Область техники
Настоящее изобретение относится к способу удаления углекислого газа из технологического газа с помощью контактирования технологического газа с аммонизированным раствором.
Уровень техники
Большая часть энергии, используемой сегодня в мире, образуется за счет сжигания углерод- и водородсодержащего топлива, такого как уголь, нефть и природный газ, а также другого органического топлива. При таком сжигании образуются дымовые газы, содержащие высокие концентрации углекислого газа. Из-за обеспокоенности по поводу глобального потепления существует возрастающая потребность в сокращении выбросов углекислого газа в атмосферу, в связи с чем были разработаны способы удаления углекислого газа из дымовых газов, до того как газ выпускается в атмосферу.
WO 2006/022885 описывает один такой способ удаления углекислого газа из дымового газа, этот способ включает улавливание углекислого газа из дымового газа, охлажденного до температуры ниже температуры окружающей среды (предпочтительно между 0°C и 20°C, более предпочтительно между 0°C и 10°C) в абсорбере CO2 с помощью аммонизированного раствора или суспензии. CO2 поглощается аммонизированным раствором в абсорбере при температуре между 0°C и 20°C, более предпочтительно между 0°C и 10°C, после чего аммонизированный раствор регенерируют в регенераторе при повышенном давлении и температуре, чтобы позволить CO2 выделиться из аммонизированного раствора в виде высокочистого газообразного углекислого газа.
Сущность изобретения
Целью настоящего изобретения является улучшение поглощения углекислого газа аммонизированным раствором.
Данную цель, а также другие цели, которые станут ясны из последующего описания, достигают согласно настоящему изобретению с помощью рассматриваемых ниже соответствующих аспектов.
Согласно одному аспекту настоящего изобретения предлагается способ удаления нелетучих соединений из циркулирующего потока аммонизированного раствора системы удаления CO2, системы, приспособленной для удаления углекислого газа (CO2) из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляют из газового потока с помощью потока аммонизированного раствора, упомянутый способ включающий: введение части циркулирующего потока аммонизированного раствора в устройство газожидкостной сепарации; разделение введенного аммонизированного раствора на обогащенную аммиаком газовую фазу и жидкую фазу, содержащую нелетучие соединения; и повторное введение обогащенной аммиаком газовой фазы в циркулирующий поток аммонизированного раствора.
Нелетучие соединения могут вводиться и накапливаться в аммонизированном растворе системы с помощью, например, технологического газа и/или химических реагентов, таких как аммиак, которые добавляют в аммонизированный раствор. Нелетучие соединения могут оказывать неблагоприятное воздействие на систему или процесс удаления CO2, или в большинстве случаев увеличивают коррозийную способность аммонизированного раствора.
Согласно некоторым вариантам осуществления система удаления углекислого газа может далее включать установку улавливания CO2, включающую абсорбер CO2, выполненный с возможностью приема содержащего CO2 газового потока и контактирования этого газового потока с потоком аммонизированного раствора, так что CO2 удаляется из газового потока с помощью потока аммонизированного раствора с образованием обогащенного CO2 потока аммонизированного раствора.
Согласно некоторым вариантам осуществления система удаления углекислого газа может далее включать установку регенерации, включающую регенератор, выполненный с возможностью приема обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2, и выделения CO2 из аммонизированного раствора с образованием обедненного CO2 потока аммонизированного раствора, и возвращения упомянутого обедненного CO2 потока аммонизированного раствора в установку улавливания CO2.
Согласно другому аспекту настоящего изобретения предлагается система удаления углекислого газа (CO2) для удаления CO2 из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляется из газового потока потоком аммонизированного раствора, упомянутая система включает: устройство газожидкостной сепарации, выполненное с возможностью приема части циркулирующего потока аммонизированного раствора, разделения полученного аммонизированного раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу, и повторного введения обогащенной аммиаком газовой фазы в циркулирующий поток аммонизированного раствора; устройство газожидкостной сепарации также выполнено с возможностью приема щелочной добавки для смешивания с полученным аммонизированным раствором.
Согласно другому аспекту настоящего изобретения предлагается система удаления углекислого газа (CO2) для удаления CO2 из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляется из газового потока потоком аммонизированного раствора, упомянутая система включает: установку улавливания CO2, включающую абсорбер СО2, выполненный с возможностью приема газового потока, содержащего СО2, и контактирования газового потока с потоком аммонизированного раствора, так что СО2 удаляется из газового потока потоком аммонизированного раствора с образованием обогащенного СО2 потока аммонизированного раствора и обедненного СО2 газового потока; установку абсорбции аммиака, включающую: абсорбер аммиака, выполненный с возможностью приема обедненного СО2 газового потока из установки улавливания СО2 и контактирования газового потока с водным потоком отмывающего раствора, имеющим содержание аммиака менее 5% по массе, так что аммиак поглощается упомянутым водным потоком отмывающего раствора с образованием обогащенного аммиаком отмывающего раствора; и первое устройство газожидкостной сепарации, выполненное с возможностью приема обогащенного аммиаком отмывающего раствора из абсорбера аммиака и разделения полученного отмывающего раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу; и второе устройство газожидкостной сепарации, выполненное с возможностью приема части циркулирующего потока аммонизированного раствора, разделения полученного аммонизированного раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу, и повторного введения обогащенной аммиаком газовой фазы в циркулирующий поток аммонизированного раствора, устройство газожидкостной сепарации также предназначено для приема обогащенной аммиаком газовой фазы из первого устройства газожидкостной сепарации.
Согласно другому аспекту настоящего изобретения предлагается система удаления углекислого газа (CO2) для удаления CO2 из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляется из газового потока потоком аммонизированного раствора, упомянутая система включает: устройство газожидкостной сепарации, выполненное с возможностью приема части циркулирующего потока аммонизированного раствора, устройство газожидкостной сепарации включающее: первую ступень, выполненную с возможностью разделения полученного аммонизированного раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу, обогащенная аммиаком газовая фаза повторно вводится в циркулирующий поток аммонизированного раствора, и вторую ступень, выполненную с возможностью приема обедненной аммиаком жидкой фазы первой ступени и разделения упомянутой жидкой фазы на газовую фазу, в основном состоящую из водяного пара, и жидкую фазу, содержащую нелетучие соединения.
Конструирование и эксплуатация промышленных систем очистки газа, например, для удаления CO2 из дымового газа, произведенного котельной системой электростанции, сопряжено с большими инвестиционными и эксплуатационными затратами. Повышение числа рабочих устройств процесса обычно нежелательно, так как оно связано с дополнительными инвестиционными и эксплуатационными затратами. Аспекты, описанные в настоящем документе, основаны на неожиданном понимании того, что в процессе использования охлажденного аммиака для удаления CO2 из дымового газа могут быть достигнуты существенные улучшения и снижение эксплуатационных затрат путем включения дополнительного рабочего устройства при относительно низких капиталовложениях. Улучшения процесса включают снижение потребления химических реагентов и сокращение объема отходов.
Краткое описание чертежей
Настоящие предпочтительные варианты осуществления теперь будут описаны со ссылками на прилагаемые чертежи, на которых:
Фиг.1 является схематическим профилем, иллюстрирующим общий пример устройства газожидкостной сепарации в соответствии с вариантом осуществления настоящего изобретения.
Фиг.2 является схематическим профилем, иллюстрирующим пример устройства газожидкостной сепарации в соответствии с вариантом осуществления настоящего изобретения.
Фиг.3 является схематическим профилем, иллюстрирующим пример первого устройства газожидкостной сепарации, объединенного со вторым устройством газожидкостной сепарации, в соответствии с вариантом осуществления настоящего изобретения.
Фиг.4 является схематическим профилем, иллюстрирующим пример первого устройства газожидкостной сепарации, объединенного со вторым устройством газожидкостной сепарации, в соответствии с вариантом осуществления настоящего изобретения.
Фиг.5 является схематическим профилем, иллюстрирующим пример установки улавливания СО2, присоединенной к устройству газожидкостной сепарации, в соответствии с вариантом осуществления настоящего изобретения.
Фиг.6 является схематическим профилем, иллюстрирующим пример установки регенерации, присоединенной к устройству газожидкостной сепарации, в соответствии с вариантом осуществления настоящего изобретения.
Фиг.7 является схематическим профилем, иллюстрирующим пример системы удаления СО2 в соответствии с вариантом осуществления настоящего изобретения.
Подробное описание примеров осуществления
Технологический газ может быть любым типом технологического газа, содержащего углекислый газ, таким как дымовой газ из любого устройства сжигания, такого как печи, промышленные нагреватели, инсинераторы, котлоагрегаты и котлы электростанции.
Аммонизированный раствор может быть раствором любого типа, содержащим аммиак, например жидким раствором, особенно водным раствором. Аммиак в аммонизированном растворе может, например, находиться в виде ионов аммония и/или растворенного молекулярного аммиака. Аммонизированный раствор обычно является водным и может состоять, например, из воды, аммиака, углекислого газа и их производных. Аммонизированный раствор может также включать промотор для повышения кинетики реакции, связанной с улавливанием CO2 аммонизированным раствором. Например, промотор может содержать амин (например, пиперазин) или фермент (например, карбоангидраза или ее аналоги), который может быть в форме раствора или иммобилизирован на твердой или пластичной поверхности.
Улавливания CO2 из технологического газа аммонизированным раствором можно достичь с помощью поглощения или растворения аммонизированным раствором CO2 в любой форме, как например, в форме растворенного молекулярного CO2, карбоната или бикарбоната.
Нелетучие соединения, которые могут присутствовать в аммонизированном растворе, могут включать соли, такие как соли сульфата аммония, металлы, такие как селен, магний и т.д., и твердые вещества. Твердые вещества, образующиеся в аммонизированном растворе, могут быть солями, такими как карбонат аммония и бикарбонат аммония, особенно бикарбонатом аммония.
Система удаления углекислого газа включает систему трубопроводов, которая соединяет различные части системы и устроена таким образом, что позволяет аммонизированному раствору и технологическому газу соответственно, протекать через систему по мере необходимости. Система трубопроводов может включать клапаны, насосы, насадки и т.д., необходимые для регулирования соответственно потока аммонизированного раствора и технологического газа и т.д.
