Изобретение относится к способам изготовления декоративных изделий, а именно к мебельному производству, в частности при изготовлении объемных (3D) фасадов корпусной мебели, шкафов-купе и стеновых шкафов, кроме того, может быть использовано при изготовлении межкомнатных дверей, сейф-дверей, декоративных стеновых панелей, а также наружных облицовочных 3D-панелей с напылением металла или эмали.
В настоящее время существует способ изготовления 3D-панелей и мебельных фасадов путем фрезерования рельефа на плитах МДФ, ЛДСП и т.п. на станке с числовым программным управлением (ЧПУ), зачастую с последующей ручной обработкой, окраской или ламинированием. Однако данный способ является дорогим и на массовое применение претендовать не может, так как использование станка с ЧПУ для обработки большого количества фасадов требует существенных трудозатрат, что является серьезным недостатком.
Другой способ изготовления мебельных фасадов, используемый в настоящее время, - это фрезерование на плитах МДФ, ЛДСП и т.п. фасонной фрезой на станке с ЧПУ, но не рельефа, а рисунка 2D в плоскости. Этот способ является дешевым, но он не обеспечивает изготовления объемных изделий. Поэтому он не приносит эстетического удовлетворения в современном мире.
Известно декоративное изделие (патент RU 56852 U1, B44C 5/08, опубл. 27.09.2006), способ изготовления которого выбран за прототип. Декоративное изделие содержит жесткий, например, металлический каркас, выполненный в виде рамы, внутри которой жестко закреплены декоративные элементы, являющиеся арматурными элементами, и панель. Панель выполнена из полиуретана, заполняющего внутренний объем каркаса, при этом высота декоративных элементов не превышает высоту рамы. Указанное декоративное изделие получают путем заливки полиуретана, находящегося в жидком состоянии, в готовый каркас с прикрепленными декоративными армирующими элементами и последующего его отверждения, в результате чего образуется панель, армированная декоративными элементами и ограниченная рамой.
Однако данный способ изготовления декоративного изделия имеет следующие недостатки:
1. Для каждой единицы декоративного изделия необходимо осуществлять процесс изготовления металлических декоративных элементов и приваривания их к раме, что требует больших трудозатрат. Поэтому данный способ является достаточно дорогостоящим и технологически сложным.
2. Данный способ не обеспечивает изготовления объемных (3D) изделий.
Технической задачей предлагаемого изобретения является разработка такого способа изготовления декоративных мебельных изделий, который позволил бы получать объемные детали высокого качества, с низкой себестоимостью и при этом был бы технологически несложным.
Для решения поставленной технической задачи и достижения технического результата разработаны три варианта способа изготовления объемных декоративных изделий.
Вариант №1. Способ включает заливку пенополиуретана, находящегося в жидком состоянии, согласно изобретению рассчитанный объем жидкого пенополиуретана заливают в заранее изготовленную матрицу с заданным рельефом, внутреннюю поверхность которой покрывают разделительным средством, после чего сверху накрывают панелью (фасадом) и выдерживают до схватывания верхней оболочки полиуретана, после чего матрицу убирают, с полуфабриката устраняют литьевые дефекты, выдерживают его до полной просушки и придают полуфабрикату эстетический вид готового изделия.
Вариант №2. Способ включает заливку пенополиуретана, находящегося в жидком состоянии, согласно изобретению рассчитанный объем жидкого пенополиуретана заливают в заранее изготовленную матрицу с заданным рельефом, внутреннюю поверхность которой покрывают разделительным средством, сверху накрывают крышкой и выдерживают до схватывания верхней оболочки пенополиуретана, после чего пенополиуретановое изделие освобождают от матрицы, устраняют с него литьевые дефекты и выдерживают до полной просушки, затем наклеивают на панель (фасад) и придают полуфабрикату эстетический вид готового изделия.
