Изобретение относится к цветной металлургии, в частности к электролитическому производству алюминия, а именно к области управления электролизом алюминия.
Управление составом электролита при электролитическом производстве алюминия является важным резервом в повышении технико-экономических показателей алюминиевого электролизера и одной из первостепенных задач управления технологией электролиза алюминия в целом.
Известен стандартный способ контроля состава электролита, когда криолитовое отношение (отношение содержания фторида алюминия к фториду натрия) (КО) определяется кристаллооптическими или рентгено-дифрактометрическими методами в лабораторных условиях после отбора проб. Согласно заводским инструкциям пробы электролита отбираются 1 раз в 3 суток специальными пробоотборниками из отверстия в криолитоглиноземной корке алюминиевого электролизера (Янко Э.А. Производство алюминия. СПбГУ, СПб.: 2007, 376 с.).
Недостатком способа является то, что отбор образцов электролита для анализа его химического состава обычно осуществляется один раз в три дня, что является недостаточным с точки зрения оперативности контроля, так как величина криолитового отношения может существенно изменяться в течение нескольких часов. В связи с этим электролизер длительное время работает с отклонением параметров от заданных значений, что влечет за собой снижение показателей эффективности его работы.
Известен «Способ контроля технологических параметров электролита алюминиевого электролизера» (патент RU 2471019, кл. C25C 3/20, опубл. 27.12. 2011 г.) Способ включает измерение силы тока и расчет технологических параметров, при этом измерение значения силы тока Iэ и уровня электролита lэ осуществляют при помощи изолированного пробойника автоматизированной системы питания глиноземом, в качестве технологических параметров рассчитывают электрическое сопротивление слоя электролита Rэ и криолитовое отношение, измерения значений постоянного тока проводят при максимальных амплитудах тока, измерения электрического сопротивления слоя электролита - при постоянном уровне электролита lэ и постоянном значении напряжения, равном 24 В, значения электрического сопротивления слоя электролита калибруют в соответствии с текущим значением криолитового отношения электролита, рассчитанные значения криолитового отношения калибруют со значениями стандартных образцов электролита с получением калибровочного коэффициента, учитывающего содержание фтористых добавок.
Недостатком данного способа является то, что на действующем алюминиевом электролизере невозможно поддерживать постоянный уровень электролита, так как алюминиевый электролизер является саморегулирующейся системой, т.е. при охлаждении происходит замерзание электролита на стенках катода (объем электролита снижается), происходит затягивание лунок в районе пробойника автоматизированной системы питания глиноземом (возникновение проблемы с измерением) и наоборот. При нагреве объем электролита увеличивается за счет таяния намерзшего на стенки катода электролита, лунки распустятся, и на пробойник налипнет сырье, приводящее к дополнительной изоляции и погрешности в измерении. Также напряжение 24 В для алюминиевого электролизера является аномальным, при котором, помимо расхода электроэнергии, происходит большой выброс загрязняющих веществ, разрушающих озоновый слой, что ухудшает экологическую ситуацию.
Известен способ регулирования электролизера для получения алюминия путем восстановления из глинозема, растворенного в ванне расплавленного криолита. Изобретение включает формирование на внутренних стенках корпуса корки затвердевшего расплава криолита, определяют показатель В, называемый показателем развития корки и чувствительный к развитию указанной корки затвердевшего расплава криолита, и изменяют по меньшей мере одно из средств регулирования электролизера, таких как межполюсное расстояние (Н), и/или по меньшей мере одну операцию управления, такую как добавление ALF3, в зависимости от полученного значения указанного показателя. Показатель можно определять на основании электрических измерений на электролизере и/или на основании измерений площади слоя жидкого металла. Изобретение позволяет эффективно регулировать электролизер при значениях силы тока, достигающих 500 кА, с электролитической ванной, содержащей более 11% AlF3, и существенно сокращать число измерений содержания AlF3 в ванне (патент RU 2280716, кл. C25C 3/20, опубл. 27.07. 2006 г.).
