Изобретение относится к нефтегазодобывающей промышленности и может быть использовано при ремонте нефтяных и газовых скважин.
В процессе эксплуатации на ряде нефтяных и газовых скважин систематически выявляется негерметичность по резьбовому соединению "муфта кондуктора - монтажный патрубок колонной головки". Негерметичность по резьбовому соединению "муфты кондуктора и монтажного патрубка" может привести к загазованности на кустах нефтяных и газовых скважин, что является недопустимым нарушением Правил безопасности в нефтяной и газовой промышленности «ПБ 08-624-03».
Известен способ герметизации резьбового соединения "муфта кондуктора - монтажный патрубок" колонной головки путем капитального ремонта скважины (КРС). Состав работ при КРС: глушение скважины, извлечение насосно-компрессорных труб (далее НКТ), демонтаж устьевого оборудования, замена монтажного патрубка колонной головки, монтаж устьевого оборудования, спуск НКТ, вызов притока.
Существенными недостатками известного способа являются следующие факторы: Износ оборудования (резьбы муфты и патрубка) вследствие свинчивания при спуско-подъемных операциях; высокая стоимость КРС; продолжительный период времени выполнения КРС, который составляет ориентировочно 6-7 дней, что приводит к останову скважины и потерям при добыче. Также вследствие глушения скважины значительно понижается проницаемость коллектора в призабойной зоне пласта, что влечет за собой значительное снижение продуктивности. При спускоподъемных операциях, которые неизбежны при капитальном ремонте скважины, во время работы на открытом (негерметизированном) устье существует опасность газонефтеводопроявлений и разгазировния жидкости глушения.
Вышеуказанный известный способ герметизации резьбового соединения имеет то же назначение, что и предлагаемое изобретение, при этом совокупность признаков, совпадающих с существенными признаками заявляемого способа, отсутствует.
Задачей изобретения является ликвидация негерметичности резьбового соединения "муфта кондуктора - монтажный патрубок колонной головки" без вывода скважины в капитальный ремонт, за счет чего достигается сокращение временных и финансовых затрат на ликвидацию негерметичности, исключение потерь при добыче нефти и газа, неизбежных при капитальном ремонте, а также снижение негативного воздействия на окружающую среду за счет устранения утечки природного газа в атмосферу.
Техническим результатом является надежная герметизация кондуктора скважины, повышение прочности основания скважины, на котором монтируется все оборудование обвязки скважины, улучшение экологических аспектов и показателей промышленной безопасности. При этом предлагаемый способ осуществляется на действующей скважине, без ее вывода из эксплуатации и глушения, в соответствии с требованиями норм промышленной безопасности, что значительно снижает затраты на устранение негерметичности резьбового соединения по сравнению с аналогом.
Технический результат достигается тем, что способ герметизации резьбового соединения муфта кондуктора - монтажный патрубок колонной головки на скважине без вывода в капитальный ремонт включает: замер утечки газа, монтаж отводной линии для стравливания газа на безопасном от скважины расстоянии, очистку места сварки, наложение сварного шва, проведение визуально - измерительного, рентгеновского и ультразвукового контроля сварного шва, демонтаж отводной линии, проверку зоны сварного шва на отсутствие утечек газа, при этом сварной шов состоит из трех слоев: корневого, заполняющего и облицовочного.
