Изобретение относится к металлургии, конкретно к порошковой металлургии титановых сплавов, и может быть использовано при изготовлении бюгельных зубных протезов из сверхэластичных сплавов на основе никелида титана.
Никелид титана в силу своей вязкости и упругости трудно обрабатывается резанием, при этом он склонен изменять свои физико-механические характеристики под действием механообработки. Кроме того, никелид титана избегают обрабатывать такими методами горячей механообработки, как горячее прессование и штамповка из-за склонности сплава к ликвации и изменению структурно-фазового состава. С целью минимизации черновой обработки никелида титана предпочтение отдают методу точного литья по выплавляемым моделям. Литье производят индукционно-центробежным способом. Для управления свойствами сплава в него вводят различные легирующие добавки. От характера и концентрации примесей зависят такие важные для медицинских применений характеристики, как температурный диапазон проявления памяти формы и сверхэластичности сплава. Концентрация легирующих добавок, как правило, не превышает 1-2 ат. %.
Для получения мелкоразмерных изделий из титановых сплавов в медицинской технике применяют плавку в карборундовых тиглях. Их использование сопровождается наименьшим технологическим расходом плавящегося материала и наименьшим загрязнением металла технологическими примесями.
Применение других типов тиглей нежелательно, поскольку расплавы титановых сплавов реагируют практически со всеми известными огнеупорными материалами: графитом, оксидами алюминия, магния, кремния и др. [Титановые сплавы. Производство фасонных отливок из титановых сплавов. Е.Л. Бибиков, С.Г. Глазунов, А.А. Неуструев. М. Металлургия. 1983, 296 с.]. Например, при выплавке в графитовых тиглях титановый сплав находится в контакте с твердым переходным слоем тугоплавких карбидов титана толщиной не менее 5 мм, так называемым гарнисажем, который постоянно поддерживают на стенках и дне тигля для предохранения материала тигля от взаимодействия с расплавом. При мелкомасштабной индукционной плавке в графитовом тигле на гарнисажный слой расходуется неприемлемо большая часть объема отливки, что ведет к резкому удорожанию конечного изделия.
Осложняющим препятствием к реализации свойств сверхэластичности при переплавке легированных сплавов на основе никелида титана является то, что их характеристики при переплавке способны радикально меняться. Никелид-титановый сплав всегда является многофазным, где наряду с основной фазой TiNi присутствуют фазы Ti2Ni и TiNi3, активно захватывающие легирующие примеси. В итоге свойства сплава после выплавки из-за неопределенности распределения примеси по фазам становятся труднопредсказуемыми. Это обстоятельство объясняет тот факт, что свойства полуфабриката после переплава и отливки, например стоматологического протеза, не полностью наследуются готовым изделием, а чаще значительно отличаются от исходных.
Таким образом, процессы плавки и литья изделий из никелида титана нуждаются в усовершенствовании, направленном на контроль концентрации легирующей добавки в основной фазе TiNi, отвечающей за память формы и сверхэластичность.
В качестве прототипа изобретения выбран известный способ получения литьевого сплава на основе никелида титана [Богословский, С.Д. Высокочастотное литье в зубопротезной технике / С.Д. Богословский. - 2-е изд., перераб. и доп. - М.: Медицина, 1977. - 145 с.], включающий переплав металлического полуфабриката методом индукционной центробежной плавки в карборундовом тигле. Металлическим полуфабрикатом служат, например, нарубленные отрезки никелид-титанового стержня, помещаемые в тигель. Этот способ наиболее экономичен для получения небольших отливок массой от 30 до 50 г.
Недостаток известного способа состоит в неопределенности фазового состава и распределения легирующей примеси по фазам при литье изделий из сплава никелида титана с неточно определенным химическим составом. В результате получается сплав с непредсказуемыми свойствами, отличающимися от свойств, требуемых условиями применения. Это ухудшает функциональные свойства изделия, например снижает долговечность, ухудшает биосовместимость с тканями организма. Зачастую для достижения оптимальных характеристик методом проб и ошибок приходится проводить несколько плавок, что связано с большим расходом дорогостоящих компонентов сплава.
