположения ниже упомянутой зоны ограниченного пространства для установки дополнительных участков для обработки пакета и прикрепления дополнительных элементов в ограниченном пространстве с постоянно управляемым положением фильтр-пакета.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Технические признаки изобретения со ссылкой на вышеуказанные цели полностью описаны в приведенной ниже формуле изобретения; преимущества изобретения очевидны из приведенного ниже подробного описания со ссылками на прилагаемые чертежи, на которых, исключительно посредством примера, не ограничивающего объем изобретения, проиллюстрирован предпочтительный вариант выполнения изобретения. На чертежах:
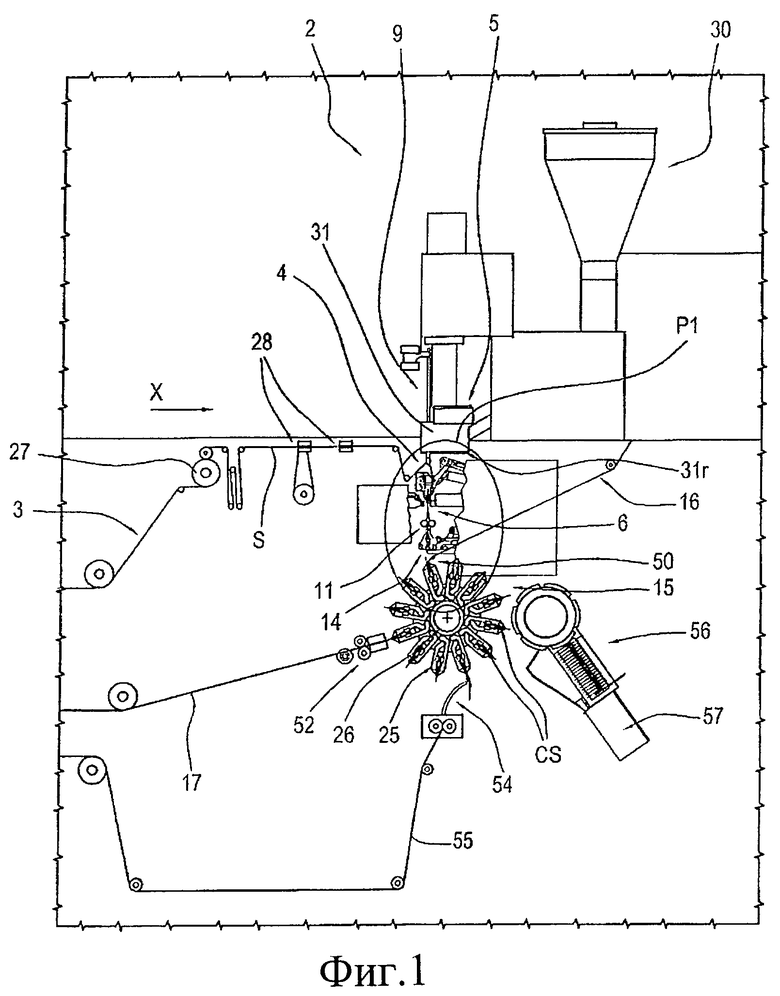
Фиг.1 представляет собой в соответствии с настоящим изобретением схематический вид спереди устройства для изготовления фильтр-пакетов для экстрагированных продуктов с некоторыми удаленными частями для лучшей иллюстрации других частей;
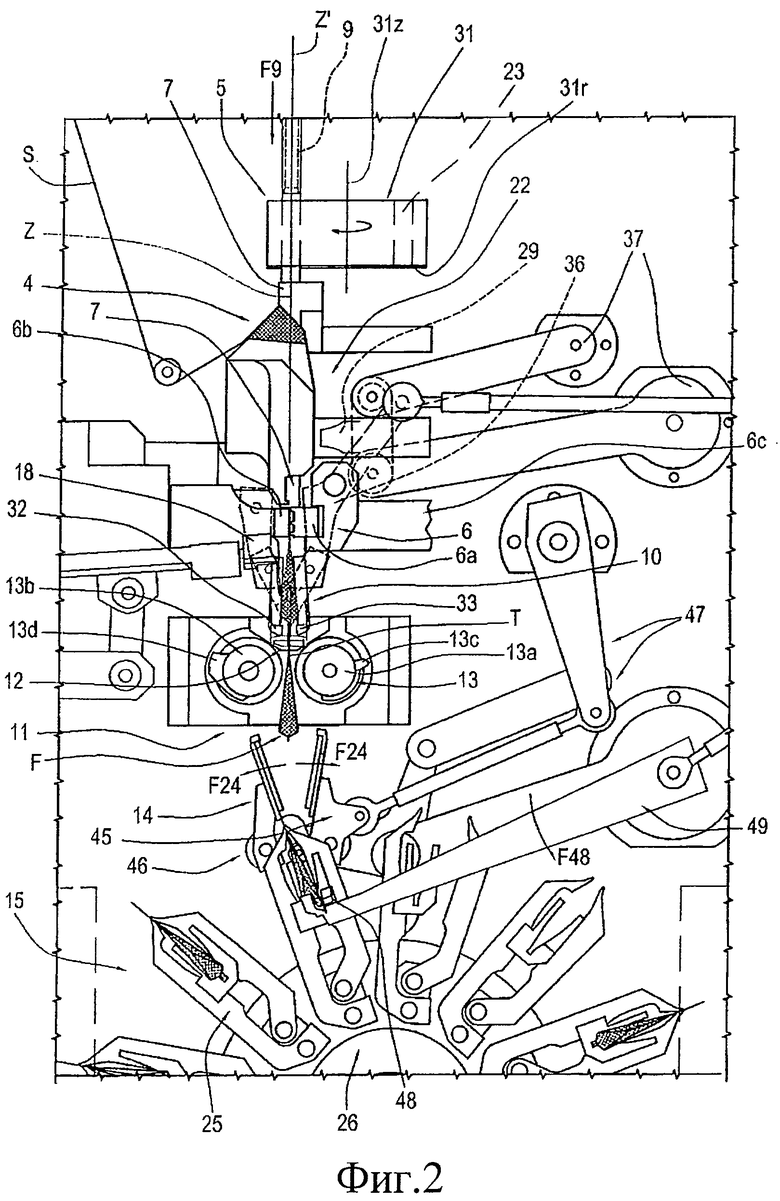
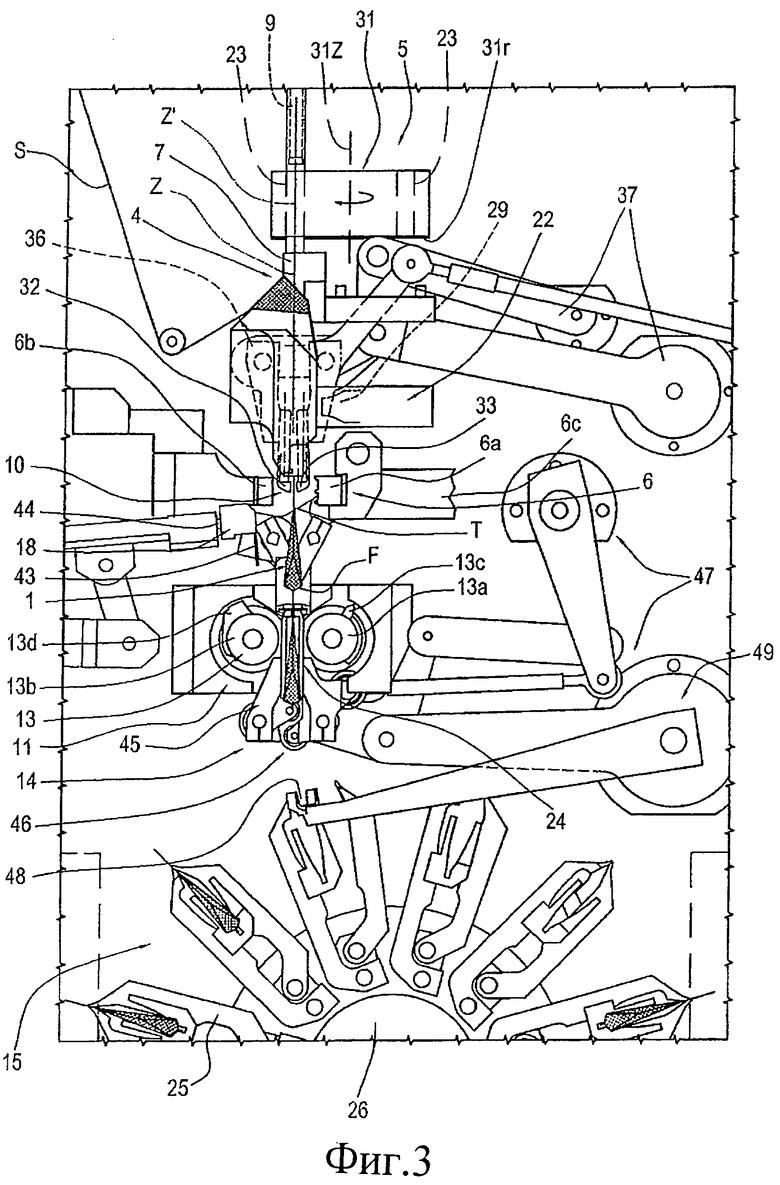
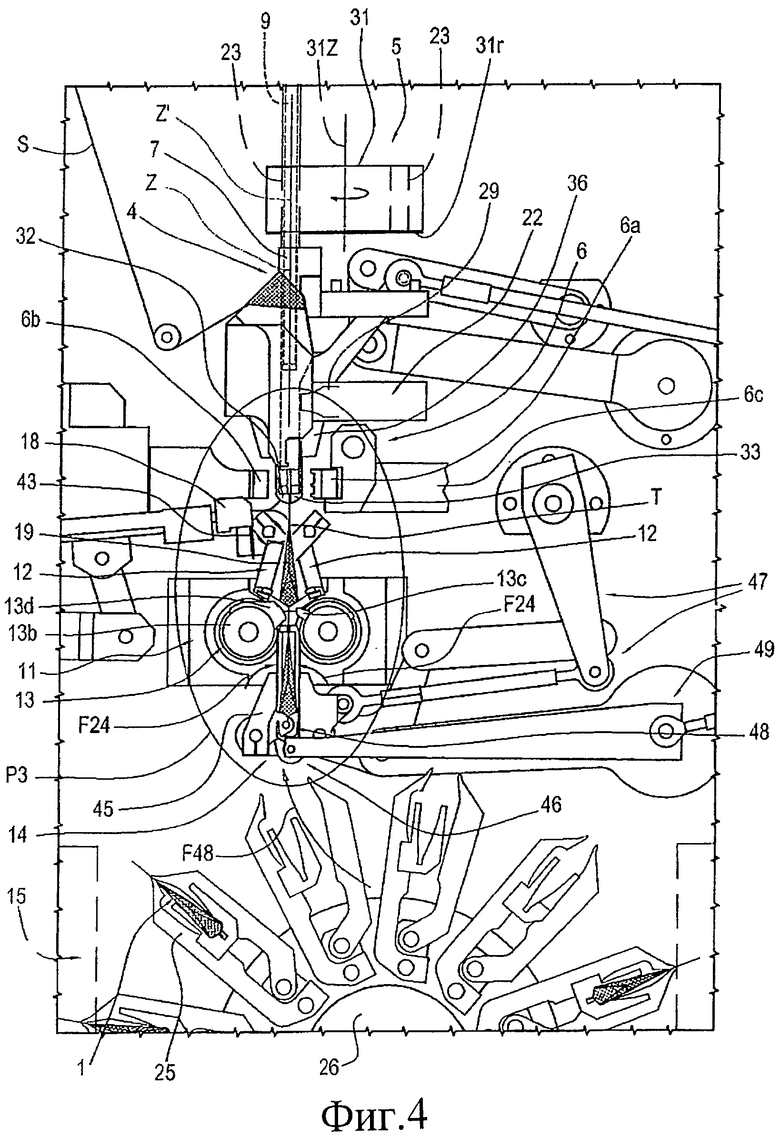
Фиг.2-5 представляют собой схематические виды спереди узла Р1 устройства, показанного на Фиг.1, в частности участок для формирования, наполнения, соединения и отделения фильтр-пакета на последовательных рабочих этапах;
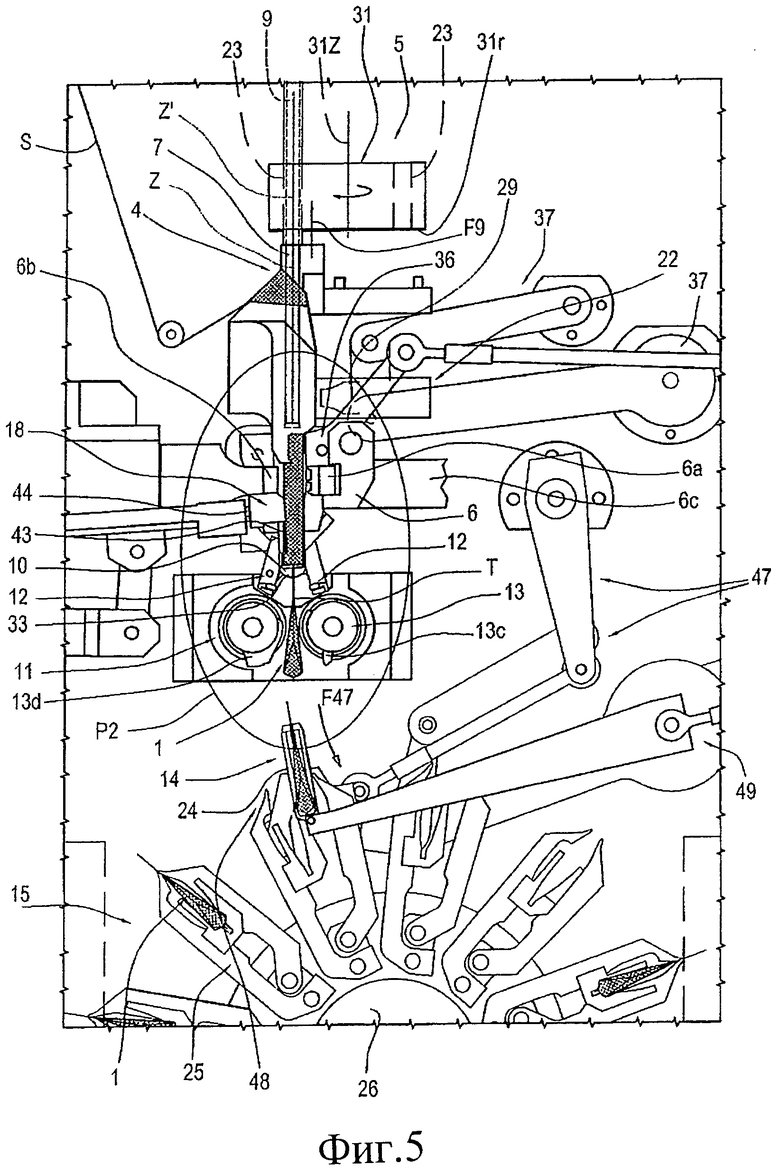
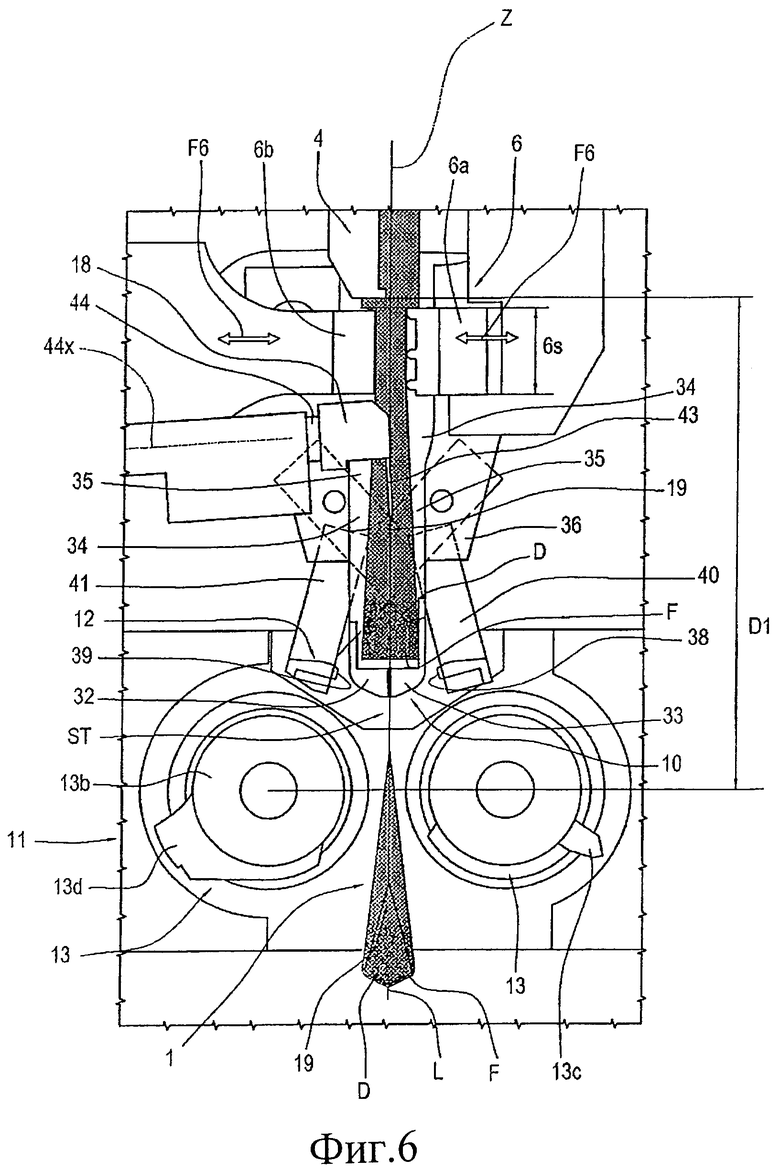
Фиг.6 представляет собой схематический вид спереди увеличенного узла Р2, показанного на Фиг.5, на рабочем этапе, непосредственно следующем за проиллюстрированным на Фиг.5 этапом;
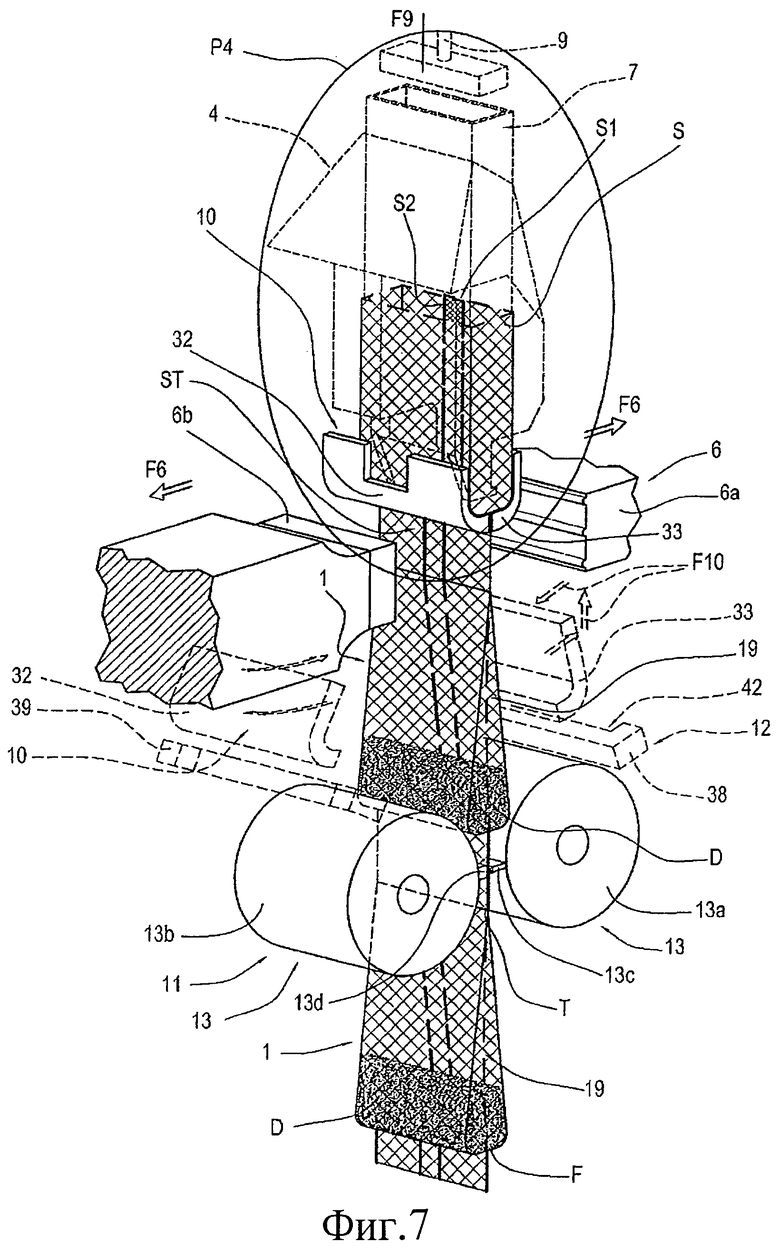