Когда аммонизированный раствор именуется как «обедненный CO2», например, при контактировании с технологическим газом в системе улавливания углекислого газа или после регенерации, это означает, что аммонизированный раствор является ненасыщенным по углекислому газу, и таким образом, может уловить больше углекислого газа из технологического газа. Когда аммонизированный раствор именуется как «обогащенный CO2», например, после контактирования с технологическим газом в системе улавливания углекислого газа, или перед регенерацией, это означает, что раствор абсорбента является насыщенным, или по меньшей мере более насыщенным, чем обедненный раствор, или перенасыщенным по углекислому газу, и таким образом, может нуждаться в регенерации перед тем, как он сможет уловить больше углекислого газа из технологического газа, или углекислый газ может быть осажден в виде твердой соли.
Термин нелетучие компоненты или соединения здесь предполагается относить к соединениям, имеющим температуру кипения или сублимации выше температуры кипения воды, т.е. выше 100°C при атмосферном давлении. Обычно вода будет присутствовать как в газообразной, так и в жидкой фазе устройства газожидкостной сепарации.
Электростанция, производящая обогащенный CO2 технологический поток, как правило, может включать парогенераторную систему. Парогенераторная система может включать одну или множество паровых турбин, соединенных с одним или множеством генераторов для производства электроэнергии. Может быть удобно использовать по меньшей мере три последовательно соединенные турбины, предназначенные для работы при разных давлениях пара. Такие турбины могут называться соответственно турбиной высокого давления, турбиной среднего давления и турбиной низкого давления. После прохождения через турбину низкого давления пар может конденсироваться в конденсаторе электростанции. Пар из парового котла перед прохождением через турбину высокого давления, как правило, может иметь давление 15-35 МПа. Пар между турбиной высокого давления и турбиной среднего давления называется паром высокого давления и, как правило, может иметь давление 6,2-25,0 МПа. Пар между турбиной среднего давления и турбиной низкого давления называется паром среднего давления и, как правило, может иметь давление 0,5-6,2 МПа, например, 0,5-1,0 МПа, и температуру между 154°C и 277°C (310°F и 530°F). Пар после прохождения турбины низкого давления называется паром низкого давления и, как правило, может иметь давление 0,001-0,5 МПа, например 0,3-0,4 МПа, и температуру между 135°C и 143°C (275°F и 290°F). Таким образом, как изложено в данном описании, пар низкого давления имеет давление 0,001-0,5 МПа, например 0,3-0,4 МПа, и температуру между 135°C и 143°C (275°F и 290°F), пар среднего давления имеет давление 0,5-6,2 МПа, например 0,5-1,0 МПа, и температуру между 154°C и 277°C (310°F и 530°F), и пар высокого давления имеет давление 6,2-25,0 МПа.
Устройство газожидкостной сепарации может давать возможность удаления из циркулирующего потока аммонизированного раствора высококипящих компонентов, т.е. нелетучих компонентов, таких как соли, металлы и возможно вода аммонизированного раствора, одновременно приводя к минимуму потерю низкокипящих компонентов, т.е. летучих компонентов, таких как аммиак и его производные.
Устройство газожидкостной сепарации может включать устройство любого типа для осуществления взаимодействия или контакта между газовой фазой и жидкой фазой, такое как насадка или дистилляционные тарелки, ниже именуемое устройством массопереноса (MTD). Устройство газожидкостной сепарации может, например, включать десорбер, выполненный с возможностью приема части циркулирующего потока аммонизированного раствора и нагревания раствора с образованием газовой фазы, содержащей пар из низкокипящих компонентов раствора, таких как аммиак, и жидкой фазы, содержащей высококипящие компоненты раствора. Десорбер может, например, быть выполнен с возможностью нагревания паром низкого давления, или паром высокого давления, или электрообогревателем в ребойлере. Может быть удобно позволить десорберу по меньшей мере частично нагреваться нижним продуктом, т.е. жидкой фазой регенератора. Нагревание может осуществляться с помощью теплообменника, например, в ребойлере десорбера. Тем самым регенерированный, т.е. обедненный CO2 аммонизированный раствор можно использовать в качестве теплоносителя в десорбере, снижающего потребность в подведении тепла извне и, таким образом, сохраняющего общее количество энергии системы. Нижний продукт, как правило, может иметь температуру выше 100°C и давление между 1,0 и 3,0 МПа.
Десорбер предпочтительно может быть небольшим по размеру по сравнению с абсорбером СО2 и регенератором. Объемная пропускная способность десорбера может быть менее 25% объемной пропускной способности абсорбера СО2 или регенератора, например, в диапазоне от 0,01 до 25%, 1-10% или 2-5% от объемной пропускной способности абсорбера СО2 или регенератора. Капитальные затраты такого небольшого десорбера обычно составляют очень малую долю общего объема капиталовложений системы удаления СО2.
Аммонизированный раствор для устройства газожидкостной сепарации может быть получен из и повторно введен в любое место на пути циркуляции аммонизированного раствора. Аммонизированный раствор для устройства газожидкостной сепарации может, например, быть обедненным CO2 аммонизированным раствором или обогащенным CO2 аммонизированным раствором.
Устройство газожидкостной сепарации может быть выполнено с возможностью приема обедненного CO2 аммонизированного раствора из циркулирующего потока аммонизированного раствора. Устройство газожидкостной сепарации может, например, быть выполнено с возможностью приема обедненного CO2 аммонизированного раствора из регенератора. Процесс регенерации обычно осуществляется при повышенной температуре и повышенном давлении, например, при давлении 0,2-15,0 МПа, предпочтительно 1,0-3,0 МПа. Такое давление может быть создано с помощью насоса высокого давления, расположенного в соединении с регенератором.
Так как температура обедненного раствора в регенераторе и при выходе из регенератора является высокой, в десорбер требуется добавить относительно малое количество тепла для отделения летучих компонентов в виде газовой фазы от нелетучих компонентов в виде жидкой фазы. Поскольку потребность в тепле является низкой, нагревание может быть осуществлено, например, с помощью электрического устройства. В других ситуациях может быть выгодно получить обедненный CO2 аммонизированный раствор из других мест регенераторной установки теплообменной сети. Температуры потока могут быть в диапазоне 10-150°C. Преимущество может проявиться в транспортирующих насосах с более высоким имеющимся допускаемым кавитационным запасом, что может позволить более плавную работу. В таких ситуациях можно использовать теплообменник подаваемого сырья/донного продукта для уменьшения потребности в тепле устройства газожидкостной сепарации.
В качестве альтернативы устройство газожидкостной сепарации может быть выполнено с возможностью приема обогащенного CO2 аммонизированного раствора из циркулирующего потока аммонизированного раствора. Устройство газожидкостной сепарации может, например, быть выполнено с возможностью приема обогащенного CO2 аммонизированного раствора из абсорбера СО2. Поскольку давление аммонизированного раствора в абсорбере СО2 и на выходе из абсорбера СО2 является низким, как правило, в диапазоне 0,1-0,2 МПа, потребность в тепле десорбера может быть обеспечена при относительно низкой температуре, например, около или чуть выше температуры кипения воды при давлении 0,1-0,2 МПа. Таким образом, потребность в тепле десорбера может быть обеспечена, например, паром низкого давления или другим источником низкопотенциального тепла.
Когда аммонизированный раствор разделяется в устройстве газожидкостной сепарации, обедненная аммиаком жидкая фаза, обычно содержащая воду или водный раствор с низким содержанием аммиака и нелетучие компоненты, удаляется или повторно используется в каком-либо другом месте системы удаления СО2. Обогащенная аммиаком газовая фаза, обычно содержащая аммиак, CO2 и водяной пар, повторно вводится в циркулирующий поток аммонизированного раствора, что приводит к повышению концентрации аммиака в циркулирующем аммонизированном растворе и понижению концентрации нелетучих компонентов.
Устройство газожидкостной сепарации может предназначаться для сепарации аммонизированного раствора, который является водным и в котором большая часть, т.е. более 50%, например более 60, 70, 80 или 90% воды аммонизированного раствора выделяется в обогащенную аммиаком газовую фазу, и меньшая часть воды аммонизированного раствора выделяется в жидкую фазу, содержащую нелетучие соединения. Таким образом, меньше воды и объема раствора теряется из аммонизированного раствора.
В качестве альтернативы устройство газожидкостной сепарации может быть выполнено с возможностью сепарации аммонизированного раствора, который является водным и в котором меньшая часть воды аммонизированного раствора выделяется в обогащенную аммиаком газовую фазу, а большая часть, т.е. более 50%, например более 60, 70, 80 или 90% воды аммонизированного раствора выделяется в жидкую фазу, содержащую нелетучие соединения. Таким образом, избыток воды, введенный в аммонизированный раствор, например, из технологического газа, может быть удален.
Дополнительно или в качестве альтернативы, для удаления нелетучих соединений из аммонизированного раствора устройство газожидкостной сепарации может таким образом регулировать и корректировать водный баланс аммонизированного раствора.
Обогащенная аммиаком газовая фаза может предпочтительно повторно вводиться в поток аммонизированного раствора, в котором тепло, используемое в десорбере для получения обогащенной аммиаком газовой фазы, восполняет часть потребности в тепле в другой стадии процесса, например регенерации. Таким образом, устройство газожидкостной сепарации может быть выполнено с возможностью повторного введения обогащенной аммиаком газовой фазы в регенератор или в поток аммонизированного раствора, направляемый в регенератор или в какое-либо другое место системы, где тепло можно использовать повторно.
Обедненная аммиаком жидкая фаза из устройства газожидкостной сепарации может быть удалена, например выпущена в коммунальную канализационную систему или тому подобное, или повторно введена в систему. В любом случае может быть удобно скорректировать pH обедненной жидкой фазы, выходящей из устройства газожидкостной сепарации, до относительно нейтральных значений pH, таких как pH между 6 и 12, например между 7 и 11 или между 7 и 9, таких как примерно 8. Обедненная жидкая фаза может также стать после этого менее коррозионной.
К тому же, нейтральные или щелочные pH в диапазоне 7-11 или 7-9 аммонизированного раствора в устройстве газожидкостной сепарации могут улучшить переход летучих соединений, таких как аммиак, из жидкости в газовую фазу, посредством чего потребность в тепле устройства газожидкостной сепарации может быть снижена. При десорбции аммиачной части аммонийных солей аммонизированного раствора pH может понизиться за счет образования, например, серной кислоты. Таким образом, может быть удобно корректировать pH аммонизированного раствора еще до того, как он покинет устройство газожидкостной сепарации, например, с помощью добавления щелочного вещества, т.е. щелочной добавки, в аммонизированный раствор перед или во время его поступления в устройство газожидкостной сепарации, или внутрь устройства газожидкостной сепарации, например в сборник жидкости устройства газожидкостной сепарации.