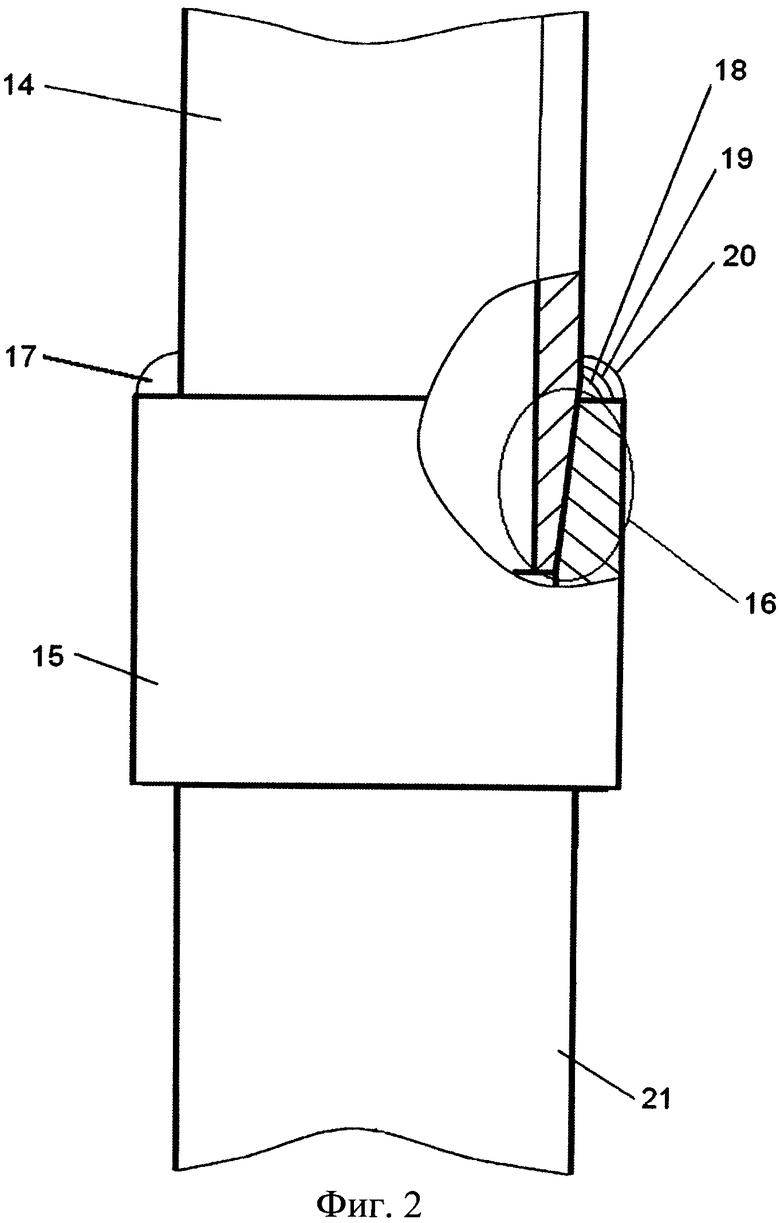
Изобретение поясняется чертежами, где на фиг.1 представлена схема обвязки межколонного пространства скважины при реализации предлагаемого способа, на фиг.2 схематично показана реализация предлагаемого способа.
На чертежах приняты следующие обозначения. На фиг.1: 1 - трубная головка фонтанной арматуры; 2 - колонная головка фонтанной арматуры; 3, 4 - манометр; 5 - вентиль, 6 - дополнительный отвод; 7 - диафрагменный измеритель критического течения (ДИКТ); 8, 9, 10, 11, 12, 13 - задвижки.
На фиг.2: 14 - монтажный патрубок колонной головки; 15 - муфта кондуктора; 16 - резьбовое соединение; 17 - сварной шов, 18 - корневой слой; 19 - заполняющий слой; 20 - облицовочный слой; 21 - труба обсадная.
Способ осуществляется следующим образом.