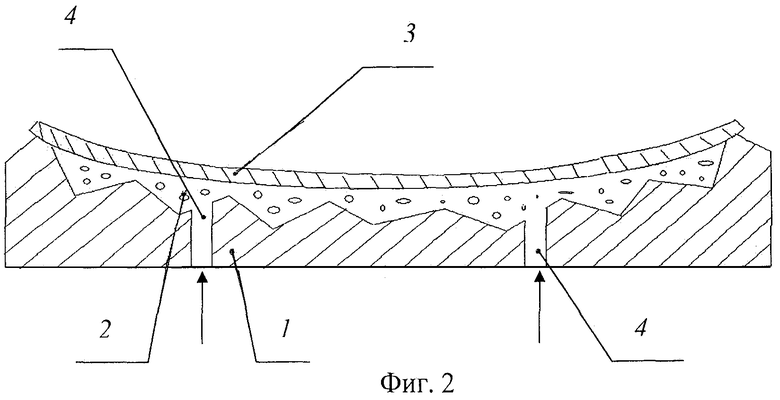
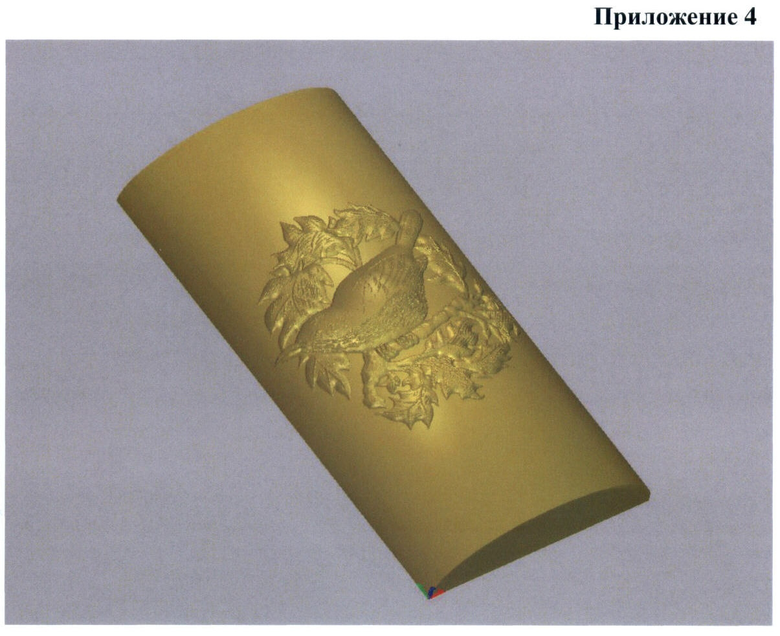
Вариант №3. Способ включает заливку пенополиуретана, находящегося в жидком состоянии, согласно изобретению рассчитанный объем жидкого пенополиуретана заливают в полость между заранее изготовленной под гнутый фасад матрицей с заданным рельефом, внутреннюю поверхность которой смазывают разделительным средством, и прикрепленной к ней гнутой панелью (фасадом), через выполненные в матрице отверстия, выдерживают до схватывания верхней оболочки пенополиуретана, после чего из матрицы достают полуфабрикат, срезают с полуфабриката отливы, образовавшиеся после заливки пенополиуретана в отверстия, устраняют литьевые дефекты, выдерживают его до полной просушки и придают полуфабрикату эстетический вид готового изделия.
Сущность изобретения поясняется фигурами 1, 2 и приложениями 1, 2, 3, 4.
