Область техники, к которой относится изобретение
Изобретение относится к области декоративных изделий, более конкретно к способу изготовления объемного декоративно-художественного формованного изделия, а также к вариантам выполнения объемного декоративно-художественного изделия, которое может быть использовано в мебельном производстве, например, в качестве мебели или ее фасадных элементов, в строительстве, например, в качестве элементов интерьера, экстерьера или декора.
Уровень техники
Из уровня техники известен способ изготовления деталей из самотвердеющей пенообразующей смеси, при котором заливку смеси производят в форму, состоящую из матрицы и пуансона, перед заливкой смеси матрицу располагают горизонтально, а после заливки матрицу закрывают пуансоном и выдерживают до полного затвердевания смеси. Перед заливкой смеси матрицу наклоняют в сторону оператора, при этом форму располагают так, чтобы зона максимальной толщины изготавливаемой детали находилась со стороны оператора, смесь заливают в форму вдоль поверхности матрицы в зоне максимальной толщины изготавливаемой детали, после закрытия матрицы пуансоном форму переводят в вертикальное положение, при этом зону максимальной толщины изготавливаемой детали располагают внизу (патент РФ №2172250 C1, B29C 67/20, B29C 33/40, опубликован 20.08.2001 г.).
В патенте США №5132063 А (B29C 39/10, опубликован 21.07.1992 г.) раскрывается способ изготовления деталей из самоотвердеющей пенообразующей смеси. В соответствии с данным способом заливку смеси производят в форму, состоящую из матрицы и пуансона (двух полуматриц). Перед заливкой смеси матрицу располагают горизонтально, а после заливки закрывают ее пуансоном и выдерживают до полного затвердевания смеси.
Недостатком указанных выше способов является то, что они не позволяют получить объемное изделие произвольной формы, которое выполнено с возможностью крепления к любой другой поверхности без использования дополнительных приспособлений и процедур.
Из уровня техники известно также декоративное изделие, которое может быть использовано при изготовлении декоративных панелей, элементов мебели, элементов строительных конструкций. Изделие содержит каркас, декоративные элементы и панель. Каркас выполнен в виде рамы, внутри которой жестко закреплены декоративные элементы, являющиеся арматурными элементами, панель выполнена из полиуретана, заполняющего внутренний объем каркаса, а высота декоративных элементов не превышает высоту рамы (патент РФ №56852 U1 на полезную модель, опубликован 29.09.2006 г.).
Основными недостатками данного изделия являются высокая трудоемкость и себестоимость его изготовления, невозможность получить объемное в полном смысле слова изделие любой сложности, выполняющее декоративные функции.
Аналогом заявленной группы изобретений является способ получения объемного декоративного изделия и полученное указанным способом объемное декоративное изделие, описанные в патенте РФ №2412063 C1 на изобретение, опубликованном 20.02.2011 г. Согласно данному источнику, способ включает заливку пенополиуретана, находящегося в жидком состоянии, в заранее изготовленную матрицу с заданным рельефом, внутреннюю поверхность которой покрывают разделительным средством, после чего сверху накрывают панелью (фасадом) и выдерживают до схватывания верхней оболочки полиуретана, после чего матрицу убирают, с полуфабриката устраняют литьевые дефекты, выдерживают его до полной просушки и придают полуфабрикату эстетический вид готового изделия.
В другом варианте способ включает заливку пенополиуретана, находящегося в жидком состоянии, в заранее изготовленную матрицу с заданным рельефом, внутреннюю поверхность которой покрывают разделительным средством, сверху накрывают крышкой и выдерживают до схватывания верхней оболочки пенополиуретана, после чего пенополиуретановое изделие освобождают от матрицы, устраняют с него литьевые дефекты и выдерживают до полной просушки, затем наклеивают на панель (фасад) и придают полуфабрикату эстетический вид готового изделия.
В другом варианте способ включает заливку пенополиуретана, находящегося в жидком состоянии, в полость между заранее изготовленной под гнутый фасад матрицей с заданным рельефом, внутреннюю поверхность которой смазывают разделительным средством, и прикрепленной к ней гнутой панелью (фасадом), через выполненные в матрице отверстия, выдерживают до схватывания верхней оболочки пенополиуретана, после чего из матрицы достают полуфабрикат, срезают с полуфабриката отливы, образовавшиеся после заливки пенополиуретана в отверстия, устраняют литьевые дефекты, выдерживают его до полной просушки и придают полуфабрикату эстетический вид готового изделия.
Недостатком указанного аналога является то, что в связи с необходимостью обеспечения возможности крепления полученного рассмотренным способом декоративного изделия к стене или другой несущей конструкции, как минимум одна из его сторон ограничена панелью (фасадом), выполненной из МДФ или ЛДСП. Причем, для обеспечения крепления к несущей конструкции указанная панель должна быть сплошной и поэтому полностью закрывает одну из сторон изделия.
Таким образом, вышеуказанное декоративное изделие нельзя в полном смысле слова назвать объемным (трехмерным). Необходимость использования панели, которая не может быть выполнена произвольной геометрической формы, приводит к тому, что декоративное изделие с одной стороны является плоским или, в крайнем случае, гнутым в одной плоскости. Кроме того, панель значительно утяжеляет готовое изделие, что требует дополнительных крепежных элементов и затрудняет монтажные работы. Следует также отметить, что при контакте с окружающей средой, например, влагой, указанная панель может разрушаться, что приведет к порче готового изделия и уменьшению срока его службы. Для уменьшения воздействия агрессивных факторов окружающей среды такое изделие требует дополнительной обработки специальными составами со всех сторон, что усложняет производственный процесс и увеличивает себестоимость готового изделия.