Фиг.7 представляет собой схематический вид в аксонометрии формирующего, наполняющего, соединительного и отделительного участков, показанных на Фиг.2-5, при одновременном выполнении этапов отделения предыдущего фильтр-пакета и перемещения формируемого и следующего за ним фильтр-пакета;
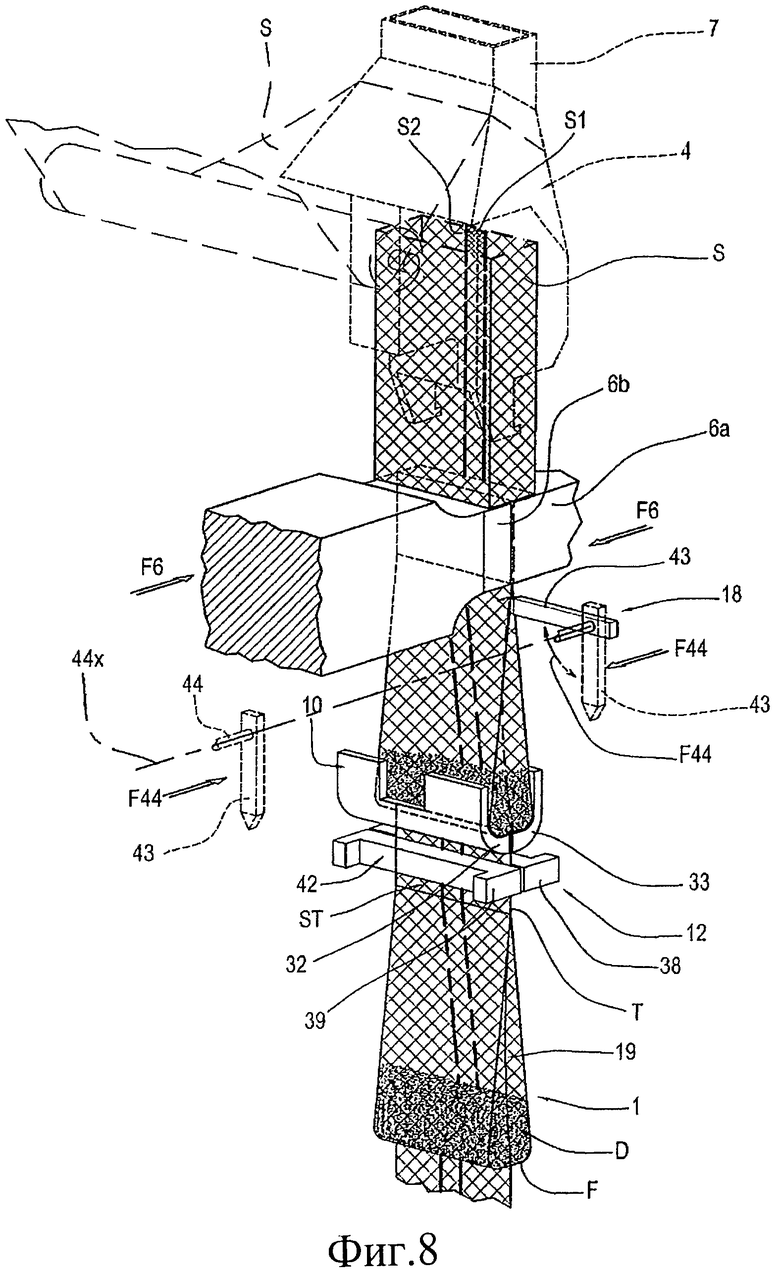
Фиг.8 представляет собой схематический вид в аксонометрии формирующего, наполняющего и соединительного участков, показанных на Фиг.2-5, на этапе закрывания соответственно, верхнего конца и нижнего конца формируемого фильтр-пакета и следующего за ним фильтр-пакета;
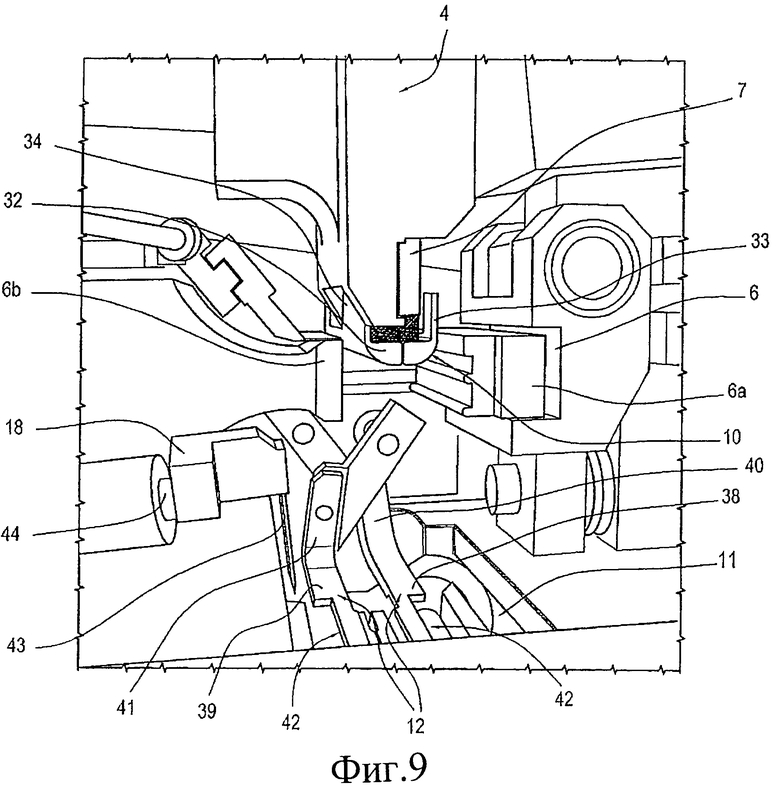
Фиг.9 представляет собой упрощенный вид в аксонометрии узла Р3, показанного на Фиг.4 с некоторыми удаленными частями для лучшей иллюстрации других частей;
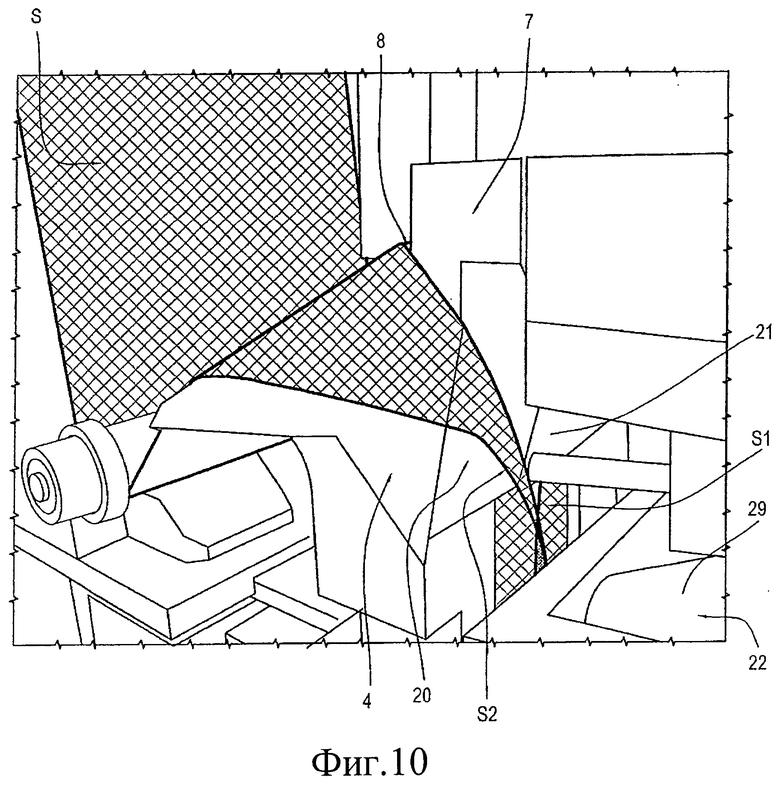
Фиг.10 представляет собой вид в аксонометрии части формирующего и соединяющего участка для полотна фильтрующего материала, представляющего собой часть устройства, показанного на предыдущих чертежах;
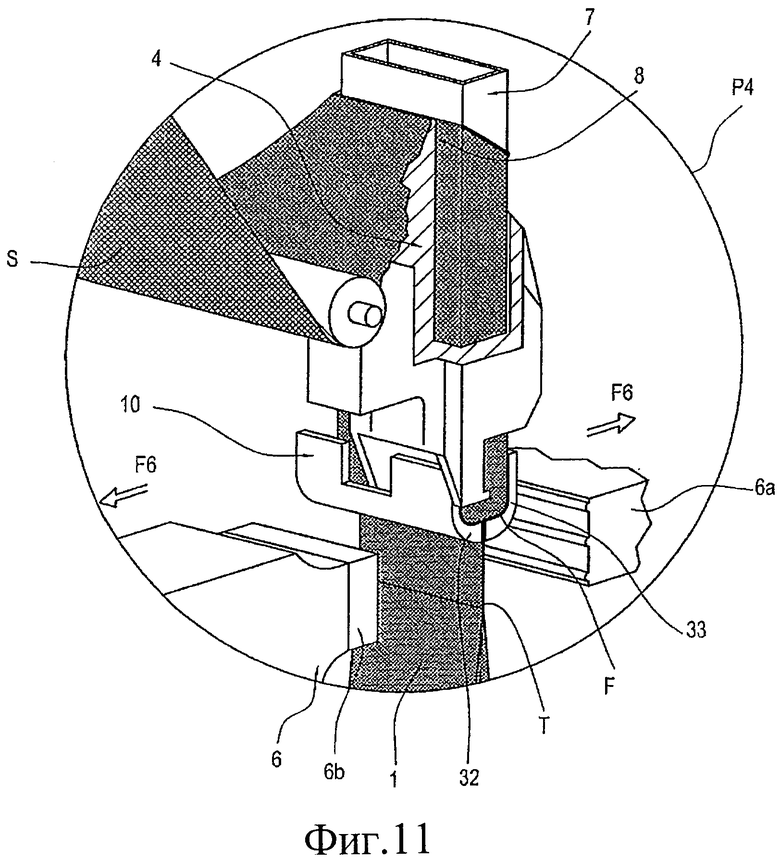
Фиг.11 представляет собой упрощенный увеличенный вид в аксонометрии, с некоторыми удаленными частями для лучшей иллюстрации других частей, со ссылкой на Фиг.7, узла Р4 формирующего и соединяющего участка для фильтрующего материала, показанного на Фиг.10, и первых поддерживающих и управляющих средств для нижнего конца фильтр-пакета.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Со ссылкой на прилагаемые чертежи, в частности на Фиг.1-8, устройство, выполненное в соответствии с изобретением, обозначенное в целом номером 2 позиции, используется для изготовления фильтр-пакетов 1 для экстрагированных продуктов (таких как чай, кофе, ромашка и т.п.).
