Изобретение относится к железнодорожной технике, а именно к подбойкам для шпалоподбивочных машин, служащих для уплотнения щебня балластной призмы железнодорожных путей.
Подбойки, работая в абразивной среде при больших вибрационных нагрузках, быстро изнашиваются. Для увеличения срока службы подбойку изготавливают из поковок, подвергнутых термообработке, а лопатку подбойки дополнительно упрочняют, закрепляя на ней твердосплавные элементы различной формы. Стержень и лопатку подбойки соединяют сваркой. Стержень подбойки должен допускать возможность повторного использования при ремонте. При ремонте к стержню приваривают новую лопатку (см. ГОСТ 52277-2004. Подбойки машин для выправки, подбивки и рихтовки железнодорожного пути. Технические условия).
Недостатком такого способа изготовления и ремонта подбойки является то, что при сваривании стержня с лопаткой происходит некоторое разупрочнение предварительно термоупрочненного стержня, которое может привести впоследствии к быстрому изнашиванию и излому стержня.
Задачей настоящего изобретения является увеличение ресурса подбойки.
Техническим результатом, получаемым при реализации изобретения, является снижение температурного воздействия от сварки на термоупрочненный материал стержня, а также упрочнение центральной части лопатки.
Указанная задача решается за счет того, что в известном способе изготовления и ремонта подбойки шпалоподбивочной машины путем соединения сваркой верхней и нижней частей подбойки согласно изобретению верхняя часть подбойки представляет собой стержень, нижний конец которого имеет уширение в виде примыкающей к стержню верхней части лопатки, а нижняя часть подбойки представляет собой нижнюю часть лопатки с предварительно жестко зафиксированными на ней защитными твердосплавными элементами, причем нижняя часть лопатки составляет не более 90% от объема тела лопатки.
Перед сваркой верхней и нижней частей подбойки в верхней части подбойки по ее нижней кромке могут быть дополнительно установлены твердосплавные элементы, утопленные в материале лопатки.
Верхняя часть подбойки может иметь нижнюю кромку, форма которой представляет собой прямую или кривую или ломаную линию, при этом верхняя кромка нижней части подбойки имеет форму, соответствующую нижней кромке верхней части подбойки.
Ширина верхней части подбойки может быть либо равна ширине лопатки подбойки, либо составлять не менее 1/3 от ширины подбойки.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый способ неизвестен и не следует явным образом из изученного уровня техники, т.е. соответствует критериям новизна и изобретательский уровень.
Способ может быть осуществлен на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, и широко использован при производстве подбоек шпалоподбивочных машин, т.е. является промышленно применимым.
Изготовление и ремонт подбойки заявляемым образом позволяет отодвинуть зону проведения сварочных работ от стержня в сторону лопатки и тем самым значительно снизить температурное воздействие высоких сварочных температур на термоупрочненный материал стержня. Кроме того, соединение верхней части подбойки с нижней частью подбойки осуществляют уже после того, как эта нижняя часть снабжена защитными твердосплавными элементами, которые закрепляют посредством пайки или посадки с натягом, т.е. также с использованием высокотемпературного нагрева.
Выполнение подбойки так, что сварочный шов, соединяющий верхнюю и нижнюю части подбойки, проходит по средней части лопатки, позволяет к тому же дополнительно упрочнить тело лопатки путем закрепления в ней твердосплавных элементов не только по торцам лопатки, как это традиционно делается, но и за счет твердосплавных элементов, расположенных в центральной части лопатки. Такое упрочнение центральной части лопатки сравнительно небольшими по длине твердосплавными элементами позволяет избежать расколов этих элементов, которые неизбежно происходят при попытке упрочнить центральную часть лопатки длинными твердосплавными вставками, внедренными в тело лопатки с ее торца.
Кроме того, выполнение верхней части подбойки с нижней кромкой, которая может иметь различную форму, позволяет легко регулировать прочностные характеристики чела лопатки за счет соответствующего расположения твердосплавных вставок и самого сварного шва относительно лопатки и стержня подбойки.
