Изобретение относится к способу производства удлиненных изделий из титана, или титанового сплава, или заготовок таких изделий.
Термин "удлиненное изделие" здесь означает металлическую деталь, размеры поперечного сечения которой значительно меньше, или даже во много раз меньше ее длины.
Удлиненные изделия включают металлические детали, производство которых обычно подразумевает по меньшей мере одну операцию волочения. Однако определение удлиненного изделия не ограничивается исключительно такими деталями.
Под удлиненными изделиями чаще всего подразумевают металлические детали, получаемые в ходе операции волочения, и профильные детали, в том числе полые профили и трубы.
Термин "заготовка" должен здесь пониматься в достаточно широком смысле. Он означает удлиненное изделие, не конечное, а такое, общая форма которого преимущественно имеет общий вид конечного удлиненного изделия. Это означает, что заготовка удлиненного изделия является удлиненной металлической деталью.
Это не исключает ни последующего формования этой заготовки, например, посредством механической обработки, ни модификацию этой общей формы, например, посредством изгибания, фальцовки или любой другой пластической деформации.
Следует понимать, что "заготовка" удлиненного изделия является деталью удлиненной формы, которая может быть подвергнута разным видам обработки, такой как формование, механическая обработка или также обработка поверхности для получения конечного изделия.
Области применения удлиненных изделий из титана или титанового сплава многочисленны. В частности они включают авиационное и авиационно-космическое строительство.
Существуют определенные нормы, регулирующие металлургическое качество продукции. Требуемое качество зависит от предполагаемого применения.
Например, для авиационного строительства требуется высокое качество по причине серьезных последствий, которые влечет за собой ненадлежащее качество изделия.
Соблюдение установленных стандартов качества не ограничивается областью авиации: на практике большинство областей применения требуют соблюдения минимального металлургического качества, чтобы определить, соответствуют ли они норме или нет. И получение изделия высокого качества не ограничивается авиационной и авиационно-космической областями.
К требованиям относительно качества сегодня добавляются требования к стоимости и наличию, которые практически также важны. Иными словами уже не достаточно получить изделие, отвечающее требованиям качества, нужно также добиться его удовлетворительной стоимости и достаточного количества для удовлетворения рынка.
Поэтому постоянно ищут наименее дорогостоящий способ производства, который позволит получить изделия по меньшей мере эквивалентного качества.
Традиционные способы начинаются с подготовки массы титана, которая может содержать губчатый титан, титановую стружку, отходы титана (что иногда ошибочно определяют как "лом титана") и/или чаще всего вторичный титан.
Эту массу титана затем расплавляют и сплавляют в единый слиток значительного диаметра.
В этих традиционных способах могут применяться различные технологии для осуществления плавки/литья массы титана.
Плавка посредством бомбардировки электронами, также определяемая английским выражением "Electron beam furnance" ("электронно-лучевая печь"), применяется для плавки смеси губчатого титана и вторичного материала (отходов) в качестве первичного материала. Вторичные материалы являются менее дорогостоящими, чем губчатый титан, что подразумевает экономический интерес, который может быть получен посредством этого способа.
Плавка посредством плазменной горелки и плавка посредством бомбардировки электронами в холодном тигле являются более недавними технологиями, которые позволяют осуществлять более непрерывное литье и дают возможность плавить большее количество отходов титана. Эти технологии также являются более экономичными, чем плавка посредством традиционной бомбардировки электронами.
При традиционных способах плавки, литье расплавленного материала является поэтапным и довольно медленным. Обычно расплавленный материал понемногу переливается в литейный тигель в силу переполнения плавильного котла, по мере того как материал плавится. Длительность и поэтапность литья, главным образом по причине ограничений технологии плавки, приводят к дефектам литья в слитке.
Для того чтобы отвечать высоким требованиям к металлургическому качеству, например, ответственных деталей из области авиации, необходимо переплавлять слиток, полученный после первичной плавки/литья, и выливать заново. Последующие плавки в итоге улучшают металлургическое качество слитка.
Традиционно плавка/литье осуществляется согласно технологии переплавки посредством вакуумной электрической дуги, также именуемой "VAR" (от английского "vacuum arc remelting" ("вакуум-дуговой переплав")). Слиток, полученный после первой плавки, представляет собой электрод, который должен быть постепенно расплавлен и одновременно отлит в слиток похожего диаметра непрерывным способом. На практике диаметр нового слитка в среднем на 10-20% превышает диаметр применяемого электрода, то есть первичного слитка.
Следует отметить, что определенные стандарты, такие как стандарт США AMS 4945, применяемый в области авиационного строительства, требуют применения переплавки "VAR".
Эта "двойная плавка" оказывается дорогостоящей. Также у литейщиков обычно принято отливать слитки большого диаметра, примерно между 500 и 1000 мм, поскольку стоимость на единицу массы уменьшается с увеличением диаметра отлитого слитка. Иными словами, слитки большего диаметра являются менее дорогостоящими для данного объема используемого материала.