В случае, проиллюстрированном исключительно посредством примера, фильтр-пакеты 1 представляют собой однокамерные и однолепестковые фильтр-пакеты с боковыми складками и швами на верхнем и нижнем концах (описано ниже), например типа, показанного в международных патентных публикациях №2008/015509 и №2008/152498.
Устройство 2 содержит:
- подающий участок 3 для подачи плоского непрерывного полотна S фильтрующего материала для формирования фильтр-пакетов 1;
- участок 4 для регулируемого формирования и соединения в трубчатую форму непрерывного полотна S, подаваемого вдоль вертикальной оси Z подачи;
- наполняющий участок 5 для наполнения экстрагированным продуктом, расположенный выше формирующего и соединяющего участка 4;
- участок 6 для соединения открытого нижнего конца трубчатого полотна S для поочередного формирования нижнего конца F и верхнего конца Т отдельных фильтр-пакетов 1.
Фильтрующий материал предпочтительно может быть выполнен из фильтровальной бумаги, термосварной фильтровальной бумаги, нетканых пластмасс и других известных материалов для экстрагированных продуктов. Для простоты приведенный ниже текст относится к фильтровальной бумаге.
В сочетании с предыдущими участками (см. также Фиг.2-11) имеется также трубчатая центральная часть 7, расположенная вдоль вертикальной оси Z подачи, формирующая продолжение наполняющего участка 5.
Центральная часть 7 вставлена в полость 8, выполненную в формирующем и соединяющем участке 4 таким образом, что вместе с формирующим и соединяющим участком 4 она образует формующую зону, принудительно перемещающую непрерывное полотно S вокруг центральной части 7, по