Изобретение относится к области оптического приборостроения, в частности к изготовлению высокоточных и крупноразмерных дифракционных оптических элементов (ДОЭ), таких как корректоры волнового фронта (аберраций), дифракционные линзы, фокусаторы, оптические лимбы, шкалы и растры.
Известен способ изготовления ДОЭ, включающий фокусировку лазерного пучка на светочувствительный слой, нанесенный на оптическую заготовку, перемещение сфокусированного лазерного пучка, непрерывное определение расстояния от фокусирующего объектива до точки записи и корректировку плоскости фокусировки лазерного пучка согласно изменению расстояния до точки записи (Патент РФ №2262749 «Способ автоматической фокусировки при записи информации на криволинейных поверхностях», G11B 7/09, опубликовано: 20.10.2005).
Недостатком данного способа является его низкая точность изготовления ДОЭ, обусловленная недостаточной точностью совмещения точки начала системы координат ДОЭ с осью вращения оптической заготовки.
Известен способ изготовления ДОЭ на основе лазерной записи, включающий в себя приведение во вращение оптической заготовки с нанесенным светочувствительным слоем, перемещение сфокусированного лазерного пучка в заданную область оптической заготовки в радиальном направлении, получение данных для записи в прямоугольной системе координат, определение погрешности между полученными данными и картиной записи в полярной системе координат, синхронизацию вращения и перемещения сфокусированного лазерного пучка, запись информации на светочувствительный слой (Патент США №7,693,014 «Laser beam recorder and method for controlling a laser beam recorder*, G11B 5/09, опубликовано 06.04.2010).
Недостатком данного способа является низкая точность изготовления дифракционной структуры, обусловленная недостаточной точностью совмещения точки начала полярной системы координат ДОЭ с осью вращения оптической заготовки.
Известен способ изготовления дифракционного оптического элемента (ДОЭ) в светочувствительном слое, нанесенном на оптическую заготовку, включающий использование устройства позиционирования сфокусированного пучка лазерного излучения, фокусировку пучка лазерного излучения на поверхность светочувствительного слоя оптической заготовки, приведение оптической заготовки во вращение, совмещение точки начала системы координат ДОЭ с осью вращения оптической заготовки, перемещение в процессе изготовления ДОЭ сфокусированного лазерного пучка по поверхности оптической заготовки в радиальном направлении для записи, непрерывное измерение расстояния от текущей точки фокусировки пучка лазерного излучения до точки начала системы координат (Полещук А.Г., Коронкевич В.П., Корольков В.П., Харисов А.А., Черкашин В.В. Синтез дифракционных оптических элементов в полярной системе координат: анализ погрешностей изготовления и их измерение // Автометрия. 1997. №6, стр.42-56), выбранный в качестве прототипа,
Изготовление структуры ДОЭ известным способом производится путем лазерной записи на вращающуюся оптической заготовку. Структура ДОЭ представляет собой набор элементарных ячеек с адресацией в полярной системе координат. Ячейки, перекрываясь, образуют картину полос или дифракционных зон, подобных интерферограммам. Адрес записи произвольной ячейки / в полярной системе координат определяется как Pi(ri, φi), где ri и φi - радиальная и угловая координаты записи (φi определяется как разность между началом угловой координаты (φ=0) и текущим угловым положением вращающейся оптической заготовки). Величина ri отсчитывается от точки начала полярной системы координат r0=0, которой считается точка совмещения оси вращения оптической заготовки с центром записывающего сфокусированного пучка лазерного излучения. В декартовой системе координат адрес записываемой ячейки определяется как Pi(Xi, Yi), где Xi=ricos(φi) и Yi=risin((φi).
Процесс записи вносит погрешности в структуру ДОЭ. Основная погрешность - это расстояние между расчетной Pi и записанной Pi' координатами точек. Определим величину εi=Pi-Pi', как погрешность координаты записи.
Абсолютная погрешность координаты εi зависит от точности перемещения записывающего сфокусированного лазерного пучка относительно вращающейся оптической заготовки. Эта погрешность после записи приводит к появлению дополнительного сдвига фазы волнового фронта светового потока, прошедшего через ДОЭ. Фазовый сдвиг (в долях длины волны излучения лазера λ) определяется по формуле

где m - порядок дифракции; Т - период дифракционной структуры в данной области ДОЭ; ε - погрешность координаты записи в направлении, перпендикулярном дифракционным зонам ДОЭ.
Из формулы (1) следует, что при допустимой погрешности волнового фронта W=0.05, и Т=1.5 мкм, λ=0.633 мкм, m=1, допустимая погрешность координаты записи не должна превышать ε=0.1 мкм. Оптические узлы и системы перемещения лазерных записывающих систем (ЛЗС) обычно устанавливаются на гранитных плитах, опирающихся на виброизолирующие опоры. Температурный коэффициент линейного расширения гранита составляет 8·10-6 1/С°. Таким образом, при изменении температуры окружающей среды на ±0.25 градуса, деформация конструкции ЛЗС при записи ДОЭ с максимальным радиусом rmax=100 мм составит 8·10-6(1/C°)·0.5(C°)·105(мкм)=0.4 мкм, что существенно больше допустимой величины ε погрешности записи.
Погрешность записи в полярной системе координат определяется в основном следующими факторами:
1) ошибкой фиксации точки начала координат записывающего пятна, вызванной погрешностью совмещения начала отсчета радиальной координаты при записи ДОЭ с осью вращения шпинделя устройства записи (данная ошибка имеет две компоненты - вдоль радиального направления перемещения лазерного пучка и поперек его);
2) текущей погрешностью перемещения записывающего пятна в радиальном направлении.
Недостатком известного способа изготовления ДОЭ является его недостаточная точность, обусловленная отсутствием точного совмещения точки начала системы координат с осью вращения оптической заготовки и временным дрейфом точки начала системы координат относительно оси вращения оптической заготовки во время процесса записи.
Перед авторами ставилась задача разработать способ изготовления дифракционного оптического элемента (ДОЭ) с возможностью точного совмещения точки начала системы координат с осью вращения оптической заготовки в течение всего времени записи.