Чтобы избавиться от недостатков традиционных технологий (первичной) плавки, которыми главным образом являются медлительность и поэтапность плавки/литья, позднее была применена технология плавки посредством вакуумной электрической дуги способом гарнисажной плавки, также определяемой английским термином "skull melting" (в буквальном переводе с французского - "плавка на корке"). Посредством гарнисажной плавки достигают способа плавки, при котором тигель печи остывает таким образом, чтобы над ним образовался слой расплавленного материала, в данном случае титана, или дополнительный тигель, изолирующий остальной расплавленный материал от тигля печи.
Часть массы титана, подлежащей плавке, помещают в тигель, тогда как другая часть этой массы выполняет функцию применяемого электрода. Вся масса титана плавится благодаря электрической дуге, образованной между электродом и тиглем, а затем подвергается термообработке в литейной ванне. Затем расплавленная масса отливается в одну или несколько литейных форм за один раз посредством наклона тигля.
Гарнисажная плавка позволяет быстро выливать за один раз, одной партией (наклоном) всю массу расплавленного материала. Это может позволить избежать дефектов литья, связанных с медлительностью и поэтапностью более старых технологий плавки.
Из экономических соображений обычно принято выливать один большой слиток.
Гарнисажная плавка в равной степени позволяет осуществлять плавку как заготовок из титана, так и вторичного материала.
Дополнительное преимущество состоит в том, что пустая порода, которая образуется в контакте с тиглем, может быть легко, т.е. напрямую, использована повторно в качестве нового электрода.
Для большинства требуемых удлиненных изделий возможности современных станов не позволяет волочить непосредственно слитки, полученные после переплавки "VAR" или гарнисажной плавки по причине слишком большого диаметра слитка.
Одна или несколько операций по уменьшению диаметра посредством ковки необходимы для трансформирования слитка большого диаметра в один или несколько болванок подходящего диаметра для волочильного стана и для желаемого удлиненного изделия.
В качестве примера слиток, полученный посредством технологии "VAR" или гарнисажной плавки, может иметь диаметр около 600 миллиметров и может быть трансформирован посредством последующих операций ковки в болванки диаметром около 120 миллиметров, то есть уменьшение диаметра посредством ковки составляет порядка 25 раз (2500%).
Следует отметить, что ковка определенно улучшает металлургическое качество болванок, таким образом, ее систематически применяют после плавки (VAR, гарнисажной плавки и др.).
Дополнительные операции, например механическая обработка (для удаления тонкого поверхностного слоя кованой болванки или "обдирки") или конечная обработка, также при необходимости могут осуществляться перед волочением.
В итоге, обычная совокупность этапов производства удлиненных изделий высокого качества из титана или титанового сплава, начиная с массы титана, включает следующие операции, при которых:
- плавят массу титана или титанового сплава и выливают единый слиток большого диаметра;
- переплавляют по технологии "VAR" этот единый слиток в единый слиток также большого диаметра; этот этап является практически обязательным, если предшествующая плавка не осуществлялась посредством гарнисажной плавки; эта переплавка может быть обязательной согласно авиационным стандартам.
- из слитка большого диаметра готовят одну или несколько болванок для волочения, осуществляя одну или несколько операций ковки;
- осуществляют волочение болванок посредством волочильного стана для получения удлиненных изделий практически окончательной формы;
Затем могут быть выполнены одна или несколько операций поверхностной обработки и/или изменения общего вида удлиненного изделия для получения конечного удлиненного изделия.
Эта совокупность этапов производства является не совсем удовлетворительной, в частности относительно стоимости, длительности производства удлиненного изделия, а также относительно доступности готовых изделий.
Заявители нашли способ улучшить ситуацию.
Предлагаемый способ является способом изготовления удлиненных изделий из титана или титанового сплава, или заготовок таких изделий, включающий подготовку массы титана или титанового сплава, плавку этой массы посредством электрической дуги и способом гарнисажной плавки, выливание в один или несколько слитков преимущественно цилиндрической формы и диаметра примерно менее 300 мм из расплавленной массы, затем волочение одного или нескольких таких слитков при температуре между 800°С и 1200°С посредством волочильного стана.
Такой способ позволяет получать неповрежденные удлиненные изделия, т.е. практически лишенные всех дефектов литья, и по своей механической прочности, в частности измеряемой испытанием на разрыв, по меньшей мере эквивалентные изделиям, получаемым традиционными или известными на сегодняшний день способами. Например, этот способ позволяет получать удлиненные изделия, сопоставимые по качеству с изделиями, соответствующими действующим сегодня авиационным стандартам, по меньшей мере касательно механической прочности, например, стандартам США AMS 4935 или AMS 4945.
Кроме того, этот способ предлагает потенциально меньшую стоимость производства изделия по сравнению с традиционными или известными на сегодняшний день способами, а также сокращенную длительность производства, частично в связи с отсутствием каких-либо операций ковки, и в целом значительное уменьшение диаметра слитков, выливаемых перед операцией волочения, что позволяет осуществлять одновременное литье нескольких слитков.