Добавление щелочного вещества можно удобно регулировать на основе измерений pH аммонизированного раствора, например, перед входом в устройство газожидкостной сепарации, до или после добавления щелочного вещества; на любой стадии внутри устройства газожидкостной сепарации, до или после добавления щелочного вещества, например, в донную часть; или после выхода из устройства газожидкостной сепарации в виде газа или жидкости. Например, может быть удобно измерять pH обедненной аммиаком жидкой фазы, выходящей из устройства газожидкостной сепарации. Устройство газожидкостной сепарации может поэтому включать датчик pH, установленный для измерения pH обедненной аммиаком жидкой фазы.
Может быть удобно добавлять щелочную добавку в жидком виде в аммонизированный раствор, чтобы облегчить перемешивание с раствором.
Щелочная добавка может, например, содержать гидроксид натрия (NaOH) и/или гидроксид калия (KOH).
Устройство газожидкостной сепарации может быть реализовано в системе удаления СО2, дополнительно включающей стадию промывки водой для удаления остаточного аммиака из технологического газа, который был очищен в абсорбере СО2.
Таким образом, система может далее включать установку абсорбции аммиака, включающую: абсорбер аммиака, выполненный с возможностью приема обедненного СО2 газового потока из установки улавливания СО2 и контактирования газового потока с водным потоком отмывающего раствора, имеющим содержание аммиака менее 5% по массе, так что аммиак поглощается в упомянутом водном потоке отмывающего раствора с образованием обогащенного аммиаком отмывающего раствора; и промывочное устройство газожидкостной сепарации, выполненное с возможностью приема обогащенного аммиаком отмывающего раствора из абсорбера аммиака и разделения полученного отмывающего раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу. Промывочное устройство газожидкостной сепарации (ниже также именуемое первым устройством газожидкостной сепарации) может, например, быть десорбером и/или может быть аналогично устройству газожидкостной сепарации, описанному выше, для удаления нелетучих соединений (ниже также именуемое вторым устройством газожидкостной сепарации). Однако пропускная способность промывочного устройства газожидкостной сепарации может быть существенно выше, например в два или в четыре раза выше при необходимости.
Обогащенная аммиаком газовая фаза из первого устройства газожидкостной сепарации, как правило, может содержать 1-5 молей аммиака на килограмм воды. Более высокого диапазона концентраций, примерно 3-5 мол./кг, можно достичь с помощью конденсатора, который конденсирует некоторое количество водяного пара и повторно направляет его в первое устройство газожидкостной сепарации.
Может быть удобно объединить первое устройство газожидкостной сепарации со вторым устройством газожидкостной сепарации, особенно если они работают при одинаковых давлениях, например при 0,1-1,0, таких как 0,1-0,5 или 0,1-0,2 МПа.
Обогащенная аммиаком газовая фаза из первого устройства газожидкостной сепарации может быть направлена во второе устройство газожидкостной сепарации и там использоваться для помощи в удалении аммиака и других летучих компонентов из жидкости. Аммонизированный раствор, входящий во второе устройство газожидкостной сепарации, как правило, может иметь содержание аммиака 6-14 молей аммиака на килограмм раствора, в результате чего газовая фаза, выходящая из второго устройства газожидкостной сепарации, может иметь еще более высокую концентрацию аммиака, которая намного выше содержания в газовой фазе из первого устройства газожидкостной сепарации, что позволяет газовой фазе из первого устройства газожидкостной сепарации помогать в удалении аммиака и других летучих компонентов из жидкости во втором устройстве газожидкостной сепарации. К тому же, газовая фаза из первого устройства газожидкостной сепарации может добавлять тепло во второе устройство газожидкостной сепарации, существенно понижая потребность в тепле второго устройства газожидкостной сепарации. Прогностические эксперименты показали, что потребление энергии во втором устройстве газожидкостной сепарации может быть понижено таким образом более чем на 50%.
Дополнительные возможные преимущества такого объединения включают:
- Относительно меньший ребойлер для второго устройства газожидкостной сепарации.
- Сравнительно небольшой увеличенный расход энергии для второго устройства газожидкостной сепарации.
- Первое устройство газожидкостной сепарации работает без какого-либо влияния со стороны второго устройства газожидкостной сепарации.
- Первое и второе устройства газожидкостной сепарации имеют наиболее низкий коэффициент растворимости для бикарбоната аммония в головных частях в конденсированной фазе и, вследствие этого, наилучшую перспективу эксплуатации в отношении забивки, образования накипи и так далее, поскольку концентрация аммиака в головных частях сохраняется низкой в первом устройстве газожидкостной сепарации и понижается во втором устройстве газожидкостной сепарации за счёт головных газов первого устройства газожидкостной сепарации.
- Варианты объединения для каскада низкого давления, например, второго устройства газожидкостной сепарации, работающего при атмосферном давлении, с первым устройством газожидкостной сепарации при немного повышенном давлении.
- Гибкость эксплуатации: за счет повышения производительности второго устройства газожидкостной сепарации с головным погоном первого устройства газожидкостной сепарации, т.е. отгонки большего количества водяного пара в головном погоне первого устройства газожидкостной сепарации в качестве «пара для десорбции». Это предполагает достаточную резервную мощность первого устройства газожидкостной сепарации, но допускает компактную конструкцию ребойлера второго устройства газожидкостной сепарации.
С целью лучшего использования головного газа, т.е. обогащенной аммиаком газовой фазы из первого устройства газожидкостной сепарации, особенно в варианте осуществления, описанном непосредственно выше, газ может удобно вводиться во второе устройство газожидкостной сепарации около или ниже MTD второго устройства газожидкостной сепарации, что дает возможность газу подняться через MTD, встретиться с жидким раствором в MTD и десорбировать из упомянутого раствора по меньшей мере часть любого содержащегося в нем аммиака.
Как описано выше, абсорбер аммиака, а также первое устройство газожидкостной сепарации, могут иметь более высокую пропускную способность, чем второе устройство газожидкостной сепарации. Таким образом, водный отмывающий раствор из абсорбера аммиака может иметь скорость поступления, которая по меньшей мере в два раза, в четыре раза, в десять раз, в пятнадцать раз или в 20 раз больше скорости поступления аммонизированного раствора, входящего во второе устройство газожидкостной сепарации. Как правило, водный отмывающий раствор из абсорбера аммиака может иметь скорость поступления, которая превышает в 10-100 раз, например в 15-50 раз или 15-30 раз скорость поступления аммонизированного раствора, входящего во второе устройство газожидкостной сепарации.
Дополнительно или в качестве альтернативы, два устройства газожидкостной сепарации можно объединить во втором устройстве газожидкостной сепарации, выполненном с возможностью приема по меньшей мере части обогащенного аммиаком отмывающего раствора из абсорбера аммиака. Второе устройство газожидкостной сепарации может таким образом помогать по мере необходимости первому устройству газожидкостной сепарации в удалении аммиака и других летучих соединений из промывочного раствора.
Дополнительно или в качестве альтернативы, два устройства газожидкостной сепарации могут быть объединены путем смешивания двух обогащенных аммиаком газовых фаз из соответствующих устройств, например, чтобы уменьшить сложность системы и сократить количество трубопроводов, перед повторным введением циркулирующего аммонизированного раствора.
Второе устройство газожидкостной сепарации может в качестве альтернативы или дополнительно быть оснащено двумя различными ступенями, например двумя частями, каждая из которых включает MTD, где первая ступень может быть выполнена с возможностью приема части циркулирующего потока аммонизированного раствора и разделения ее на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу, обогащенная аммиаком газовая фаза повторно вводится в циркулирующий поток аммонизированного раствора; и вторая ступень может быть выполнена с возможностью приема обедненной аммиаком жидкой фазы из первой ступени и разделения упомянутой жидкой фазы на газовую фазу, в основном состоящую из водяного пара, и жидкую фазу, включающую нелетучие соединения.
Как правило, первая ступень может располагаться выше и в жидкостном контакте со второй ступенью, так что жидкая фаза первой ступени может опускаться под действием силы тяжести или с помощью насоса во вторую ступень. Поток аммонизированного раствора может, например, входить во второе устройство газожидкостной сепарации, например, десорбер, в MTD первой ступени или над ним, где он может взаимодействовать с парами со дна первой ступени, нагреваемыми, например, паром низкого давления до температуры первой ступени. Летучие соединения, например, аммиак и CO2 аммонизированного раствора могут покидать первую ступень в виде газовой фазы, тогда как жидкая фаза первой ступени может подводиться в MTD второй ступени, где она взаимодействует со встречными парами со дна второй ступени, нагреваемыми, например, паром низкого давления до температуры второй ступени, которая в целях удобства выше, чем температура первой ступени, тем самым позволяя дополнительным соединениям покидать устройство газожидкостной сепарации в виде газовой фазы второй ступени, состоящей главным образом из водяного пара. Жидкая фаза второй ступени, содержащая нелетучие соединения, может выйти из устройства газожидкостной сепарации.
Таким образом, полученный аммонизированный раствор может быть водным, и большая часть воды аммонизированного раствора может быть выделена в газовую фазу второй ступени, меньшая часть воды аммонизированного раствора может быть выделена в жидкую фазу, содержащую нелетучие соединения, и другая меньшая часть воды аммонизированного раствора может быть выделена в обогащенную аммиаком газовую фазу.
Конечно, система удаления CO2, включающая двухступенчатое устройство сепарации, также может дополнительно включать установку абсорбции аммиака, установку улавливания CO2 и/или установку регенерации как отмечалось выше.
Дополнительный или альтернативный способ объединения первого и второго устройств газожидкостной сепарации, особенно при использовании двухступенчатого второго устройства газожидкостной сепарации как отмечалось выше, заключается в повторном использовании по меньшей мере части газовой фазы из второй ступени второго устройства газожидкостной сепарации в первом устройстве газожидкостной сепарации. Газовая фаза второй ступени, главным образом состоящая из водяного пара, может, например, подводиться в донную часть, или внутрь или ниже MTD первого устройства газожидкостной сепарации, где она может восполнять некоторое количество внешнего тепла первого устройства газожидкостной сепарации, сокращая потребность в тепле всей системы удаления CO2.
В качестве альтернативы или дополнительно, по меньшей мере часть газовой фазы из второй ступени можно использовать в каком-либо другом месте системы для подведения тепла.
Теперь будет описано (второе) устройство газожидкостной сепарации 40, включающее десорбер 41, со ссылкой главным образом на фиг.1.