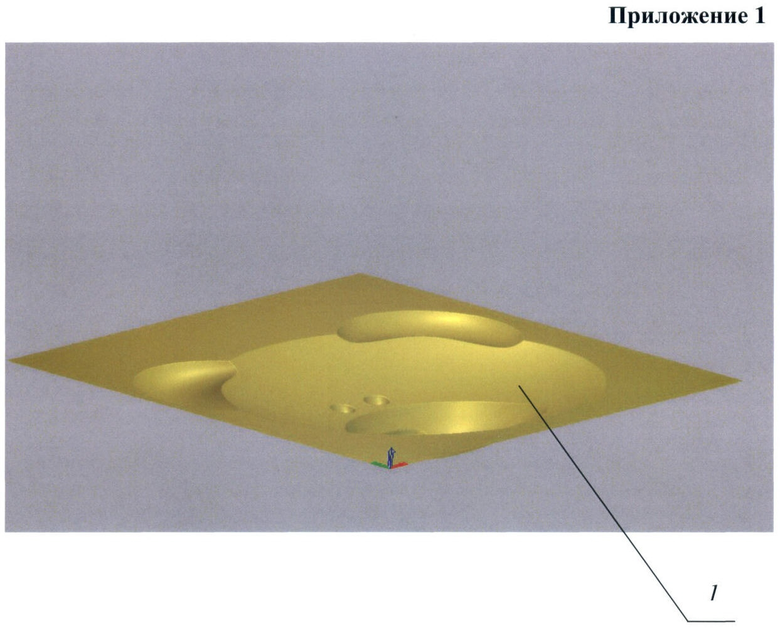
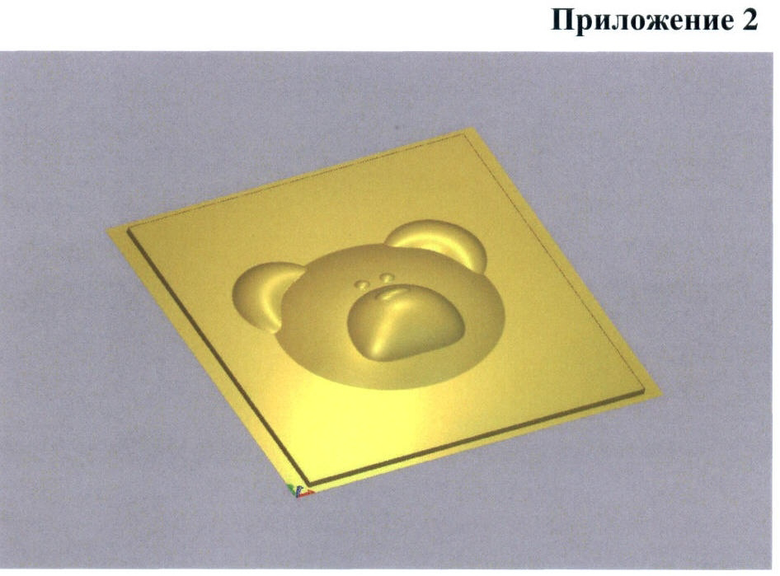
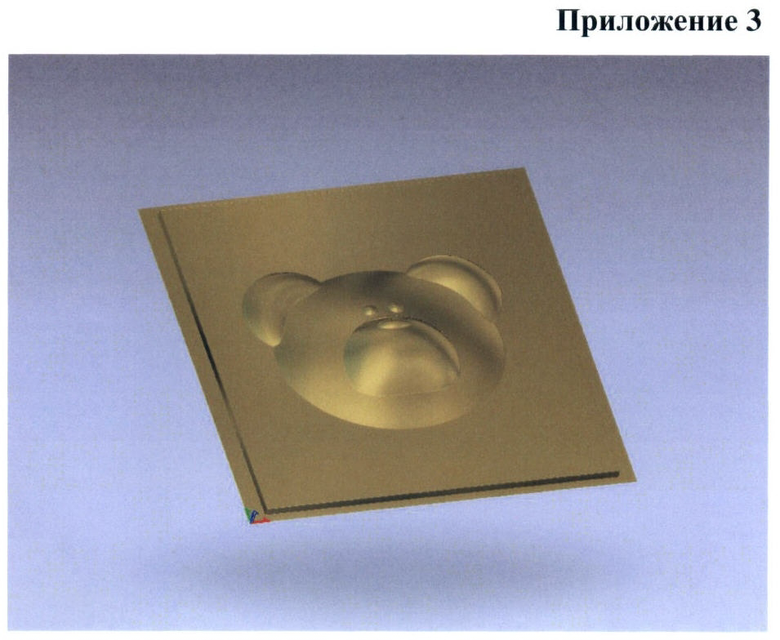
На фиг.1 представлена схема заливки полиуретана в матрицу по вариантам №1 и №2 способа; на фиг.2 - схема заливки полиуретана в матрицу по варианту №3 способа. В приложении 1 представлена матрица с отфрезерованным рельефом по вариантам №1 и №2 способа; в приложении 2 - полуфабрикат с готовым объемным рисунком по вариантам №1 и №2 способа; в приложении 3 - готовое 3D-декоративное изделие по вариантам №1 и №2 способа; в приложении 4 - готовое 3D-декоративное изделие по варианту №3 способа.