Задачей изобретения является выработка способа, обеспечивающего улучшенный контроль концентрации легирующей добавки в отливках из сплава на основе никелида титана, то есть придание ему требуемых характеристик сверхэластичности и памяти формы в рабочем диапазоне температур.
Технический результат изобретения - улучшение функциональных свойств малогабаритных отливок из сплава на основе никелида титана и снижение расходов при их изготовлении.
Технический результат достигается тем, что при изготовлении литых изделий из сплава на основе никелида титана, включающем переплав металлического полуфабриката методом индукционной центробежной плавки в карборундовом тигле, отличие состоит в том, что перед выплавкой готового изделия проводят выплавку не менее чем двух мелкомасштабных образцов с варьированием концентрации легирующей добавки в диапазоне 0,5-2%, проводят испытания образцов на память формы и сверхэластичность, путем интерполяции определяют оптимальную концентрацию легирующей примеси и с этой концентрацией делают окончательную плавку и отливают готовое изделие, при этом в качестве металлического полуфабриката используют пористую заготовку, которую приготавливают диффузионным спеканием в вакууме смеси порошка никелида титана ПН55ПТ45 с легирующей добавкой при температуре 1230-1270°C в течение 0,5-5 минут, после чего подвергают ее холодной обработке давлением до пористости 25-30 об. %.
Получение технического результата поясняется следующим.
Улучшение функциональных свойств выплавляемых изделий связано с обеспечением оптимальной концентрации и равномерного распределения легирующих добавок, придающих сплаву требуемые свойства памяти формы, сверхэластичности и прочности в рабочем диапазоне температур.
Это достигается заявляемой последовательностью действий, включающей пробные мелкомасштабные плавки с различными концентрациями легирующих добавок. Число плавок должно быть не менее двух с тем, чтобы была возможной интерполяция для определения оптимальной концентрации. Ввиду того, что концентрационная зависимость характеристик сплава может быть нелинейной, предпочтительно доведение числа пробных плавок до трех.
Мелкомасштабный характер пробных плавок снижает общий расход компонентов при изготовлении конечного изделия.
Выбор пробных концентраций в диапазоне 0,5-2% соответствует реальным границам, внутри которых легирующие добавки положительно влияют на характеристики сплава для медицинских применений. Интерполяция позволяет определить оптимальную концентрацию легирующей добавки, например, по критерию соответствия температурного диапазона, в котором проявляется память формы и сверхэластичность, условиям функционирования протеза.
Использование в качестве металлического полуфабриката пористой заготовки обосновано экспериментальным путем. При загрузке в тигель навесок монолитного металла и легирующей добавки они, в силу различной плотности, неоднородно распределяются в объеме отливки, в связи с чем отлитый образец обладает выраженным градиентом свойств. Например, одни части отлитого протеза оказываются чрезмерно гибкими, другие - чрезмерно хрупкими, а сам протез - функционально несостоятельным. Нестабильность механических свойств послужила причиной отбраковки метода отливки из монолитного никелид-титанового сплава. Альтернативой являются методы порошковой металлургии, основанные на предварительном получении пористых заготовок. Применительно к никелид-титановым сплавам таких методов существует три: реакционное спекание смеси порошков никеля и титана, реакционное спекание тех же порошков в режиме самораспространяющегося высокотемпературного синтеза и спекание готового порошка никелида титана. Готовый порошок, выпускаемый промышленно под маркой ПН55ПТ45, оказывается наиболее стабильным в части фазового состава и повторяемости результатов переплавки. Содержание в готовом изделии фазы NiTi после переплавки спека из него - наибольшее, что также способствует получению стабильных результатов, поскольку меньшее количество легирующей добавки захватывается сопутствующими фазами Ti2Ni и TiNi3. В ходе спекания шихты, представляющей собой гомогенизированную смесь указанного порошка и легирующей добавки, последняя без расплавления диффундирует в спекаемый порошок никелида титана и равномерно распределяется в объеме пористого полуфабриката. Таким образом осуществляется твердофазное легирование пористого никелид-титанового полуфабриката. При последующей переплавке сформировавшиеся кластеры с включениями легирующей добавки сохраняют ближний порядок, в результате чего характеристики отливки получаются более стабильными и пространственно однородными.