меньшей мере до тех пор, пока оно не приблизится к соединительному участку 6, расположенному вдоль вертикальной оси Z подачи ниже по потоку и под формирующим и соединяющим участком 4. На практике непрерывное полотно S фильтровальной бумаги принудительно подается внутрь формующей зоны, складываясь при этом в трубчатую форму.
Формирующий и соединяющий участок 4, центральная часть 7 и узел обработки и управления, подробно описанные ниже, обеспечивают соответствующее натяжение и управление трубчатым непрерывным полотном S при перемещении вдоль вертикальной оси Z подачи.
Например, непрерывное полотно S фильтровальной бумаги подается поэтапно или с перерывами, так же, как перемещаются расположенные вдоль вертикальной оси Z подачи участки, поэтапно или с перерывами.
Наполняющий участок 5 (схематически показанный на Фиг.2-5) содержит толкатель 9, выполненный с возможностью перемещения вдоль вертикальной оси Z подачи в обоих направлениях (см. стрелки F9) внутри трубчатой центральной части 7 и выполненный с возможностью ускорения размещения порции D продукта в управляемом режиме на уже сформированный нижний конец F формируемого фильтр-пакета 1. Таким образом, толкатель 9 обеспечивает падение порции D на нижний конец F фильтр-пакета 1, обеспечивая, в целом, более стабильную рабочую скорость благодаря сокращению согласованного времени наполнения.
Участок обработки и управления содержит первые поддерживающие и управляющие средства 10, выполненные с возможностью протягивания и поддержки закрытого нижнего конца F, сформированного на трубчатом полотне S, и для управления положением закрытого нижнего конца F вдоль вертикальной оси Z подачи.