Предложенный способ повышает доступность получаемых удлиненных изделий, в частности, благодаря упрощению совокупности этапов производства и возможности использования в приготавливаемой массе титана или титановом сплаве большой доли вторичного материала.
Другие отличия и преимущества изобретения выявляются при изучении приведенного ниже подробного описания и прилагаемых графических материалов, на которых:
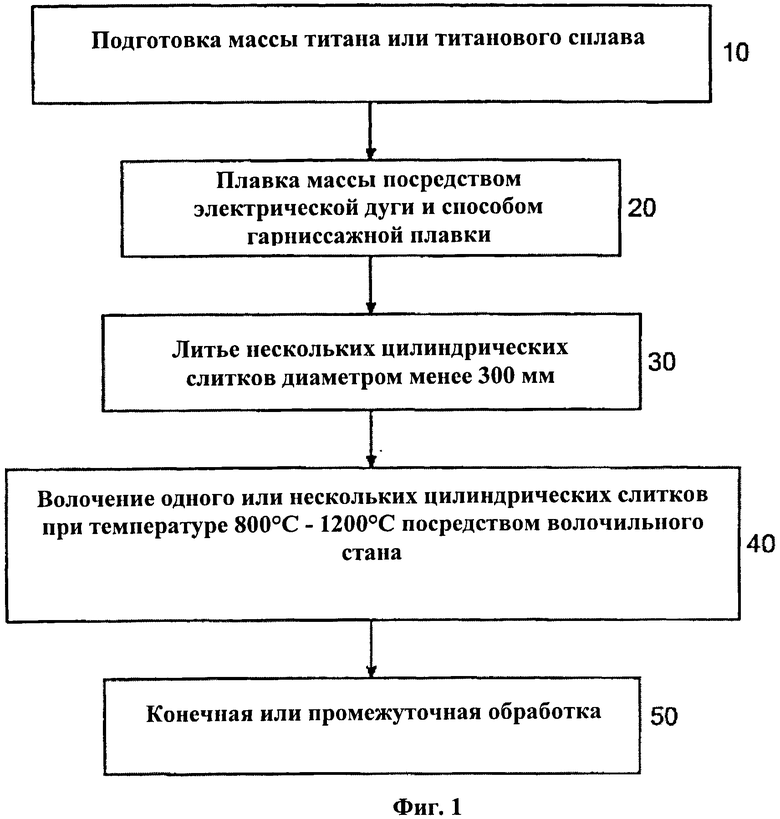
- На Фиг.1 показана блок-схема, иллюстрирующая способ согласно изобретению,
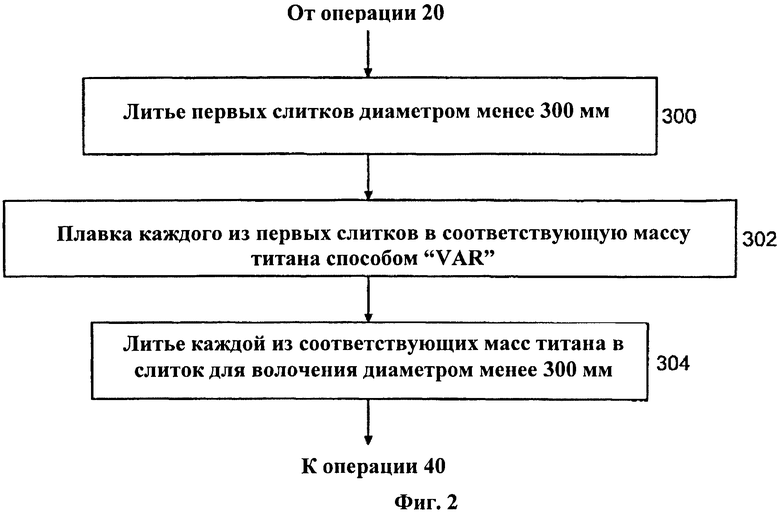
- На Фиг.2 показана блок-схема, иллюстрирующая один вариант осуществления способа по Фиг.1,
- На Фиг.3 показана блок-схема, иллюстрирующая дополнительный способ, который может быть осуществлен в дополнение к способам по Фиг.1 и 2.
Прилагаемые графические материалы могут не только служить дополнением к изобретению, но также, при необходимости, вносить вклад в его определение.
На Фиг. 1 показан способ изготовления удлиненных изделий из титана или титанового сплава, или заготовок изделий этого типа.
Способ по Фиг. 1 включает операцию подготовки 10 массы титана или титанового сплава, операцию плавки 20 этой массы посредством электрической дуги и способом гарнисажной плавки, операцию литья 30 из расплавленной массы одного или нескольких слитков преимущественно цилиндрической формы и диаметра менее примерно 300 мм, затем операцию волочения 40 одного или нескольких слитков при температуре между 800°С и 1200°С посредством волочильного стана. Опционно, полученное на этом этапе волочения удлиненное изделие может быть подвергнуто одному или нескольким этапам конечной или промежуточной обработки 50.