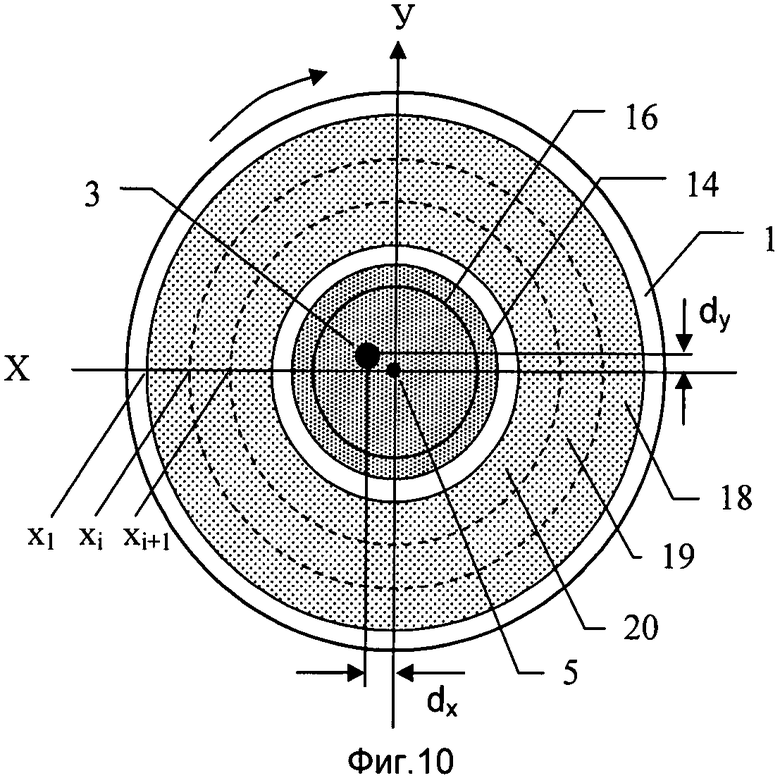
Поставленная задача решается тем, что в способе изготовления дифракционного оптического элемента (ДОЭ), включающе использование устройства позиционирования сфокусированного пучка лазерного излучения, оптической заготовки с нанесенным светочувствительным слоем, фокусировку пучка лазерного излучения на поверхность светочувствительного слоя оптической заготовки, приведение оптической заготовки во вращение, совмещение центра фокусировки пучка лазерного излучения с осью вращения оптической заготовки, выбор точки совмещения центра фокусировки пучка лазерного излучения с осью вращения оптической заготовки за начало отсчета декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, перемещение в процессе изготовления ДОЭ сфокусированного пучка лазерного излучения по поверхности оптической заготовки в радиальном направлении, дополнительно в светочувствительном слое оптической заготовки записывают хотя бы одну реперную структуру, определяют временную зависимость скорости дрейфа реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, причем последнее первоначально совмещено с осью вращения оптической заготовки, корректируют в процессе изготовления ДОЭ расстояние от координаты пучка лазерного излучения до оси вращения оптической заготовки, в зависимости от скорости дрейфа реперной структуры, причем реперную структуру записывают в светочувствительном слое оптической заготовки в виде хотя бы одного трека, выполненного в виде дуги с центром, совпадающим с осью вращения оптической заготовки, при этом запись реперной структуры осуществляют изменением коэффициента отражения или пропускания светочувствительного слоя под воздействием сфокусированного пучка лазерного излучения, далее нанесение реперной структуры производят на участке светочувствительного слоя оптической заготовки вне области изготовления ДОЭ, причем временную зависимость скорости дрейфа реперной структуры, в процессе изготовления ДОЭ определяют по величине смещения центра трека дуги реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, далее в процессе изготовления ДОЭ оптическую заготовку с нанесенным светочувствительным слоем разбивают на кольцевые зоны, а процесс изготовления прерывают между зонами, по крайней мере, один раз для определения скорости дрейфа реперной структуры, при этом величины смещения dXi и dYi реперной структуры, выполненной в виде дуги, вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения определяют, по крайней мере, в ее двух угловых положениях по формулам: dXi=(Rp1-Rp11)/2, dYi=(Rp2-Rp22)/2, где X и Y - оси декартовой системы координат устройства позиционирования центра фокусировки пучка лазерного излучения, причем координата Х расположена вдоль радиального направления перемещения сфокусированного лазерного пучка относительно оптической заготовки, ось Х соответствует радиальной прямой с полярным углом φ=0, ось вращения оптической заготовки перед записью совмещается с началом полярной системы координат r0=0, что соответствует координатам Х=0 и Y=0 в декартовой системе координат, i - номер измерения, Rp1 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N градусов, Rp11 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N+180 градусов, N - вещественное число в диапазоне от 0 до 180, Rp2 - измеренная координата радиального центра трека дуги реперной структуры при угловом положении поверхности N+90 градусов, Rp22 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N+270 градусов, причем временную зависимость скорости дрейфа реперной структуры, выполненной в виде дуги, определяют, по крайней мере, по двум последовательным измерениям смещения реперной структуры, выполненной в виде дуги. Далее скорости дрейфа Vxi и Vyi реперной структуры вдоль осей декартовой системы координат после окончания i-того измерения определяют по формулам: Vxi=(dXi-dXi-1)/(ti-ti-1), Vyi=(dYi-dYi-1)/(ti-ti-1), где dXi - величина смещения реперной структуры по координате X, dYi - величина смещения реперной структуры по координате Y, ti и ti-1 - моменты времени при i и i-1 определениях величины дрейфа реперной структуры, при этом во время t записи изготовления кольцевой зоны расстояние Xw и Yw вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения до оси вращения оптической заготовки определяется по формулам: Xw=Хс+f(Vxi, t); Yw=Yc+f(Vyi, t), где Хс и Yc - расчетное расстояние вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения до оси вращения оптической заготовки, f - функция коррекции расчетного расстояния в зависимости от скорости дрейфа реперной структуры.
Технический эффект заявляемого изобретения заключается в повышении точности изготовления ДОЭ, уменьшении временного дрейфа точки фокусировки лазерного пучка при Х=0, Y=0 относительно оси вращения оптической заготовки во время процесса записи.
Заявляемый способ изготовления дифракционного оптического элемента (ДОЭ) реализуется с помощью устройства для изготовления ДОЭ, схема которого представлена на фиг. 1, где 1 - оптическая заготовка, 2 - светочувствительный слой, 3 - пучок лазерного излучения, 4 - дифракционная структура ДОЭ, 5 - ось вращения оптической заготовки, 6 - лазерный интерферометр, 7 - шпиндель, 8 - блок записи, 9 - фокусирующий объектив, 10 - привод перемещения по оси X, 11 - привод перемещения по оси Y, 12 - измерительное устройство, 13 - управляющий компьютер.