Таким образом, снижение температурного воздействия от сварки на термоупрочненный материал стержня, а также упрочнение центральной части лопатки, обеспечивает увеличение ресурса подбойки
Заявляемое техническое решение поясняется чертежами, на которых изображены:
фиг.1 - подбойка шпалоподбивочной машины, вид спереди (вариант выполнения подбойки с нижней частью лопатки, снабженной твердосплавными вставками);
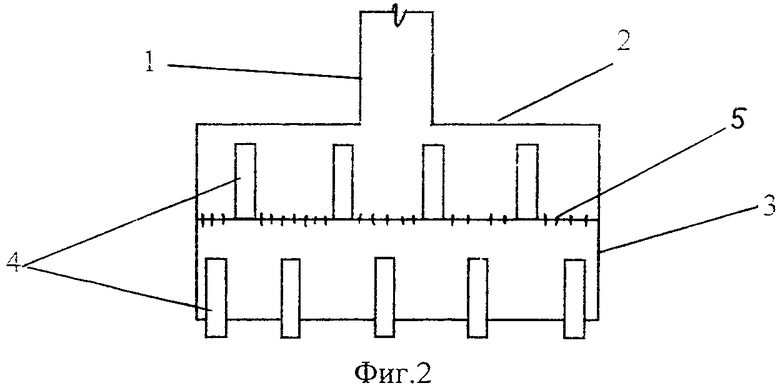
фиг.2 - подбойка шпалоподбивочной машины, вид спереди (вариант выполнения подбойки, у которой верхняя и нижняя части лопатки снабжены твердосплавными вставками);
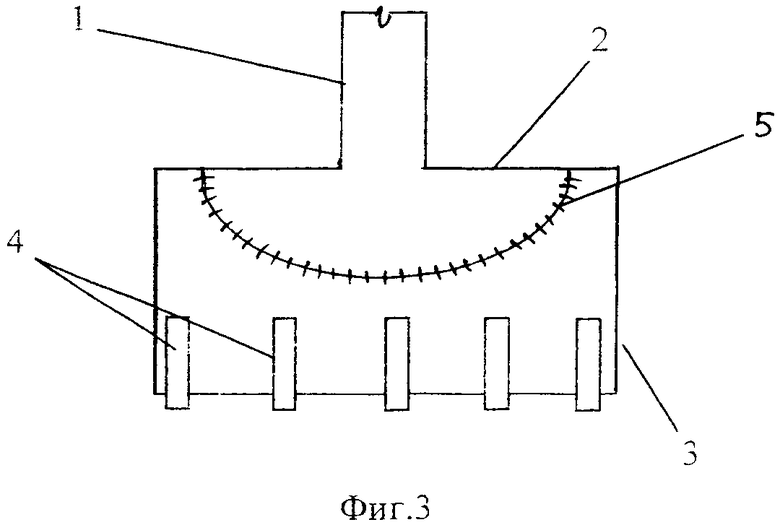
фиг.3 - подбойка шпалоподбивочной машины, вид спереди (вариант выполнения подбойки с нижней частью, снабженной твердосплавными вставками, и кромками соединения верхней и нижней частей подбойки, выполненными в виде кривой линии).
Подбойка шпалоподбивочной машины включает верхнюю часть и нижнюю часть. Верхняя часть подбойки представляет собой стержень 1, нижний конец которого имеет уширение 2 в виде примыкающей к стержню 1 верхней части лопатки. Нижняя часть подбойки представляет собой нижнюю часть 3 лопатки, причем эта нижняя часть 3 лопатки составляет не более 90% от объема тела лопатки. Перед сваркой верхней и нижней частей подбойки в нижней части подбойки по ее кромкам устанавливают твердосплавные элементы 4, утопленные в материале лопатки. Твердосплавные элементы можно устанавливать как по нижней кромке нижней части подбойки, так и по боковым и верхней кромкам нижней части подбойки. Возможно закрепление твердосплавных элементов и на передней и задней поверхностях нижней части подбойки. Степень погружения твердосплавных элементов 4 в нижнюю кромку лопатки выбирают в зависимости от предполагаемых условий эксплуатации подбойки. Элементы 4 могут быть полностью утоплены в материал лопатки или могут частично выступать из кромки, причем величина выступа элемента 4 из материала лопатки может быть постоянной вдоль всей кромки или быть переменной (например, в средней части нижней кромки лопатки элементы 4 могут выступать сильнее, а по краям лопатки могут быть утопленными полностью). Нижнюю и верхнюю части подбойки соединяют сваркой по разделанным под 45° кромкам. Очевидно, что выполнение сварного шва 5, соединяющего верхнюю и нижнюю части подбойки, не вплотную к стержню 1, а на некотором расстоянии от него позволяет снизить отрицательное температурное воздействие на материал стержня 1 от сварочных температур. Снижению отрицательного температурного воздействия на материал стержня способствует и предварительное закрепление посредством пайки или посадки с натягом (т.е. также с использованием высоких температур) твердосплавных элементов 4 на нижней части подбойки. Это обеспечивает сохранение прочностных свойств материала стержня 1 на высоком уровне и позволяет избежать излома стержня 1 при эксплуатации подбойки. Перед сваркой верхней и нижней частей подбойки в верхней части подбойки по ее нижней кромке также могут быть установлены твердосплавные элементы 4, утопленные в материале лопатки. В этом случае после сварки верхней и нижней частей подбойки лопатка подбойки получает упрочнение не только по своим кромкам, но и в центральной своей части. Ремонт подбойки производится также, как и изготовление подбойки, т.