Десорбер 41 может быть сконфигурирован, например, в большинстве случаев в виде стального сосуда цилиндрической формы, выполненного с возможностью работы в пределах предварительно заданного диапазона давления. Десорбер 41 предпочтительно оснащен одним или несколькими подходящими устройствами массопереноса (MTD) 42. Например, MTD могут быть клапанными тарелками, ситчатыми тарелками, структурированной насадкой, неструктурной насадкой или другими подходящими насадочными материалами или их сочетанием. Нагревательная система/устройство 43 может быть предусмотрена в десорбере 41 для нагревания аммонизированного раствора, полученного десорбером.
Десорбер 41 предпочтительно выполнен с возможностью подведения достаточного количества тепла в аммонизированный раствор, так что компоненты с низкой точкой кипения, например NH3 и CO2, переходят в газовую фазу, тогда как компоненты с высокой точкой кипения, например, соли и металлы, собираются в жидкой фазе на дне десорбера. Как правило, как газовая, так и жидкая фазы будут содержать воду, и доля воды в газовой фазе относительно доли воды в жидкой фазе может зависеть от количества тепла. Аммонизированный раствор может разогреваться должным образом с помощью, например, ребойлера. Ребойлер можно нагревать, например, используя тепло, вырабатываемое с помощью электричества, или пар или другие горячие флюиды, подаваемые из другой части системы удаления CO2 4, например горячий дымовой газ или горячий обедненный CO2 раствор. Аналогичным образом ребойлер может нагреваться с помощью пара, подаваемого из внешнего по отношению к системе удаления CO2 4 источника, как например, какого-либо источника внутри системы производства электроэнергии или системы очистки дымового газа. Тепло может подаваться с помощью любого нагревательного устройства, способного обеспечивать нагревание при температуре выше температуры кипения воды при рабочем давлении десорбера. Поскольку десорбер, как правило, относительно мал по размерам, он может нагреваться любым из ряда различных способов, в том числе паром в ребойлере как описано выше, но также с помощью закачивания свежего пара (т.е. закачивания пара непосредственно на дно десорбера), с помощью электричества, или с помощью другой горячей среды, такой как горячие дымовые газы или горячий конденсат, или горячая газовая фаза, отводимая из верха первого устройства газожидкостной сепарации как описано выше. Если десорбер нагревают с помощью закачивания свежего пара, водяной конденсат из закачиваемого пара можно собрать вместе с жидкой фазой на дне десорбера. Закачивание свежего пара эффективно и сберегает ребойлер.
Десорбер 41 выполнен с возможностью отведения газовой фазы, содержащей летучие соединения, такие как NH3 и CO2, через выход для газа 44, и жидкой фазы, содержащей нелетучие соединения, через выход для жидкости 45. Десорбер может быть приспособлен для получения жидкой фазы 46 на дне десорбера, содержащей менее 5% NH3 по массе, например менее 4%, 3%, 2% или 1 % NH3. Предпочтительно десорбер 41 может быть приспособлен для получения жидкой фазы 46 на дне десорбера, практически свободной от NH3 и CO2.
Жидкая фаза 46, собираемая на дне десорбера, как правило, имеет температуру в диапазоне около температуры кипения воды или чуть ниже при соответствующем давлении, например около 80-100°C при атмосферном давлении. Теплообменник 47 может быть предусмотрен для передачи тепла жидкой фазы 46, извлеченной со дна десорбера, к аммонизированному раствору, полученному из циркулирующего потока аммонизированного ионного раствора (и тем самым увеличения температуры аммонизированного раствора до заранее заданной температуры, например, между 80-100°C) перед его введением в десорбер 41.
Часть аммонизированного раствора, полученная из циркулирующего аммонизированного раствора, может меняться в широком диапазоне в зависимости от необходимости удаления нелетучих соединений в конкретной системе удаления CO2. Необходимую часть можно рассчитать, например, исходя из накопления нелетучих соединений в конкретной системе удаления CO2. Эта часть также может быть переменной в системе, так чтобы изменения, например, во влагосодержании входящего газового потока, могли быть скомпенсированы.
Например, эта часть может находиться в пределах диапазона 0,01-25%, например в диапазоне 0,01-10% или 0,01-5% от общей массовой скорости поступления циркулирующего аммонизированного раствора. Чем меньше полученная часть аммонизированного раствора, тем меньшее по размерам и менее дорогое устройство газожидкостной сепарации может быть использовано. В конкретных вариантах осуществления полученная часть аммонизированного раствора может быть в диапазоне 0,05-1% общей массовой скорости поступления циркулирующего аммонизированного раствора.
Устройство газожидкостной сепарации 40 находится в гидравлическом соединении с циркулирующим потоком аммонизированного раствора системы удаления CO2.
Гидравлическое соединение может предпочтительно включать по меньшей мере одно гидравлическое соединение 48, выполненное с возможностью направления части циркулирующего потока аммонизированного раствора ко входу для жидкости устройства газожидкостной сепарации 40. Гидравлическое соединение может включать насос и устройство регулирования потока, функционирующее для регулирования количества аммонизированного раствора, которое подается в устройство газожидкостной сепарации 40.
Гидравлическое соединение может предпочтительно включать по меньшей мере одно гидравлическое соединение 49, выполненное с возможностью направления газовой фазы, образованной в устройстве газожидкостной сепарации 40, из выхода для газа 44 устройства газожидкостной сепарации 40 в циркулирующий поток аммонизированного раствора системы удаления CO2 4.
Устройство газожидкостной сепарации 40 может предпочтительно включать по меньшей мере одно гидравлическое соединение 50, выполненное с возможностью удаления жидкой фазы, образованной в устройстве газожидкостной сепарации 40 через выход для жидкости 45.
Так как весь аммонизированный раствор, который циркулирует в системе удаления CO2 4, содержит воду и накопившиеся нелетучие компоненты, аммонизированный раствор для устройства газожидкостной сепарации 40 может быть получен из и повторно введен в любое место на пути циркуляции аммонизированного раствора. Примеры мест на пути циркуляции аммонизированного раствора, где аммонизированный раствор может быть получен и/или повторно введен, включают абсорбер CO2 10, регенератор 11, первый жидкостный трубопровод 12, выполненный с возможностью перенаправления обогащенного CO2 аммонизированного раствора из абсорбера CO2 в регенератор, и второй жидкостный трубопровод 13, выполненный с возможностью перенаправления обедненного CO2 аммонизированного раствора из регенератора в абсорбер CO2.
В одном варианте осуществления аммонизированный раствор для устройства газожидкостной сепарации 40 может быть получен из обогащенной CO2 части циркулирующего потока аммонизированного раствора, например из аммонизированного раствора, собранного на дне абсорбера CO2 или из первого жидкостного трубопровода, выполненного с возможностью перенаправления обогащенного CO2 аммонизированного раствора из абсорбера CO2 в регенератор.
Преимущество данного варианта осуществления заключается в том, что обогащенный CO2 раствор обычно подается при давлении, близком к атмосферному давлению, например при давлении менее 0,2 МПа. Это означает, что устройство газожидкостной сепарации 40 и гидравлические соединения 48, 49 не должны быть приспособлены для работы при высоком давлении. Это также облегчает объединение с первым устройством газожидкостной сепарации установки абсорбции аммиака, которая часто работает при давлении, близком к атмосферному, например при 0,1-0,2 МПа. По сравнению с вариантом осуществления, в котором аммонизированный раствор получают при высоком давлении, это также означает, что тепло, требуемое для разделения аммонизированного раствора на жидкую фазу и газовую фазу, может быть получено при более низкой температуре. В связи с этим, в варианте осуществления, в котором аммонизированный раствор получают при давлении близком к атмосферному давлению, устройство газожидкостной сепарации 40, например, может использовать пар низкого давления или электрический нагрев для нагревания аммонизированного раствора, чтобы разделить аммонизированный раствор на жидкую фазу и газовую фазу.
В одном варианте осуществления аммонизированный раствор для устройства газожидкостной сепарации 40 может быть получен из обедненной CO2 части циркулирующего потока аммонизированного раствора, например из аммонизированного раствора, собранного на дне 29 регенератора 25 установки регенерации 12 или из жидкостного трубопровода 13, выполненного с возможностью перенаправления обедненного CO2 аммонизированного раствора из регенератора в абсорбер СО2 15.
Преимущество данного варианта осуществления заключается в том, что обедненный раствор в основном подается при высокой температуре, например при температуре в диапазоне 50-200°C, так как он подвергся нагреванию в регенераторе 25. Это означает, что относительно небольшое количество дополнительного тепла может потребоваться, чтобы разделить аммонизированный раствор на жидкую фазу и газовую фазу. Это тепло, например, может обеспечиваться паром среднего давления или электрическим нагревом.
В варианте осуществления газовая фаза, образуемая устройством газожидкостной сепарации 40, может быть повторно введена в регенератор или в жидкостный трубопровод, выполненный с возможностью перенаправления потока раствора в регенератор. Преимущество данного варианта осуществления заключается в том, что тепло, передаваемое к газовой фазе в устройстве газожидкостной сепарации 40, используется, чтобы косвенно снизить потребность в тепле регенератора 25. Иначе говоря, энергопотребность устройства газожидкостной сепарации 40 может возместить часть энергопотребности регенератора 25. Соответственно, в данном варианте осуществления эксплуатация устройства газожидкостной сепарации 40 может быть практически энергонейтральной.
Со ссылкой на фиг.2 теперь будет описан конкретный вариант осуществления (второго) устройства газожидкостной сепарации 40', включающего десорбер 41'. Устройство 40' по существу является таким же, что и устройство 40 фиг.1, но с несколькими дополнительными функциями. За исключением этих дополнительный функций делается ссылка на вышеприведенное описание в соответствии с фиг 1.
Устройство газожидкостной сепарации 40' дополнительно включает систему дозирования 101 для добавления щелочного вещества, такого как раствор NaOH (вод.) или KOH (вод.), в аммонизированный раствор, обрабатываемый устройством газожидкостной сепарации 40' для обеспечения не вызывающих коррозии значений pH и улучшения испарения летучих соединений, таких как NH3 и CO2 аммонизированного раствора. Дозатор может быть размещен таким образом, чтобы добавлять щелочное вещество в аммонизированный раствор в любом месте в устройстве газожидкостной сепарации 40', например в трубопровод, направляющий поток аммонизированного раствора в десорбер 41', и/или в донную часть десорбера 41'. Согласно варианту осуществления, проиллюстрированному на фиг.2, щелочной раствор может добавляться как в трубопровод, направляющий поток аммонизированного раствора в десорбер 41', так и в донную часть десорбера 41', обеспечивая повышенную гибкость и регулирование pH аммонизированного раствора в десорбере 41'. Устройство газожидкостной сепарации 40' дополнительно включает датчик 102, предназначенный для измерений pH аммонизированного раствора в устройстве газожидкостной сепарации 40', данные измерения можно использовать для регулировки дозирования дозатором 101, чтобы получить необходимое значение pH. Датчик, в зависимости от конструкции устройства газожидкостной сепарации 40', может быть расположен в любом месте в устройстве газожидкостной сепарации 40', но его можно удобно поместить для измерения pH выходящей из десорбера 41' жидкой фазы, содержащей нелетучие компоненты, как проиллюстрировано на фиг.2. Таким способом желаемые значения pH, например нейтральные pH, могут быть обеспечены для жидкости, которая отводится и, в конечном счете, выпускается в окружающую среду, возможно, после дополнительной обработки и очистки. Также с помощью измерений на выходе жидкой фазы можно эффективно измерить pH основного объема жидкости, что может быть удобно для понижения коррозийной способности.