Способ по Фиг.1 начинается с операции подготовки массы титана или титанового сплава 10. Химический состав этой массы соответствует желаемому сорту удлиненного изделия. Например, химический состав этой массы может быть предназначен для получения сплава TA6V4, или эквивалентного, такого, как указан в стандарте США AMS 4935, или же TA3V2.5, или эквивалентного, такого, как указан в стандарте США AMS 4945.
Эти сплавы в частности используются в области авиации, в которой строгие стандарты требуют высокого металлургического качества изделий. Их применение никоим образом не ограничивается этой отраслью. И осуществление способа по Фиг.1 также не ограничивается конкретно этими сплавами, а наоборот, распространяется на множество различных соединений титана, согласно именно предусмотренному применению, например Т40, Т60 или другие.
Эта масса может включать губчатый титан, отходы титана или титановый сплав, называемые на английском "scrap" ("лом"), стружку титана или титанового сплава, всю или часть корки, оболочку или пустую породу, образующуюся в результате гарнисажной плавки, или чаще всего вторичный титан в любом виде. Состав вторичного материала контролируется относительно его качества и химического состава.
Вторичные элементы могут происходить от изначально закладываемого сырья, обработанных вторичных материалов, предназначенных для производства титана посредством переплавки, механической обработки остатков деталей из титана или титановых сплавов и др.
Эти вторичные материалы могут иметь различный химический состав, например, согласно желаемому сорту удлиненного изделия, но не обязательно. Эти материалы могут соответствовать вышеуказанным сплавам.
Доступность и стоимость вторичных элементов зависит от их массы, то есть стоимость килограмма материала меньше, чем стоимость килограмма губчатого титана, таким образом, его использование имеет большее преимущество.
Масса титана или титанового сплава на этапе подготовки 10 может также включать элементы легирования и/или сплава в пропорциях, которые зависят от последующей стадии способа, от предусмотренного использования, и/или желаемого сорта удлиненного изделия.
Согласно способу по Фиг.1 далее следует операция плавки посредством электрической дуги и способом гарнисажной плавки 20 массы титана или титанового сплава, подготовленной в ходе операции 10.
Таким образом, плавка осуществляется в виде гарнисажной плавки.
Гарнисажная плавка осуществляется посредством печи, содержащей вакуумный резервуар и выполненный соответствующим образом тигель, помещенный внутрь резервуара.
Устанавливают расходуемый электрод внутрь резервуара, в то время как загружают титан в тигель. Генерируют большую разность потенциалов между электродом и тиглем. Когда эта разность потенциалов достигает определенного порога, образуется электрическая дуга с высоким уровнем энергии между нижним концом электрода и находящимся в тигле титаном.
На практике электрод может быть установлен на вертикальную часть, проходящую сверху вниз в резервуар.
Когда электрод полностью расплавляется, расплавленная масса титана, находящаяся в тигле, может быть вылита за один раз, в одну или несколько литейных форм выбираемого типа, в данном случае с круглым поперечным сечением и диаметром менее 300 мм, помещаемых внутрь резервуара. Таким образом, литье осуществляется очень быстро: оно может, например, осуществляться посредством наклона тигля. Гарнисажная плавка также является технологией плавки/литья отдельными партиями.
Во время такой плавки/литья, часть расплавленной массы титана отвердевает на границе с тиглем и образует пустую породу титана, защищающую титан при плавке от любого загрязнения от других элементов, присутствующих в тигле или от самого тигля. Иными словами, эта пустая порода образует дополнительный тигель, расположенный в тигле, который предусмотрен в печи (гарнисажная плавка). После остывания эта пустая порода может быть использована как расходуемый электрод для новой плавки, что представляет экономический интерес. Тигель печи может быть устроен таким образом, что пустая порода имеет форму, приспособленную к ее дальнейшей функции расходуемого электрода.
Подготовленная масса титана на этапе 10 включает преимущественно пустую породу или корочку, образующуюся в результате плавки и литья посредством способа гарнисажной плавки исходной массы титана.
Также, преимущественно, подготовленная к операции 10 масса титана содержит значительную долю вторичного титана.
Предпочтительно, масса титана для операции 10 включает всего одну или несколько корок из вторичного материала и необходимых элементов сплавов или легирования в соответствующей пропорции.
Иными словами, операция подготовки массы титана или титанового сплава 10 в данном случае заключается главным образом в получении смеси титана или титанового сплава, в котором большая часть или вся масса состоит из вторичных материалов. Еще может быть необходимо только добавление легирующих элементов.
Способ по Фиг.1, таким образом, имеет преимущество, заключающееся главным образом в том, что способ позволяет получать изделия высокого качества, за меньшую стоимость, чем при традиционных способах, благодаря использованию практически исключительно вторичных материалов с применением плавки посредством электрической дуги или гарнисажной плавки.