Пример осуществления способа изготовления объемных декоративных изделий.
Вариант №1. На координатно-фрезерном станке с числовым программным управлением (ЧПУ) фрезеруют любой (нужный) рельеф матрицы 1 (приложение 1). Матрица 1 может быть выполнена из древесно-волокнистой плиты средней плотности (МДФ), алюминия, стеклопластика и пр. Матрицу 1, выполненную из МДФ, обрабатывают проникающим грунтом или столярным клеем для увеличения жесткости ее поверхности. Дорабатывают до необходимого качества поверхности вручную. После этого смазывают внутреннюю поверхность матрицы разделительным средством. Рассчитанный объем жидкого пенополиуретана 2 (фиг.1) заливают в матрицу под давлением с помощью аппарата для заливки пенополиуретана с рассчитанным временем схватывания (старта). Матрицу 1 накрывают сверху панелью (фасадом) 3 необходимого размера (фиг.1) и прижимают к ней зажимами. Фасадная панель 3 может быть выполнена из древесно-волокнистой плиты средней плотности (МДФ) или ламинированной древесно-стружечной плиты (ЛДСП) (в зависимости от вида изготавливаемого изделия). Через промежуток времени (5-20 мин этого времени хватает на схватывание верхней оболочки пенополиуретана) полуфабрикат достают из матрицы уже с готовым объемным рисунком (приложение 2). Полуфабрикат дорабатывают вручную, устраняя с него какие-либо литьевые дефекты. Затем выдерживают его до полной просушки (примерно сутки) на складе. После этого полуфабрикат доводят до готового изделия (приложение 3) одним из нескольких способов:
- на мембранно-вакуумном прессе полуфабрикат оклеивают пленкой ПВХ и после обрезки получают готовое изделие;
- полуфабрикат обезжиривают, после чего на него наносят грунтовку, краску или напыление металла;
- полуфабрикат доводят до готового изделия с помощью обшивания или склеивания тканью.
Вариант №2. На координатно-фрезерном станке с ЧПУ фрезеруют нужный рельеф матрицы 1 (приложение 1). Матрица 1 может быть выполнена из древесноволокнистой плиты средней плотности (МДФ), алюминия, стеклопластика и пр. Матрицу 1, выполненную из МДФ, обрабатывают проникающим грунтом или столярным клеем для увеличения жесткости ее поверхности. Дорабатывают до необходимого качества поверхности вручную. После этого смазывают внутреннюю поверхность матрицы разделительным средством. Рассчитанный объем жидкого пенополиуретана 2 (фиг.1) заливают в матрицу под давлением с помощью аппарата для заливки пенополиуретана с рассчитанным временем схватывания (старта). Но, в отличие от варианта №1, матрицу 1 накрывают сверху крышкой. Через промежуток времени, необходимый для схватывания верхней оболочки ППУ (5-20 мин), из матрицы достают пенополиуретановое изделие с готовым объемным рисунком, с которого вручную устраняют литьевые дефекты. Пенополиуретановое изделие выдерживают на складе до полной просушки (примерно сутки). Затем вырезают заготовку панели (фасада) необходимого размера, выполненную из МДФ или ЛДСП, и склеивают ее с пенополиуретановым изделием (приложение 2). После этого полуфабрикат доводят до готового изделия (приложение 3) одним из нескольких способов:
- на мембранно-вакуумном прессе полуфабрикат оклеивают пленкой ПВХ и после обрезки получают готовое изделие;
- полуфабрикат обезжиривают, после чего на него наносят грунтовку, краску или напыление металла;
- полуфабрикат доводят до готового изделия с помощью обшивания или склеивания тканью.
