Изобретение относится к способу изготовления декоративно-художественных (объемных) изделий, которые могут быть использованы в мебельном производстве, например в качестве мебели или ее фасадных элементов; при изготовлении межкомнатных дверей, обрамлениях дверного проема, а также в качестве элементов интерьера или декора; в отделочных панелях.
Уровень техники
Из уровня техники известен способ изготовления декоративно-художественных изделий (патент RU 2540061, опубликован 27.01.2015 г.), при котором подготавливают 2 формы для литья, заливают в по меньшей мере одну из форм текучий самоотверждаемый материал, соединяют указанные формы с другой формой для придания заданной объемной конфигурации готовому изделию, выдерживают указанный материал в закрытой форме в течение времени, достаточного для его самоотверждения, и извлекают объемное изделие из формы, при этом в по меньшей мере одной из форм предварительно размещают по меньшей мере один вкладной элемент, обеспечивающий возможность соединения поверхности готового изделия с любой другой поверхностью. Недостатком указанного способа является то, что после извлечения из формы изделия имеют белый или желтоватый оттенок, для улучшения эстетического вида которых в процессе производства требуется добавление красителя либо нанесение финишного покрытия на поверхность изделия, что требует дополнительных производственных площадей и значительных трудозатрат.
Наиболее близким аналогом предлагаемого изобретения является способ изготовления объемных декоративных изделий (патент RU 2412063, опубликован 20.02.2011 г.), при котором рассчитанный объем жидкого пенополиуретана заливают в заранее изготовленную матрицу с заданным рельефом, внутреннюю поверхность которой покрывают разделительным средством, затем матрицу накрывают сверху панелью, через 5-20 минут из матрицы достают полуфабрикат, с которого устраняют литьевые дефекты и выдерживают до полной просушки, затем придают эстетический вид оклеиванием пленкой ПВХ, либо нанесением грунтовки, краски и т.п.
Недостатком данного способа является необходимость устранения литьевых дефектов, также для придания эстетического вида изделию требуется дополнительная обработка поверхности - либо нанесение краски, либо оклеивание пленкой ПВХ, что требует дополнительного времени, трудозатрат и производственных площадей.
Техническая задача предлагаемого изобретения - получение изделия из текучего самоотверждаемого материала, покрытого облицовочным материалом, без складок и без потери рисунка материала, с хорошими декоративными свойствами и эстетическим внешним видом, любого профиля, без образования внутренних пустот и литьевых дефектов, не требующих дополнительной обработки поверхности; снижение трудозатрат и себестоимости производства.
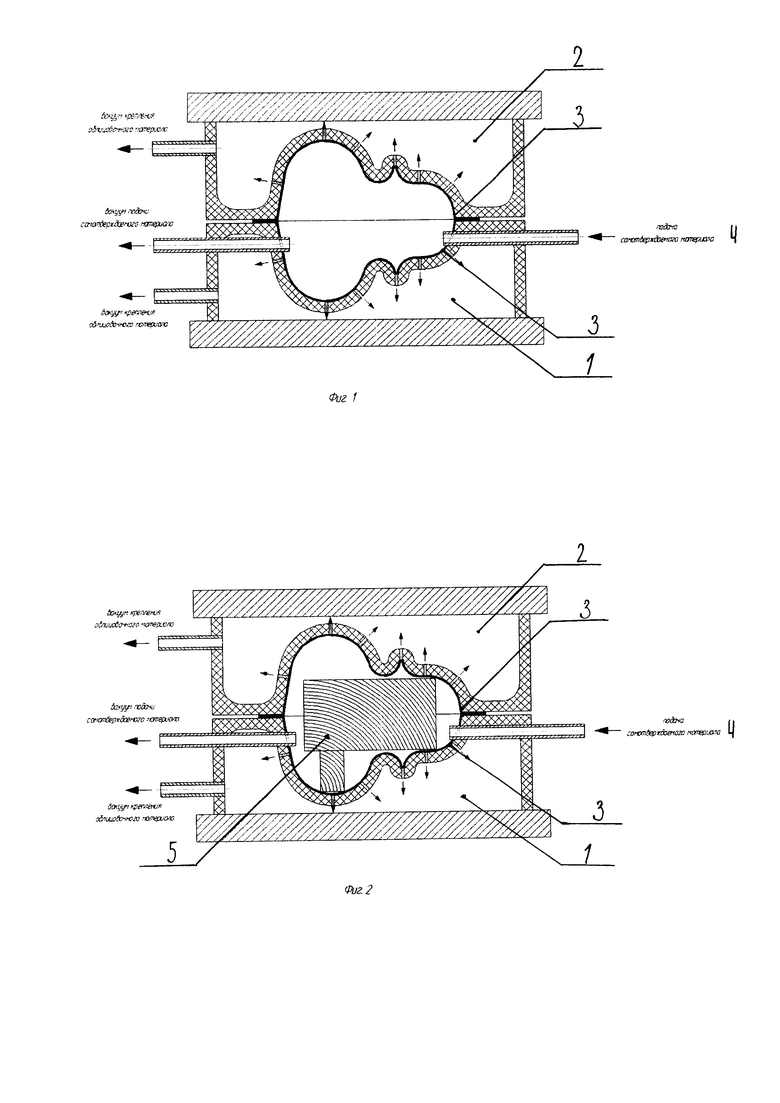