Первые поддерживающие и управляющие средства 10 могут перемещаться синхронизированным с толкателем 9 и с соединительным участком 6 образом вдоль вертикальной оси Z подачи между:
- поднятым положением, в котором они расположены вблизи формирующего и соединяющего участка 4 с целью поддержки нижнего конца F (см. Фиг.3, 4, 7, 9 и 11), и
- опущенным положением, в котором они расположены на некотором расстоянии от соединительного участка 6, с целью освобождения нижнего конца F фильтр-пакета 1, формируемого после окончания формирования верхнего конца Т формируемого фильтр-пакета 1, а также после формирования нижнего конца следующего фильтр-пакета 1 (см. Фиг.2, 5, 6 и 8 и стрелки F10).
На Фиг.3, 4, 7, 9 и 11 показано, что на этапе наполнения первые поддерживающие и управляющие средства 10 в поднятом положении и соединительный участок 6 находятся на одинаковой высоте. То есть сразу после окончания формирования нижнего конца формируемого фильтр-пакета первые поддерживающие и управляющие средства 10 скрепляют нижний конец F формируемого фильтр-пакета 1, а затем при прямолинейном движении вниз протягивают его до опущенной высоты вдоль вертикальной оси Z подачи.
Наполнение производится с помощью толкателя 9 непосредственно при прямолинейном движении вниз.
Когда достигнуто нижнее положение, первые поддерживающие и управляющие средства 10 останавливаются, затем перемещаются обратно вверх до тех пор, пока на соединительный участок 6 подается достаточное количество фильтровальной бумаги для образования верхнего конца Т формируемого фильтр-пакета и нижнего конца F следующего фильтр-пакета, а затем они снова останавливаются. Когда сформирован верхний конец Т и нижний конец F, вторые поддерживающие и управляющие средства 12 начинают скреплять нижний конец F формируемого фильтр-пакета 1 в определенном положении. Как только вторые поддерживающие и управляющие средства 12 получили нижний конец F формируемого фильтр-пакета 1, первые поддерживающие и управляющие средства 10 освобождают нижний конец F формируемого фильтр-пакета 1, а затем возвращаются в поднятое положение и принимают нижний конец F следующего фильтр-пакета 1, который становится следующим формируемым фильтр-пакетом 1.
Узел обработки и управления, в частности первые и вторые поддерживающие и управляющие средства 10 и 12 синхронизированы с соединительным участком 6.
При использовании узла обработки и управления можно осуществлять постоянное управление положением формируемого фильтр-пакета 1, даже при высоких рабочих скоростях, достигая соответствующей точности размеров и конечного качества пакета.
Первые поддерживающие и управляющие средства 10 освобождают нижний конец F уже сформированного фильтр-пакета 1 (все еще соединенного со следующим формируемым фильтр-пакетом) в отделительном участке 11, выполненном с возможностью отделения уже сформированного фильтр-пакета 1 от следующего формируемого фильтр-пакета 1, который принимается в этом участке третьими поддерживающими и управляющими средствами 14.
Как показано на Фиг.2-9, отделительный участок 11 расположен вдоль вертикальной оси Z ниже по потоку от первых поддерживающих и управляющих средств 10 и вторых поддерживающих и управляющих средств 12.
При более детальном изучении описанных ниже участков, участок 3 для подачи непрерывного полотна S (см. Фиг.1) содержит по меньшей мере один держатель катушки, на котором крепится катушка фильтровальной бумаги (не показана), комплект роликов, по меньшей мере один 27 из которых является приводным, и вытягивающее средство 28 для подачи непрерывного полотна S фильтровальной бумаги с шаговым перемещением вдоль горизонтальной оси Х к формирующему и соединяющему участку 4. Вытягивающее средство 28 синхронизировано с узлом обработки и управления, в частности с поддерживающими и управляющими средствами 10 для соответствующего натяжения непрерывного полотна S.
Формирующий и соединяющий участок 4 (см. также Фиг.8, 10 и 11) содержит ряд профилированных стенок (образующих известную специалистам «складывающую часть») для складывания полотна S с целью отклонения полотна S от горизонтальной оси Х к вертикальной оси Z. Складывающая часть образует вышеупомянутую полость 8, проходящую вертикально и имеющую профилированное поперечное сечение, например, прямоугольной формы, в которую входит трубчатая центральная часть 7, проходящая вверх в направлении к наполняющему участку 5 и вниз за пределы формирующего и соединяющего участка 4.
На противоположной занятой формирующим и соединяющим участком 4 стороне горизонтальной оси Х подачи складывающая часть содержит пару выступов 20 и 21 (см. Фиг.10), расположенных в смещенных вертикальных плоскостях, для совмещения продольных свободных краев S1, S2 полотна S фильтровальной бумаги.
Свободные края S1 и S2 совмещаются параллельно вертикальной оси Z подачи, образуя тем самым непрерывный рукав фильтровальной бумаги.
Формирующий и соединяющий участок 4 также содержит средства 22 для соединения совмещенных свободных краев S1 и S2. Соединительные средства 22 расположены поперек вертикальной оси Z подачи напротив трубчатой центральной части 7, которая, в данном случае, действует в качестве противолежащей поверхности. Соединительные средства 22 могут содержать средство 29 для горячей сварки (схематически показанного типа) или один или несколько сонотродов для ультразвуковой сварки, а также другие известные системы, зависящие, например, от фильтрующего материала.
Наполняющий участок 5 содержит загрузочную воронку 30 для подачи продукта на вращающийся барабан 31, содержащий комплект внешних держателей 23, формирующих отдельные порции D продукта. Барабан 31 вращается вокруг вертикальной оси 31z с шаговым перемещением таким образом, что с каждым оборотом он подводит отдельный держатель 23 в зону наполнения на оси Z', расположенную соосно с вертикальной осью Z подачи. Барабан 31 имеет обезжиривающую стенку 31r, открывающуюся только со стороны оси Z' таким образом, что порция D продукта может перемещаться вниз в трубчатой центральной части 7 каждый раз, когда соответствующий держатель 23 находится в указанном положении.
Толкатель 9 также перемещается вдоль оси Z'. Толкатель проходит через соответствующий держатель 23, способствуя ускорению размещения порции D на нижнем конце F формируемого фильтр-пакета 1.
Толкатель 9 может содержать твердый стержень, форма поперечного сечения которого по существу совпадает с формой поперечного сечения трубчатой центральной части 7, при этом он может скользить в обоих направлениях вдоль вертикальной оси Z подачи с помощью соответствующего движущего средства 32, схематически показанного на Фиг-1. При перемещении стержень 9 может проходить через держатель 23 и всю длину центральной части 7, пока он не достигнет положения, близкого к нижнему концу F фильтр-пакета 1. При обратном ходе стержень 9 выходит из верхнего конца барабана 31, обеспечивая поворот барабана и подвод следующего держателя 23 к зоне наполнения.
Как показано на Фиг.1-11, соединительный участок 6 содержит несколько заделывающих головок 6а, 6b, которые могут перемещаться перпендикулярно вертикальной оси Z подачи (см. стрелки F6 на Фиг.6) благодаря движущему средству известного типа (не показано), допускающему два различных положения:
- положение соединения, в котором головки 6а и 6b соприкасаются с обеими сторонами непрерывного рукава фильтровальной бумаги (см. Фиг.2 и 8 и частичный вид на Фиг.6) для формирования верхнего конца Т формируемого фильтр-пакета 1 и одновременно нижнего конца F находящегося выше следующего фильтр-пакета 1, и
- нерабочее положение, в котором головки 6а и 6b находятся на некотором расстоянии от непрерывного рукава, обеспечивая возможность расположения поддерживающих и управляющих средств 10 на только что сформированном нижнем конце F.
Головки 6а и 6b остаются в нерабочем положении достаточно долго для того, чтобы обеспечить возможность принятия первыми поддерживающими и управляющими средствами 10 нижнего конца F и его протягивания вниз на заданный шаг вдоль вертикальной оси Z подачи, оставляя пространство в рабочей зоне для последующей операции заделки краев. Понятно, что размер головок 6а и 6b обеспечивает возможность образования соединительного участка, содержащего нижний конец F фильтр-пакета 1 с соответствующим оконечным краем L, расположенным в центре относительно нижнего конца F, и верхний конец Т предыдущего фильтр-пакета 1, сформированный поперечной полосой ST, имеющей заданную длину.
Первые поддерживающие и управляющие средства 10 содержат пару полуопор 32 и 33, образованных профилированными концами двух вертикально расположенных рычагов 34 и 35. Рычаги 34 и 35 шарнирно соединены с подвижной головкой 36, расположенной позади вертикальной оси Z подачи, и с помощью которой выполняется первое перемещение полуопор 32 и 33 друг к другу и друг от друга (см. стрелки F10 на Фиг.7), для освобождения и, соответственно, принятия нижнего конца F фильтр-пакета 1.
Рычаги 37 известного кулачкового механизма (не показан) выполнены с возможностью перемещения головки 36 (и, следовательно, рычагов 34 и 35 и полуопор 32 и 33) на этапе продвижения вниз и вверх вдоль вертикальной оси Z подачи, синхронизированного с перемещением головок 6а и 6b.