При обнаружении утечки газа через резьбовое соединение замеряют утечку газа посредством газоанализатора. После чего на действующей газовой скважине производят монтаж отводной линии для стравливания газа на безопасном от скважины расстоянии. Монтаж отводной линии включает: монтаж к обвязке межколонного пространства (фиг.1) временной факельной линии, которую опрессовывают на полуторакратное давление от ожидаемого рабочего и надежно закрепляют якорями (или пригрузами). Длина отвода из межколонного пространства должна быть не менее 20 м. Дополнительный межколонный факельный отвод 6 направляют в сторону от дорог и газосборного коллектора и выводят за пределы кустовой площадки, на его конце устанавливают диафрагменный измеритель критического течения (ДИКТ) - 7 с диафрагмой не более 6 мм для того, чтобы не раздренировать каналы межколонного пространства. Сбрасывают давление в межколонном пространстве с записью кривой падения давления, с использованием манометров Микон-227 - 3, 4 (фиг.1). Для выпуска газа из межколонного пространства задвижки 11, 12 открывают. Используя газоанализатор, проверяют рабочее место на загазованность перед началом огневых работ и в ходе их выполнения. Производят очистку места сварки наружных поверхностей монтажного патрубка 14 (фиг.2) и муфты кондуктора 15 от земли, снега и других загрязнений, и сборку сварного соединения. Монтажный патрубок 14 и муфту кондуктора 15 собирают на резьбе. Производят заварку резьбового соединения методом ручной электродуговой сварки.
Согласно ГОСТ 5264-80 «Ручная дуговая сварка» в данном случае получается нахлесточное сварное соединение. Основной размерной характеристикой угловых швов нахлесточных соединений является расчетный катет К. Для элементов с толщиной 4-16 мм катет шва определяют из соотношения К=0,4S+2 мм, где S - толщина свариваемых деталей. При сварке разнотолщинных деталей катет шва рассчитывается по более толстостенной детали, при этом, минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента. В соответствии с вышеизложенным рассчитывается катет шва: К=0,4×12+2=6,8 мм. Согласно ГОСТ 5264-80 «Ручная дуговая сварка» существуют допустимые предельные отклонения размера катета шва от номинального значения. При номинальном значении катета от 5 мм до 8 мм включительно, допустимые отклонения составляют -1 мм +2 мм. Для формирования необходимых геометрических размеров и обеспечения надлежащего качества сварного шва, сварку проводят в три слоя: корневого - для обеспечения полного провара и сплавления свариваемых кромок; заполняющего - для формирования необходимого катета шва; облицовочного (декоративный, отжигающий) - для формирования усиления шва и обеспечения плавного перехода от наплавленного металла шва к основному металлу.