Недостатком данного способа является то, что измерение площади слоя жидкого металла на действующем электролизере можно выполнить только инструментально (лимитируется погрешностью используемого инструмента для измерения) в нескольких сечениях.
Наиболее близким к предлагаемому изобретению является способ автоматического контроля криолитового отношения электролита, в котором путем перемещения анода и регистрации изменения сопротивления электролизера и времени перемещения анода определяют величину удельной электропроводимости электролита, далее вычисляют криолитовое отношение электролита, сравнивают это значение с заданным значением и при отклонении криолитового отношения от заданного значения производят корректировку состава электролита (заявка №2000110682, кл. C25C 3/20. 04.2000, опубл.27.12.2011 г.).
Недостатком данного способа является то, что чем чаще на электролизере происходят регулировки напряжения, тем чаще происходит пересчет, а как известно, частые регулировки происходят на электролизерах с нарушенным технологическим ходом, также на расчетную величину удельной электропроводимости влияет различное время перемещения анодного массива. При прогнозировании криолитового отношения учитывается, что содержание глинозема в электролите постоянное, но фактически на современных электролизерах постоянного содержания глинозема в электролите добиться не возможно, концентрация колеблется от 1,8 до 4%.
Задачей заявляемого изобретения является повышение стабилизации химического состава электролита.
Технический результат, получаемый при реализации предлагаемого технического решения, заключается в снижении отклонения фактического криолитового отношения от его целевого значения.
Технический результат достигается за счет того, что в способе автоматического контроля криолитового отношения электролита алюминиевого электролизера, включающем перемещение анодной рамы, измерение силы тока, напряжения на электролизере, расчет текущих значений удельного сопротивления электролита и определение криолитового отношения электролита, удельное сопротивление электролита определяют при перемещении анодной рамы с фиксированной длительностью через равные промежутки времени в направлении вверх-вниз, по зависимости:
Uуд=ТП×6/VмпА,
где:
Uуд - удельное сопротивление электролита [мВ/мм],
Vмпа - скорость привода механизма перемещения анодной рамы [мм/мин],
ТП - тестовое перемещение [мВ/с], определяемое как:
ТП=(ΔUвверх+ΔUвниз)/2/τ,
где:
ΔUвверх - разница напряжения при перемещении анодной рамы вверх, мВ;
ΔUвниз - разница напряжения при перемещении анодной рамы вниз, мВ;
τ - время перемещения, с,
измеряют температуру ликвидуса и определяют криолитовое отношение электролита в зависимости от удельного сопротивления электролита и температуры ликвидуса по уравнению:
КОпрогноз=-3.47145-0.0051×Uуд+0.0063×ТЛ,
где: КОпрогноз - прогнозируемое значение криолитового отношения,
Uуд - удельное сопротивление электролита [мВ/мм],
ТЛ - температура ликвидуса электролита [°С].
Определяют удельное сопротивление электролита при перемещении анодной рамы через промежутки времени от 0, 08 ч до 24 ч, а перемещают анодную раму в течение от 0,5 с до 60 с.
Величина промежутка времени устанавливается в зависимости от цикла выполнения технологических операций на электролизере, частоты отбора проб электролита для выполнения анализа состава электролита и выполнения технологических замеров, а величина перемещения устанавливается в зависимости от номинальной скорости двигателя, люфта домкратов и крутящего момента редукторов, установленных на электролизере.
Основное отличие предложенного способа заключается в проведении измерения удельного сопротивления электролита на электролизере путем выполнения «тестовых перемещений» анодной рамы, при которых определяется величина изменения напряжения за указанную длительность перемещения. Другими отличиями от предложенного способа по прототипу являются:
- измерение температуры ликвидуса;
- фиксированная длительность перемещения анодной рамы;
- перемещение анодной рамы в обоих направлениях (вверх/вниз);
- измерение изменения напряжения через равные промежутки времени.