Со ссылкой на фиг.3 теперь будет описан конкретный вариант осуществления (второго) устройства газожидкостной сепарации 40", включающего десорбер 41". Устройство 40" по существу является таким же, что и устройство 40 фиг.1, но с несколькими дополнительными функциями. За исключением этих дополнительный функций делается ссылка на вышеприведенное описание в соответствии с фиг 1.
Десорбер 41" в данном варианте осуществления объединяют с (первым) устройством газожидкостной сепарации 62 установки абсорбции аммиака 60, так чтобы отводимые сверху пары, т.е. газовая фаза из устройства газожидкостной сепарации 62, направлялись к десорберу 41" и вводились в него. Газовую фазу вводят внутрь или ниже MTD 42 десорбера 41", чтобы газ мог подниматься через MTD 42, встречая жидкость, опускающуюся вниз в MTD 42, и десорбируя из этой жидкости летучие компоненты. Газовая фаза обычно имеет содержание аммиака примерно 4 моля, что ниже, чем содержание аммиака циркулирующего аммонизированного раствора, входящего в десорбер 41", что позволяет ей помогать в десорбировании аммонизированного раствора. Согласно варианту осуществления, проиллюстрированному на фиг.3, MTD 42 состоит из двух отдельных частей MTD, 42a и 42b, и газовая фаза из устройства газожидкостной сепарации 62 вводится ниже верхней части MTD 42a и выше нижней части MTD 42b. Также согласно варианту осуществления, проиллюстрированному на фиг.3, отводимые сверху пары проходят через конденсатор 63, чтобы увеличить концентрацию летучих компонентов в парах, перед тем как они будут введены в десорбер 41". Пары до конденсатора 63, как правило, имеют концентрацию NH3 1-2 моля, тогда как пары после конденсатора 63, как правило, имеют концентрацию NH3 3-5 молей. Жидкий конденсат, как правило, практически чистая вода, может быть возвращен в устройство газожидкостной сепарации 62 для повторного использования. Общая энергоэффективность системы удаления СО2 4 может таким образом быть понижена, и нагреватель/ребойлер 43 десорбера 41" может быть уменьшен в размерах.
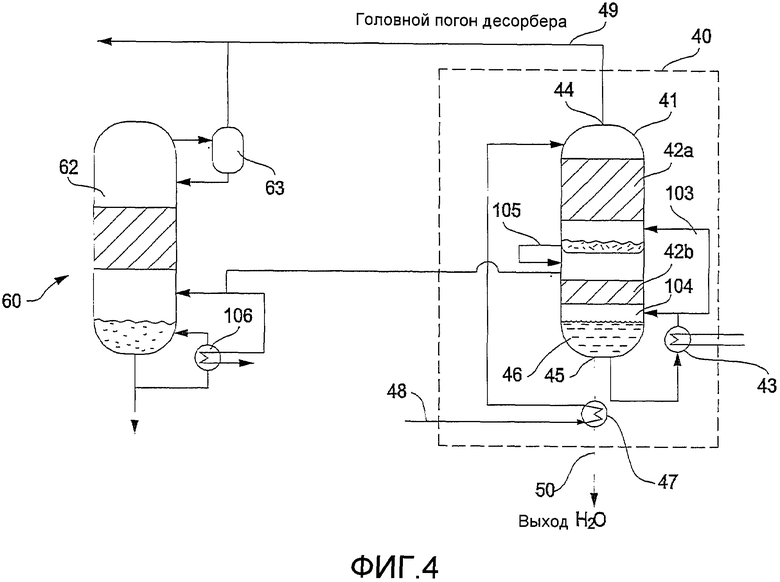
Со ссылкой на фиг.4 теперь будет описан конкретный вариант осуществления (второго) устройства газожидкостной сепарации 40"', включающего десорбер 41”'. Устройство 40”' по существу является таким же, что и устройство 40 фиг.1, но с несколькими дополнительными функциями. За исключением этих дополнительный функций делается ссылка на вышеприведенное описание в соответствии с фиг 1.
Устройство газожидкостной сепарации 40"' варианта осуществления, проиллюстрированного на фиг.4, включает десорбер 41"', который разделен на две ступени или отделения 103 и 104, первую ступень в виде верхнего отделения 103, включающую верхний MTD 42a, и вторую ступень в виде нижнего отделения 104, включающую нижний MTD 42b. Аммонизированный раствор из циркулирующего потока аммонизированного раствора входит в верхнее отделение 103, предпочтительно выше верхнего MTD 42a, и разделяется на газовую фазу, содержащую летучие соединения, такие как NH3 и CO2, и некоторое количество водяного пара. Летучие компоненты газовой фазы могут быть возвращены в циркулирующий поток аммонизированного раствора, как описано в отношении других вариантов осуществления. Жидкая фаза верхнего отделения 103, содержащая нелетучие соединения и воду, может вводиться в нижнее отделение 104, например, направляемая по трубопроводу 105 из донной части верхнего отделения 103 в нижнее отделение 104, предпочтительно выше нижнего MTD 42b. В нижнем отделении 104 жидкая фаза из верхнего отделения 103 разделяется на газовую фазу, главным образом состоящую из водяного пара, поскольку летучие соединения уже были удалены в верхнем отделении 103, и жидкую фазу, содержащую нелетучие компоненты и некоторое количество воды, которая может быть отведена или очищена как описано в отношении других вариантов осуществления. Аммонизированный раствор, входящий в верхнее отделение 103, как правило, нагревается до более низкой температуры, например до температуры около или ниже температуры кипения воды, чем жидкость, входящая в нижнее отделение 104, которая может быть нагрета до температуры кипения воды для получения водяного пара. Таким образом, потребность в тепловой энергии нижнего отделения 104, как правило, выше, или гораздо выше, например в два и более раза, чем потребность в тепловой энергии верхнего отделения 103. Тепло может обеспечиваться отдельными нагревателями/ребойлерами двух ступеней 103 и 104, или, как проиллюстрировано на фиг.4, единственным нагревателем/ребойлером 43.
Водяной пар или пар, образованный на нижней ступени 104, может быть направлен в (первое) устройство газожидкостной сепарации 62 установки абсорбции аммиака 60, таким образом объединяя десорбер 41"' с устройством газожидкостной сепарации 62. В устройстве газожидкостной сепарации 62 пар может использоваться для добавления тепловой энергии в устройство газожидкостной сепарации 62, таким образом снижая потребность во внешней тепловой энергии для устройства газожидкостной сепарации 62 и понижая требования к нагревателю/ребойлеру 106 устройства газожидкостной сепарации 62. Как показано на фиг.4, пар можно использовать для нагревания путем прямого введения пара в устройство газожидкостной сепарации 62, предпочтительно ниже MTD в нем, или он может быть использован в качестве теплоносителя в нагревателе/ребойлере 106 устройства газожидкостной сепарации 62. Общая энергоэффективность системы удаления СО2 4 таким образом может быть понижена, и нагреватель/ребойлер 106 устройства газожидкостной сепарации 62 может быть уменьшен в размерах.
Со ссылкой главным образом на фиг.5 и 6, предлагается, что система удаления CO2 4 как описано выше включает устройство газожидкостной сепарации 40, которое включает десорбер 41, выполненный с возможностью удаления воды и нелетучих компонентов из циркулирующего ионного раствора путем десорбирования, как подробно описано выше.
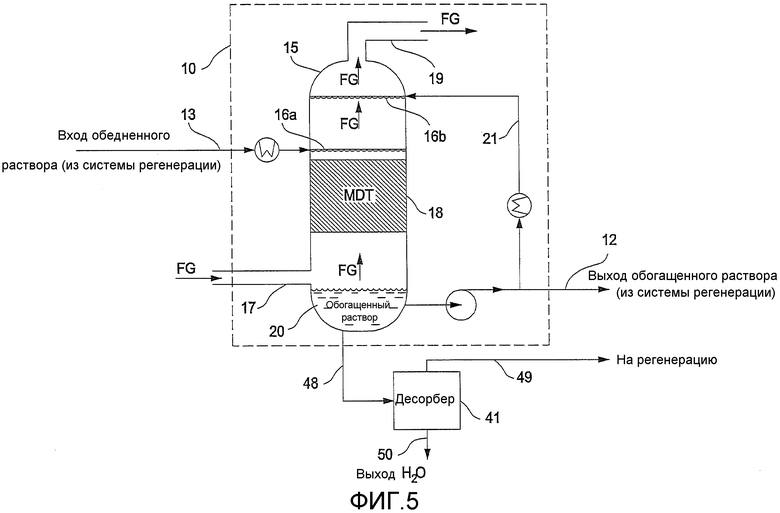
На фиг.5 представлена схематическая иллюстрация варианта осуществления, в котором полученный аммонизированный раствор является обогащенным CO2 аммонизированным раствором со дна 20 абсорбера CO2 15, и в котором газовую фазу повторно вводят в регенератор 25.
В варианте осуществления фиг.5 устройство газожидкостной сепарации 40 включает десорбер 41. Десорбер 41 может быть сконфигурирован, например, в большинстве случаев в виде стального сосуда цилиндрической формы, выполненного с возможностью работы в пределах диапазона давления примерно 0,1-0,5 МПа. Десорбер 41 предпочтительно оснащен одним или несколькими подходящими устройствами массопереноса (MTD) 42. Например, MTD могут быть клапанными тарелками, ситчатыми тарелками, структурированной насадкой, неструктурной насадкой или другими подходящими насадочными материалами или их сочетанием. Нагревательная система/устройство 43 может быть предусмотрена в десорбере 41 для нагревания ионного раствора, полученного десорбером. Нагревательная система может нагреваться паром низкого давления (как правило, с давлением в диапазоне 0,4-0,8 МПа), или, если количество требуемого тепла является слишком низким, чтобы оправдать инфраструктуру для пара низкого давления, - с помощью электронагревательных устройств/систем. Десорбер 41 предпочтительно выполнен с возможностью подачи достаточного количества тепла в аммонизированный раствор, так чтобы при давлении в диапазоне 0,1-0,5 МПа компоненты с низкой точкой кипения, например NH3 и CO2, переходили в газовую фазу, тогда как компоненты с высокой точкой кипения, например соли и металлы, собирались в жидкой фазе на дне 46 десорбера 41. Десорбер 41 выполнен с возможностью отведения газовой фазы, содержащей главным образом NH3 и CO2, через выход для газа 44, и жидкой фазы, содержащей главным образом воду, через выход для жидкости 45.