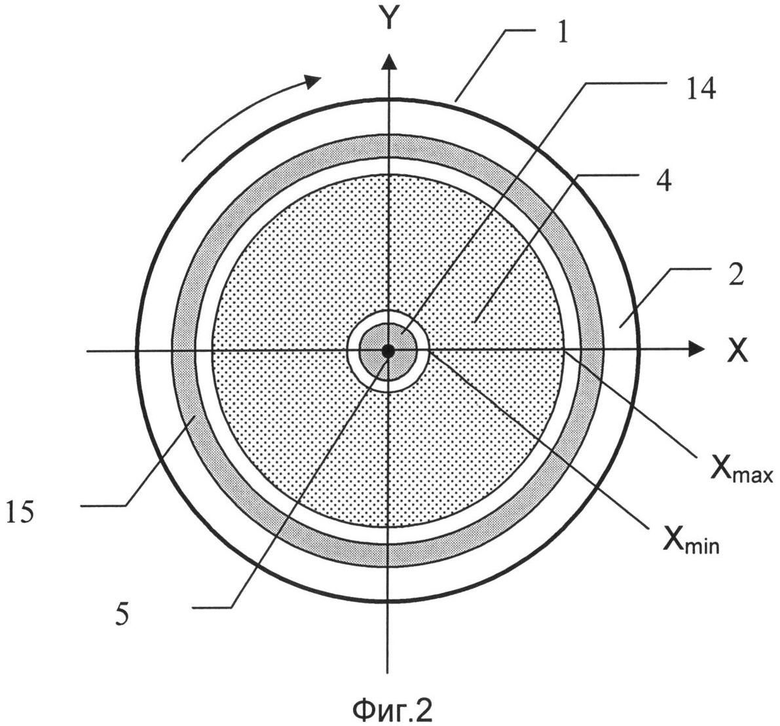
На фиг. 2 приведена схема расположения ДОЭ и реперных структур, где 1 - оптическая заготовка, 2 - светочувствительный слой, 4 - дифракционная структура ДОЭ, 5 - ось вращения оптической заготовки, 14 и 15 - зоны, содержащие реперные структуры.
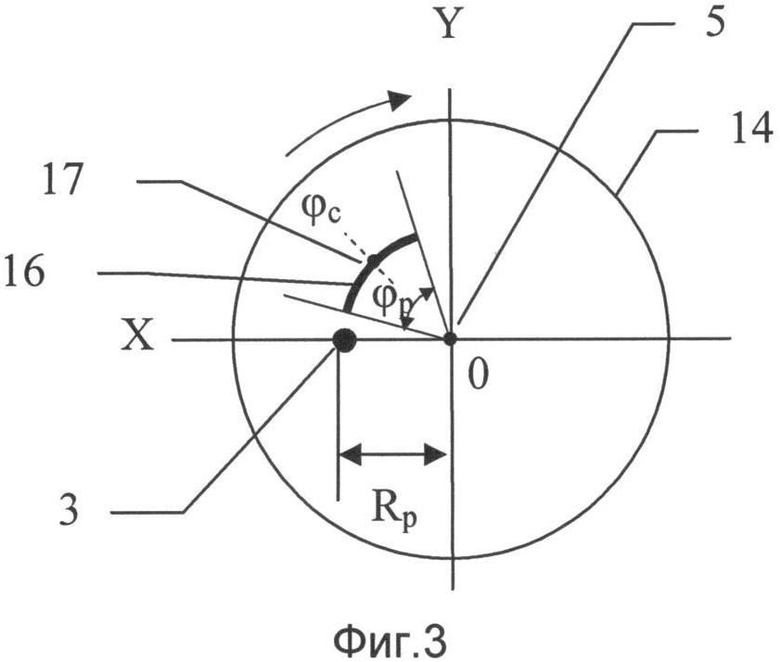
На фиг. 3 приведена схема записи реперной структуры, где 3 - пучок лазерного излучения, 5 - ось вращения оптической заготовки, 14 - зона, содержащая реперные структуры, 16 - реперная структура, Rp - радиус записи реперной структуры, φр - угловой размер реперной структуры, φс - угловой центр трека дуги реперной структуры.
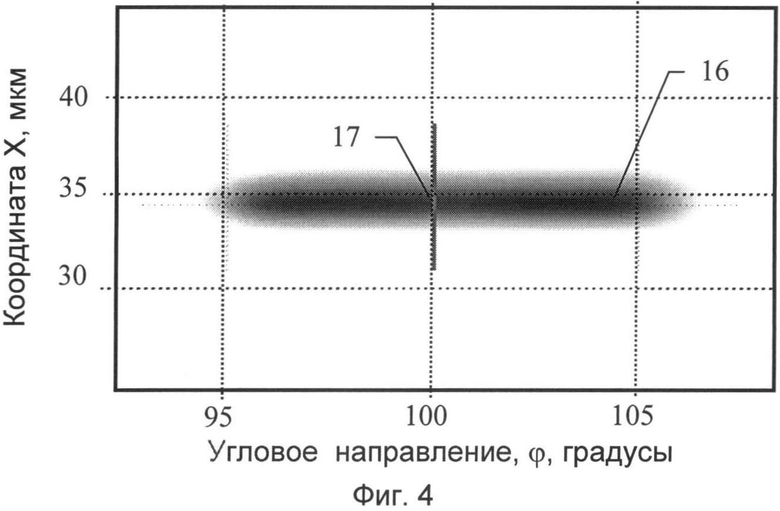
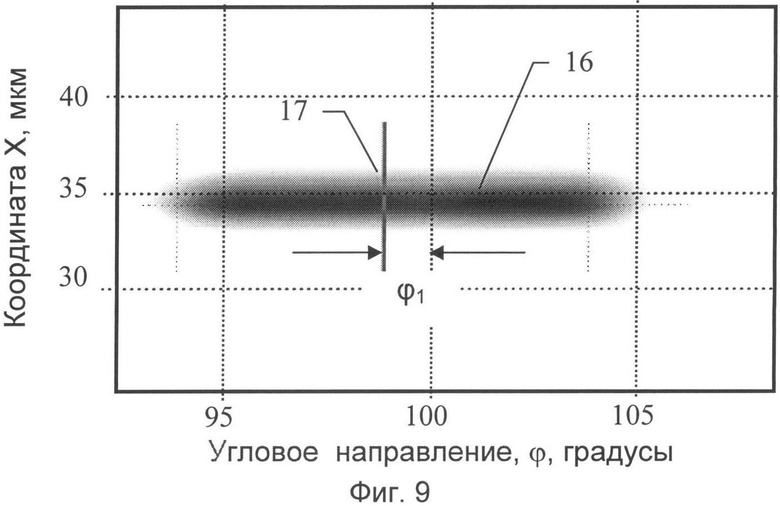
На фиг. 4 приведен пример результата сканирования реперной структуры, где 16 - реперная структура, 17 - центр трека дуги реперной структуры.