Вариант №3. Этот способ применим для изготовления гнутых объемных фасадов. Производство гнутых фасадов уже известно: фасадную панель из МДФ на мембранно-вакуумном прессе изгибают на болванке нужной криволинейной формы до тех пор, пока она не примет изогнутую форму. Однако выполнить на ней рельеф с помощью фрезерного станка с ЧПУ довольно сложно. Поэтому для упрощения технологии изготовления гнутых объемных фасадов разработан способ по варианту №3 изобретения.
По варианту №3 способа изготовления объемных декоративных изделий матрицу 1 изготавливают под гнутый фасад, т.е. она сама имеет скругленную форму (фиг.2). Матрицу 1 выполняют из древесно-волокнистой плиты средней плотности (МДФ), в которой проделывают отверстия 4 в количестве не менее двух. Затем на координатно-фрезерном станке с ЧПУ фрезеруют необходимый рельеф матрицы 1 и обрабатывают ее проникающим грунтом или столярным клеем для увеличения жесткости ее поверхности. Дорабатывают до необходимого качества поверхности вручную. После этого смазывают внутреннюю поверхность матрицы разделительным средством. Далее к матрице 1 зажимами прикрепляют панель (фасад) 3 нужного размера, выполненную из МДФ и предварительно изогнутую до нужной криволинейной формы (фиг.2). После этого через отверстия 4 рассчитанный объем пенополиуретана 2 заливают под давлением в полость между матрицей и изогнутой фасадной панелью. Через 5-20 мин полуфабрикат достают из матрицы уже с готовым объемным рисунком (приложение 4). Срезают с полуфабриката отливы, образовавшиеся после заливки пенополиуретана в отверстия, и дорабатывают его вручную, устраняя какие-либо литьевые дефекты. Затем выдерживают его до полной просушки (примерно сутки) на складе. После этого полуфабрикат доводят до готового изделия одним из нескольких способов:
- на мембранно-вакуумном прессе полуфабрикат оклеивают пленкой ПВХ и после обрезки получают готовое изделие;
- полуфабрикат обезжиривают, после чего на него наносят грунтовку, краску или напыление металла;
- полуфабрикат доводят до готового изделия с помощью обшивания или склеивания тканью.
Таким образом, объемное декоративное изделие, изготовленное описанным способом, становится дешевле за счет литья в форму, поскольку фрезерование объемного рисунка на панели или фасаде на станке с ЧПУ требует больших трудозатрат. А литье пенополиуретана в матрицу с единожды заданным рельефом, которую можно использовать многократно, обеспечивает экономию денежных средств. Кроме того, использование листов из МДФ или ЛДСП при изготовлении объемных фасадов способствует увеличению массы изделия, что обеспечивает устойчивость изделия в отличие от фасадов (панелей), изготовленных только из пенополиуретана (лепнины). Хорошая адгезия жидкого пенополиуретана с любым материалом дает гарантию, что рельеф не отклеится. К тому же заявленный способ изготовления объемных декоративных изделий позволяет в короткий срок изготовить комплект красивых объемных фасадов и панелей для мебели.
Предлагаемые технические решения соответствуют критерию «новизна», так как из уровня техники неизвестны технические решения с предложенной совокупностью признаков.
Предлагаемые технические решения соответствуют критерию «промышленная применимость», так как опробованные варианты способа изготовления объемных декоративных изделий успешно прошли опытную проверку с заявленным техническим результатом.