Кроме того, при изготовлении изделий сложных геометрических форм известная технология не позволяет обеспечить крепление фурнитуры и монтажных элементов в различных, необходимых для конкретных технических требований, координатах и плоскостях.
Таким образом, известные изделия хоть и называются объемными, на самом деле являются плоскими, поэтому относятся к категории «панели», а мебель из них по-прежнему остается «корпусной». В случае заявленного объемного декоративно-художественного изделия мебель, полученная из него, получается действительно объемной, так как корпус и другие части мебели (двери, полки, ящики и т.д.) тоже могут иметь разнообразную объемную форму.
Задачей заявленной группы изобретений является устранение недостатков указанных аналогов.
Раскрытие изобретения
Техническим результатом заявленной группы изобретений является создание способа изготовления объемного декоративно-художественного изделия произвольной формы, характеризующегося безотходностью производства, сниженной себестоимостью и трудоемкостью, и позволяющего получить объемное декоративно-художественное изделие с по меньшей мере одним вкладным элементом, расположенным в объеме изделия и обеспечивающим возможность его крепления к любой другой поверхности.
Другим техническим результатом является создание объемного декоративно-художественного изделия, обладающего улучшенными эксплуатационными свойствами и качественными показателями и характеризующегося возможностью выполнения произвольной формы с по меньшей мере одним вкладным элементом, расположенным внутри изделия и обеспечивающим возможность его крепления к любой другой поверхности.
Заявленное объемное декоративно-художественное изделие может быть использовано как для облицовки и декорирования поверхностей мебели, стен, колонн, перегородок и других предметов интерьера и экстерьера, так и в качестве самостоятельного предмета интерьера, экстерьера,, мебели или декора, в мебельном производстве, в частности при изготовлении объемных фасадов (дверей) мебели, а также их корпусов, различных шкафов, межкомнатных перегородок и стеновых декоров.
Заявленное декоративное изделие в прямом смысле является объемным (трехмерным), так как оно не имеет пространственных ограничений ни в одной из плоскостей, в то время как известные аналоги ограничены с одной стороны прямой (либо изогнутой) плоскостью в виде основы из МДФ или ДСП (см. патент РФ №2412063 C1).
Использование «объемных изделий» в производстве мебели существенно меняет не только визуальное восприятие, но и функциональную составляющую. Отсутствие плоской задней поверхности у заявленного изделия в отличие от известных аналогов, позволяет использовать любую сторону изделия как самостоятельную функциональную часть - полки, ящики и т.д., причем, без дополнительных материалов и технологических операций.
Одним из преимуществ заявленного изделия перед известными аналогами является то, что оно не имеет отдельных составных частей, а является цельнолитым. При этом известные аналоги пытаются достичь объемных форм путем склеивания нескольких элементов, что ведет к уменьшению срока эксплуатации и усложнению производственного процесса.
Другим преимуществом является значительное снижение веса изделия за счет того, что в нем не используются массивные панели из МДФ и других материалов, в качестве элементов крепления, которые повышают трудоемкость монтажных работ. Вкладные элементы в заявленном изделии могут быть простейших геометрических форм и минимальных (необходимых и достаточных) размеров.
Преимуществом заявленного способа и объемного декоративно-художественного изделия является также безотходность его производства. Так, при использовании панелей из МДФ в качестве одной из сторон декоративного изделия необходимо чтобы геометрические размеры и форма панели полностью совпадали с размерами и формой одной из стенок объемного декоративного изделия. Это требует проведения специальной фрезерной обработки панели, приводя к дополнительным отходам и увеличивая расходы производства.
Важной особенностью заявленной группы изобретений является возможность изготовления изделий, имеющих разнообразную объемную форму во всех направлениях без необходимости изготовления каких-либо несущих гнутых или объемных элементов из МДФ или других материалов, а также без проведения дополнительных операций по склеиванию изделий. При этом обеспечивается возможность крепления к изделию фурнитуры и навесных элементов за счет внутренних вкладных элементов произвольной формы.
В одном аспекте изобретения технический результат обеспечивается тем, что в способе изготовления объемного декоративно-художественного изделия на первом этапе готовят две или более формы для литья изделия, затем в по меньшей мере одну из них заливают текучий самоотверждаемый материал (в том числе способный увеличиваться в объеме при застывании). После этого, форму с залитым в нее самоотверждаемым материалом соединяют с по меньшей мере одной другой формой и плотно закрепляют их для придания необходимой объемной конфигурации готовому изделию. Далее закрытую форму выдерживают в течение времени, достаточного для затвердевания текучего материала, а затем извлекают формованное объемное изделия из формы. Отличительной особенностью заявленного способа является то, что перед заливкой текучего материала в одну (или более) форму предварительно размещают по меньшей мере один вкладной элемент, обеспечивающий возможность соединения поверхности готового изделия с любой другой поверхностью.