Десорбер 41 выполнен с возможностью приема обогащенного CO2 аммонизированного раствора, собранного на дне абсорбера СО2 15. Скорость, с которой обогащенный аммонизированный раствор из абсорбера СО2 15 подается (скорость подачи) в десорбер 41, составляет, например, приблизительно от 0,5% до 2,0% скорости подачи, с которой обедненный CO2 аммонизированный раствор подается в абсорбер СО2 15. Аммонизированный раствор, полученный из абсорбера СО2 15, контактирует через устройство массопереноса жидкость/газ MTD 42, предпочтительно в противотоке, с восходящими парами, подаваемыми или образующимися на дне десорбера 41. Разница между равновесным парциальным давлением аммиака и CO2 в аммонизированном растворе, текущим вниз в десорбере 41, и давлением паров аммиака и CO2 в восходящей паровой фазе вызывает переход аммиака и CO2 из жидкости в паровую фазу. В результате, нелетучие компоненты и некоторое количество воды собираются на дне 46 десорбера 41 и могут быть оттуда легко удалены без отведения аммиака. Газовая фаза, содержащая десорбированные аммиак и CO2 и остаточное количество пара, покидает десорбер 41 через выход для газа 44 в верхней части десорбера.
Жидкая фаза, собранная на дне 20 абсорбера СО2 15, обычно имеет температуру в диапазоне 10-30°C. Жидкая фаза, собранная на дне 46 десорбера 41, обычно имеет температуру в диапазоне 80-150°C, например в диапазоне 95-125°C. Теплообменник 47 может быть предусмотрен для передачи тепла от жидкой фазы, отведенной со дна десорбера 41, в аммонизированный раствор, полученный из абсорбера СО2 15 (и тем самым повышения температуры аммонизированного раствора до заранее заданной температуры, например, в диапазоне 50-150°C, такой как 60-120°C) перед его введением в десорбер 41.
Газовая фаза (CO2, NH3, водяной пар) из десорбера 41 может быть направлена целиком или частично к регенератору 25 установки регенерации 12. Поскольку десорбер 41 может работать при давлении в диапазоне 0,1-0,5 МПа, соответствующем давлению абсорбера, к которому он присоединен, и регенератор может работать при более высоком давлении, может быть удобно повторно ввести газовую фазу в циркулирующий аммонизированный поток, например, перед сырьевым насосом регенератора. Жидкая фаза, собранная на дне 46 десорбера 41, предпочтительно будет являться водным раствором нелетучих компонентов с низким содержанием NH3 и CO2. В зависимости от содержания остаточного аммиака в жидкой фазе, она может быть направлена к десорберу водной промывки или непосредственно к границам системы (BL). В данном варианте осуществления привнесенное тепло в значительной степени, если не полностью, утилизируется в регенераторном сосуде 25 и/или в небольшом теплообменнике сырья/выходящего потока 47. Потребность в тепле регенератора 25, обычно обеспечиваемая паром низкого давления (0,4-0,8 МПа), таким образом может быть снижена.
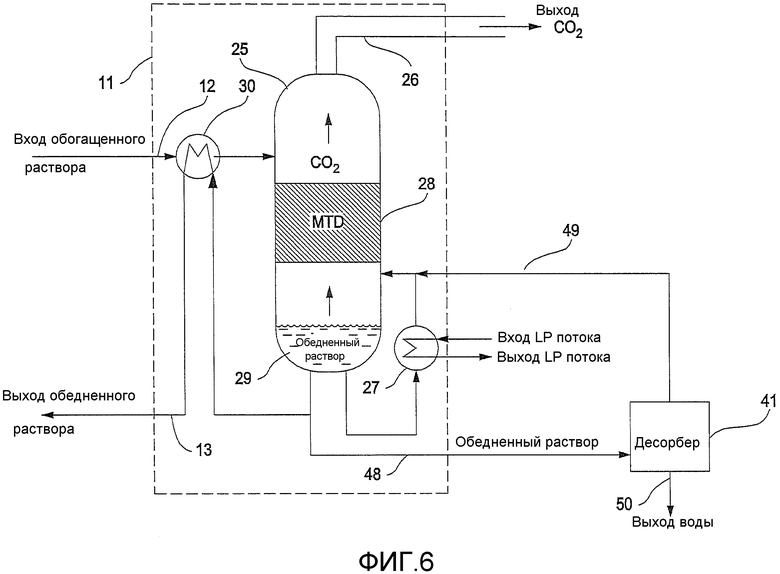
На фиг.6 представлена схематическая иллюстрация варианта осуществления, в котором полученный аммонизированный раствор является обедненным CO2 ионным раствором со дна 29 регенератора 25, и в котором образованная газовая фаза повторно вводится в регенератор 25.
В варианте осуществления фиг.6 устройство газожидкостной сепарации 40 включает десорбер 41. Десорбер 41 может быть сконфигурирован, например, в большинстве случаев в виде стального сосуда цилиндрической формы, выполненного с возможностью работы в пределах диапазона давления примерно 1,0-3,0 МПа. Десорбер 41 предпочтительно оснащен одним или несколькими подходящими устройствами массопереноса (MTD) 42. Например, MTD могут быть клапанными тарелками, ситчатыми тарелками, структурированной насадкой, неструктурной насадкой или другими подходящими насадочными материалами или их сочетанием. Нагревательная система/устройство 43 может быть предусмотрена в десорбере 41 для нагревания аммонизированного раствора, полученного десорбером. Нагревательная система может нагреваться паром среднего давления (как правило, с давлением в диапазоне 1,0-3,0 МПа), или, если количество требуемого тепла является слишком низким, чтобы оправдать инфраструктуру для пара среднего давления, - с помощью электронагревательных устройств/систем. Десорбер 41 предпочтительно выполнен с возможностью подачи достаточного количества тепла в аммонизированный раствор таким образом, чтобы при давлении в диапазоне 1,0-3,0 МПа компоненты с низкой точкой кипения, например NH3 и CO2, переходили в газовую фазу, тогда как компоненты с высокой точкой кипения, например соли и металлы, собирались в жидкой фазе на дне десорбера. Десорбер 41 выполнен с возможностью отведения газовой фазы, содержащей NH3 и CO2, через выход для газа 44, и жидкой фазы, содержащей нелетучие компоненты, через выход для жидкости 45.
Десорбер 41 выполнен с возможностью приема обедненного аммонизированного раствора из регенератора 25. Скорость, с которой обедненный аммонизированный раствор из регенератора 25 подается (скорость подачи) в десорбер 41, составляет, например, приблизительно от 0,5% до 2,0% скорости подачи, с которой обогащенный аммонизированный раствор подается в регенератор 25. Ионный раствор, полученный из регенератора 25, контактирует через устройство массопереноса жидкость/газ MTD 42, предпочтительно в противотоке с восходящими парами (восходящие пары должны быть в достаточном количестве), подаваемыми или образованными на дне 46 сосуда десорбера 41. Разница между равновесным парциальным давлением аммиака и CO2 в аммонизированном растворе, текущем вниз в сосуде десорбера 41, и давлением паров аммиака и CO2 в восходящей паровой фазе вызывает переход аммиака и CO2 из жидкости в паровую фазу. В результате, вода и нелетучие компоненты собираются на дне десорбера 41 и могут быть легко оттуда удалены без отведения аммиака. Газовая фаза, содержащая десорбированные аммиак, CO2 и водяной пар, выходит из десорбера через выход для газа 44 в верхней части десорбера.
Жидкая фаза, собранная на дне 29 регенератора 25, обычно имеет температуру в диапазоне 100-150°C. Жидкая фаза, собранная на дне 46 десорбера 41, обычно имеет температуру в диапазоне 150-250°C. Теплообменник 47 может быть предусмотрен для передачи тепла жидкой фазы, извлеченной со дна десорбера 41, к аммонизированному раствору, полученному из регенератора 25 (и тем самым увеличения температуры аммонизированного раствора до заранее заданной температуры, например между 150-200°C) перед его введением в десорбер 41.
Газовая фаза (CO2, NH3, водяной пар) из десорбера 41 может направляться обратно, частично или целиком, к регенератору 25. Жидкая фаза, собранная на дне 46 десорбера 41, предпочтительно будет являться водным раствором нелетучих компонентов, с низким содержанием NH3 и CO2. В зависимости от содержания остаточного аммиака в водном растворе он может быть направлен к десорберу водной промывки или непосредственно к границам системы (BL). В данном варианте осуществления привнесенное тепло в значительной степени, если не полностью, утилизируется в регенераторном сосуде 25 и/или в небольшом теплообменнике сырья/выходящего потока 47. Потребность в тепле регенератора, обычно обеспечиваемая паром низкого давления (0,4-0,8 МПа), таким образом может быть снижена.
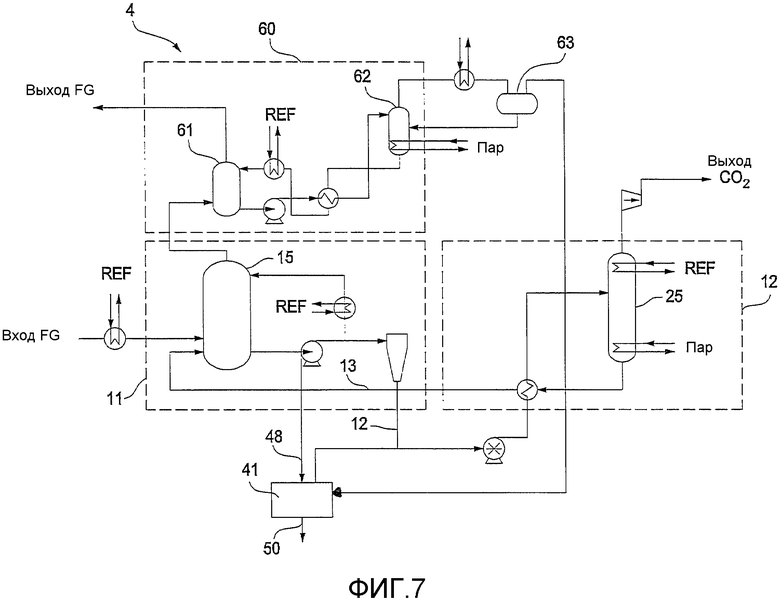
Ссылаясь на фиг.7, система удаления CO2 может в некоторых случаях дополнительно включать установку абсорбции аммиака, действующую для удаления следовых количеств NH3, присутствующих в газовом потоке, покидающем абсорбер CO2 15 установки улавливания CO2 11. Пример установки абсорбции аммиака схематически проиллюстрирован на фиг.7. Система водной промывки 60, как правило, включает абсорбер аммиака 61 (именуемый в настоящем документе абсорбером NH3) и (первое) устройство газожидкостной сепарации 62 (именуемое в настоящем документе десорбером NH3). В ходе процесса водной промывки водяной пар или водный раствор, имеющий концентрацию NH3 менее 5% по массе, циркулирует между абсорбером NH3 61 и десорбером NH3 62.