В одном из вариантов осуществления изобретения предлагаемый способ заключается в том, что предварительно изготавливают заливочную форму, состоящую из двух матриц. В по меньшей мере одну из матриц помещают облицовочный материал, предварительно отформованный по пуансону на термовакуумном прессе; вакуумируют пространство между облицовочным материалом и рабочей поверхностью матрицы, матрицы смыкают, вакуумируют полость между матрицами, после чего производят заливку текучего самоотверждаемого материала (Фиг. 1). Изделие выдерживают до полного отверждения материала, после чего вынимают из матрицы, при необходимости производят обрезку облицовочного материала.
Предпочтительно, чтобы давление в полости между матрицами было выше, чем давление между облицовочным материалом и рабочей поверхностью матрицы.
В качестве текучего самоотверждаемого материала может использоваться одно из: полиуретан, пенополиуретан, акриловая смола, эпоксидная смола, полиэфирная смола.
В качестве облицовочного материала может использоваться одна из пленок: полиэтиленфталатная, поливинилхлоридная, полистирольная, полипропиленовая, полиэтиленовая.
Достигаемый технический результат заключается в повышении качества изготавливаемых изделий, не требующих дополнительной обработки поверхности и имеющих хороший эстетический и декоративный внешний вид; а также в снижении себестоимости производства.
По другому варианту осуществления изобретения перед заливкой текучего самоотверждаемого материала в матрице размещают каркас. Каркас выполняет роль несущей конструкции, также он (в случае необходимости) способен заполнить объем изделия, что снижает себестоимость производства. В качестве материала каркаса могут использоваться следующие материалы: дерево, металл, пластмассы, композитные материалы, древесно-волокнистый материал.
В третьем варианте осуществления изобретения перед заливкой текучего самоотверждаемого материала в матрице располагают по меньшей мере один вкладной элемент, обеспечивающий возможность соединения готового изделия с любой другой поверхностью. В качестве вкладного элемента могут использоваться следующие материалы: дерево, металл, пластмассы, композитные материалы, древесно-волокнистый материал.
Краткое описание чертежей:
Фиг. 1 - Заливочная форма с текучим самоотверждаемым материалом и облицовочным материалом в сомкнутом положении.
Фиг. 2 - Заливочная форма с размещенным в ней каркасом.
Фиг. 3 - Заливочная форма с размещенными в ней вкладными элементами для крепления к поверхности.
Фиг. 4 - Вариант готового изделия.
Осуществление изобретения
Примером одного из вариантов осуществления способа может служить изготовление балясины (невысокий фигурный столбик в виде колонны) (Фиг. 4). Деталь может иметь любую форму и размеры, в данном случае с внешней стороны балясина должна быть облицована пленкой ПВХ, имитирующей мрамор.