Во втором аспекте изобретения технический результат обеспечивается тем, что в способе изготовления объемного декоративно-художественного изделия на первом этапе готовят две или более формы для литья изделия, затем указанные формы соединяют вместе и закрепляют их для придания необходимой объемной конфигурации готовому изделию, заливают в образовавшуюся полость через по меньшей мере одно отверстие текучий самоотверждаемый материал, в том числе способный к увеличению объема при застывании. Далее закрытую форму выдерживают в течение времени, достаточного для затвердевания текучего материала, а затем извлекают формованное объемное изделия из формы. Отличительной особенностью заявленного способа является то, что перед соединением форм в по меньшей мере одной из них предварительно размещают по меньшей мере один вкладной элемент, обеспечивающий возможность соединения поверхности готового изделия с любой другой поверхностью.
В качестве вкладного элемента может быть использован твердый листовой материал, обеспечивающий необходимую прочность соединения готового изделия с другой поверхностью. Материал вкладного элемента может быть выбран из группы, включающей древесноволокнистый материал, металл, пластмассу и композитный материал. Предпочтительно, в качестве древесноволокнистого материала используют МДФ или ДСП.
Размещение вкладного элемента в форме для литья осуществляют путем его закрепления на втулке или болте, запрессованных или вкрученных в отверстие, просверленное в каркасе-опалубке и выходящее на внутреннюю поверхность формы для литья. В случае использования для этих целей втулки, на внутренней или внешней ее поверхности может быть выполнена резьба, обеспечивающая возможность закрепления на ней вкладного элемента. В предпочтительном варианте, для обеспечения наиболее надежного соединения между вкладным элементом и втулкой или болтом, вкладной элемент выполняют с возможностью резьбового соединения его с втулкой или болтом.
В альтернативном варианте осуществления, закрепление вкладного элемента на втулке осуществляют с помощью болта, предварительно вкрученного во втулку через отверстие в каркасе-опалубке. Перед извлечением объемного изделия из формы вначале выкручивают болты, удерживающие вкладные элементы.
В случае необходимости оставшиеся от болтов ниши в готовом объемном изделии заливают тем же материалом, из которого изготовлено само изделие. Для этих целей используют материал, который может отличаться по цвету от материала, из которого выполнено само изделие. Это облегчает обнаружение мест нахождения вкладных элементов.
В одном из вариантов осуществления способа вкладной элемент размещают в форме таким образом, чтобы он был зафиксирован в объеме готового изделия и при этом не имел непосредственного контакта с окружающей средой. Это означает, что вкладной элемент невиден снаружи, т.е. не выходит на поверхность изделия, а расположен на некотором расстоянии от его поверхности.
В другом из вариантов осуществления способа вкладной элемент размещают в форме таким образом, чтобы в готовом изделии его функциональная часть выходила за пределы готового изделия или граничила с его поверхностью. В качестве функциональной части вкладного элемента обычно используют резьбу или крепежное кольцо. Однако, возможны и другие варианты выполнения функциональной части вкладного элемента, не изменяющие изобретательскую концепцию изобретения.
После извлечения готового объемного изделия из формы в некоторых случаях дополнительно осуществляют его финишную обработку для придания его поверхности желаемых свойств. Примером финишной обработки может быть нанесение на поверхность изделия дополнительного слоя материала для придания ему желаемого цвета и фактуры.
В предпочтительном варианте осуществления способа в качестве самоотверждаемого текучего материала для получения объемного изделия используют полимерный материал, например полиуретан или пенополиуретан.
В соответствии с третьим аспектом изобретение относится к объемному декоративно-художественному изделию, которое может быть получено одним из вышеуказанных способов.
В соответствии с четвертым аспектом изобретение относится к объемному декоративно-художественному изделию, изготовленному в виде объемной фигуры произвольной формы из текучего самоотверждаемого материала. Отличием указанного изделия является то, что оно содержит по меньшей мере один вкладной элемент, размещенный в объеме изделия таким образом, что обеспечивается возможность крепления его к другой поверхности и при этом отсутствует непосредственный контакт указанного элемента с окружающей средой.
В качестве текучего самоотверждаемого материала может быть использован полимерный материал, выбранный из полиуретана и пенополиуретана.
В качестве вкладного элемента изделие может содержать пластину произвольной формы из твердого листового материала, выбранного из группы, включающей древесноволокнистый материал, металл, пластик и композитный материал. Предпочтительным является использование для этих целей МДФ или ДСП.
Отличительной особенностью объемного изделия является то, что вкладной элемент размещают в его объеме в процессе изготовления указанного изделия. При этом вкладной элемент должен обеспечивать возможность крепления декоративного изделия к несущей поверхности или крепления к нему различной фурнитуры.
В соответствии с пятым аспектом изобретение относится к объемному декоративно-художественному изделию, изготовленному в виде объемной фигуры произвольной формы из самоотверждаемого полимерного материала, отличительной особенностью которого является то, что указанное изделие содержит по меньшей мере один вкладной элемент, размещенный в объеме изделия таким образом, что обеспечивается возможность крепления его к другой поверхности, при этом по меньшей мере один вкладной элемент имеет функциональную часть, которая выходит за пределы изделия или граничит с поверхностью изделия. При этом указанная функциональная часть может представлять собой резьбу или крепежное кольцо.
Краткое описание чертежей
На Фиг.1-3 показан процесс установки втулок в форму для литья. На Фиг.4 показаны различные варианты форм выполнения вкладных элементов из листового материала.
На Фиг.5 показаны вкладные элементы с примерами выполнения в них отверстий.