Полученный способ расчета криолитового отношения, помимо удельного сопротивления электролита, учитывает фактически замеренную температуру ликвидуса, которая характеризует текущий состав электролита (содержание глинозема, фторида кальция, фтористого алюминия и др. компонентов).
Сущность предложенного изобретения заключается в следующем.
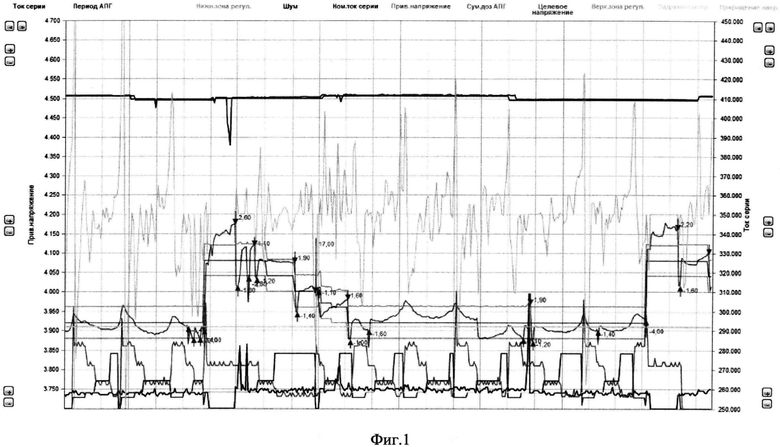
На фигуре 1 показан пример регулирования напряжения в ПО «Elvis», где одним из основных алгоритмов управления современным электролизером является алгоритм регулирования напряжения, цель которого заключается в поддержании фактического напряжения на электролизере в соответствии с целевым значением напряжения.
Для принятия решения о необходимости регулирования напряжения, если нет ограничений по регулированию (нахождение вне зоны нечувствительности), рассчитывается необходимое время для перемещения анодной рамы. Для расчета времени перемещения используется параметр «коэффициент регулирования» - количество милливольт за единицу времени.
ТРЕГ=(UЦЕЛ_UПР)/К,
где: ТРЕГ - время регулирования напряжения [сек];
UЦЕЛ - целевое напряжение [мВ];
UПР - фактическое напряжение [мВ];
К - коэффициент регулирования [мВ/сек].
Оценивая динамику основных технологических параметров, используя принцип: чем «кислей» электролит, тем его сопротивление выше, и наоборот, на основе многолетних наблюдений выявлена зависимость между коэффициентом регулирования и криолитовым отношением (фигуры 2, 3). Основной значимой причиной, не позволяющей выявить зависимость между коэффициентом регулирования и КО, является отсутствие корреляционной зависимости (фигура 2) или положительная корреляция (фигура 3).
Отсутствие корреляции по отдельным электролизерам объясняется спецификой алгоритма пересчета коэффициента регулирования, где после регулирования, оценки разницы между рассчитанным и реальным изменением напряжения производится корректировка коэффициента регулирования. Таким образом, чем чаще на электролизере происходят регулировки напряжения, тем чаще происходит пересчет коэффициента регулирования, а как известно, частые регулировки происходят на электролизерах с нарушенным технологическим ходом. Также на величину коэффициента регулирования влияет различное время перемещения анодной рамы.
Суммируя вышесказанное: различная периодичность регулирования (неравные промежутки времени) и различная длительность движения анодной рамы только вверх или только вниз не позволяет адекватно выявить зависимость криолитового отношения от коэффициента регулирования.
Для оценки удельного сопротивления электролита предложено выполнять на электролизере «тестовые перемещения» анодной рамы, при которых определяется величина изменения напряжения за указанную длительность перемещения. По сути «тестовые перемещения» определяют параметр, что и «коэффициент регулирования», однако основными отличиями являются:
- фиксированная длительность перемещения анода;
- перемещение анодной рамы в обоих направлениях;
- оценка через равные промежутки времени;
- исключение влияния технологических операций.