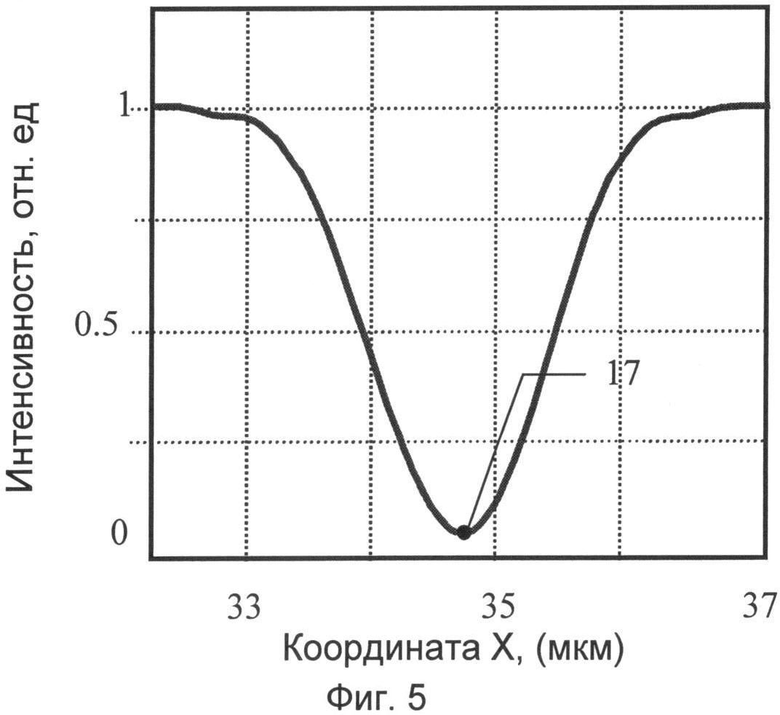
На фиг. 5 приведен пример измеренной интенсивности отраженного света в поперечном сечении дуги, где 17 - центр трека дуги реперной структуры.
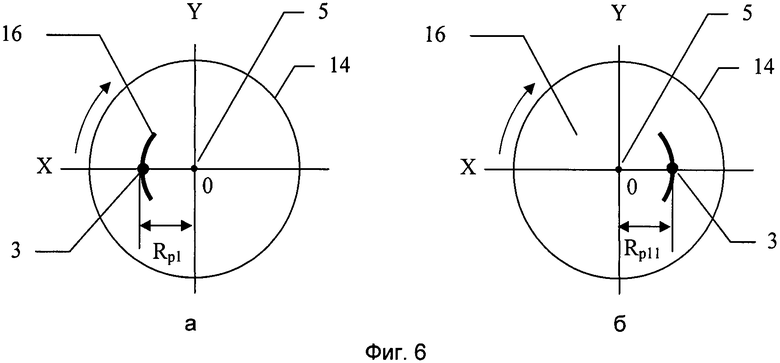
На фиг. 6 (а, б) приведен пример измерения величины смещения центра реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения по оси X. На фиг. 6а изображена схема сканирования реперной структуры по оси Х в двух угловых половых положениях 0 и 180 градусов, на фиг. 6б приведена схема траектории сканирования реперной структуры по оси Х при угловом положении 0 градусов, где 3 - пучок лазерного излучения, 5 - ось вращения оптической заготовки, 14 - зона, содержащая реперные структуры, 16 - реперная структура, 25 - начало отсчета декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, 26 - траектория сканирования реперной структуры вдоль оси X. Rp - радиус дуги реперной структуры относительно оси вращения. Rp1, Rp11 - центры трека дуги реперной структуры рассчитанные соответственно для сканирования с 0 и 180 градусов. dX - смещение реперной структуры по оси X.
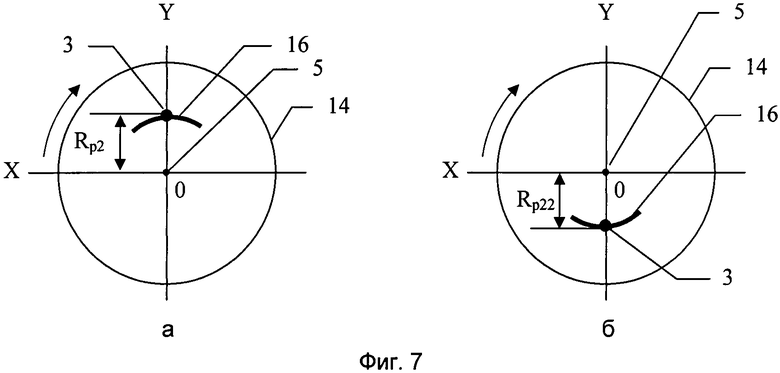
На фиг. 7 (а, б) приведен пример измерения величины смещения центра реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения по оси Y. На фиг. 7а изображена схема сканирования реперной структуры по оси Y в двух угловых половых положениях 90 и 270 градусов, на фиг. 6б приведена схема траектории сканирования реперной структуры по оси Y при угловом положении 90 градусов, где 3 - пучок лазерного излучения, 5 - ось вращения оптической заготовки, 14 - зона, содержащая реперные структуры, 16 - реперная структура, 25 - начало отсчета декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, 26 - трактория сканирования реперной структуры вдоль оси X. Rp - радиус дуги реперной структуры относительно оси вращения. Rp2, Rp22 - центры трека дуги реперной структуры, рассчитанные соответственно для сканирования с 90 и 270 градусов. dY - смещение реперной структуры по оси X.
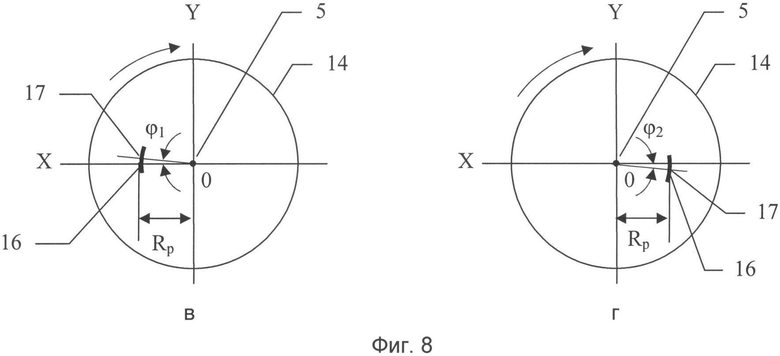
На фиг. 8 приведена схема разбиения ДОЭ на кольцевые зоны, где 25 - начало отсчета декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, 5 - ось вращения оптической заготовки, 14 - зона, содержащая реперные структуры, 16 - реперная структура, 18, 19, 20 - кольцевые зоны.