Температурный диапазон спекания 1230-1270°C и продолжительность выдержки 0,5-5 минут обеспечивают спекание частиц порошка и диффузию в них легирующей добавки для достижения равномерного легирования всей заготовки. Нижние границы условий спекания соответствуют термическому преодолению поверхностных потенциальных барьеров с достаточным темпом, верхние - началу перетекания легкоплавких фаз и нарушению однородности полуфабриката.
Холодная обработка пористой заготовки давлением до пористости 25-30 об. % является одним из ключевых элементов заявляемого способа. Высокая пористость спеченной заготовки (типично 60-70%) является причиной ее низкой теплопроводности, сильной неоднородности прогрева и излишне длительного нагрева. Это приводит к тому, что во время нагрева отдельные части заготовки расплавляются, в то время как другие части остаются твердыми. Пока происходит нагрев и растворение оставшихся твердыми частей пористой заготовки, уже образовавшийся расплав реагирует с материалом тигля и прожигает его.
Обработка давлением позволяет повысить теплопроводность пористой заготовки за счет увеличения числа и улучшения качества межчастичных контактов. В результате повышения теплопроводности улучшается равномерность и увеличивается скорость нагрева всех частей заготовки до температуры плавления. Быстрый индукционный нагрев позволяет достичь температуры плавления за столь короткое время, что процесс прогорания тигля не успевает развиться. Сохранность тигля и малый отход сырья позволяют оперативно и с небольшим расходом компонентов провести несколько предварительных малообъемных плавок с разными концентрациями легирующих добавок и определить концентрацию, обеспечивающую требуемые физико-механические характеристики, после чего провести плавку рабочего сплава в необходимом объеме.