Температура, используемая для этой операции плавки, называемая температурой переохлаждения, может зависеть от состава массы при операции подготовки 10. Температура переохлаждения выше 1600°С позволяет плавить эту массу в большинстве возможных составов.
Согласно способу по Фиг.1 затем следует операция литья слитков с преимущественно круглым поперечным сечением и диаметром примерно менее 300 мм. Предпочтительно диаметр этих слитков должен быть менее 250 мм. Литье осуществляется с использованием всей расплавленной массы, за один раз (одной "партией") и быстро, например, посредством наклона тигля, содержащего расплавленную массу титана.
Не существует нижнего предела диаметра выливаемых в ходе операции 30 слитков. Однако из экономических соображений может быть предпочтительно выливать слитки диаметром более 100 мм.
Теоретически не существует ограничений относительно длины выливаемых на этапе 30 слитков.
На практике выливают слитки, длина которых соотносится с длиной слитков для волочения в ходе операции 40. Например, длина выливаемого в ходе операции 30 слитка может быть выбрана кратной длине слитка для волочения в ходе операции 40, чтобы избежать потери материала. Чаще всего длина выливаемого в ходе операции 30 слитка может быть также выбрана равной сумме длин слитков для волочения в ходе операции волочения 40.
Предпочтительно, в ходе операции литья 30 выливают столько цилиндрических слитков, сколько позволяет расплавленная в ходе операции 30 масса титана. Таким образом, в полной мере получают пользу оттого, что гарнисажная плавка позволяет осуществлять литье партией. Масса титана или титановый сплав, вылитый в ходе операции 20, и, следовательно, масса титана или титановый сплав, подготовленный в ходе операции 10, могут быть выбраны в количестве, исходя из количества слитков, волочение которых нужно осуществить, и, следовательно, предварительно вылить, а также исходя из их размеров.
Диаметр каждого из вылитых в ходе операции 30 слитков составляет менее 300 мм. Каждый из этих слитков может затем быть подвергнут волочению в ходе операции 40 без существенного уменьшения его диаметра перед операцией волочения.
Тем не менее, между литьем при операции 30 и волочением при операции 40 может осуществляться операция обдирки. Не смотря на то, что в ходе операции обдирки непременно происходит уменьшение диаметра, это уменьшение настолько мало (порядка нескольких десятых долей миллиметров), что его нельзя рассматривать как значительное уменьшение диаметра слитка. Кроме того, обдирка нацелена на удаление поверхностного слоя вылитых слитков, и, таким образом, ее нельзя считать операцией по уменьшению диаметра, целью которой является значительное уменьшение диаметра слитка.
Цилиндрические слитки, вылитые в ходе операции 30, могут иметь аналогичные размеры как в длину, так и в диаметре. Эти слитки также могут иметь различную длину и/или диаметр, например, для изготовления различных удлиненных изделий. Диаметр и длина каждого из вылитых в ходе операции 30 слитков может выбираться в зависимости от диаметра и длины одного или нескольких слитков, предназначенных для волочения в ходе операции 40. Можно установить длину и диаметр слитка для волочения в зависимости от удлиненного изделия, которое требуется получить в результате операции волочения 40. Иными словами, способ по Фиг.1 позволяет получать в результате операции литья 30 слиток, размеры которого адаптированы к волочению, и размеры которого могут быть рассчитаны в зависимости от размеров требуемого удлиненного изделия.
На этот счет, способ по Фиг.1 отличается от традиционных способов, предусматривающих литье единого слитка, в частности, чтобы снизить стоимость на единицу массы выливаемого слитка, и операции ковки для уменьшения диаметра слитка. Иными словами, диаметр вылитого слитка при традиционных способах ограничивается (порядка 400-600 мм), тогда как в данном случае диаметр может выбираться.
Следует отметить, что, для ограниченных размеров удлиненного изделия на практике существует диапазон возможных диаметров и длин слитка для волочения 40. Когда удлиненные изделия различных размеров должны быть получены посредством способа по Фиг.1, может быть лучше, при возможности, выбрать соответствующий размер диаметра слитка для волочения, который мог бы быть адаптирован к совокупности таких изделий: таким образом, можно вылить один слиток, который может быть разрезан для получения слитков, адаптированных к волочению различных удлиненных изделий. Таким образом, оптимизируется управление наличием слитков для волочения.
Также следует отметить, что способ по Фиг. 1 позволяет с одинаковой легкостью и при подобной стоимости (помимо стоимости первичного материала) получать изделия большего и меньшего диаметра. При классическом способе, который требует операций ковки для уменьшения диаметра, наоборот, более сложно и дорого изготавливать изделия с маленьким диаметром, которые требуют дополнительных затрат на уменьшение диаметра, что чаще всего выполняется посредством ковки.