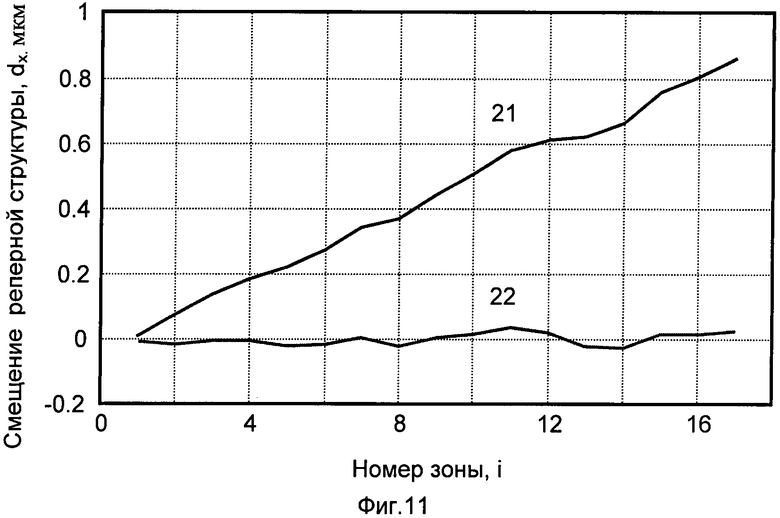
На фиг. 9 приведен пример записи ДОЭ с коррекцией и без коррекции временного дрейфа скорости, где 21 - кривая смещения центра реперной структуры без коррекции, 22 - кривая смещения реперной структуры с коррекцией.
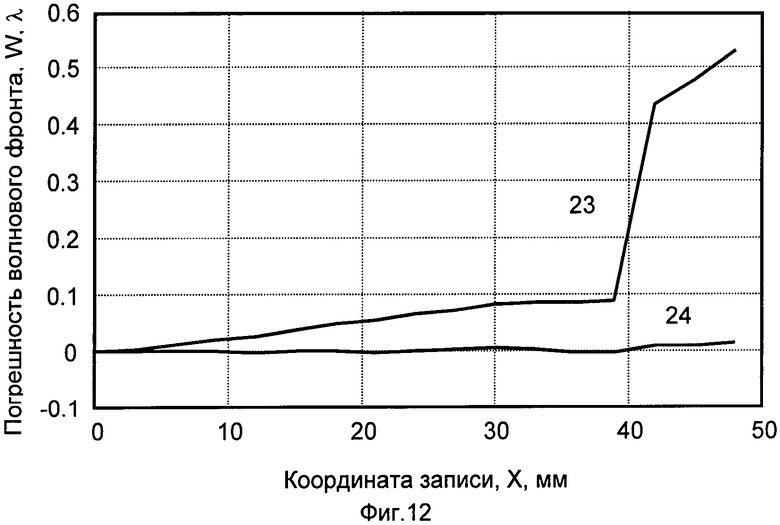
На фиг. 10 приведены погрешности волнового фронта ДОЭ с коррекцией и без коррекции временного дрейфа скорости, где 23 - кривая погрешностей волнового фронта без коррекции, 24 - кривая погрешностей волнового фронта с коррекцией.
Способ изготовления дифракционного оптического элемента (ДОЭ) осуществляют с помощью использования устройства позиционирования (фиг. 1) сфокусированного пучка лазерного излучения следующим образом. Изготовление ДОЭ проводят на вращающейся оптической заготовке 1, покрытой светочувствительным слоем 2, путем фокусировки на ее поверхность пучка лазерного излучения 3 лазером, находящимся в блоке записи 8. Такой процесс изготовления ДОЭ основан на экспонировании локального участка светочувствительного слоя сфокусированным пучком лазера. Выбирают точку совмещения центра фокусировки пучка лазерного излучения с осью вращения оптической заготовки за начало отсчета декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения. Во время процесса изготовления дифракционного оптического элемента, а именно дифракционной структуры 4 ДОЭ, сфокусированный пучок лазерного излучения 3 перемещается по поверхности оптической заготовки в радиальном направлении (вдоль оси X), например, от внешней границы оптической заготовки к оси вращения 5. Здесь и ниже определяется, что ось Х соответствует радиальной прямой с полярным углом φ=0. Ось вращения 5 оптической заготовки перед записью совмещается с началом полярной системы координат r0=0. Это соответствует координатам Х=0 и Y=0 в декартовой системе координат. Первоначально, центр записывающего пучка также совмещается с началом координат Х=0 и Y=0. Величина перемещения вдоль координаты Х непрерывно измеряется измерительным устройством, например лазерным интерферометром 6. Оптическая заготовка 1 крепится на шпиндель 7, снабженный приводом вращения и приводится во вращение. Сфокусированный записывающий пучок лазерного излучения 3 формируется фокусирующим объективом 9, который расположен в блоке записи 8. Блок записи 8 перемещается вдоль оси Х с помощью привода перемещения 10. Перемещение сфокусированного пучка лазерного излучения вдоль оси Y осуществляется приводом перемещения 11, а измерение величины этого перемещения - измерительным устройством 12. Управление шпинделем 7, приводами перемещения 10, 11 осуществляется управляющим компьютером 13 по заданной программе.
Способ изготовления ДОЭ включает несколько основных этапов.
Перед изготовлением ДОЭ, для определения скорости дрейфа, на светочувствительном слое 2 оптической заготовки 1 записывается одна реперная структура 16 в зоне 14 (фиг. 3), или несколько таких реперных структур в зонах 14 и 15, а затем записывается дифракционная структура ДОЭ 4 с минимальным и максимальным радиусом записи, соответственно, Xmin и Xmax. Пример расположения зон показан на фиг. 2.
Реперные структуры в зонах 14 и/или 15 записываются сфокусированным лазерным пучком на светочувствительном слое 2 вне области изготовления ДОЭ 4, для того чтобы не вносить дефекты в его структуру. Реперные структуры в зонах 14 и/или 15 могут быть записаны как в области недалеко от оси вращений 5, так и на периферии оптической заготовки 1. Расположение реперной структуры 16 в зоне 14 недалеко от оси вращения 5 оптической заготовки 1 более предпочтительно, так как в этой области скорость движения светочувствительной среды и торцевые биения вращающейся оптической заготовки 1 малы, а равномерность светочувствительности среды выше. Предпочтительный размер этой области находится в диапазоне 100-200 мкм. Реперная структура 16 в зоне 14 служит для точного совмещения оси вращения оптической заготовки с началом системы координат Х=0 и Y=0, в которой рассчитаны данные структуры ДОЭ.