На фигуре 4 представлена динамика изменения напряжения при выполнении «тестового перемещения», где 1, 2, 3 - интервал оценки напряжения; 4, 5 - перемещение анодной рамы.
После успешного регулирования анодной рамы «вверх - пауза - вниз» «тестовое перемещение» пересчитывается в удельное сопротивление электролита, для простоты в общении названное «коэффициент перемещения» - количество милливольт на миллиметр движения привода механизма перемещения анодной рамы [мВ/мм].
Uуд=ТП×6/VМПА,
где: Uуд - удельное сопротивление электролита, коэффициент перемещения [мВ/мм];
ТП - тестовое перемещение [мВ/сек];
VМПА - скорость привода механизма перемещения анодной рамы [мм/мин].
Если укрупненно рассматривать закон Ома, падение напряжения в 1 см электролита МПР приблизительно составляет:

где: ΔV - напряжение (разность потенциалов), В;
ρ - удельное сопротивление, Ом·м;
i - плотность тока, А/м2.
Таким образом, «тестовые перемещения» позволили точнее, чем коэффициент регулирования, оценивать падение напряжения в электролите, а при пересчете косвенно оценивать сопротивление электролита.
Дальнейшим шагом в разработке алгоритма являлось проведение регрессионного анализа по исследованию влияния основных технологических параметров (независимых переменных) на изменение «коэффициента перемещения» (зависимая переменная), предсказание значения зависимой переменной с помощью независимых, определение вклада отдельных независимых переменных в вариацию зависимой.
Для этого в ПО «Elvis» был реализован расчет «коэффициента перемещения» относительно выполненных «тестовых перемещений» анодной рамы (фигура 5).
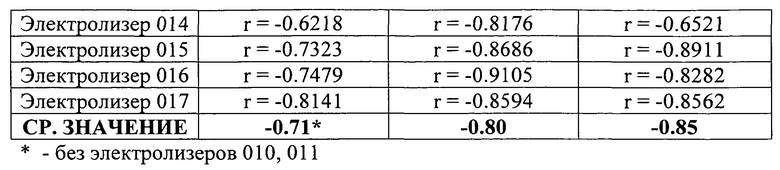
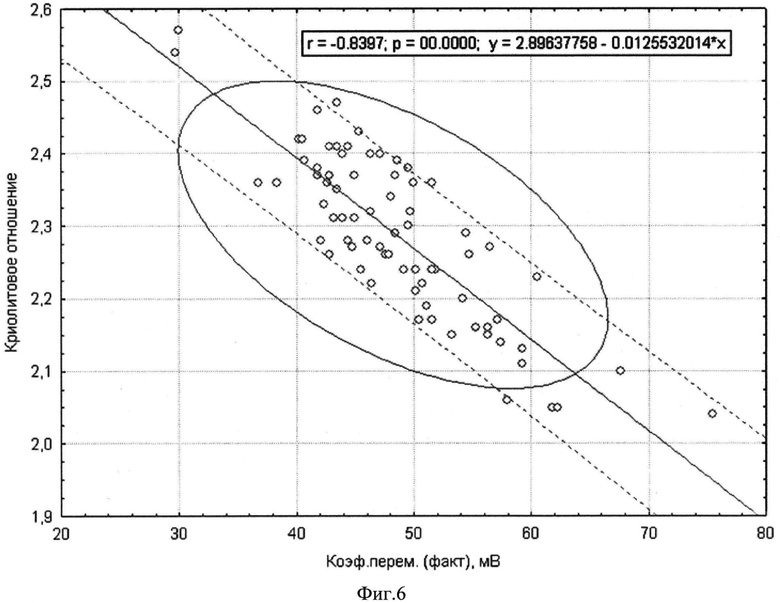
На фигуре 6 показана корреляционная зависимость между «коэффициентом перемещения» и КО. Проведенный анализ показал, что отдельно по электролизерам три основных технологических параметра (криолитовое отношение, измеренная температура электролита и ликвидуса) значительно влияют на изменение «коэффициента перемещения» (фигура 6, таблица 1). Между анализируемыми параметрами наблюдается значимая отрицательная корреляционная зависимость со средним коэффициентом корреляции -0,71 до -0,85 (т.е. при повышении одного параметра другой снижается).