Применяемые в настоящее время станы не позволяют осуществлять волочение слитков с длиной более 1500 миллиметров. Иными словами, вылитые на этапе 30 слитки имеют длину менее 1500 миллиметров, но могут быть более длинными в случае, если появятся станы с большими возможностями.
Способ по Фиг.1 завершается операцией горячего волочения 40 цилиндрических слитков под волочильным станом для получения удлиненного изделия или заготовки этого изделия. Операция волочения 40 может быть адаптирована для получения сплошного или полого изделия.
Температура волочения превышает температуру так называемого "бета трансуса", которая зависит от состава слитка.
Операция волочения 40 выполняется горячим способом при температуре, обычно составляющей 800°С-1200°С. Предпочтительно, волочение выполняется при температуре выше 900°С для обеспечения хорошей пластичности материала, и ниже 1150°С во избежание излишнего расхода энергии, все еще получая адаптированную металлографическую структуру.
Волочение осуществляется посредством традиционного волочильного стана, снабженного волокой и пуансоном. Если нужно изготовить полое удлиненное изделие, применяется еще и стержень, также именуемый "иглой" (в этом случае в слитке для волочения должно быть предварительно выполнено отверстие).
Волочение осуществляется горячим способом в присутствии смазочного компонента. Этот смазочный компонент обычно содержит стекло, т.е. обычный смазочный компонент для традиционных операций волочения горячим способом при температуре выше 900°С.
Способ по Фиг.1 не требует уменьшения диаметра слитка, вылитого в ходе операции 30 перед операцией волочения 40.
Тем не менее, следует понимать, что это не исключает то, что одна или несколько определенных операций, таких как обдирка, различные виды поверхностной обработки или резка, могут выполняться с вылитым на этапе 30 слитком для подготовки слитка для волочения к этапу 40.
Металлургическое качество удлиненного изделия, получаемого в ходе операции волочения 40, удивительно сопоставимо с металлургическим качеством изделий, полученных традиционным способом, по меньшей мере касательно механической прочности, в частности измеряемой испытанием на растяжение холодным способом.
Это сопоставимое качество, получаемое при отсутствии операции ковки, предшествующей операции волочения 40, во многом объясняется тем, что волочение оказывает благотворное и достаточное влияние на металлографическую структуру слитков малого диаметра, которые были вылиты.
Отсутствие какой-либо операции по уменьшению диаметра слитка, получаемого в ходе операции литья 30, в частности, отсутствие ковки, предшествующей операции волочения 40, также способствует снижению стоимости удлиненного изделия. Отсутствие этой операции, соответственно, сокращает и длительность изготовления такого изделия.
Отсутствие операции ковки, или какой-либо другой операции по формованию слитка перед операцией волочения; и качество удлиненного изделия, получаемого в результате волочения, таково, что, несмотря на довольно небольшой диаметр слитков, вылитых в ходе операции 30, способ по Фиг.1 является более экономичным в отношении конечной стоимости удлиненного изделия, чем способы, известные из уровня техники. Длительность изготовления и доступность также улучшены по сравнению с известными из уровня техники.
Вся совокупность вылитых в ходе операции 30 слитков или только некоторые из них могут быть подвергнуты волочению параллельно на нескольких различных станах, при необходимости после резки, что особенно увеличивает продуктивность способа. В той же мере снижается стоимость вытянутого изделия.
В отличие от традиционных способов, слиток, вылитый в ходе операции 30, не переплавляется согласно способу по Фиг. 1. Тем не менее, качество удлиненного изделия, получаемого в результате операции волочения 40, является целиком достаточным, что касается отсутствия дефектов литья и механической прочности, по сравнению с изделиями, полученными после переплавки "VAR", и без операции ковки, известной тем, что она улучшает качество.
Хотя переплавка в вакууме, такая как переплавка "VAR", регулируется определенными стандартами для удлиненных изделий высокого качества (или высокой прочности), заявитель определил, что изделия, получаемые способом по Фиг.1, также подходят для применений, предусмотренных этими стандартами, несмотря на отсутствие такой переплавки.
На Фиг.2 показан вариант осуществления способа по Фиг.1.
Операция литья слитков 30 в данном случае включает операцию литья первых слитков диаметром менее 300 миллиметров 300, затем операцию "переплавки VAR" 302 этих первых слитков. Иными словами, каждый из первых слитков, полученный после плавки/литья способом "гарнисажной плавки", или по меньшей мере некоторые из них, отдельно подвергаются плавке "VAR". Эти первые слитки служат расходуемыми электродами для такой плавки.
Операция литья слитков 30 затем включает операции литья слитков для волочения из второй массы расплавленного материала, т.е. слитков цилиндрической формы и диаметра менее 300 мм.
При переплавке "VAR", литье выполняется поэтапно, по мере того как расходуемый электрод расплавляется. Диаметр полученного слитка или второго слитка обычно больше примерно на 10-20%, чем диаметр электрода. Следовательно, диаметр вылитых в ходе операции 300 слитков должен получаться с учетом этого увеличения, в частности потому, что слитки для волочения при операции 40, как правило, имеют диаметр менее 300 мм без всякой необходимости осуществлять операцию по уменьшению диаметра.