Реперная структура в зоне 14 недалеко от центра вращения оптической заготовки записывается следующим образом. Реперная структура 16 в зоне 14 записывается, в виде хотя бы одной дуги с центром, совмещенным с осью 5 вращения оптической заготовки, радиусом Rp, угловым размером φр и серединой φс, как показано на Фиг. 3. Запись дуги реперной структуры в зоне 14 производится сфокусированным записывающим лазерным пучком 3 путем локального изменения физико-химических свойств светочувствительного слоя, а именно коэффициентом отражения или пропускания светочувствительного слоя. В светочувствительном слое 2 формируется трек в виде дуги. Если светочувствительная поверхность - пленка фоторезиста или тонкая пленка хрома, то запись производится выбором мощности лазерного излучения, достаточной для плавления или испарения материала пленки. Типичная ширина записанного трека в виде дуги составляет 0.5-0.8 мкм, радиус записи Rp=50-100 мкм, а угловой размер выбирается от φр=0.5-2° до φр=360°.
Реперная структура 16 в зоне 14 в виде дуги, записанная на светочувствительном слое 2, с центром, совпадающим с осью вращения оптической заготовки, нанесенным на поверхность вращающейся оптической заготовки 1, после записи составляет с ней одно целое. Дрейф положения реперной дуги вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения является индикатором величины временного дрейфа сфокусированного пучка лазерного излучения относительно оси вращения заготовки во время процесса записи ДОЭ. Для определения величины скорости дрейфа положения реперной структуры 16 производят измерения координат центра трека дуги реперной структуры. При этом под центром трека дуги реперной структуры подразумевается вычисленная координата дуги по Х или Y координате, которая находится методом среднего значения минимумов интенсивности по всем срезам вдоль реперной структуры. Измерения производятся следующим образом. Оптическая заготовка 1 приводится во вращение с той же скоростью, при которой проводилась запись трека дуги. Сфокусированный пучок лазерного излучения 3 осуществляет сканирование области дуги реперной структуры 16, перемещаясь вдоль координаты Х (фиг. 6б). Во время сканирования величина отраженного (или прошедшего сквозь оптическую заготовку) излучения измеряется фотоприемником, расположенным в блоке записи 8 устройства для изготовления ДОЭ, который передает в управляющий компьютер 13 сигнал, пропорциональный величине отраженного или прошедшего излучения. Сфокусированный пучок лазерного излучения перед началом сканирования перемещается на координату

где Rp - радиус дуги реперной структуры, d - диапазон сканирования.
Величина диапазона d=3-6 мкм выбирается больше ширины дуги на светочувствительном слое 2. Затем осуществляется сканирование этого диапазона с шагом перемещения dX=10-50 нм вдоль координаты Х по направлению, например, от края оптической заготовки 1 к центру вращения. Одновременно, за счет вращения оптической заготовки 1, осуществляется сканирование дуги реперной структуры 16 в угловом направлении с шагом dφ в диапазоне от φс-φd/2 до φс+φd/2, где φd - угловой диапазон сканирования, который определяется по формуле φd=К*φр, где К=2-5. Шаг сканирования в угловом направлении выбирается dφ=0.1-1 угл. мин. Пример результата сканирования реперной структуры 16 в виде дуги показан на фиг. 4. В данном примере реперная структура 16 в виде дуги была записана с параметрами Rp=35 мкм; φс=100°; φр=10°. На фиг. 4 темным цветом показаны зарегистрированные значения интенсивности отраженного света (двумерное представление). Типичная зависимость (сечение) измеренной интенсивности отраженного света (в относительных единицах) от координаты Х показаны на фиг. 5. Точка 17, соответствующая минимуму отраженного света при сканировании, показывает положение центра трека Rp1 реперной структуры в виде дуги по координате X. В данном примере измеренная координата по оси Х центра трека реперной структуры в виде дуги составляет Rp1=34.75 мкм.
Для определения величины dXi смещения реперной структуры, выполненной в виде дуги, вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения 25 по оси Х проводят измерение положения центра трека дуги реперной структуры Rp1, по крайней мере, в ее двух угловых положениях по формуле:

где X ось декартовой системы координат устройства позиционирования центра фокусировки пучка лазерного излучения, причем координата Х расположена вдоль радиального направления перемещения сфокусированного лазерного пучка относительно оптической заготовки, i - номер измерения, Rp1 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N градусов, Rp11 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N+180 градусов, N - вещественное число в диапазоне от 0 до 180.
На фиг. 6 (а, б) показан пример измерения координат центра 17 трека дуги реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения 25 вдоль координаты X. Измерение производится в момент, когда реперная структура 16 в виде дуги при вращении пересекает ось Х (Фиг. 6б). После измерения координаты центра трека дуги реперной структуры Rp1 аналогичным образом производится измерение координаты центра трека дуги реперной структуры Rp11 при повороте заготовки на 180 градусов.
Измерение величины смещения реперной структуры 16 в виде дуги вдоль оси Y осуществляется путем сканирования сфокусированным пучком лазерного излучения 3 вдоль оси Y. Для определения величины dYi смещения центра трека дуги реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения 25 по оси Y проводят измерение положения центра трека дуги реперной структуры Rp2, по крайней мере, при двух углах поворота по формуле:

где Y - ось декартовой системы координат устройства позиционирования центра фокусировки пучка лазерного излучения, i - номер измерения, Rp2 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N+90 градусов, Rp22 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N+270 градусов, где N - вещественное число в диапазоне от 0 до 180 градусов.
На фиг. 7 (а, б) показан пример измерения координат центра 17 трека дуги реперной структуры 16 вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения 25 вдоль координаты Y. Измерение производится в момент, когда реперная структура 16 в виде дуги при вращении пересекает ось Y (Фиг. 7б). После измерения координаты центра трека дуги реперной структуры Rp2 (Фиг. 7а) аналогичным образом производится измерение координаты центра трека дуги реперной структуры Rp22 (Фиг. 7а) при повороте поверхности на 180 градусов.
Скорость дрейфа реперной структуры Vx и Vy вдоль осей декартовой системы координат Х и Y вычисляется в моменты времени t1 и t2 по нескольким измерениям смещения реперной структуры в виде дуги вдоль осей декартовой системы координат после окончания i-того измерения по формулам:


где dXi - величина смещения реперной структуры по координате X, dYi - величина смещения реперной структуры по координате Y, ti и ti-1 - моменты времени при i и i-1 определениях скорости дрейфа реперной структуры.
Так, например, из выражения 5а следует, что если ti-ti-1=10 мин, dXi-1=0, dXi=0.1 мкм, то скорость дрейфа по координате Х будет Vx=0.01 мкм/мин.