Экспериментально установлено, что степень уплотнения пористого полуфабриката при обработке давлением до пределов 25-30 об. % достаточна для того, чтобы сократить время расплавления от исходных 180-240 сек до приемлемой величины 60-90 сек. Дальнейшее уплотнение нецелесообразно из-за избыточной пластической деформации, ведущей к фрагментации и разрушению полуфабриката. Обработка давлением может включать ковку, прокатку или прессование, причем выбор того или иного приема не влияет на качество получаемого результата.
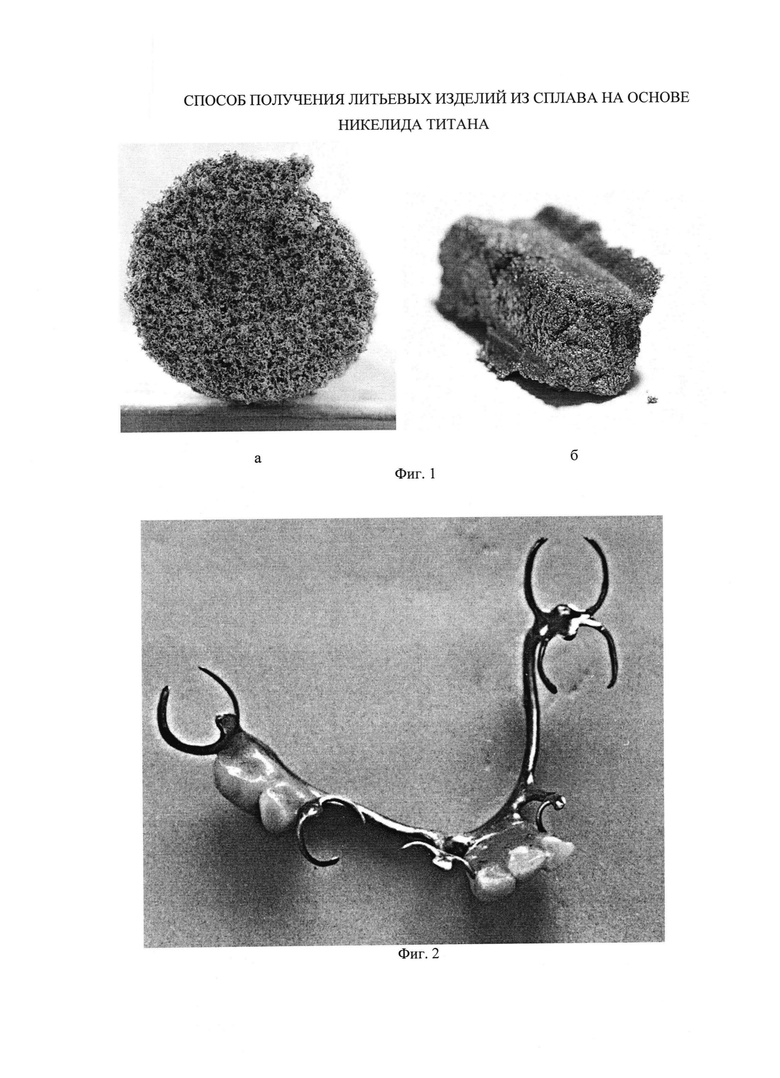
Изобретение поясняется иллюстрациями фиг. 1, 2. На фиг. 1 изображен металлический полуфабрикат в виде пористой заготовки, предназначенной для получения литьевого сплава на основе никелида титана, до обработки давлением (а) и после обработки давлением (б). На фиг. 2 изображен бюгельный протез, отлитый из никелид-титанового сплава со свойствами памяти формы и сверхэластичности.
Способ получения литьевых изделий из сплава на основе никелида титана включает переплав металлического полуфабриката методом индукционной центробежной плавки в карборундовом тигле. Отличие состоит в том, что перед выплавкой готового изделия проводят выплавку не менее чем двух (предпочтительно трех) мелкомасштабных образцов с различными концентрациями легирующей примеси в диапазоне 0,5-2%. Образцы испытывают на память формы и сверхэластичность и путем интерполяции определяют оптимальную концентрацию легирующей добавки, при которой сплав должен в наибольшей степени удовлетворять заданным характеристикам, например, по температурному диапазону, деформационной способности и т.п. Добавляя в полуфабрикат легирующую добавку в оптимальной концентрации, выплавляют готовое изделие. В качестве металлического полуфабриката используют пористую заготовку, которую приготавливают диффузионным спеканием в вакууме смеси порошка никелида титана ПН55ПТ45 с легирующей добавкой при температуре 1230-1270°C в течение 0,5-5 минут. Полученную заготовку перед переплавкой подвергают холодной обработке давлением (ковкой, прокаткой или прессованием) до пористости 25-30%.