Средства 18 для создания боковых складок 19 в формируемом фильтр-пакете 1 также скоординированы с полуопорами 32 и 33 (см. Фиг.7 и 8).
При продвижении вниз только что наполненный фильтр-пакет 1 встречает формирующие средства 18. Формирующие средства 18 расположены вдоль вертикальной оси Z перемещения, в промежуточной зоне между соединительным участком 6 и отделительным участком 11. В частности, при продвижении вниз полуопор 32 и 33 формирующие средства 18 воздействуют на оба края фильтр-пакета 1, формируя, таким образом, складки 19, до тех пор пока верхний конец/нижний конец не будет заделан.
Предпочтительно, средства 18 для формирования складок 19 содержат две штанги 43, концы которых сужены на конус. Один конец каждой штанги 43 соединен с возможностью вращения с подвижным штоком 44. Шток 44 может перемещаться прямолинейно (см. стрелки F44 на Фиг.8), параллельно стрелкам F6 и в поперечном направлении относительно вертикальной оси Z перемещения, между передним положением, в котором штанги 43 на обеих сторонах находятся рядом с формируемым фильтр-пакетом 1, и задним положением, в котором штанги 43 находятся далеко от фильтр-пакета 1.
В переднем положении каждый шток 44 может поворачиваться вокруг своей продольной оси 44х, с целью соответствующего поворота заостренного конца до достижения им рабочего положения, в котором он соприкасается со сторонами формируемого фильтр-пакета 1. Таким образом, противоположно направленные воздействия заостренных концов штанг 43 на фильтр-пакет 1 приводят к формированию складок 19. Заостренные концы штанг 43 остаются в рабочем положении при продвижении вниз формируемого фильтр-пакета 1.
Вернемся к вышеупомянутым опорам 32 и 33. После прохождения мимо штанг 43 они доходят до опущенного положения, и, сразу после образования верхнего конца Т формируемого фильтр-пакета 1, опоры освобождают нижний конец F на отделительном участке 11.
Как уже было указано, узел обработки и управления содержит вторые поддерживающие и управляющие средства 12 для нижнего конца F фильтр-пакета 1.
Вторые поддерживающие и управляющие средства 12 синхронизированы с первыми поддерживающими и управляющими средствами 10 для скрепления и удерживания нижнего конца F в заданном положении.
На практике эти указанные вторые поддерживающие и управляющие средства 12 содержат две вертикальные стенки 38 и 39, выполненные с возможностью захвата/удержания формируемого фильтр-пакета 1 в положении непосредственно перед, то есть близко к отрезающим средствам 13, относящимся к отделительному участку 11 и расположенным ниже вертикальной стенки 38 и 39, опять же относительно вертикальной оси Z подачи.
Движимые рычаги 40 и 41, управляемые известными приводными средствами (не показаны), перемещают вертикальные стенки 38 и 39 (см., в частности, Фиг.6 и 9) между:
- нерабочим положением, в котором стенки 38 и 39 находятся на некотором расстоянии друг от друга (см. Фиг.4-7), обеспечивая возможность продвижения вниз фильтр-пакета 1 с помощью первых поддерживающих и управляющих средств 10, и
- рабочим положением, в котором стенки 38 и 39 находятся близко друг к другу с целью скрепления и поддержки нижнего конца F фильтр-пакета 1.
На практике вертикальные стенки 38, 39 принимают рабочее положение непосредственно перед тем, как полуопоры 32 и 33 освобождают нижний конец F формируемого фильтр-пакета 1 (Фиг.2, 3 и 8) таким образом, что формируемый фильтр-пакет 1 направляется и управляется в течение всего времени. Указанные две стенки 38 и 39 имеют соответствующую U-образную форму, так что в рабочем положении или в нерабочем положении они не задевают отрезающих средств 13 во время технологической операции отделения, несмотря на то что отрезающие средства 13 имеют выступающие рабочие зоны.
Отрезающие средства 13 содержат два ролика 13а и 13b, оснащенные соответствующим резаком 13с и выступающим в радиальном направлении встречным резаком 13d. Ролики 13а и 13b имеют различные диаметры вдоль своей длины, так что при вращении ролики не соприкасаются с нижним концом F уже сформированного фильтр-пакета 1, содержащего порцию D продукта. Резак 13с и встречный резак 13d воздействуют на зону соединения, расположенную между уже сформированным предыдущим фильтр-пакетом 1 и следующим формируемым фильтр-пакетом. Указанная зона расположена близко к стенкам 38 и 39, которые в этот момент по-прежнему открыты. Резак 13в и встречный резак 13d по существу разделяют поперечную полосу ST верхнего конца Т уже сформированного фильтр-пакета 1 от оконечного края L нижнего конца F формируемого фильтр-пакета 1, расположенного выше.
Благодаря такому расположению, в особенности первых поддерживающих и управляющих средств 10 и вторых поддерживающих и управляющих средств 12, рабочая зона для стандартного изготовления фильтр-пакета 1 является исключительно компактной. На Фиг.6 показано, что расстояние D1 между нижним концом формирующего и соединяющего участка 4 (где выдается порция D продукта) и участком 11 для отделения уже сформированного фильтр-пакета приблизительно равно общей длине двух фильтр-пакетов 1, расположенных один за другим вдоль вертикальной оси Z подачи; при этом расстояние D1 меньше длины трех фильтр-пакетов 1, расположенных один за другим.
Узел обработки и управления предпочтительно содержит третьи поддерживающие и управляющие средства 14, воздействующие на уже сформированный фильтр-пакет 1.
До тех пор пока сформированный фильтр-пакет 1 соединен со следующим формируемым фильтр-пакетом 1, третьи поддерживающие и управляющие средства 14, синхронизированные с первыми поддерживающими и управляющими средствами 10, способствуют протягиванию вниз уже сформированного фильтр-пакета 1 (и, следовательно, всего непрерывного рукава фильтровальной бумаги). После этапа отрезания с отделением уже сформированного фильтр-пакета 1 от следующего формируемого фильтр-пакета 1 третьи поддерживающие и управляющие средства 14 не зависят от первых поддерживающих и управляющих средств 10 и ускоряют, по сравнению с последними, уже сформированный фильтр-пакет 1 к участку 15 прикрепления для прикрепления к фильтр-пакету 1 дополнительных элементов, таких как нитка 16, этикета 17 и внешний пакет 55.
Как правило, до, во время и после этапа отрезания уже сформированный фильтр-пакет 1 все время удерживается в заданном положении и управляется с помощью третьих поддерживающих и управляющих средств 14.
Третьи поддерживающие и управляющие средства 14 расположены вдоль вертикальной оси Z подачи ниже по потоку от отделительного участка 11 и выполнены с возможностью подхвата и перемещения уже сформированного фильтр-пакета 1 от отделительного участка 11 на участок 15 прикрепления.
Как описано более подробно ниже, участок 15 прикрепления расположен под третьими поддерживающими и управляющими средствами 14 относительно вертикальной оси Z подачи.
Третьи поддерживающие и управляющие средства 14 содержат захватывающее приспособление 24, выполненные с возможностью приема уже сформированного фильтр-пакета 1 и для скрепления его наружных краев. Как правило (см. Фиг.2-5), захватывающее приспособление 24 содержит по существу прямоугольную двойную раму, шарнирно закрепленную на подвижной головке 45, соединенной с соответствующими приводными средствами 46. Приводные средства 46 обеспечивают захватывающему приспособлению 24 возможность открытия (Фиг.2, стрелки F24) и закрытия (Фиг.3-5), тогда как рычаг 47 обеспечивает подвижной головке 45 с захватывающим приспособлением 24 возможность размещения на отделительном участке 11, а затем перемещения вниз до участка 15 прикрепления (стрелки F47 на Фиг.5).
Захватывающее приспособление 24 в открытом положении перемещается на отделительный участок 11, расположенный между роликом 13а и роликом 13b, а затем закрывается на уже сформированном фильтр-пакете 1 (см. Фиг.2 и 3).
Затем рычаг 47 начинает опускать захватывающее приспособление 24 с уже сформированным фильтр-пакетом 1, изначально синхронизированным с первыми поддерживающими и управляющими средствами 10, а резак 13с и встречный резак 13d путем отрезания отделяют уже сформированный фильтр-пакет 1 от формируемого фильтр-пакета 1, не пересекаясь с захватывающим приспособлением 24. После отрезания рычаг 27 опускает захватывающее приспособление 24 таким образом, что оно становится независимым от первых поддерживающих и управляющих средств 10.
После подхватывания уже сформированного фильтр-пакета 1 захватывающее приспособление 24 опускается вниз для размещения указанного фильтр-пакета 1 в радиальном захватывающем приспособлении 25, которое является частью нескольких захватывающих приспособлений, принадлежащих вращающемуся устройству 26 карусельного типа, расположенному на участке 15 прикрепления.