С целью анализа связи между несколькими независимыми переменными (какие из независимых переменных дают больший вклад в предсказание КО), а также построения уравнения, описывающего зависимость криолитового отношения от коэффициента перемещения, температуры электролита и ликвидуса выполнен множественный регрессионный анализ (таблица 2).
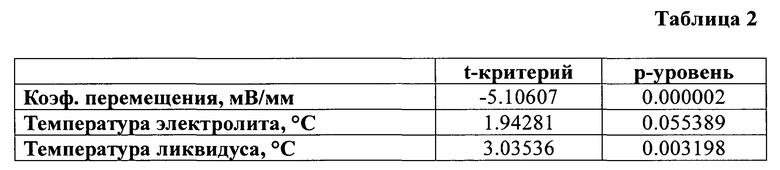
Из представленной таблицы видно, что t - критерий по температуре электролита достаточно низок и уровень надежности составляет >0,05. Данный факт свидетельствует о низком влиянии температуры электролита на определение значения криолитового отношения.
Коэффициент перемещения и температура ликвидуса оказывают значительное влияние на определение значения криолитового отношения (|t|>2, p<0,05)1 (1 Критерий Стьюдента - критерий применяется для проверки нулевой гипотезы о равенстве средних значений двух совокупностей, |t|>2 говорит о том, что уровень значимости высокий, р<0,05 уровень ошибки <5%.) и данная зависимость описывается следующим уравнением:
КОпрогноз=-3.47145-0.0051×Uуд+0.0063×ТЛ,
где: КОпрогноз - прогнозируемое значение криолитового отношения [д.ед.],
Uуд - удельное сопротивление электролита [мВ/мм],
ТЛ - температура ликвидуса электролита измеренная прибором МИТЭЛИК [°С].
Управление технологическим процессом на электролизерах мощностью 400 кА по прогнозируемому криолитовому отношению, определенному по удельному сопротивлению электролита путем выполнения «тестовых перемещений» анодной рамы и определения коэффициента перемещения, позволяет снизить стандартное отклонение фактического криолитового отношения от целевого значения с 0,059 до 0,038.
Для оценки адекватности полученной модели в 2010-2013 гг. проводились сравнительные анализы динамики фактического криолитового отношения и прогнозируемого криолитового отношения по коэффициенту перемещения.
Полученные результаты показали, что корреляция между прогнозируемым криолитовым отношением по коэффициенту перемещения и фактическим криолитовым отношением составляет 0,89.