После сварки производят визуально-измерительный контроль сварного шва, рентгеновский контроль - исследование внутреннего состояние шва, ультразвуковой контроль - исследование околошовной зоны для определения качества связывания шва с деталями. После чего проверяют зоны сварного шва газоанализатором на предмет отсутствия утечек газа. Закрывают задвижку 12 (фиг.1). Производят демонтаж отводной линии 6. Фиксируют текущее давление в межколонном пространстве. С использованием электронного манометра Микон-227 3, 4 записывают кривую восстановления давления в межколонном пространстве.
Предлагаемый способ герметизации реализуется на действующей газовой или нефтяной скважине (без вывода в капитальный ремонт), что значительно сокращает затраты на ее обслуживание и исключает потери в добыче нефти или газа, неизбежные при капитальном ремонте, а также снижает негативное воздействие на окружающую среду за счет устранения утечки природного газа в атмосферу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИКВИДАЦИИ МЕЖКОЛОННЫХ ГАЗОПРОЯВЛЕНИЙ В СКВАЖИНЕ | 2008 |
|
RU2373377C1 |
| СПОСОБ ЛИКВИДАЦИИ НЕГЕРМЕТИЧНОСТИ КОЛОНН НЕФТЕГАЗОВЫХ СКВАЖИН | 2014 |
|
RU2586360C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕЖКОЛОННОГО ПРОСТРАНСТВА УСТЬЯ СКВАЖИНЫ МЕЖДУ КОНДУКТОРОМ И ТЕХНИЧЕСКОЙ КОЛОННОЙ | 2022 |
|
RU2775209C1 |
| Способ оснащения глубокой газовой скважины компоновкой лифтовой колонны | 2016 |
|
RU2614998C1 |
| СПОСОБ ЛИКВИДАЦИИ НЕФТЕГАЗОВОЙ СКВАЖИНЫ, РАСПОЛОЖЕННОЙ В АКВАТОРИИ НЕГЛУБОКОГО ВОДОЕМА | 2009 |
|
RU2418152C1 |
| ГЕРМЕТИЗАТОР УСТЬЯ СКВАЖИНЫ РАЗЪЕМНЫЙ | 2013 |
|
RU2531667C1 |
| СПОСОБ ФИЗИЧЕСКОЙ ЛИКВИДАЦИИ СКВАЖИН | 2014 |
|
RU2576422C1 |
| КОЛОННАЯ ГОЛОВКА ДЛЯ ГЕРМЕТИЗАЦИИ УСТЬЯ СКВАЖИНЫ | 2003 |
|
RU2254440C1 |
| Способ подготовки скважинного оборудования для проведения ремонтных и/или восстановительных работ на скважине под давлением | 2024 |
|
RU2837577C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕРМЕТИЧНОСТИ ПРИУСТЬЕВОЙ ЧАСТИ КОНДУКТОРА ИЛИ ПРОМЕЖУТОЧНОЙ КОЛОННЫ ЭКСПЛУАТАЦИОННОЙ ГАЗОВОЙ СКВАЖИНЫ | 2004 |
|
RU2278257C1 |
Изобретение относится к нефтегазодобывающей промышленности. Техническим результатом является повышение герметичности соединения муфта кондуктора - монтажный патрубок колонной головки на скважине без вывода в капитальный ремонт. Способ включает замер утечки газа, монтаж отводной линии для стравливания газа на безопасном от скважины расстоянии, очистку места сварки, наложение сварного шва, проведение визуально измерительного, рентгеновского и ультразвукового контроля сварного шва, демонтаж отводной линии, проверку зоны сварного шва на отсутствие утечек газа. 1 з.п. ф-лы, 2 ил.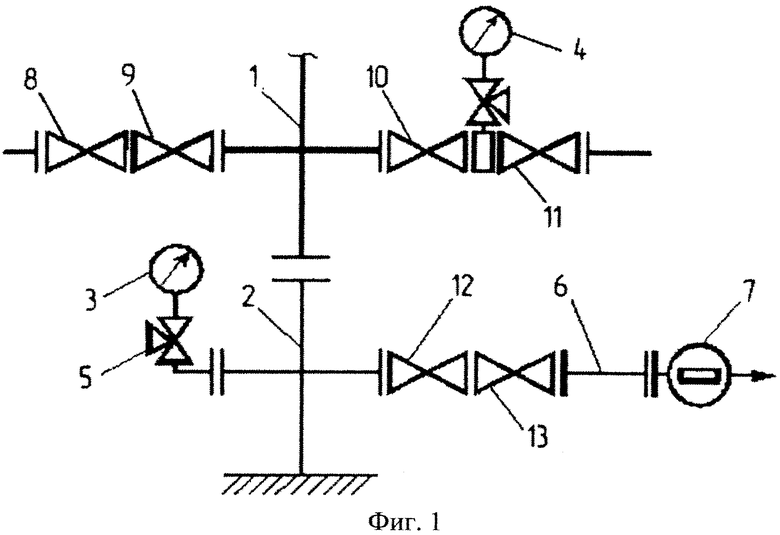
1. Способ герметизации резьбового соединения муфта кондуктора - монтажный патрубок колонной головки на скважине без вывода в капитальный ремонт, включающий замер утечки газа, монтаж отводной линии для стравливания газа на безопасном от скважины расстоянии, очистку места сварки, наложение сварного шва, проведение визуально-измерительного, рентгеновского и ультразвукового контроля сварного шва, демонтаж отводной линии, проверку зоны сварного шва на отсутствие утечек газа.
2. Способ по п.1, отличающийся тем, что сварной шов состоит из трех слоев: корневого, заполняющего и облицовочного.