Время записи структура ДОЭ с максимальным размером xmax=100-150 мм может составлять несколько часов. При этом изменяются внешние условия окружающей среды, например температура, давление, влажность, вибрации и пр., поэтому скорость дрейфа, определяемая формулами (5а) и (5б), может меняться. Это приведет к искажению структуры записываемого элемента.
Для увеличения точности записи, в процессе изготовления ДОЭ оптическую заготовку с нанесенным светочувствительным слоем разбивают на кольцевые зоны (n≥1 зон). В качестве примера, на Фиг. 8 показаны кольцевые зоны 18, 19 и 20, n=3. Каждая кольцевая зона имеет начальный радиус Xi, где i - номер записываемой кольцевой зоны, ширину Li и время записи ti. У внешней зоны Xi=Xmax.
Процесс изготовления прерывают между зонами по крайней мере, один раз для определения скорости дрейфа реперной структуры. После каждой i-й кольцевой зоны производится измерение смещения реперной структуры 16 вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения 25 dxi и dyi по формулам (3), (4) и определяют скорость дрейфа реперной структуры по формулам (5а) и (5б).
Для компенсации дрейфа начала координат во время записи кольцевой зоны расчетные координаты записи непрерывно корректируются. Расстояние Xw и Yw вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения до оси вращения оптической заготовки определяется по формулам:


где Хс и Yc - расчетное расстояние вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения до оси вращения оптической заготовки, f - функция коррекции расчетного расстояния в зависимости от скорости дрейфа реперной структуры.
Далее, во время t записи кольцевой зоны величина коррекции Xw и Yw координаты пучка лазерного излучения до оси вращения оптической заготовки определяется по формулам:
Xw=Хс+f(Vxi, t);
Yw=Yc+f(Vyi, t);
где Хс и Yc - расчетное расстояние вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения до оси вращения оптической заготовки, f - величина коррекции расчетного расстояния в зависимости от скорости дрейфа реперной структуры
На фиг. 9 приведен пример записи ДОЭ с максимальным радиусом Xmax=48 мм и минимальным периодом дифракционной структуры 1.65 мкм. Структура ДОЭ в соответствии с предлагаемым способом разбивалась на зоны размером 3 мм. После окончания записи каждой зоны проводилось измерение смещения реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения 25 и вычислялась скорость дрейфа. Кривая 21 показывает смещения реперной структуры (и, соответственно, структуры ДОЭ) вдоль оси Х во время записи без коррекции. Кривая 22 показывает смещение координат записи ДОЭ вдоль оси Х с коррекцией дрейфа. Видно, что без коррекции погрешность записи структуры ДОЭ к концу записи достигает 0.84 мкм. При введенной коррекции погрешность записи структуры ДОЭ не превышает 0.03 мкм, что более чем в 25 раз меньше.
На фиг. 10 приведены результаты расчета погрешности волнового фронта дифракционной структуры ДОЭ по формуле (1) в зависимости от координаты записи. Кривая 23 показывает погрешность волнового фронта вдоль оси Х при записи без коррекции. Такая погрешность будет у известного способа изготовления ДОЭ. Кривая 24 показывает погрешность волнового фронта вдоль оси Х с коррекцией дрейфа согласно предлагаемому способу записи. Видно, что погрешность волнового фронта не превышает 0.02λ, где λ - длина волны.
Таким образом, предложенный способ записи обеспечивает существенное повышение качества записываемых ДОЭ за счет увеличения точности совмещения начала точки координат с осью вращения оптической заготовки и уменьшения временного дрейфа точки начала координат во время процесса записи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПОГРЕШНОСТИ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ (ДОЭ) | 2015 |
|
RU2587528C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК | 2006 |
|
RU2334944C2 |
| УСТРОЙСТВО ДЛЯ ОПТИЧЕСКОЙ ЗАПИСИ ДИФРАКЦИОННЫХ СТРУКТУР | 2008 |
|
RU2377615C1 |
| Способ повышения точности синтеза топологии элементов | 2017 |
|
RU2675077C1 |
| Способ многопозиционной лазерной резки с использованием дифракционных оптических элементов | 2019 |
|
RU2730359C1 |
| УСТРОЙСТВО ДОПОЛНЕННОЙ РЕАЛЬНОСТИ НА ОСНОВЕ ИЗОГНУТНОГО ВОЛНОВОДА, СПОСОБ РАБОТЫ УПОМЯНУТОГО УСТРОЙСТВА, ОЧКИ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ НА ОСНОВЕ УПОМЯНУТОГО УСТРОЙСТВА | 2022 |
|
RU2801055C1 |
| СПОСОБ ЗАПИСИ ИНФОРМАЦИИ ВНУТРИ КРИСТАЛЛА АЛМАЗА | 2020 |
|
RU2750068C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛНОВОДНЫХ, ПРОСТРАНСТВЕННО-НЕОДНОРОДНЫХ И ДИФРАКЦИОННЫХ СТРУКТУР В ПРИПОВЕРХНОСТНЫХ ОБЛАСТЯХ ЭЛЕКТРООПТИЧЕСКИХ КРИСТАЛЛОВ | 2024 |
|
RU2833176C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВОЛНОВОДНЫХ, ПРОСТРАНСТВЕННО-НЕОДНОРОДНЫХ И ДИФРАКЦИОННЫХ СТРУКТУР В ПРИПОВЕРХНОСТНЫХ ОБЛАСТЯХ ЭЛЕКТРООПТИЧЕСКИХ КРИСТАЛЛОВ | 2024 |
|
RU2834606C1 |
| МУЛЬТИФОКАЛЬНАЯ ИНТРАОКУЛЯРНАЯ ЛИНЗА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2303961C1 |
Способ может быть использован для изготовления высокоточных и крупноразмерных дифракционных оптических элементов (ДОЭ). Способ включает фокусировку пучка лазерного излучения на поверхность светочувствительного слоя оптической заготовки, приведение ее во вращение, совмещение центра фокусировки пучка лазерного излучения с осью вращения заготовки, выбор точки совмещения центра фокусировки пучка лазерного излучения с осью вращения оптической заготовки за начало отсчета декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, перемещение сфокусированного пучка лазерного излучения по поверхности оптической заготовки в радиальном направлении. Дополнительно в светочувствительном слое заготовки записывают хотя бы одну реперную структуру, определяют временную зависимость скорости дрейфа реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения и корректируют в процессе изготовления ДОЭ расстояние от координаты пучка лазерного излучения до оси вращения оптической заготовки, в зависимости от скорости дрейфа реперной структуры. Технический результат - повышение точности совмещения точки начала системы координат с осью вращения оптической заготовки в течение всего времени изготовления. 9 з.п. ф-лы, 12 ил.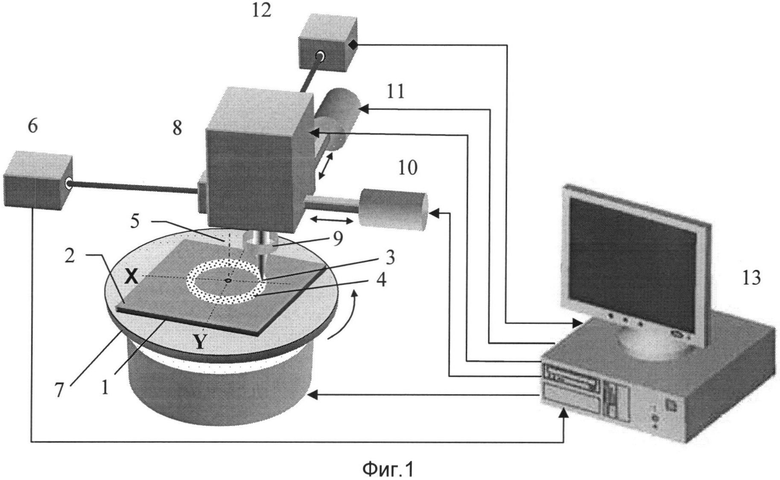