Способ осуществляют следующим образом. На первом этапе приготавливают пористые заготовки из легированного никелида титана методом диффузионного спекания в вакууме. В качестве сырья используют промышленно выпускаемый порошок никелида титана ПН55ПТ45. Легирующие добавки, влияющие на физико-механические свойства сплава, выбираются в соответствии с назначением конечного изделия. Ввиду неизбежного разброса фазового и химического состава конечного литого материала подбор оптимальной концентрации легирующей добавки приходится делать для каждого изделия индивидуально, производя несколько пробных малообъемных заготовок с концентрацией добавок, варьируемой в пределах 0.5-2%. В связи с этим особое значение имеет снижение непроизводительных потерь сырья и тиглей. Диффузионное спекание проводят в вакууме при температуре от 1230 до 1270°C в течение 0,5-5 мин. Полученные пористые металлические заготовки подвергают механическому уплотнению путем прессования, ковки или прокатки. В результате обработки их пористость снижается от исходной величины 60-70 об. % до конечной величины 25-30 об. %. На фиг. 1 приведены фотографии пористой заготовки до и после обработки прокаткой. На втором этапе уплотненную заготовку переплавляют в карборундовом тигле методом центробежной индукционной плавки. Благодаря тому, что теплопроводность уплотненной заготовки повышена в сравнении с исходной теплопроводностью, скорость и равномерность прогрева в тигле повышаются, так время расплавления материала уменьшается до 60-90 сек в сравнении с исходными 180-240 сек. За столь короткое время карборундовый тигель остается неповрежденным, что исключает возможность неудачной плавки. Это обстоятельство радикально улучшает возможности проведения нескольких пробных малообъемных плавок для подбора оптимальной степени легирования. После подбора нужной концентрации легирующей добавки проводят изготовление полномасштабной пористой заготовки, ее холодную обработку давлением, плавление и отливку готового изделия.
Экспериментально установлено, что для определения нужной концентрации достаточно провести пробный синтез и плавку трех образцов сплава с различными концентрациями легирующей добавки.
Пример изготовления бюгельного протеза из сверхэластичного сплава никелида титана с памятью формы.
Бюгельный протез является сложной многофункциональной конструкцией, которая состоит из металлической и керамической частей. Металлическая часть выполняет несущую функцию, крепится к здоровым зубам и в свою очередь несет керамические протезы утерянных зубов. Крепежные элементы обладают эффектом памяти формы, что помогает удобно крепить их к здоровым зубам. В целом металлическая конструкция обладает эффектом сверхэластичности, который повышает ее биомеханическую совместимость с мягкими и твердыми тканями ротовой полости [Гюнтер В.Э., Ходоренко В.Н., Ясенчук Ю.Ф и др. Никелид титана. Медицинский материал нового поколения. / под ред. В.Э. Гюнтера - Томск.: Изд-во МИЦ, 2006. - 296 с.].
Бюгельный протез изготавливали в два этапа. На первом этапе спекали порошок никелида титана ПН55ПТ45 с легирующей добавкой в виде порошка кобальта ПК-1У при температуре 1250°C в течение 1,5 мин. Количество легирующей добавки подбирали экспериментально путем мелкомасштабных пробных плавок. Спекание полуфабрикатов с количеством легирующей добавки 0.5, 1.0, 1.5 ат. % проводили в вакуумной печи в кварцевой трубке с внутренним диаметром 15 мм и длиной 300 мм. Получили пористые заготовки в виде пористых стержней с пористостью 60 об. % (фиг. 1, а). Спеченные пористые цилиндрические заготовки прокатывали на прокатном стане в ручьевых валках до получения пористости 30 об. % (фиг. 1, б). Прокатанную заготовку помещали в карборундовый тигель индукционной центробежной печи и переплавляли в атмосфере проточного аргона в течение 90 сек с последующей отливкой в оболочковую форму. Из отливок электроэрозионным способом вырезали образцы для испытаний и проверяли физико-механические характеристики, чтобы выявить образцы с наилучшими для успешного функционирования протеза параметрами сверхэластичности и памяти формы. Таким путем была найдена оптимальная концентрация легирующей добавки для бюгельного протеза - 0,7 ат. % Co.
Заготовку для бюгельного протеза получали способом, аналогичным описанному выше. Изделие из монолитного никелида титана, полученное литьем в оболочковую форму по выплавляемой модели, подвергали очистке пескоструйным методом и слесарной обработке, после чего наращивали керамические части бюгельного протеза (фиг. 2).