На Фиг.3 показан способ конечной обработки 50 или промежуточной обработки, которой могут подвергаться удлиненные изделия, полученные в соответствии с одним из способов, показанных на Фиг.1 и 2.
Удлиненное изделие, получаемое в ходе операции волочения 40, может подвергаться одной или нескольким следующим операциям:
- одна или несколько термических обработок (в печи) и одна или несколько химических (например, очистка) или физических обработок поверхности 51;
- операции выпрямления и раскручивания 52, предназначенные для выпрямления удлиненных изделий, в отношении их поперечного сечения и общего вида;
- операция термической обработки 53;
- операция по приданию нужной длины 54 посредством распила или резки,
- операция пескоструйной обработки 55, также называемая обдувкой песком;
- операция по формованию 56,
- операция контроля 57 посредством одной или нескольких известных технологий контроля без разрушения изделия, таких как ультразвук, рентгеноскопия, вихревые токи и др.,
- механическая обработка.
Эти операции представлены исключительно в иллюстративном порядке и в равной степени могут быть выполнены в ином порядке.
Предложенный способ позволяет получать удлиненные изделия удовлетворительного качества, относительно действующих стандартов, без операций ковки, который делает опционной традиционную операцию переплавки "VAR" и дает значительную возможность использовать вторичный материал.
Предложенный способ упраздняет операцию ковки. В итоге заявители доказали, против всякого ожидания и против широко распространенных в технике идей, что сопоставимые или по меньшей мере достаточные механические свойства удлиненных изделий могут быть получены посредством только волочения, делая излишним благотворное действие операции ковки.
Представленный способ имеет более низкую стоимость производства, сокращенную длительность производства и большую доступность изделий.
Настоящее изобретение не ограничивается описанными выше способами, приведенными исключительно в качестве примеров. В частности:
- Операция плавки 20 и литья 30 описана как выполнение гарнисажной плавки. Эта техника плавки позволяет осуществлять плавку/литье партиями, в отличие от поэтапных способов плавки/литья. На сегодняшний день только эта технология позволяет осуществлять такой способ литья. Тем не менее, способы по Фиг.1 и 2 могут быть выполнены по иной технологии плавки, лишь бы она имела характеристики, аналогичные гарнисажной плавке, то есть способы позволяют изготавливать слитки, пригодные для волочения, с диаметром менее 300 мм, с разумной стоимостью, предпочтительно с использованием большого количества вторичного материала и с литьем партией.
- Переплавка на этапах 302 и 304 может осуществляться различными способами плавки, лишь бы они улучшали металлографическое качество полученных слитков и позволяли, с приемлемой стоимостью, получать слитки адаптированного для операции волочения 40 размера, т.е. с диаметром менее 300 мм.
По завершению операции волочения 40 или, при необходимости, операции конечной обработки 50, полученное удлиненное изделие может подвергаться одной или нескольким операциям по формованию, в частности ковке, в том числе предназначенным для дальнейшего уменьшения его поперечного сечения.
- Можно рассматривать в более широком плане волочение слитков диаметром менее 300 мм непосредственно после того, как они прошли переплавку "VAR", без уменьшения диаметра посредством предварительной ковки, притом, что первая плавка/литье было выполнено согласно любому способу, который бы позволял выливать слитки адаптированного диаметра по разумной цене.
- Полученные удлиненные изделия могут подвергаться последующему формованию, например, изгибанию.
Настоящее изобретение было описано со ссылкой на область авиации, в частности касательно действующих в этой области стандартов. Это объясняется тем, что данная отрасль является обширной областью применения удлиненных изделий из титана и требует высокого качества этих изделий. Это нисколько не ограничивает применение описанного способа этой конкретной производственной отраслью. Впрочем, другие отрасли, в которых используются удлиненные изделия из титана или титанового сплава и требуются изделия высокого качества, могут обратиться к стандартам, установленным для отрасли авиации, при этом не являясь частью данной отрасли. Настоящее изобретение применяется также и в таких отраслях. В целом, изобретение направлено на применение во всех, помимо авиации, отраслях, в которых требуются удлиненные изделия высокого качества из титана в сфере, не связанной с авиацией. На этот счет способ согласно изобретению предлагает такую гибкость и такое сокращение стоимости, что можно внедрять удлиненные изделия из титана в областях, не связанных с авиацией и/или для широкого применения.
Строго говоря, удлиненные изделия, выполненные согласно способу по Фиг.1, не соответствуют стандарту США AMS 4935 для использования в авиастроении, поскольку не проходят несколько плавок, в том числе в вакууме. Но, тем не менее, они являются изделиями сопоставимого качества, в частности по своей механической прочности. Заявитель считает, что эти изделия могут быть использованы вместо изделий, определяемых этим стандартом, или стандарт должен быть изменен таким образом, чтобы включать изделия, полученные способом по Фиг.1. В любом случае, качество этих изделий является таковым, что во множестве отраслей, где применяется этот стандарт, но при этом не является строго ограничивающим, можно благополучно их использовать.