1. Способ изготовления дифракционного оптического элемента (ДОЭ), включающий использование устройства позиционирования сфокусированного пучка лазерного излучения, оптической заготовки с нанесенным светочувствительным слоем, фокусировку пучка лазерного излучения на поверхность светочувствительного слоя оптической заготовки, приведение оптической заготовки во вращение, совмещение центра фокусировки пучка лазерного излучения с осью вращения оптической заготовки, выбор точки совмещения центра фокусировки пучка лазерного излучения с осью вращения оптической заготовки за начало отсчета декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, перемещение в процессе изготовления ДОЭ сфокусированного пучка лазерного излучения по поверхности оптической заготовки в радиальном направлении, отличающийся тем, что дополнительно в светочувствительном слое оптической заготовки записывают хотя бы одну реперную структуру, определяют временную зависимость скорости дрейфа реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения, причем последнее первоначально совмещено с осью вращения оптической заготовки, корректируют в процессе изготовления ДОЭ расстояние от координаты пучка лазерного излучения до оси вращения оптической заготовки, в зависимости от скорости дрейфа реперной структуры.
2. Способ по п.1. отличающийся тем, что реперную структуру записывают в светочувствительном слое оптической заготовки в виде хотя бы одного трека, выполненного в виде дуги с центром, совпадающим с осью вращения оптической заготовки.
3. Способ по п.1. отличающийся тем, что запись реперной структуры осуществляют изменением коэффициента отражения или пропускания светочувствительного слоя под воздействием сфокусированного пучка лазерного излучения.
4. Способ по п.1. отличающийся тем, что нанесение реперной структуры производят на участке светочувствительного слоя оптической заготовки вне области изготовления ДОЭ.
5. Способ по п.2, отличающийся тем, что временную зависимость скорости дрейфа реперной структуры, в процессе изготовления ДОЭ, определяют по величине смещения центра трека дуги реперной структуры вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения.
6. Способ по п.1 отличающийся тем, что в процессе изготовления ДОЭ оптическую заготовку с нанесенным светочувствительным слоем разбивают на кольцевые зоны, а процесс изготовления прерывают между зонами по крайней мере один раз для определения скорости дрейфа реперной структуры.
7. Способ по п.5, отличающийся тем, что величины смещения dXi и dYi реперной структуры, выполненной в виде дуги, вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения определяют по крайней мере в ее двух угловых положениях по формулам
dXi=(Rp1-Rp11)/2;
dYi=(Rp2-Rp22)/2,
где Х и Y - оси декартовой системы координат устройства позиционирования центра фокусировки пучка лазерного излучения, причем координата Х расположена вдоль радиального направления перемещения сфокусированного лазерного пучка относительно оптической заготовки, ось Х соответствует радиальной прямой с полярным углом φ=0, ось вращения оптической заготовки перед записью совмещается с началом полярной системы координат r0=0, что соответствует координатам Х=0 и Y=0 в декартовой системе координат, i - номер измерения, Rp1 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N градусов, Rp11 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N+180 градусов, N - вещественное число в диапазоне от 0 до 180, Rp2 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N+90 градусов, Rp22 - измеренная координата центра трека дуги реперной структуры при угловом положении поверхности N+270 градусов.
8. Способ по любому из пп.2 и 5, отличающийся тем, что временную зависимость скорости дрейфа реперной структуры, выполненной в виде дуги, определяют по крайней мере по двум последовательным измерениям смещения реперной структуры, выполненной в виде дуги.
9. Способ по любому из пп.2, 5, 7 отличающийся тем, что скорости дрейфа Vxi и Vyi реперной структуры вдоль осей декартовой системы координат после окончания i-го измерения определяют по формулам
Vxi=(dXi-dXi-1)/(ti-ti-1);
Vyi=(dYi-dYi-1)/(ti-ti-1),
где dXi - величина смещения реперной структуры по координате X, dYi - величина смещения реперной структуры по координате Y, ti, и ti-1 - моменты времени при i и i-1 определениях скорости дрейфа реперной структуры.
10. Способ по любому из пп.2 и 6. отличающийся тем, что во время t записи изготовления кольцевой зоны расстояние Xw и Yw вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения до оси вращения оптической заготовки определяется по формулам
Xw=Хс+f(Vxi, t);
Yw=Yc+f(Vyi, t),
где Хс и Yc - расчетное расстояние вдоль осей декартовой системы координат устройства позиционирования сфокусированного пучка лазерного излучения до оси вращения оптической заготовки, f - функция коррекции расчетного расстояния в зависимости от скорости дрейфа реперной структуры.
| Полещук А.Г | |||
| и др | |||
| Синтез дифракционных оптических элементов в полярной системе координат: анализ погрешностей изготовления и их измерение, Автометрия, 1997, N6, с.42-56 | |||
| US 2007253295 A1, 01.11.2007 | |||
| УСТРОЙСТВО ДЛЯ ОПТИЧЕСКОЙ ЗАПИСИ ДИФРАКЦИОННЫХ СТРУКТУР | 2008 |
|
RU2377615C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ФОКУСИРОВКИ ДЛЯ ЗАПИСИ ИНФОРМАЦИИ НА КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЯХ | 2002 |
|
RU2262749C2 |