Предложенный малоотходный способ получения литьевых изделий их сплава на основе никелида титана с улучшенными функциональными характеристиками за счет оптимальной степени легирования и его высокой однородности может быть распространен не только на стоматологические протезы, но и на целый ряд медицинских имплантатов различного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТЕЗИРОВАНИЯ ПОСТРЕЗЕКЦИОННЫХ ДЕФЕКТОВ НЁБА И ПРОТЕЗ-ОБТУРАТОР НЁБА | 2007 |
|
RU2349284C2 |
| ЭКТОПРОТЕЗ НОСА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭКТОПРОТЕЗА НОСА | 2007 |
|
RU2339344C1 |
| Способ получения длинномерных полуфабрикатов из сплавов TiNiHf с высокотемпературным эффектом памяти формы | 2021 |
|
RU2771342C1 |
| ПОЛНЫЙ СЪЕМНЫЙ ЗУБНОЙ ПРОТЕЗ ВЕРХНЕЙ ЧЕЛЮСТИ | 2005 |
|
RU2314773C2 |
| СПОСОБ ПОЛУЧЕНИЯ БАЗОВОГО β-γ-TiAl-СПЛАВА | 2010 |
|
RU2490350C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2020 |
|
RU2732716C1 |
| ЛИТЕЙНЫЙ СТОМАТОЛОГИЧЕСКИЙ СПЛАВ | 1999 |
|
RU2162667C2 |
| Керамический огнеупорный материал, тигель и способ изготовления тигля | 2020 |
|
RU2760814C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2011 |
|
RU2465016C1 |
Изобретение относится к изготовлению сплавов на основе никелида титана, применяемых для медицинских имплантатов. Способ изготовления литых изделий включает переплав металлического полуфабриката индукционной центробежной плавкой в карборундовом тигле. Предварительно проводят выплавку образцов из сплава на основе никелида титана с различными концентрациями легирующей добавки в диапазоне 0,5-2%, испытывают образцы на память формы и сверхэластичность, определяют путем интерполяции оптимальную концентрацию легирующей примеси и с этой концентрацией выплавляют готовое изделие. В качестве металлического полуфабриката используют пористую заготовку, которую готовят диффузионным спеканием в вакууме смеси порошка никелида титана ПН55ПТ45 с легирующей добавкой при температуре 1230-1270°C в течение 0,5-5 минут, после чего подвергают ее холодной обработке давлением до пористости 25-30 об.%. Обеспечивается равномерное распределение легирующей добавки в сплаве. 2 ил.
Способ изготовления литого изделия из сплава на основе никелида титана, включающий переплав металлического полуфабриката индукционной центробежной плавкой в карборундовом тигле, отличающийся тем, что перед выплавкой изделия проводят выплавку не менее чем двух образцов с различными концентрациями легирующей добавки в диапазоне 0,5-2%, проводят испытания образцов на память формы и сверхэластичность, путем интерполяции определяют оптимальную концентрацию легирующей примеси и с этой концентрацией выплавляют изделие, при этом в качестве металлического полуфабриката используют пористую заготовку, которую приготавливают диффузионным спеканием в вакууме смеси порошка никелида титана ПН55ПТ45 с легирующей добавкой при температуре 1230-1270°С в течение 0,5-5 минут, после чего подвергают ее холодной обработке давлением до пористости 25-30 об.%.
| БОГОСЛОВСКИЙ С.Д | |||
| Высокочастотное литье в зубопротезной технике, М., Медицина, 1977, с.68-71, 128-130 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2011 |
|
RU2465016C1 |
| US 4282033 A1, 04.08.1981 | |||
| US 3672879 A1, 27.06.1972 | |||
| СПОСОБ ПОЛУЧЕНИЯ N-ЗАМЕЩЕННЫХ (2-ТРИМЕТИЛСИЛИЛ-2-ДИАЛКОКСИФОСФОРИЛ)АЦЕТАМИДИНОВ | 2010 |
|
RU2427583C1 |
| КРАХИН О.И | |||
| и др | |||
| Сплавы с памятью | |||
| Технология и применение, Старый Оскол, ТНТ, 2011, с.120-134. | |||