Настоящее изобретение охватывает все варианты, которые может предвидеть специалист в данной области техники в свете настоящего описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА НИКЕЛЬ-ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2720276C2 |
| ВАКУУМНАЯ ДУГОВАЯ ПЕЧЬ | 2009 |
|
RU2425158C2 |
| ТИТАНОВЫЙ СПЛАВ ДЛЯ ЭНДОПРОТЕЗОВ И ИМПЛАНТАТОВ | 1996 |
|
RU2103405C1 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА НИКЕЛЬ-ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2627092C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ С ТИТАНОМ И ХРОМОМ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 2000 |
|
RU2167949C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2015 |
|
RU2593255C1 |
| СИСТЕМЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ СЛИТКОВ СПЛАВОВ | 2011 |
|
RU2573456C2 |
| СПОСОБ ПОЛУЧЕНИЯ БАЗОВОГО β-γ-TiAl-СПЛАВА | 2010 |
|
RU2490350C2 |
| Способ получения гомогенного сплава TiNiTa | 2019 |
|
RU2734214C1 |

Изобретение относится к производству удлиненных изделий из титана, или титанового сплава, или заготовок таких изделий. Для повышения качества изделий и упрощения их производства заявлен способ, который заключается в подготовке массы титана или титанового сплава (10), плавке этой массы посредством электрической дуги и способом гарнисажной плавки (20), литье одного или нескольких слитков преимущественно цилиндрической формы и диаметра менее 300 мм из расплавленной массы (30), а затем волочении одного или нескольких из этих слитков при температуре 800°С-1200°С посредством волочильного стана (40) для применения, например, в области авиации. 12 з.п. ф-лы, 3 ил.
1. Способ производства удлиненных изделий и заготовок из титана или титанового сплава, включающий этапы:
a) подготовка массы титана или титанового сплава (10) к плавке,
b) гарнисажная плавка указанной массы посредством электрической дуги (20),
c) отливка из расплавленной массы одного или несколько слитков преимущественно цилиндрической формы диаметром примерно менее 300 мм (30), затем
d) волочение одного или несколько указанных слитков при температуре между 800°С-1200°С посредством волочильного стана (40).
2. Способ по п.1, отличающийся тем, что этап с) включает следующие этапы:
с1) отливку одного или несколько первых слитков из расплавленной массы (300),
с2) плавку каждого из указанных первых слитков с получением второй соответствующей массы титана или титанового сплава (302),
с3) отливку одного или несколько слитков для волочения, преимущественно цилиндрической формы диаметром примерно менее 300 мм из каждой указанной второй соответствующей массы титана или титанового сплава (304).
3. Способ по п.2, отличающийся тем, что этап с 1) включает этап:
с11) отливку одного или несколько слитков преимущественно цилиндрической формы диаметром примерно менее 300 мм из расплавленной массы (300).
4. Способ по п.3, отличающийся тем, что этап с3) включает этап:
с31) отливку слитка для волочения преимущественно цилиндрической формы диаметром примерно менее 300 мм из каждой указанной второй соответствующей масс титана или титанового сплава.
5. Способ по п.4, отличающийся тем, что этап с2) включает этап:
с21) плавка по меньшей мере первого слитка посредством вакуумной электрической дуги.
6. Способ по п.1, отличающийся тем, что отливают слиток для волочения диаметром менее 250 мм.
7. Способ по п.1, отличающийся тем, что отливают слиток для волочения диаметром более 100 мм.
8. Способ по п.1, отличающийся тем, что на этапе d) волочение осуществляют посредством волочильного стана с использованием смазочного компонента.
9. Способ по п.8, отличающийся тем, что волочение осуществляют с использованием смазочного компонента, содержащего стекло.
10. Способ по п.1, отличающийся тем, что волочение осуществляют при температуре 900°С-1150°С.
11. Способ по п.1, отличающийся тем, что этап с) включает:
с1) отливку практически всей массы титана или титанового сплава, расплавленной методом гарнисажной плавки посредством электрической дуги на этапе b) в слитки для волочения преимущественно цилиндрической формы диаметром менее 300 мм.
12. Способ по п.1, отличающийся тем, что перед волочением осуществляют обдирку слитка.
13. Способ по любому из пп.1-12, отличающийся тем, что перед волочением отливают слиток на этапе с) диаметром в зависимости от заданного диаметра удлиненного изделия.
| JP 1156456 A, 20.06.1989 | |||
| JP 2004306126 A, 04.11.2004 | |||
| JP 7180011 A, 18.07.1995 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО АЛЬФА-БЕТА-СПЛАВА ПУТЕМ КОВКИ | 2003 |
|
RU2329116C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2004 |
|
RU2262401C1 |