Со ссылкой на Фиг.2-5, захватывающее устройство 24 с помощью поддерживающей опоры 48 способствует (при подъеме и до момента освобождения фильтр-пакета 1) поддержке нижнего конца F фильтр-пакета 1 и, при необходимости, подаче нитки 16. Поддерживающая опора 48 может перемещаться независимо от захватывающего приспособления 24 благодаря специальному движущему средству 49, но синхронизированно с подвижной головкой 45 захватывающего устройства 24 соответствующими приводными средствами 46 и рычагом 47. Опора 48 может перемещаться с синхронизированным замедлением относительно захватывающего приспособления 24, то есть она расположена у нижнего конца F фильтр-пакета 1, когда захватывающее приспособление 24 находится в закрытом положении (см. стрелки F48 и Фиг.2-5). Таким образом, комбинация захватывающего приспособления 24 и опоры 48 обеспечивает возможность перемещения формируемого фильтр-пакета 1, являясь при этом чрезвычайно надежным и безотказным даже при очень высоких рабочих скоростях.
Фильтр-пакет 1 зажат, находясь на радиальном захватывающем приспособлении 25, при этом захватывающее приспособление 24 и опора 48 отодвигаются в сторону (Фиг.2 и 5).
На этом этапе, снова при шаговом перемещении, поворотное устройство 26 карусельного типа достигает рабочих зон, расположенных по круговой траектории (например, против часовой стрелки на Фиг.1).
В случае, показанном исключительно посредством примера, имеются: первый участок 50 для прикрепления нитки 16 к фильтр-пакету 1, второй участок 52 для прикрепления этикетки 7 к нитке 16 и к фильтр-пакету 1 и третий участок 54 для прикрепления внешнего пакета 55 для защиты фильтр-пакета 1.
После поворота при помощи устройства 26 карусельного типа приблизительно на угол в 270° нитка 16, этикетка17 и внешний пакет 55 прикреплены к фильтр-пакету 1 для получения отдельного пакета CS, который подается на сборный и размещающий участок 56 для сбора и размещения заданного количества пакетов CS в соответствующую коробку 57.
Первый участок 50, второй участок 52, третий участок 54 и сборный и размещающий участок 56 не описаны подробно, так как представляют собой участки известного типа и не являются частью настоящего изобретения.
Описанное устройство 2 обеспечивает возможность реализации способа изготовления фильтр-пакетов 1, включающего следующие этапы:
- этап вертикального формирования непрерывного рукава фильтровальной бумаги из непрерывного полотна S фильтровальной бумаги, при этом непрерывный рукав фильтровальной бумаги заделывают вдоль вертикальной оси Z подачи;
- этап заделки открытого конца непрерывного рукава фильтровальной бумаги для формирования верхнего конца Т формируемого фильтр-пакета 1 и нижнего конца F следующего фильтр-пакета 1;
- этап принудительного размещения, посредством давления толкателя 9, порции D экстрагированного продукта на нижний конец F формируемого фильтр-пакета 1 вдоль вертикальной оси Z подачи и, одновременно, этап управляемого опускания нижнего конца F формируемого фильтр-пакета 1 вдоль вертикальной оси Z подачи с использованием узла обработки и управления, предпочтительно содержащего первые поддерживающие и управляющие средства 10, воздействующие на нижний конец, преимущественно для продвижения, равного длине одного фильтр-пакета 1.
Кроме того, способ предпочтительно включает, одновременно с продвижением вниз, этап образования боковых складок 19 на формируемом фильтр-пакете 1.
После этапа заделки открытого конца непрерывного рукава фильтровальной бумаги наступает этап пропускания нижнего конца F уже сформированного фильтр-пакета 1 от первых поддерживающих и управляющих средств 10 ко вторым поддерживающим и управляющим средствам 12 узла обработки и управления, для управляемого этапа готовности и одновременного возвратного продвижения вверх первых поддерживающих и управляющих средств 10 с целью приема следующего формируемого фильтр-пакета 1.
Перед выполнением этапа удаления вторых поддерживающих и управляющих средств 12 наступает этап захвата и поддержки уже сформированного фильтр-пакета 1 при помощи третьих поддерживающих и управляющих средств 14 узла обработки и управления.
Этап удаления обеспечивает вторым поддерживающим и управляющим средствам 12 возможность опускания формируемого фильтр-пакета 1 вдоль вертикальной оси Z благодаря первым поддерживающим и управляющим средствам 10, которые тянут вниз формируемый фильтр-пакет 1, и благодаря третьим поддерживающим и управляющим средствам 14, которые тянут вниз уже сформированный фильтр-пакет 1 таким образом, что они синхронизированы с первыми поддерживающими и управляющими средствами 10. На этапе продвижения вниз уже сформированного фильтр-пакета 1 к отделительному участку 11 выполняют этап отделения уже сформированного фильтр-пакета 1 от следующего фильтр-пакета 1.
После этапа отделения наступает этап перемещения уже сформированного фильтр-пакета 1 от отделительного участка 11 к участку 15 прикрепления, выполненного с возможностью прикрепления одного или нескольких дополнительных элементов, таких как нитка 16, этикетка 17 и внешний пакет 55.
Устройство и способ показанного типа достигают поставленных целей благодаря использованию точного, надежного и компактного узла обработки и управления, обеспечивающего возможность использования обладающей высокой точностью, регулируемой, компактной и поэтому быстро действующей вертикальной системы наполнения. Следует отметить, что узел обработки и управления показанного типа осуществляет точное управление и направление фильтр-пакета на всех этапах, обеспечивая очень точное наполнение продуктом. Кроме того, узел обработки и управления является настолько компактным, что обеспечивает возможность размещения наполняющего участка близко к соединительному участку для выполнения толкателем относительно короткого продвижения, что является эффективным с точки зрения скорости и производительности.
Конфигурация рабочих участков, расположенных непосредственно после наполняющего участка, обеспечивает, на меньшем вертикальном пространстве, возможность изготовления фильтр-пакета 1, имеющего длину, равную длине двух фильтр-пакетов 1, расположенных один за другим. При этом достигается высокая скорость работы (несмотря на дискретность процесса), а также высокое качество готовой продукции благодаря непрерывному управлению перемещением и положением фильтр-пакета на всех этапах процесса. Такие уменьшенные размеры обеспечивают возможность включения, в отдельно взятое устройство, даже участков прикрепления и участков, выполненных с возможностью завершающей упаковки фильтр-пакетов.
Описанное выше изобретение промышленно применимо и может быть модифицировано и адаптировано несколькими способами, без отхода от объема изобретения. Кроме того, все детали изобретения могут быть заменены технически эквивалентными элементами.
Устройство содержит подающий участок для подачи непрерывного полотна фильтрующего материала, участок для формирования и соединения в замкнутую трубчатую форму непрерывного полотна, подаваемого вдоль вертикальной оси подачи, наполняющий участок для наполнения экстрагируемым продуктом, расположенный выше формирующего и соединяющего участков, участок для соединения открытого конца трубчатого полотна в трубчатую форму с поочередным формированием верхнего конца формируемого фильтр-пакета и нижнего конца следующего за ним фильтр-пакета, причем соединительный участок расположен ниже по потоку от формирующего и соединяющего участков относительно вертикальной оси, и участок для отделения уже сформированного фильтр-пакета от следующего за ним. При этом отделительный участок расположен вдоль вертикальной оси ниже по потоку от соединительного участка. Устройство содержит также узел обработки и управления с первыми поддерживающими и управляющими средствами, выполненными с возможностью протягивания и поддержки нижнего конца формируемого фильтр-пакета при продвижении его вдоль вертикальной оси между поднятым положением, в котором они расположены близко к формирующему и соединяющему участку и поддерживают нижний конец, и опущенным положением, в котором они удалены от формирующего и соединяющего участка для освобождения нижнего конца формируемого фильтр-пакета одновременно с формированием его верхнего конца. Причем первые поддерживающие и управляющие средства выполнены с возможностью перемещения с обеспечением их синхронизации с соединительным участком, а наполняющий участок содержит толкатель для проталкивания порции продукта, выполненный с возможностью перемещения в обоих направлениях вдоль вертикальной оси и воздействия на порцию для размещения при ускорении порции продукта на нижнем конце формируемого фильтр-пакета во время его продвижения. Способ изготовления фильтр-пакетов содержит вертикальное формирование непрерывного рукава фильтрующего материала из полотна, причем рукав заделывают вдоль вертикальной оси, а также заделывают открытые верхний конец рукава фильтр-пакета и нижний конец рукава следующего за ним фильтр-пакета. Способ содержит также принудительное размещение посредством давления толкателя порции экстрагируемого продукта на нижний конец фильтр-пакета вдоль вертикальной оси и одновременно управляемое продвижение вниз нижнего конца формируемого фильтр-пакета с использованием первых поддерживающих и управляющих средств, воздействующих на него. Затем после заделки открытого конца рукава пропускают нижний конец сформированного фильтр-пакета из первых поддерживающих и управляющих средств во вторые для выполнения управляемой готовности и, одновременно, возвратного продвижения вверх первых поддерживающих и управляющих средств для приема следующего формируемого фильтр-пакета и отделяют уже сформированный фильтр-пакета от следующего за ним фильтр-пакета. Отделение выполняют одновременно с управляемым продвижением вниз нижнего конца формируемого фильтр-пакета. Группа изобретений обеспечивает повышение производительности. 2 н. и 11 з.п. ф-лы, 11 ил.