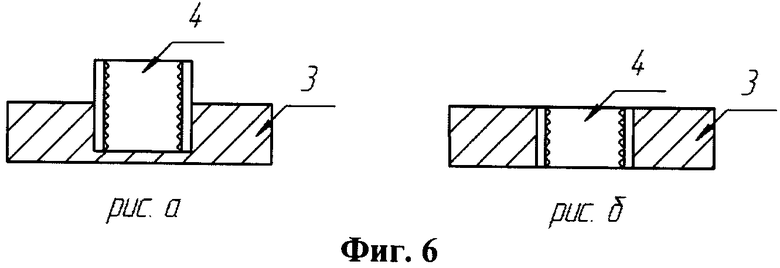
На Фиг.6 показаны примеры выполнения вкладных элементов с различными вариантами расположения запрессованных втулок.
На Фиг.7 показан процесс установки вкладных элементов в форму для литья с использованием втулок.
На Фиг.8 показан процесс заливки текучего самоотверждаемого материала в форму для литья.
На Фиг.9 показан процесс соединения двух форм (матриц) для литья для придания необходимой геометрической конфигурации изделию.
На Фиг.10 показан процесс извлечения объемного изделия из формы для литья.
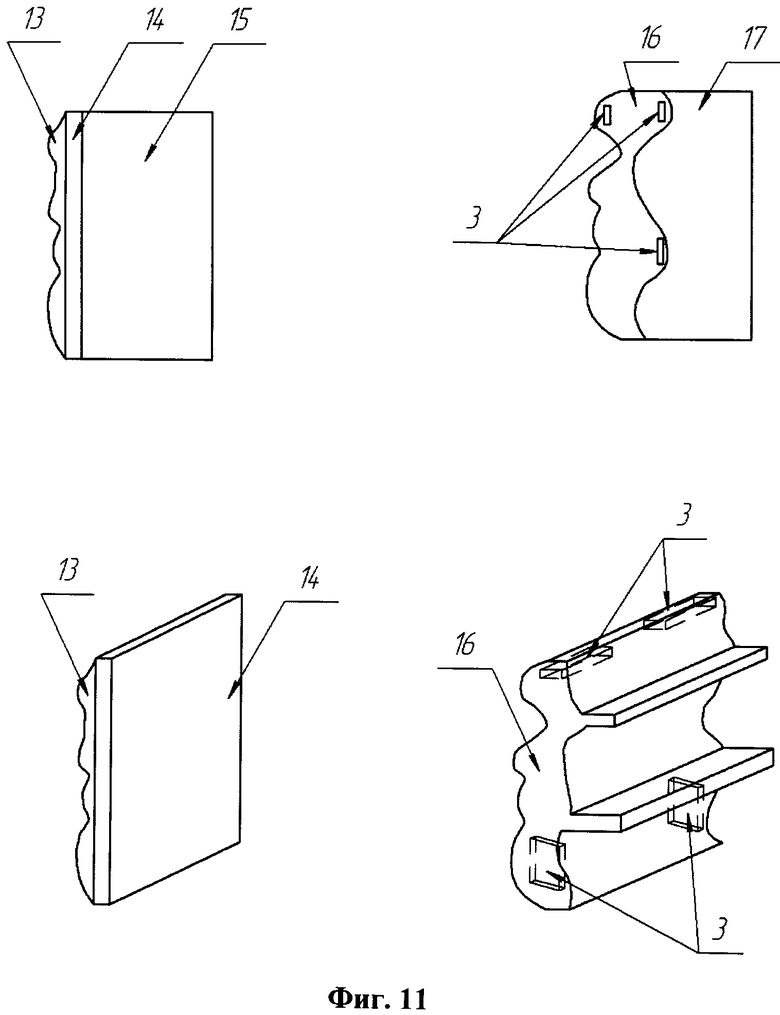
На Фиг.11 показаны сравнительные варианты исполнения объемной декоративной поверхности по известной технологии и в соответствии с заявленным способом.
На Фиг.12 показан вариант изготовления объемного декоративно-художественного изделия в виде детского стола в форме цветка. На рис.а показан вид сверху, на рис.б показан стол в разрезе.
На Фиг.13 показан вариант открывания функциональных ящиков 1 (рис.а-в). Крепление фурнитуры открывания и фиксаторов к ящикам достигается за счет использования вкладных элементов 2, сориентированных в разных плоскостях в самих ящиках 1.
На Фиг.14 вариант изготовления объемного декоративно-художественного изделия в виде двусторонней декоративной перегородки-стеллажа.