Применение разработанного алгоритма в системе управления технологией электролиза, прогнозирование с высокой достоверностью обеспечило повышение качества ведения технологического процесса путем оперативного контроля теплового режима, стабилизации состава электролита на заданном оптимальном уровне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОЭНЕРГЕТИЧЕСКИМ РЕЖИМОМ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2326188C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ | 2020 |
|
RU2730828C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2007 |
|
RU2359071C2 |
| СПОСОБ УПРАВЛЕНИЯ АЛЮМИНИЕВЫМ ЭЛЕКТРОЛИЗЕРОМ ПРИ ИЗМЕНЕНИИ СКОРОСТИ РАСТВОРЕНИЯ ГЛИНОЗЕМА | 2004 |
|
RU2255149C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ РЕЖИМОМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2217528C1 |
| СПОСОБ ИНТЕНСИФИКАЦИИ ПРОЦЕССА ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ НА ЭЛЕКТРОЛИЗЕРАХ С САМООБЖИГАЮЩИМИСЯ АНОДАМИ И БОКОВЫМ ТОКОПОДВОДОМ | 2002 |
|
RU2207408C1 |
| СПОСОБ УПРАВЛЕНИЯ АЛЮМИНИЕВЫМ ЭЛЕКТРОЛИЗЕРОМ | 1996 |
|
RU2106435C1 |
| Способ автоматического регулирования алюминиевого электролизера | 1990 |
|
SU1724713A1 |
| Способ автоматического регулирования алюминиевого электролизера | 1988 |
|
SU1548270A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ КРИОЛИТОГЛИНОЗЕМНЫХ РАСПЛАВОВ | 2020 |
|
RU2742633C1 |



Изобретение относится к цветной металлургии, в частности к электролитическому производству алюминия, а именно к области управления электролизом алюминия. Способ автоматического контроля криолитового отношения электролита алюминиевого электролизера, включающий измерение силы тока, напряжения на электролизере, расчет текущих значений сопротивления электролита и определение криолитового отношения электролита, сравнение криолитового отношения с заданным значением и корректировку криолитового отношения электролита при отклонении от заданного значения. Данным способом определяют удельное сопротивление электролита при перемещении анодной рамы с фиксированной длительностью, через равные промежутки времени, в направлении вверх-вниз, после чего преобразуют удельное сопротивление в коэффициент перемещения, измеряют температуру ликвидуса и определяют криолитовое отношение электролита в зависимости от коэффициента перемещения и/или температуры ликвидуса. При этом коэффициент перемещения равен: Uуд=ТП×6/VМПА, где: Uуд - удельное сопротивление электролита, коэффициент перемещения [мВ/мм]; VМПА - скорость привода механизма перемещения анодной рамы [мм/мин]; ТП - тестовое перемещение [мВ/с], определяемое как: ТП=(ΔUвверх+ΔUвниз)/2/τ, где: ΔUвверх - разница напряжения при перемещении анодной рамы вверх, мВ; ΔUвниз - разница напряжения при перемещении анодной рамы вниз, мВ; τ - время перемещения, с. Определяют удельное сопротивление электролита при перемещении анодной рамы в течение от 0,5 с до 60 с через промежутки времени от 0,08 ч до 24 ч. Способ позволяет снизить стандартное отклонение фактического криолитового отношения от целевого значения с 0,059 до 0,038. 2 з.п. ф-лы, 6 ил.
1. Способ автоматического контроля криолитового отношения электролита алюминиевого электролизера, включающий перемещение анодной рамы, измерение силы тока, напряжения на электролизере, расчет текущих значений удельного сопротивления электролита и определение криолитового отношения электролита, отличающийся тем, что удельное сопротивление электролита определяют при перемещении анодной рамы с фиксированной длительностью через равные промежутки времени в направлении вверх-вниз по зависимости:
Uуд=ТП×6/VМПА,
где:
Uуд - удельное сопротивление электролита [мВ/мм],
VМПА - скорость привода механизма перемещения анодной рамы [мм/мин],
ТП - тестовое перемещение [мВ/с], определяемое по уравнению:
ТП=(ΔUвверх+ΔUвниз)/2/τ,
где:
ΔUвверх - разница напряжения при перемещении анодной рамы вверх, мВ,
ΔUвниз - разница напряжения при перемещении анодной рамы вниз, мВ,
τ - время перемещения, с,
измеряют температуру ликвидуса и определяют криолитовое отношение электролита в зависимости от удельного сопротивления электролита и температуры ликвидуса по уравнению:
КО прогноз = - 3,47145 - 0,0051 × U уд + 0,0063 × ТЛ,
где:
КО прогноз - прогнозируемое значение криолитового отношения,
ТЛ - температура ликвидуса электролита, [˚C].
2. Способ по п.1, отличающийся тем, что определяют удельное сопротивление электролита при перемещении анодной рамы через промежутки времени от 0,08 ч до 24 ч.
3. Способ по п.1, отличающийся тем, что перемещают анодную раму в течение от 0,5 с до 60 с.
| RU 2000110682 A, 27.12.2001 |