1. Устройство для изготовления фильтр-пакетов (1) с экстрагируемыми продуктами, содержащее:
- подающий участок (3) для подачи непрерывного полотна (S) фильтрующего материала,
- участок (4) для формирования и соединения в замкнутую трубчатую форму непрерывного полотна (S), подаваемого вдоль вертикальной оси (Z) подачи,
- наполняющий участок (5) для наполнения экстрагируемым продуктом, расположенный выше указанного формирующего и соединяющего участка (4),
- участок (6) для соединения открытого конца трубчатого полотна (S) в трубчатую форму, с поочередным формированием, соответственно, верхнего конца (Т) формируемого фильтр-пакета (1) и нижнего конца (F) следующего за ним фильтр-пакета (1), причем соединительный участок (6) расположен ниже по потоку от формирующего и соединяющего участка (4) относительно вертикальной оси (Z) подачи,
- участок (11) для отделения уже сформированного фильтр-пакета (1) от следующего за ним формируемого фильтр-пакета (1), при этом отделительный участок расположен вдоль вертикальной оси (Z) подачи ниже по потоку от соединительного участка (6),
отличающееся тем, что оно содержит:
- узел обработки и управления с первыми поддерживающими и управляющими средствами (10), выполненными с возможностью протягивания и поддержки нижнего конца (F) формируемого фильтр-пакета (1) при продвижении его вдоль вертикальной оси (Z) подачи между поднятым положением, в котором они расположены близко к формирующему и соединяющему участку (4) и поддерживают указанный нижний конец (F), и опущенным положением, в котором они удалены от формирующего и соединяющего участка (4) для освобождения нижнего конца (F) формируемого фильтр-пакета (1) одновременно с формированием верхнего конца (Т) того же самого фильтр-пакета (1), при этом первые поддерживающие и управляющие средства (10) выполнены с возможностью перемещения с обеспечением их синхронизации с соединительным участком (6),
- при этом наполняющий участок (5) содержит толкатель (9) для проталкивания порции (D) продукта, выполненный с возможностью перемещения в обоих направлениях вдоль вертикальной оси (Z) подачи и воздействия на порцию (D) для размещения при ускорении порции (D) продукта на нижнем конце (F) формируемого фильтр-пакета (1) во время указанного продвижения формируемого фильтр-пакета (1).
2. Устройство по п.1, в котором узел обработки и управления также содержит вторые поддерживающие и управляющие средства (12) для скрепления в определенном положении нижнего конца (F) формируемого фильтр-пакета (1), когда формируется верхний конец (Т) фильтр-пакета (1), при этом вторые поддерживающие и управляющие средства синхронизированы с первыми поддерживающими и управляющими средствами (10) для удержания указанного нижнего конца (F) в заданном положении после того, как первые поддерживающие и управляющие средства (10) освободили нижний конец (F).
3. Устройство по п.1, содержащее трубчатую центральную часть (7), в которой может перемещаться толкатель (9) и которая расположена вдоль вертикальной оси (Z) подачи с обеспечением формирования продолжения наполняющего участка (5), при этом трубчатая центральная часть (7) вставлена в полость (8), выполненную в формирующем и соединяющем участке (4) таким образом, что вместе с формирующим и соединяющим участком (4) она образует формующую зону, ускоряющую непрерывное полотно (S) вокруг центральной части (7), по меньшей мере до тех пор, пока оно не приблизится к соединительному участку (6), расположенному под формирующим и соединяющим участком (4).
4. Устройство по п.2, содержащее третьи поддерживающие и управляющие средства (14), расположенные вдоль вертикальной оси (Z) подачи и выполненные с возможностью подхвата и перемещения уже сформированного фильтр-пакета (1) от отделительного участка (11) к участку (15) прикрепления, выполненному с возможностью прикрепления к фильтр-пакету (1) дополнительных элементов (16, 17, 55), при этом участок прикрепления расположен ниже третьих поддерживающих и управляющих средств (14) относительно вертикальной оси (Z) подачи.
5. Устройство по п.1, содержащее формирующее устройство (18) для формирования боковых складок (19) в формируемом фильтр-пакете (1), воздействующее на обе стороны фильтр-пакета (1) при продвижении вниз формируемого фильтр-пакета (1), причем указанное перемещение управляется первыми поддерживающими и управляющими средствами (10), с формированием, тем самым, боковых складок (19) при продвижении вниз.
6. Устройство по п.1, в котором формирующий и соединяющий участок (4) содержит пару выступов (20, 21), расположенных в смещенных вертикальных плоскостях, для совмещения продольных свободных краев (S1, S2) непрерывного полотна (S) фильтрующего материала в направлении, параллельном вертикальной оси (Z) подачи.
7. Устройство по п.6, в котором формирующий и соединяющий участок (4) содержит соединительные средства (22) для соединения совмещенных свободных краев (S1, S2), при этом соединительные средства расположены перпендикулярно вертикальной оси (Z) подачи и напротив трубчатой центральной части (7), действующей в качестве противолежащей поверхности для соединительных средств (22).
8. Устройство по любому из предшествующих пунктов, в котором наполняющий участок (5) содержит комплект держателей (23), формирующий отдельные порции (D) наполняющего продукта, при этом наполняющий участок (5) выполнен с возможностью единовременного размещения одного держателя (23) на оси (Z'), коаксиальной с вертикальной осью (Z), с обеспечением его вхождения во взаимодействие с толкателем (9), который проходит через держатель (23), для ускорения размещения порции (D) на нижнем конце (F) формируемого фильтр-пакета (1).
9. Устройство по п.4, в котором третьи поддерживающие и управляющие средства (14) содержат по меньшей мере одно захватывающее приспособление (24), выполненное с возможностью приема уже сформированного фильтр-пакета (1) и скрепления его наружных краев, при этом третьи поддерживающие и управляющие средства (14) синхронизированы с отделительным участком (11) для подхватывания фильтр-пакета (1) и его размещения, при вертикальном перемещении вниз, в радиальном захватывающем приспособлении (25), которое является частью поворотного устройства (26) карусельного типа, формируя участок (15) прикрепления дополнительных элементов (16, 17, 55) на фильтр-пакет (1).
10. Способ изготовления фильтр-пакетов (1), включающий следующие этапы:
- этап вертикального формирования непрерывного рукава фильтрующего материала из непрерывного полотна (S) фильтрующего материала, при этом непрерывный рукав фильтрующего материала заделывают вдоль вертикальной оси Z подачи,
- этап заделки открытого конца непрерывного рукава фильтрующего материала для формирования верхнего конца (Т) формируемого фильтр-пакета (1) и нижнего конца (F) следующего за ним фильтр-пакета (1),
- этап принудительного размещения, посредством давления толкателя (9), порции (D) экстрагируемого продукта на нижний конец (F) формируемого фильтр-пакета (1) вдоль вертикальной оси (Z) подачи и одновременный этап управляемого продвижения вниз нижнего конца (F) формируемого фильтр-пакета (1) вдоль вертикальной оси Z подачи с использованием первых поддерживающих и управляющих средств (10), воздействующих на нижний конец (F),
- после этапа заделки открытого конца непрерывного рукава фильтрующего материала, этап пропускания нижнего конца (F) уже сформированного фильтр-пакета (1) из первых поддерживающих и управляющих средств (10) во вторые поддерживающие и управляющие средства (12) для выполнения управляемого этапа готовности и, одновременно, возвратного продвижения вверх первых поддерживающих и управляющих средств (10) для приема следующего формируемого фильтр-пакета (1),
- этап отделения уже сформированного фильтр-пакета (1) от следующего за ним фильтр-пакета (1), при этом этап отделения выполняют одновременно с управляемым продвижением вниз нижнего конца (F) формируемого фильтр-пакета (1).
11. Способ по п.10, в котором одновременно с этапом продвижения вниз выполняют этап формирования боковых складок (19) в формируемом фильтр-пакете (1).
12. Способ по п.10 или 11, в котором перед этапом удаления вторых поддерживающих и управляющих средств (12) выполняют этап захвата и поддержки уже сформированного фильтр-пакета (1) при помощи третьих поддерживающих и управляющих средств (14).
13. Способ по п.12, в котором после этапа отделения выполняют этап перемещения, посредством третьих поддерживающих и управляющих средств (14), уже сформированного фильтр-пакета (1) из отделительного участка (11) в участок (15) прикрепления, выполненный с возможностью прикрепления одного или нескольких дополнительных элементов (16, 17, 55).
| WO9947423 A2, 23.09.1999 | |||
| СПОСОБ ЛАМИНОПЛАСТИКИ ПРИ ПЕРВИЧНЫХ ОПУХОЛЯХ СПИННОГО МОЗГА | 2023 |
|
RU2810244C1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |