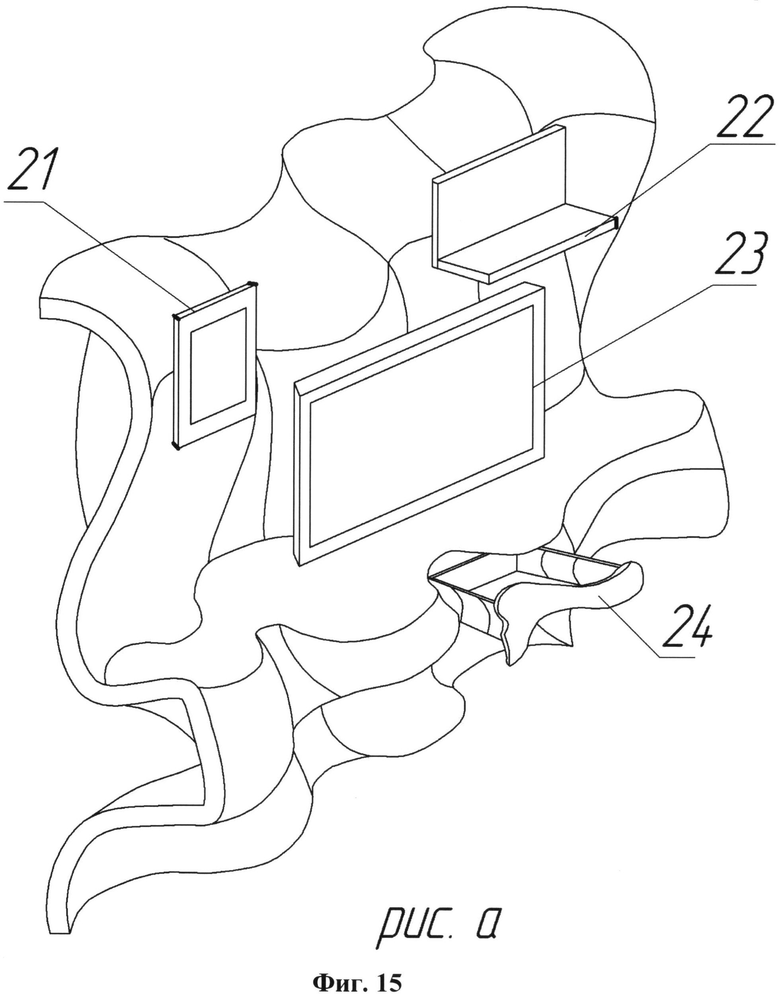
На Фиг.15 вариант использования декоративной перегородки-стеллажа.
На Фиг.16 показан вариант изготовления объемного декоративно-художественного изделия в виде декоративного стеллажа для бутылок.
Осуществление изобретения
Возможность практической реализации заявленной группы изобретений раскрывается ниже на конкретных примерах.
Процесс осуществления способа изготовления объемного декоративно-художественного изделия начинается с подготовки форм для литья.
Существует несколько видов материалов для изготовления форм:
- из листового металла;
- из композитных материалов, в частности стеклопластика;
- литье из жидких резин и силиконов.
Каждый вид выбирается индивидуально, в зависимости от размеров и геометрической сложности изделия. В зависимости от сложности изделия готовятся необходимое количество форм.
На примере можно рассмотреть две формы - нижняя и верхняя, по технологии изготовления они идентичны. Для установки в одну из форм 1, уложенную в каркас-опалубку 9, необходимого количества вкладных элементов 3 в ней сначала проделывают отверстия 11 необходимого диаметра, проходящие через каркас-опалубку 9 и выходящие на внутренней стороне формы (см. Фиг.1). Каркас-опалубку выполняют из жесткого материала, например ДСП.
Затем запрессовывают в готовые отверстия 11 и 10 втулки 6, имеющие внутреннюю резьбу (см. Фиг.2-3).
Затем к форме 1 крепят вкладные элементы 3. На Фиг.4 (рисунки а-в) показаны варианты выполнения вкладного элемента из листового материала. Как видно, форма и размеры вкладного элемента могут быть различными, в зависимости от конфигурации и размеров самого объемного изделия. Материал вкладного элемента может быть выбран в соответствии с требованиями к готовому изделию. Его можно изготовить из МДФ, ДСП, металла, пластика или композитного материала, например, путем нарезки (выпиливания) из листового материала необходимой толщины. Количество и форма вкладных элементов определяется заранее и зависит от их ориентации в готовом изделии, а также от технических требований к изделию. Возможны также гнутые формы вкладных элементов.
Для обеспечения возможности закрепления вкладных элементов в форме, а также их дальнейшего использования по назначению, в них просверливаются отверстия (сквозные или нет) в количестве, необходимом для конкретного изделия (см. Фиг.5).
В отверстие каждого вкладного элемента запрессовывается или вкручивается (зависит от выбранной фурнитуры) металлическая втулка с внутренней резьбой необходимого диаметра 4. Причем диаметр резьбы должен совпадать с диаметром втулки 6, запрессованной в форму для литья. Втулка на вкладном элементе может быть установлена как заподлицо с вкладным элементом 3, так и может выпирать на необходимое расстояние (см. Фиг.6).
В зависимости от требований изделия втулка 4 на вкладном элементе 3 может располагаться на поверхности формы для литья 1 или быть утоплена.
Для фиксации вкладных элементов в форме для литья их с помощью болта 7 закрепляют на втулках 6, запрессованных в форму 1, предварительно вкручивая указанный болт 7 во втулку 6 формы 1, а затем дотягивая его во втулке 4 вкладного элемента 3 (см. Фиг.7). В приведенном примере вкладные элементы устанавливают только в одну из форм для литья. Но в случае необходимости это можно сделать для необходимого количества форм.
После закрепления вкладных элементов в форме осуществляют заливку текучего самоотверждаемого материала 12 в форму 2 (см. Фиг.8). В зависимости от прочностных требований к изделию в приведенном примере самоотверждаемый материал выбирается система пенополиуретана или полиуретана необходимой плотности. Заливку материала в форму осуществляют вручную либо, если требуется (для крупногабаритных изделий), с помощью заливочной машины компоненты. Форму для литья предварительно обрабатывают антиадгезионным средством.
Затем соединяют указанную форму 2 со второй формой 1 и закрепляют их специальными прижимами 8. Далее происходит процесс отверждения (а в случае использования, например, пенополиуретана и расширение материала), который занимает от 5 до 40 минут, в зависимости от выбранного материала (см. Фиг.9).
В альтернативном варианте материал может быть залит после полной сборки форм через отверстие в одной или нескольких формах.
После полного отверждения материала объемного изделия 5 его извлекают из формы (см. Фиг.10).
Для этого из формы 1 выкручиваются болты 7, затем убираются прижимы 8 и форма 1. После этого объемное изделие 5 с интегрированными в него вкладными элементами 3 без труда извлекается из формы 2.
После извлечения затвердевшего объемного изделия из формы 2 образовавшиеся от болтов 7 ниши в изделии 5 могут быть залиты материалом, из которого изготовлено изделие. Для удобства, материал для заливки указанных ниш может быть изготовлен другого цвета (для облегчения обнаружения мест расположения вкладных элементов 3).
Обычно после извлечения из формы 2, полученное объемное изделие 5 имеет белый или желтоватый оттенок, в зависимости от выбранного материала заливки. При этом поверхность детали полностью повторяет текстуру и фактуру (глянец либо матовость) внутренней поверхности формы. Если необходимо придать цвет (любой) можно добавить подходящий краситель и получить цветную деталь.
В случае необходимости на поверхность готового изделия можно нанести любое финишное покрытие. Прежде чем нанести финишное покрытие на изделие, необходимо его покрыть специальным грунтом. В качестве финишного покрытия, в зависимости от дизайна можно использовать следующие материалы:
- ЛКМ (различные эмали и лаки);
- декоративные пленки, как однотонные, так и с текстурой;
- декоративные штукатурки;
- флоковые покрытия;
- композитные и полимерные покрытия и др. После нанесения финишного покрытия изделие готово к использованию.
Отличия объемных мебельных изделий, выполненных по предлагаемой технологии, от известных аналогов (мебели с объемной фасадной частью) можно на фиг.11.
В мебельных изделиях, выполненных по известным на сегодняшний день технологиям, обязательно присутствует так называемый корпус 15 (выполненный обычно в виде параллелепипеда или другой элементарной фигуры). Фасадная часть у таких изделий состоит из основы 14, выполненной из МДФ, ДСП или другого листового материала, которая при помощи мебельной фурнитуры крепится к корпусу 15, а также декоративной части 13, приклеенной или другим способом прикрепленной к основе 14 (исключение составляют фасады, выполненные из МДФ, объемная часть которых выполнена посредством фрезерования верхнего слоя и имеющих существенные ограничения по глубине объемного слоя).
В изделиях, выполненных по предлагаемой технологии, во-первых, корпусная часть 17 может иметь различные объемные формы и точно повторять объемный рисунок декоративной части 16, во-вторых, сама декоративная часть 16 может нести функциональную нагрузку с любой из сторон, т.к. не имеет ограничений по объему и форме ни в одном из направлений. При этом сохраняется возможность крепежа фурнитуры и монтажа декоративного объемного изделия за счет применения внутренних вкладных элементов.
На фигурах 12-16 показаны примеры выполнения объемных декоративных изделий в соответствии с заявленной группой изобретений. Во всех случаях задачу крепления фурнитуры, а также монтажа изделия и крепления к нему других элементов позволяет решить использование вкладных элементов простейших форм, сориентированных в изделии в зависимости от технических требований к нему.
На Фиг.12 показан вариант изготовления объемного декоративно-художественного изделия в виде детского стола в форме цветка. На рис.а показан вид сверху, на рис.б показан стол в разрезе.
Большую часть внутреннего объема 18 стола занимает пространство под функциональные ящики. Крепление фурнитуры и фиксаторов на корпусе стола 19 осуществляется за счет использования вкладных элементов 3, сориентированных в разных плоскостях в корпусе стола 19.
На Фиг.13 показан вариант открывания функциональных ящиков 20 (рис.а-в). Крепление фурнитуры открывания и фиксаторов к ящикам достигается за счет использования вкладных элементов 3, сориентированных в разных плоскостях в самих ящиках 20.
На Фиг.14 показан вариант изготовления объемного декоративно-художественного изделия в виде двусторонней декоративной перегородки-стеллажа.
До крепления навесных элементов поверхность изделия остается однородной. Вариант расположения вкладных элементов 3 в объеме изделия показан на рис.г и д. На рис.а показан вид сбоку, на рис.б - вид сверху, на рис.в - общий вид изделия.
На Фигуре 15 показан вариант использования декоративной перегородки-стеллажа.
Использование разносориентированных в объеме изделия вкладных элементов в данном случае позволяет осуществить крепление с обеих сторон изделия декоративных навесных элементов 21 и 22, техники 23, а также закрепить фурнитуру функциональных выдвижных ящиков 24, причем сами выдвижные ящики могут иметь декоративную объемную форму.
Расположение вкладных элементов по объему изделия определяется на стадии подготовки технического задания и позволяет осуществить выбор места крепления.
На Фиг.16 показан вариант изготовления объемного декоративно-художественного изделия в виде декоративного стеллажа для бутылок.
Размещение вкладных элементов 3 в основании стеллажа 25 и в декоративной дверце 26 позволяет осуществить крепление фурнитуры открывания и фиксации декоративной дверцы 26. На рис.а показан вид снаружи на изделие, на рис.б. показан разрез основания стеллажа в плоскости ZX.
Вышеприведенные примеры показывают, как данная технология позволяет произвести декоративные объемные изделия различных объемных форм с однородной декоративной поверхностью, а также осуществить их крепление, монтаж и сборку.
Возможность монтажа заявленного изделия или крепления к нему различной фурнитуры достигается за счет использования специальных вкладных элементов, которые могут быть изготовлены, например, в виде пластины произвольной формы, соответствующей конкретным условиям. Материал вкладного элемента должен быть достаточно твердым, чтобы обеспечивать возможность крепления и удержания готового изделия на несущей поверхности либо возможность крепления к изделию дополнительных элементов, например фурнитуры. Таким материалом может быть МДФ, ДСП, металл либо другой подходящий материал.
Количество и форма вкладных элементов в изделии, обеспечивающих возможность крепления его к несущим конструкциям или размещения на нем различных элементов или фурнитуры, могут быть различными, в зависимости от размеров, геометрической конфигурации изделия и др.
Важной отличительной особенностью заявленного объемного декоративно-художественного изделия является размещение вкладного элемента не снаружи, а в объеме изделия. В одном варианте осуществления вкладной элемент размещен без непосредственного контакта с окружающей средой, в другом варианте осуществления функциональная часть вкладного элемента может выходить за границы объемного изделия, либо граничить с его поверхностью.
Вкладной элемент размещают в объеме изделия таким образом, чтобы он обеспечивал возможность крепления декоративного изделия к несущей поверхности или крепления к изделию различной фурнитуры, т.е. в тех местах, где это наиболее целесообразно с точки зрения геометрических и др. параметров изделия.
Заявленное объемное декоративно-художественное изделие может иметь белый или желтоватый оттенок, в зависимости, от выбранного самоотверждаемого материала, при этом поверхность детали полностью повторяет текстуру и фактуру (глянец либо матовость) формы. Если необходимо придать цвет готовому изделию (любой) можно добавить необходимый краситель и получить цветную деталь, либо можно нанести любое финишное покрытие.
В качестве финишного покрытия, в зависимости от дизайна, можно использовать следующие материалы: ЛКМ (различные эмали и лаки);
декоративные пленки, как однотонные, так и с текстурой; декоративные штукатурки; флоковые покрытия; композитные и полимерные покрытия; и др.
В соответствии с заявленной группой изобретений изделие имеет однородную поверхность по всем сторонам (без стыков разных материалов и без однородных стыков), что является значительным преимуществом при финишной обработке изделия, т.е. можно без дополнительной обработки нанести однородное декоративное покрытие по всей поверхности изделия без дополнительных затрат средств и времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ И ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОЕ ИЗДЕЛИЕ | 2015 |
|
RU2598306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2598292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2009 |
|
RU2412063C1 |
| Способ изготовления облицовочной плитки и облицовочная плитка | 2020 |
|
RU2739796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С ПОКРЫТИЕМ | 2013 |
|
RU2534061C1 |
| Конструкция складной декоративной панели мягкой мебели (варианты) | 2024 |
|
RU2825357C1 |
| Способ изготовления мягкой мебели и мебель, полученная данным способом | 2020 |
|
RU2737631C1 |
| Способ изготовления декоративной панели и декоративная панель | 2022 |
|
RU2801005C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ | 2012 |
|
RU2515521C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ПАНЕЛИ (ВАРИАНТЫ) | 2007 |
|
RU2335408C1 |












Изобретение относится к области декоративных изделий, а именно к способу изготовления объемного декоративно-художественного формованного изделия и объемному декоративно-художественному изделию, которое может быть использовано в мебельном производстве, например, в качестве мебели или ее фасадных элементов, в строительстве, например, в качестве элементов интерьера, экстерьера или декора. Способ изготовления объемного декоративно-художественного изделия включает подготовку по меньшей мере двух форм для литья, заливку в по меньшей мере одну из форм текучего самоотверждаемого материала, в том числе способного к увеличению объема при застывании, соединение указанной формы с по меньшей мере одной другой формой для придания заданной объемной конфигурации готовому изделию, выдерживание указанного материала в закрытой форме в течение времени, достаточного для его самоотверждения, и извлечение объемного изделия из формы, при этом перед заливкой текучего материала в по меньшей мере одной из форм предварительно размещают по меньшей мере один вкладной элемент, обеспечивающий возможность соединения поверхности готового изделия с любой другой поверхностью. Техническим результатом изобретения является создание способа изготовления объемного декоративно-художественного изделия произвольной формы, характеризующегося безотходностью производства, сниженной себестоимостью и трудоемкостью. 5 н. и 26 з.п. ф-лы, 16 ил.
1. Способ изготовления объемного декоративно-художественного изделия, включающий подготовку по меньшей мере двух форм для литья, заливку в по меньшей мере одну из форм текучего самоотверждаемого материала, в том числе способного к увеличению объема при застывании, соединение указанной формы с по меньшей мере одной другой формой для придания заданной объемной конфигурации готовому изделию, выдерживание указанного материала в закрытой форме в течение времени, достаточного для его самоотверждения, и извлечение объемного изделия из формы, отличающийся тем, что перед заливкой текучего материала в по меньшей мере одной из форм предварительно размещают по меньшей мере один вкладной элемент, обеспечивающий возможность соединения поверхности готового изделия с любой другой поверхностью.
2. Способ по п.1, отличающийся тем, что в качестве вкладного элемента используют твердый листовой материал, имеющий форму и размеры, обеспечивающие необходимую прочность соединения готового изделия с другой поверхностью.
3. Способ по п.2, отличающийся тем, что материал вкладного элемента выбирают из группы, включающей древесноволокнистый материал, металл, пластмассу и композитный материал.
4. Способ по п.3, отличающийся тем, что древесноволокнистый материал выбирают из группы, включающей МДФ и ДСП.
5. Способ по п.1, отличающийся тем, что размещение вкладного элемента в форме осуществляют путем его закрепления на втулке или болте, запрессованных или вкрученных в отверстие, просверленное в каркасе-опалубке и выходящее на внутреннюю поверхность формы для литья.
6. Способ по п.5, отличающийся тем, что на внутренней или внешней поверхности втулки выполнена резьба, обеспечивающая возможность закрепления на ней вкладного элемента.
7. Способ по п.5, отличающийся тем, что вкладной элемент выполнен с возможностью резьбового соединения с втулкой или болтом.
8. Способ по п.5, отличающийся тем, что закрепление вкладного элемента на втулке осуществляют с помощью болта, предварительно вкрученного во втулку через отверстие в каркасе-опалубке.
9. Способ по п.8, отличающийся тем, что перед извлечением объемного изделия из формы выкручивают болты, удерживающие вкладные элементы.
10. Способ по п.9, отличающийся тем, что оставшиеся от болтов ниши в объемном изделии заливают тем же материалом, из которого изготовлено само изделие.
11. Способ по п.10, отличающийся тем, что для заливки ниш используют материал, по цвету отличающийся от материала, из которого выполнено само изделие.
12. Способ по любому из пп.1-11, отличающийся тем, что вкладной элемент размещают в форме таким образом, чтобы он был зафиксирован в объеме готового изделия без непосредственного контакта с окружающей средой.
13. Способ по любому из пп.1-11, отличающийся тем, что вкладной элемент размещают в форме таким образом, чтобы в готовом изделии его функциональная часть выходила за пределы или граничила с поверхностью указанного изделия.
14. Способ по п.13, отличающийся тем, что в качестве функциональной части вкладного элемента используют резьбу или крепежное кольцо.
15. Способ по п.1, отличающийся тем, что дополнительно осуществляют финишную обработку готового объемного изделия для придания его поверхности желаемых свойств.
16. Способ по п.15, отличающийся тем, что в качестве финишной обработки осуществляют нанесение на поверхность изделия дополнительного слоя материала для придания ему желаемого цвета и фактуры.
17. Способ по п.1, отличающийся тем, что в качестве самоотверждаемого текучего материала используют полимерный материал.
18. Способ по п.17, отличающийся тем, что в качестве полимерного материала используют полиуретан или пенополиуретан.
19. Способ изготовления объемного декоративно-художественного изделия, включающий подготовку по меньшей мере двух форм для литья, соединение указанных форм вместе для придания заданной объемной конфигурации готовому изделию, заливку в образовавшуюся полость через по меньшей мере одно отверстие текучего самоотверждаемого материала, в том числе способного к увеличению объема при застывании, выдерживание указанного материала в закрытой форме в течение времени, достаточного для его самоотверждения, и извлечение объемного изделия из формы, отличающийся тем, что перед соединением форм в по меньшей мере одной из них предварительно размещают по меньшей мере один вкладной элемент, обеспечивающий возможность соединения поверхности готового изделия с любой другой поверхностью.
20. Объемное декоративно-художественное изделие, отличающееся тем, что оно получено способом по любому из пп.1-19.
21. Объемное декоративно-художественное изделие, изготовленное в виде объемной фигуры произвольной формы из текучего самоотверждаемого материала, отличающееся тем, что указанное изделие содержит по меньшей мере один вкладной элемент, размещенный в объеме изделия таким образом, что обеспечивается возможность крепления его к другой поверхности и отсутствует непосредственный контакт указанного элемента с окружающей средой.
22. Изделие по п.21, отличающееся тем, что в качестве текучего самоотверждаемого материала изделие содержит полимерный материал.
23. Изделие по п.22, отличающееся тем, что в качестве полимерного материала изделие содержит полиуретан или пенополиуретан.
24. Изделие по п.21, отличающееся тем, что в качестве вкладного элемента содержит пластину произвольной формы из твердого листового материала.
25. Изделие по п.21, отличающееся тем, что материал вкладного элемента выбран из группы, включающей древесноволокнистый материал, металл, пластик и композитный материал.
26. Изделие по п.25, отличающееся тем, что древесноволокнистый материал выбран из группы, включающей МДФ и ДСП.
27. Изделие по п.21, отличающееся тем, что вкладной элемент размещают в объеме изделия в процессе изготовления указанного изделия.
28. Изделие по п.21, отличающееся тем, что вкладной элемент размещают в объеме изделия таким образом, чтобы он обеспечивал возможность крепления декоративного изделия к несущей поверхности или крепления к нему различной фурнитуры.
29. Объемное декоративно-художественное изделие, изготовленное в виде объемной фигуры произвольной формы из текучего самоотверждаемого материала, отличающееся тем, что указанное изделие содержит по меньшей мере один вкладной элемент, размещенный в объеме изделия таким образом, что обеспечивается возможность крепления его к другой поверхности, при этом по меньшей мере один вкладной элемент имеет функциональную часть, которая выходит за пределы изделия или граничит с поверхностью изделия.
30. Изделие по п.29, отличающееся тем, что в качестве текучего самоотверждаемого материала используют полиуретан или пенополиуретан.
31. Изделие по п.29, отличающееся тем, что указанная функциональная часть представляет собой резьбу или крепежное кольцо.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2009 |
|
RU2412063C1 |