Изобретение относится к способам изготовления декоративных изделий, а именно к мебельному производству, в частности при изготовлении объемных (3D) фасадов корпусной мебели, шкафов-купе и стеновых шкафов, и может быть использовано при изготовлении межкомнатных дверей, сейф-дверей, декоративных стеновых панелей, а также наружных облицовочных 3D-панелей с напылением металла или эмали. Техническая задача - снижение себестоимости производства и повышение качества получаемых деталей. По варианту №1 способа рассчитанный объем жидкого пенополиуретана заливают в заранее изготовленную матрицу с заданным рельефом, внутреннюю поверхность которой покрывают разделительным средством. Затем матрицу накрывают сверху панелью (фасадом). Через 5-20 минут из матрицы достают полуфабрикат с готовым объемным рисунком, с которого устраняют литьевые дефекты и выдерживают его до полной просушки. Затем полуфабрикату придают эстетический вид готового изделия склеиванием пленкой ПВХ на мембранно-вакуумном прессе, либо нанесением грунтовки, краски или напыления металла после обезжиривания полуфабриката, либо обшиванием или склеиванием тканью. 3 н. и 29 з.п. ф-лы, 6 ил.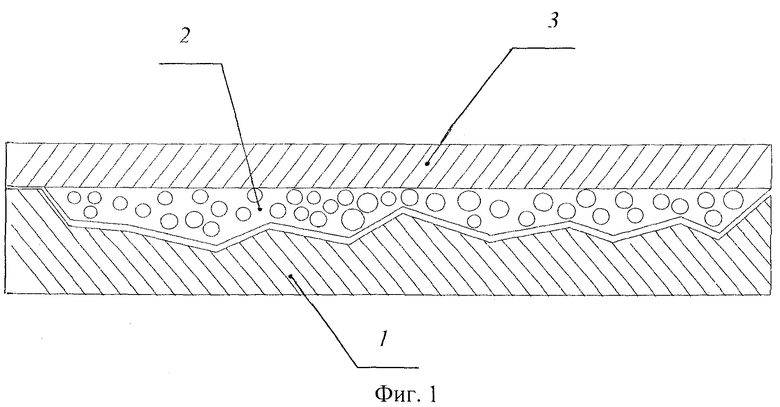
1. Способ изготовления объемных декоративных изделий, включающий заливку пенополиуретана, находящегося в жидком состоянии, отличающийся тем, что рассчитанный объем жидкого пенополиуретана заливают в заранее изготовленную матрицу с заданным рельефом, внутреннюю поверхность которой покрывают разделительным средством, после чего сверху накрывают панелью (фасадом) и выдерживают до схватывания верхней оболочки полиуретана, после чего матрицу убирают, с полуфабриката устраняют литьевые дефекты, выдерживают его до полной просушки и придают полуфабрикату эстетический вид готового изделия.
2. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что матрицу изготавливают из древесно-волокнистой плиты средней плотности (МДФ).
3. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что матрицу изготавливают из алюминия.
4. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что матрицу изготавливают из стеклопластика.
5. Способ изготовления объемных декоративных изделий по п.2, отличающийся тем, что поверхность матрицы обрабатывают проникающим грунтом или столярным клеем для увеличения жесткости ее поверхности.
6. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что матрицу с пенополиуретаном выдерживают 5-20 мин после накрытия матрицы сверху панелью (фасадом).
7. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что литьевые дефекты с полуфабриката устраняют вручную.
8. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что полуфабрикат выдерживают до полной просушки около суток.
9. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что полуфабрикату придают эстетический вид готового изделия склеиванием пленки ПВХ.
10. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что полуфабрикату придают эстетический вид готового изделия с помощью обезжиривания, нанесения грунтовки, краски или напыления металла.
11. Способ изготовления объемных декоративных изделий по п.1, отличающийся тем, что полуфабрикату придают эстетический вид готового изделия путем обшивания или склеивания тканью.
12. Способ изготовления объемных декоративных изделий, включающий заливку пенополиуретана, находящегося в жидком состоянии, отличающийся тем, что рассчитанный объем жидкого пенополиуретана заливают в заранее изготовленную матрицу с заданным рельефом, внутреннюю поверхность которой покрывают разделительным средством, сверху накрывают крышкой и выдерживают до схватывания верхней оболочки, после чего пенополиуретановое изделие освобождают от матрицы, устраняют с него литьевые дефекты и выдерживают до полной просушки, затем наклеивают на панель (фасад) и придают полуфабрикату эстетический вид готового изделия.
13. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что матрицу изготавливают из древесно-волокнистой плиты средней плотности (МДФ).
14. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что матрицу изготавливают из алюминия.
15. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что матрицу изготавливают из стеклопластика.
16. Способ изготовления объемных декоративных изделий по п.13, отличающийся тем, что поверхности матрицы обрабатывают проникающим грунтом или столярным клеем для увеличения жесткости ее поверхности.
17. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что пенополиуретан в матрице выдерживают 5-20 мин.
18. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что литьевые дефекты с полуфабриката устраняют вручную.
19. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что пенополиуретановое изделие выдерживают до полной просушки около суток.
20. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что полуфабрикату придают эстетический вид готового изделия склеиванием пленкой ПВХ.
21. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что полуфабрикату придают эстетический вид готового изделия с помощью обезжиривания, нанесения грунтовки, краски или напыления металла.
22. Способ изготовления объемных декоративных изделий по п.12, отличающийся тем, что полуфабрикату придают эстетический вид готового изделия путем обшивания или склеивания тканью.
23. Способ изготовления объемных декоративных изделий, включающий заливку пенополиуретана, находящегося в жидком состоянии, отличающийся тем, что рассчитанный объем жидкого пенополиуретана заливают в полость между заранее изготовленной под гнутый фасад матрицей с заданным рельефом, внутреннюю поверхность которой смазывают разделительным средством, и прикрепленной к ней гнутой панелью (фасадом), через выполненные в матрице отверстия, выдерживают до схватывания верхней оболочки пенополиуретана, после чего из матрицы достают полуфабрикат, срезают с полуфабриката отливы, образовавшиеся после заливки пенополиуретана в отверстия, устраняют литьевые дефекты, выдерживают его до полной просушки и придают полуфабрикату эстетический вид готового изделия.
24. Способ изготовления объемных декоративных изделий по п.23, отличающийся тем, что матрицу изготавливают из древесно-волокнистой плиты средней плотности (МДФ).
25. Способ изготовления объемных декоративных изделий по п.24, отличающийся тем, что поверхности матрицы обрабатывают проникающим грунтом или столярным клеем для увеличения жесткости ее поверхности.
26. Способ изготовления объемных декоративных изделий по п.23, отличающийся тем, что гнутую панель изготавливают из древесно-волокнистой плиты средней плотности (МДФ).
27. Способ изготовления объемных декоративных изделий по п.23, отличающийся тем, что пенополиуретан в матрице выдерживают 5-20 мин.
28. Способ изготовления объемных декоративных изделий по п.23, отличающийся тем, что литьевые дефекты с полуфабриката устраняют вручную.
29. Способ изготовления объемных декоративных изделий по п.23, отличающийся тем, что полуфабрикат выдерживают до полной просушки около суток.
30. Способ изготовления объемных декоративных изделий по п.23, отличающийся тем, что полуфабрикату придают эстетический вид склеиванием пленкой ПВХ.
31. Способ изготовления объемных декоративных изделий по п.23, отличающийся тем, что полуфабрикату придают эстетический вид с помощью обезжиривания, нанесения грунтовки, краски или напыления металла.
32. Способ изготовления объемных декоративных изделий по п.23, отличающийся тем, что полуфабрикату придают эстетический вид обшиванием или склеиванием тканью.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087308C1 |
| WO 2005025892 A1, 24.03.2005 | |||
| Технологический комплекс нейтрализации резервуаров после слива азотных окислителей | 2016 |
|
RU2617769C1 |
| JP 2055102 A, 23.02.1990 | |||
| Способ устранения явления "темного пятна" в катодных передающих телевизионных трубках типа иконоскопа | 1937 |
|
SU56852A1 |