В абсорбере NH3 61 обедненный CO2 газовый поток из абсорбера CO2 15 приводится в контакт с водяным паром или водным раствором, имеющим концентрацию NH3 менее 5% по массе, так что NH3 поглощается упомянутым водяным паром или водным раствором. По меньшей мере часть воды или водного раствора, используемого в абсорбере NH3, отводится и подается в десорбер NH3 62. В десорбере NH3 62 газовая фаза, содержащая NH3, выделяется из воды или водного раствора и удаляется из установки абсорбции аммиака 60. В дополнении к NH3 газовая фаза из десорбера NH3 62 также может содержать водяной пар, CO2 и другие низкокипящие загрязнители. Отделенная газовая фаза, содержащая NH3, может быть возвращена в аммонизированный раствор системы удаления СО2 4, например в регенератор 25, чтобы привести к минимуму потерю NH3 из системы. Однако, в соответствии с вариантом осуществления изобретения, проиллюстрированном на фиг.7, газовая фаза из десорбера NH3 62 направляется через конденсатор 63 для удаления некоторого количества водяного пара и вводится во (второе) устройство газожидкостной сепарации 41, и может быть там использована для десорбции летучих соединений из циркулирующего аммонизированного раствора, как отмечалось выше в отношении вариантов осуществления настоящего изобретения. Вода или водный раствор, из которого NH3 был отделен, может быть повторно направлен в абсорбер NH3 61 для использования в улавливании дополнительного NH3 из газового потока.
В варианте осуществления, изображенном в общих чертах на фиг.7, установка абсорбции аммиака 60 включает конденсатор 63, выполненный с возможностью принимать газовый поток, вырабатываемый десорбером NH3 62, и конденсировать содержащийся в нем водяной пар. Водный конденсат, предпочтительно без или с низким содержанием NH3 и собираемый в конденсаторе 63, возвращается в десорбер NH3 62 для дальнейшего удаления любого оставшегося там NH3, и, в конечном счете, возвращается в абсорбер аммиака 61 для использования в качестве промывочной воды.
Десорбер 41 варианта осуществления, проиллюстрированного на фиг.7, приспособлен для работы при давлении 0,1-0,2 МПа и для получения обогащенного СО2 потока аммонизированного раствора из абсорбера 15 установки улавливания СО2 11. Аммонизированный раствор разделяется десорбером 41 на обогащенную NH3 и CO2 газовую фазу, которая повторно вводится в поток аммонизированного раствора, циркулирующий к установке регенерации 12, и на жидкую фазу, содержащую нелетучие соединения, которые могут таким образом быть удалены из циркулирующего аммонизированного раствора. Как газовая фаза, так и жидкая фаза десорбера 41, могут содержать воду. Относительное содержание воды в газовой фазе и жидкой фазе, соответственно, может зависеть от того, сколько тепла вырабатывается в десорбере. Чем больше количество тепла, - тем больше воды можно испарить. Таким образом, десорбер также можно использовать для регулирования водного баланса циркулирующего аммонизированного раствора. Согласно варианту осуществления, проиллюстрированному на фиг.7, десорбер 41 также получает отводимые сверху пары, т.е. газовую фазу из десорбера NH3 62, как упоминалось выше. Газовая фаза из десорбера 62, хотя и обогащенная NH3 в контексте десорбера 62, является относительно бедной NH3 в контексте десорбера 41, как правило, содержит 3-5 молей, например примерно 4 моля NH3, что можно сравнить с содержанием NH3 циркулирующего аммонизированного раствора, как правило, 5-15 молей, например 8-14 молей. Газовая фаза из десорбера 62 таким образом может способствовать десорбции аммонизированного раствора в десорбере 41, одновременно также добавляя тепловую энергию в десорбер 41, понижающую потребность во внешнем тепле десорбера 41. NH3 газовой фазы из десорбера 62 также будет десорбирован в десорбере 41 вместе с аммонизированным раствором, посредством чего смешанные NH3 и другие летучие компоненты, такие как CO2, как установки абсорбции аммиака 60, так и десорбера 41, могут выходить из десорбера 41 вместе в направлении к установке регенерации.
Использование десорбера 41 в варианте осуществления фиг.7 обеспечивает по меньшей мере преимущества:
- Удаления нелетучих соединений из циркулирующего аммонизированного раствора.
- Утилизации тепла из десорбера 62 в десорбере 41, снижающей потребность в тепле десорбера 41 до 50%.
- Направления аммиака, который иначе был бы потерян из системы, обратно в установку регенерации.
- Предоставления возможности эффективной утилизации тепла, используемого в процессе десорбции. По мере того, как извлеченный аммиак передается обратно в установку регенерации в горячем испаренном виде, тепло, поглощенное в ходе процесса десорбции десорбером 41, извлекается и используется эффективно при осуществлении регенерации системой улавливания CO2, возмещая там соответствующую часть потребности в тепле.
- Предоставления возможности более эффективного регулирования водного баланса системы.
Хотя изобретение было описано со ссылкой на ряд предпочтительных вариантов осуществления, специалистам в данной области техники будет понятно, что различные изменения могут быть сделаны и эквиваленты могут замещать соответствующие элементы в пределах объема изобретения. Кроме того, может быть сделано много модификаций, чтобы приспособить конкретную ситуацию или материал к описаниям изобретения без отклонения от его существенного объема. Поэтому предполагается, что данное изобретение не ограничивается конкретными вариантами осуществления, описанными в качестве лучшего варианта, рассматриваемого в настоящий момент для выполнения данного изобретения, но что изобретение будет включать в себя все варианты осуществления, попадающие в пределы объема прилагаемой формулы изобретения. Кроме того, использование терминов «первый, второй и т.д.» не означает какой-либо порядок или значимость или временную последовательность, но скорее термины «первый, второй и т.д.» используются для отличия одного элемента от другого.



Система, предназначенная для удаления углекислого газа (CO2) из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляется из газового потока потоком аммонизированного раствора. Способ удаления нелетучих соединений из циркулирующего потока аммонизированного раствора включает: введение части циркулирующего потока аммонизированного раствора в устройство газожидкостной сепарации; разделение введенного аммонизированного раствора на обогащенную аммиаком газовую фазу и жидкую фазу, содержащую нелетучие соединения; и повторное введение обогащенной аммиаком газовой фазы в циркулирующий поток аммонизированного раствора. Изобретение позволяет улучшить поглощение углекислого газа аммонизированным раствором. 4 н. и 36 з.п. ф-лы, 7 ил.
1. Способ удаления нелетучих соединений из циркулирующего потока аммонизированного раствора системы удаления CO2, системы, приспособленной для удаления углекислого газа (CO2) из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляется из газового потока циркулирующим потоком аммонизированного раствора, где система удаления CO2 включает в себя:
установку улавливания CO2, включающую в себя абсорбер CO2, выполненный с возможностью приема газового потока, содержащего CO2, и контактирования этого газового потока с потоком аммонизированного раствора, так что CO2 удаляется из газового потока потоком аммонизированного раствора с образованием обогащенного CO2 потока аммонизированного раствора; и
установку регенерации, включающую в себя регенератор, выполненный с возможностью приема обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2, и для выделения CO2 из аммонизированного раствора с образованием обедненного CO2 потока аммонизированного раствора и возвращения упомянутого обедненного CO2 потока аммонизированного раствора в установку улавливания CO2, при этом упомянутый способ включает:
подачу части циркулирующего потока аммонизированного раствора, содержащего нелетучие соединения, в устройство газожидкостной сепарации, которое находится в гидравлическом соединении с циркулирующим потоком аммонизированного раствора;
разделение указанной части циркулирующего потока аммонизированного раствора на обогащенную аммиаком газовую фазу и жидкую фазу, содержащую нелетучие соединения; и
подачу обогащенной аммиаком газовой фазы в циркулирующий поток аммонизированного раствора, подаваемый в регенератор; и
отведение жидкой фазы, содержащей нелетучие соединения, из устройства газожидкостной сепарации.
2. Способ по п.1, где часть циркулирующего потока аммонизированного раствора имеет давление в диапазоне от 0,1 до 1,0 МПа при введении в устройство газожидкостной сепарации.
3. Способ по п.1, где часть циркулирующего потока аммонизированного раствора имеет давление в диапазоне от 1,0 до 3,0 МПа при введении в устройство газожидкостной сепарации.
4. Способ по п.1, где указанная часть циркулирующего потока аммонизированного раствора, содержащего нелетучие соединения, является частью обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2.
5. Способ по п.1, где указанная часть циркулирующего потока аммонизированного раствора, содержащего нелетучие соединения, является частью обедненного CO2 потока аммонизированного раствора из установки регенерации.
6. Способ по п.1, где нелетучие соединения включают соли и металлы.
7. Способ по п.1, где циркулирующий поток аммонизированного раствора является водным и где большая часть воды циркулирующего потока аммонизированного раствора выделяется в обогащенную аммиаком газовую фазу и меньшая часть воды циркулирующего потока аммонизированного раствора выделяется в жидкую фазу, содержащую нелетучие соединения.
8. Способ по п.1, где часть циркулирующего потока аммонизированного раствора, вводимая в устройство газожидкостной сепарации, имеет скорость поступления, которая составляет менее 25% по объему от скорости поступления циркулирующего потока аммонизированного раствора.
9. Способ по п.1, где устройство газожидкостной сепарации включает десорбер.
10. Способ по п.9, где десорбер нагревается паром, имеющим давление менее 1,0 МПа.