Процесс осуществления способа начинается с предварительного изготовления заливочной формы, состоящей из 2-х матриц. Существует несколько видов материалов для изготовления форм, в данном примере заливочная форма изготавливается из стеклопластика.
Облицовочный материал 3 (в данном случае в качестве облицовочного материала используется пленка ПВХ, имитирующая мрамор) предварительно формуют по пуансону по заданным размерам и форме. Затем облицовочный материал 3 укладывают на матрицы 1 и 2, откачивают воздух между рабочей поверхностью матрицы и облицовочным материалом 3 для равномерного прилегания пленки. В данном варианте способа в матрицу 1 помещают предварительно изготовленный каркас изделия 5 (в данном случае каркас выполнен из дерева) (Фиг. 2). Матрицы смыкают, полость между матрицами вакуумируют, после чего заливают текучий самоотверждаемый материал 4 (в данном случае используется пенополиуретан) в отмеренной дозировке с помощью заливочной машины в матрицу 1. Изделие выдерживают до полного отверждения материала, после чего извлекают изделие из формы, и, при необходимости, производят обрезку пленки.
Предлагаемый способ позволяет получить изделие сложного профиля (Фиг. 4), не требующего дальнейшей обработки для придания эстетического внешнего вида. По предложенному способу изготовлена партия балясин. Качество деталей хорошее, облицовочная пленка плотно прилегает ко всей поверхности изделия, на изделии нет провалов (внутренних воздушных пустот), пленка хорошо сцеплена с поверхностью детали. Складки и заломы пленки отсутствуют, рисунок не вытянут и не нарушен.
В другом варианте осуществления данного способа перед заливкой текучего самоотверждаемого материала 4 в матрице 1 располагают по меньшей мере один вкладной элемент 6 (Фиг. 3), обеспечивающий возможность соединения готового изделия с любой другой поверхностью. Вкладной элемент обеспечивает возможность крепления изделия как к твердой поверхности, так и крепления к нему различной фурнитуры. Расположение вкладных элементов по объему изделия, их количество и форма могут быть различными, в зависимости от размеров и геометрической конфигурации изготавливаемого изделия; при этом вкладные элементы располагаются так, чтобы обеспечить возможность крепления готового изделия к другой поверхности, либо крепления к нему фурнитуры; так же вкладные элементы могут крепиться к каркасу. В качестве вкладного элемента, в зависимости от требований к готовому изделию, используют следующие материалы: дерево, пластмассы, композитный материал, металл, древесно-волокнистый материал.
Предлагаемый способ может быть осуществлен с помощью известных в технике средств. Применяемые при его осуществлении матрицы и пуансон могут быть изготовлены с помощью известных в технике способов литья и/или механической обработки, вакуумирование может быть произведено с помощью известных устройств вакуумной техники, заливка самоотверждаемого материала - с помощью заливочных машин, формование облицовочного материала - с помощью термовакуумных прессов.
Таким образом, предлагаемый способ обеспечивает технический эффект, выражающийся в получении изделия любого профиля и произвольной формы, с повышением качества изготавливаемых изделий, при этом не требующих дополнительной обработки поверхности для получения хороших декоративных и эстетических свойств; снижение себестоимости производства изделия.