11. Способ по п.9, где десорбер нагревается обедненным CO2 аммонизированным раствором из регенератора.
12. Способ по п.1, где подача части циркулирующего потока аммонизированного раствора в устройство газожидкостной сепарации представляет собой:
подачу части циркулирующего потока аммонизированного раствора в устройство газожидкостной сепарации выше устройства массопереноса, расположенного в устройстве газожидкостной сепарации.
13. Способ по п.1, дополнительно включающий
подачу второго газового потока, содержащего аммиак, из второго устройства газожидкостной сепарации в устройство газожидкостной сепарации.
14. Способ по п.13, где подачу второго газового потока в устройство газожидкостной сепарации осуществляют в точку между двумя вертикально разделенными устройствами массопереноса, расположенными в устройстве газожидкостной сепарации.
15. Способ по п.14, где подача части циркулирующего потока аммонизированного раствора в устройство газожидкостной сепарации представляет собой
подачу части циркулирующего потока аммонизированного раствора в устройство газожидкостной сепарации выше двух устройств массопередачи.
16. Система удаления углекислого газа (CO2) для удаления CO2 из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляется из газового потока с помощью циркулирующего потока аммонизированного раствора, включающая в себя:
устройство газожидкостной сепарации, выполненное с возможностью приема части циркулирующего потока аммонизированного раствора, разделения полученного аммонизированного раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу, и повторного введения обогащенной аммиаком газовой фазы в циркулирующий поток аммонизированного раствора, устройство газожидкостной сепарации также выполнено с возможностью приема щелочной добавки для смешивания с полученным аммонизированным раствором, и
дополнительно включающая в себя установку улавливания CO2, включающую в себя абсорбер CO2, выполненный с возможностью приема газового потока, содержащего CO2, и контактирования этого газового потока с потоком аммонизированного раствора, так что CO2 удаляется из газового потока потоком аммонизированного раствора с образованием обогащенного CO2 потока аммонизированного раствора; и
установку регенерации, включающую в себя регенератор, выполненный с возможностью приема обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2, и для выделения CO2 из аммонизированного раствора с образованием обедненного CO2 потока аммонизированного раствора и возвращения упомянутого обедненного CO2 потока аммонизированного раствора в установку улавливания CO2.
17. Система по п.16, где обедненная аммиаком жидкая фаза имеет pH в диапазоне от 7 до 11.
18. Система по п.16, где устройство газожидкостной сепарации включает датчик pH, установленный для измерения pH обедненной аммиаком жидкой фазы.
19. Система по п.16, где щелочная добавка является жидкой.
20. Система по п.16, где щелочная добавка содержит гидроксид натрия (NaOH) или гидроксид калия (KOH).
21. Система по п.16, где щелочную добавку добавляют в часть циркулирующего потока аммонизированного раствора, полученную с помощью устройства газожидкостной сепарации.
22. Система по п.16, где устройство газожидкостной сепарации включает десорбер.
23. Система по п.22, где щелочную добавку добавляют в донную часть десорбера.
24. Система по п.16, где устройство газожидкостной сепарации выполнено с возможностью приема части циркулирующего потока аммонизированного раствора при давлении в диапазоне от 0,1 до 1,0 МПа.
25. Система по п.16, где устройство газожидкостной сепарации выполнено с возможностью приема части циркулирующего потока аммонизированного раствора при давлении в диапазоне от 1,0 до 3,0 МПа.
26. Система по п.16, где часть циркулирующего аммонизированного раствора, которую устройство газожидкостной сепарации может получить, является частью обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2.
27. Система по п.16, где часть циркулирующего аммонизированного раствора, которую устройство газожидкостной сепарации может получить, является частью обедненного CO2 потока аммонизированного раствора из установки регенерации.
28. Система удаления углекислого газа (CO2) для удаления CO2 из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляется из газового потока с помощью потока аммонизированного раствора, упомянутая система включающая в себя:
установку улавливания CO2, включающую в себя абсорбер CO2, выполненный с возможностью приема газового потока, содержащего CO2, и контактирования этого газового потока с потоком аммонизированного раствора, так что CO2 удаляется из газового потока с помощью потока аммонизированного раствора с образованием обогащенного CO2 потока аммонизированного раствора и обедненного CO2 газового потока;
установку регенерации, включающую в себя регенератор, выполненный с возможностью приема обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2, и для выделения CO2 из аммонизированного раствора с образованием обедненного CO2 потока аммонизированного раствора и возвращения упомянутого обедненного CO2 потока аммонизированного раствора в установку улавливания CO2; и
установку абсорбции аммиака, включающую:
абсорбер аммиака, выполненный с возможностью приема обедненного CO2 потока из установки улавливания CO2 и контактирования газового потока с водным потоком отмывающего раствора, имеющим содержание аммиака менее 5% по массе, так что аммиак поглощается в упомянутом водном потоке отмывающего раствора с образованием обогащенного аммиаком отмывающего раствора; и
первое устройство газожидкостной сепарации, выполненное с возможностью приема обогащенного аммиаком отмывающего раствора из абсорбера аммиака и разделения полученного отмывающего раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу; и
второе устройство газожидкостной сепарации, выполненное с возможностью приема части циркулирующего потока аммонизированного раствора, разделения полученного аммонизированного раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу, и повторного введения обогащенной аммиаком газовой фазы в циркулирующий поток аммонизированного раствора, при этом устройство газожидкостной сепарации выполнено также с возможностью приема по меньшей мере газообразной части обогащенной аммиаком газовой фазы из первого устройства газожидкостной сепарации.
29. Система по п.28, где второе устройство газожидкостной сепарации выполнено с возможностью приема упомянутой по меньшей мере газообразной части обогащенной аммиаком газовой фазы из первого устройства газожидкостной сепарации в или ниже устройства массопереноса устройства газожидкостной сепарации.
30. Система по п.28, где поток отмывающего раствора из абсорбера аммиака имеет скорость поступления по меньшей мере в два раза выше скорости поступления части циркулирующего потока аммонизированного раствора, полученной с помощью второго устройства газожидкостной сепарации.
31. Система по п.28, где аммонизированный раствор, который может получить второе устройство газожидкостной сепарации, является частью обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2.
32. Система по п.28, где второе устройство газожидкостной сепарации выполнено с возможностью приема упомянутой части циркулирующего потока аммонизированного раствора при давлении в диапазоне от 0,1 до 1,0 МПа.
33. Система по п.28, где второе устройство газожидкостной сепарации также выполнено с возможностью приема по меньшей мере части обогащенного аммиаком отмывающего раствора из абсорбера аммиака.
34. Система удаления углекислого газа (CO2) для удаления CO2 из газового потока путем приведения газового потока в контакт с циркулирующим потоком аммонизированного раствора, так что CO2 удаляется из газового потока с помощью потока аммонизированного раствора, включающая:
установку улавливания CO2, включающую в себя абсорбер CO2, выполненный с возможностью приема газового потока, содержащего CO2, и контактирования этого газового потока с потоком аммонизированного раствора, так что CO2 удаляется из газового потока с помощью потока аммонизированного раствора с образованием обогащенного CO2 потока аммонизированного раствора;
установку регенерации, включающую в себя регенератор, выполненный с возможностью приема обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2, и для выделения CO2 из аммонизированного раствора с образованием обедненного CO2 потока аммонизированного раствора и возвращения упомянутого обедненного CO2 потока аммонизированного раствора в установку улавливания CO2;
устройство газожидкостной сепарации, выполненное с возможностью приема части циркулирующего потока аммонизированного раствора, при этом устройство газожидкостной сепарации включает:
первую ступень, выполненную с возможностью приема упомянутой части циркулирующего потока аммонизированного раствора и разделения ее на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу, обогащенная аммиаком газовая фаза повторно вводится в циркулирующий поток аммонизированного раствора; и
вторую ступень, выполненную с возможностью приема обедненной аммиаком жидкой фазы из первой ступени и разделения упомянутой жидкой фазы на газовую фазу, главным образом состоящую из водяного пара, и жидкую фазу, включающую нелетучие соединения.
35. Система по п.34, где полученный аммонизированный раствор является водным, и где большая часть воды аммонизированного раствора выделяется в газовую фазу второй ступени, меньшая часть воды аммонизированного раствора выделяется в жидкую фазу, содержащую нелетучие соединения, и другая меньшая часть воды аммонизированного раствора выделяется в обогащенную аммиаком газовую фазу.
36. Система по п.34 дополнительно включающая:
установку абсорбции аммиака, включающую в себя:
абсорбер аммиака, выполненный с возможностью приема обедненного CO2 газового потока из установки улавливания CO2 и контактирования газового потока с водным потоком отмывающего раствора, имеющим содержание аммиака менее 5% по массе, так что аммиак поглощается в упомянутом водном потоке отмывающего раствора с образованием обогащенного аммиаком отмывающего раствора; и
первое устройство газожидкостной сепарации, выполненное с возможностью приема обогащенного аммиаком отмывающего раствора из абсорбера аммиака и разделения полученного отмывающего раствора на обогащенную аммиаком газовую фазу и обедненную аммиаком жидкую фазу;
где первое устройство газожидкостной сепарации выполнено с возможностью приема по меньшей мере части газовой фазы из второй ступени.
37. Система по п.34, где первое устройство газожидкостной сепарации выполнено с возможностью приема упомянутой по меньшей мере части газовой фазы из второй ступени ниже устройства массопереноса первого устройства газожидкостной сепарации.
38. Система по п.34, где система выполнена с возможностью объединения обогащенной аммиаком газовой фазы первого устройства газожидкостной сепарации с обогащенной аммиаком газовой фазой первой ступени до повторного введения в циркулирующий поток аммонизированного раствора.
39. Система по п.34 дополнительно включающая:
установку улавливания CO2, включающую абсорбер CO2, выполненный с возможностью приема газового потока, содержащего CO2, и контактирования этого газового потока с потоком аммонизированного раствора, так что CO2 удаляется из газового потока с помощью потока аммонизированного раствора с образованием обогащенного CO2 потока аммонизированного раствора;
где аммонизированный раствор, который может принимать первая ступень, является частью обогащенного CO2 потока аммонизированного раствора из установки улавливания CO2.
40. Система по п.34, где первая ступень выполнена с возможностью приема упомянутой части циркулирующего потока аммонизированного раствора при давлении в диапазоне от 0,1 до 1,0 МПа.
| US 2008307968 A1, 18.12.2008 | |||
| KR 100791091 B1, 03.01.2008 | |||
| WO 2009120418 A1, 01.10.2009 | |||
| RU 96123245 A, 10.02.1999 |