Изобретение относится к способу изготовления декоративно-художественных (объемных) изделий, которые могут быть использованы в мебельном производстве, например, в качестве мебели или ее фасадных элементов; при изготовлении межкомнатных дверей, обрамлениях дверного проема, а также в качестве элементов интерьера или декора; в отделочных панелях. Способ изготовления декоративно-художественных изделий из текучего самоотверждаемого материала, при котором предварительно изготавливают заливочную форму, состоящую из двух матриц, помещают в по меньшей мере одну из матриц облицовочный материал, вакуумируют пространство между облицовочным материалом и рабочей поверхностью матрицы, матрицы смыкают, после чего заливают текучий самоотверждаемый материал, при этом перед помещением облицовочного материала в по меньшей мере одну из матриц его предварительно формуют по пуансону на термовакуумном прессе, а перед заливкой самоотверждаемого материала полость между матрицами вакуумируют. Техническим результатом изобретения являются получение изделия из текучего самоотверждаемого материала, покрытого облицовочным материалом, без складок и без потери рисунка материала, с хорошими декоративными свойствами и эстетическим внешним видом, любого профиля, без образования внутренних пустот и литьевых дефектов, не требующих дополнительной обработки поверхности; снижение трудозатрат и себестоимости производства. 6 з.п. ф-лы, 4 ил.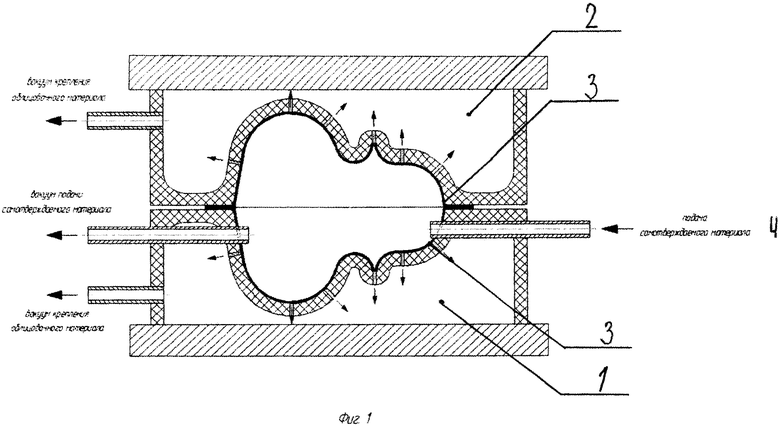
1. Способ изготовления декоративно-художественных изделий из текучего самоотверждаемого материала, при котором предварительно изготавливают заливочную форму, состоящую из двух матриц, помещают в по меньшей мере одну из матриц облицовочный материал, вакуумируют пространство между облицовочным материалом и рабочей поверхностью матрицы, матрицы смыкают, после чего заливают текучий самоотверждаемый материал, отличающийся тем, что перед помещением облицовочного материала в по меньшей мере одну из матриц его предварительно формуют по пуансону на термовакуумном прессе, а перед заливкой самоотверждаемого материала полость между матрицами вакуумируют.
2. Способ по п. 1, отличающийся тем, что в качестве текучего самоотверждаемого материала используют одно из: полиуретан, пенополиуретан, акриловая смола, эпоксидная смола, полиэфирная смола.
3. Способ по п. 1, отличающийся тем, что в качестве облицовочного материала используют одну из пленок: полиэтиленфталатная, поливинилхлоридная, полистирольная, полипропиленовая, полиэтиленовая.
4. Способ по п. 1, отличающийся тем, что перед заливкой текучего самоотверждаемого материала в матрице размещают каркас.
5. Способ по п. 4, отличающийся тем, что в качестве материала каркаса используют: дерево, металл, пластмассы, композитный материал, древесно-волокнистый материал.
6. Способ по п. 1 или 4, отличающийся тем, что перед заливкой текучего самоотверждаемого материала в матрице располагают по меньшей мере один вкладной элемент, обеспечивающий возможность соединения готового изделия с любой другой поверхностью.
7. Способ по п. 6, отличающийся тем, что материал вкладного элемента выбирают из группы, включающей пластмассы, композитный материал, металл, дерево, древесно-волокнистый материал.
| US 6391250 B1, 21.05.2002 | |||
| СИСТЕМА, ЗАЖИМНОЙ ЭЛЕМЕНТ И ЗАПИРАЮЩИЙ ЭЛЕМЕНТ ДЛЯ СОЕДИНЕНИЯ ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ | 2002 |
|
RU2317764C2 |
| МЕТАЛЛИЧЕСКОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2421300C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2009 |
|
RU2412063C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНОГО ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ОБЪЕМНОЕ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2540061C2 |