е. за счет сварки верхней и нижней частей подбойки. При этом в качестве верхней части подбойки выступает изношенная при эксплуатации подбойка, которая представляет собой, как правило, стержень 1, нижний конец которого имеет уширение 2 в виде примыкающей к стержню 1 верхней части лопатки. Приваривание к такой изношенной подбойке новой нижней части, уже снабженной твердосплавными вставками, позволяет получить с минимальными затратами вновь пригодную к эксплуатации подбойку. Выполнение подбойки с верхней частью, ширина которой меньше, чем ширина лопатки, позволяет заранее снабдить нижнюю часть лопатки твердосплавными элементами не только по нижней кромке лопатки, но и по ее боковым кромкам и приварить к верхней части подбойки такую уже всесторонне защищенную деталь.
Работу с помощью подбойки осуществляют следующим образом. Используя механизмы шпалоподбивочной машины, подбойку принудительно заглубляют в балласт и производят ею виброуплотнение балласта. За счет изготовления подбойки заявляемым способом прочностные свойства стержня сохраняют свои высокие значения, приобретенные при термоупрочнении поковки, из которой выполняют стержень подбойки. Это снижает вероятность излома стержня при работе.
Таким образом, снижение температурного воздействия от сварки на термоупрочненный материал стержня, а также упрочнение центральной части лопатки обеспечивает увеличение ресурса подбойки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и ремонта подбойки шпалоподбивочной машины | 2016 |
|
RU2624282C1 |
| ПОДБОЙКА ШПАЛОПОДБИВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2013 |
|
RU2541561C1 |
| ПОДБОЙКА ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2006 |
|
RU2329346C1 |
| ПОДБОЙКА ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2005 |
|
RU2293155C1 |
| Лопатка подбойки шпалоподбивочной машины | 2016 |
|
RU2623853C1 |
| Лопатка шпалоподбойки | 2018 |
|
RU2691546C1 |
| ПОДБИВОЧНО-УПЛОТНИТЕЛЬНЫЙ ИНСТРУМЕНТ ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2005 |
|
RU2308559C2 |
| ЛОПАТКА ПОДБОЙКИ ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2013 |
|
RU2534685C1 |
| Способ изготовления стержня подбойки | 2019 |
|
RU2723569C1 |
| ВСТАВКА ИЗ ТВЕРДОСПЛАВНОГО МАТЕРИАЛА ДЛЯ ИНСТРУМЕНТА ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2015 |
|
RU2599137C1 |
Изобретение относится к железнодорожной технике и может быть использовано для изготовления подбоек для шпалоподбивочных машин. Для изготовления и ремонта подбойки соединяют сваркой верхнюю и нижнюю часть подбойки. Верхняя часть подбойки представляет собой стержень (1), нижний конец которого имеет уширение (2) в виде примыкающей к стержню верхней части лопатки. Нижняя часть подбойки представляет собой нижнюю часть (3) лопатки с предварительно жестко зафиксированными на ней защитными твердосплавными элементами (4). Нижняя часть (3) лопатки составляет не более 90% от объема тела лопатки. Обеспечивается снижение температурного воздействия от сварки на термоупрочненный материал стержня, а также упрочнение центральной части лопатки. 3 з.п. ф-лы, 3 ил.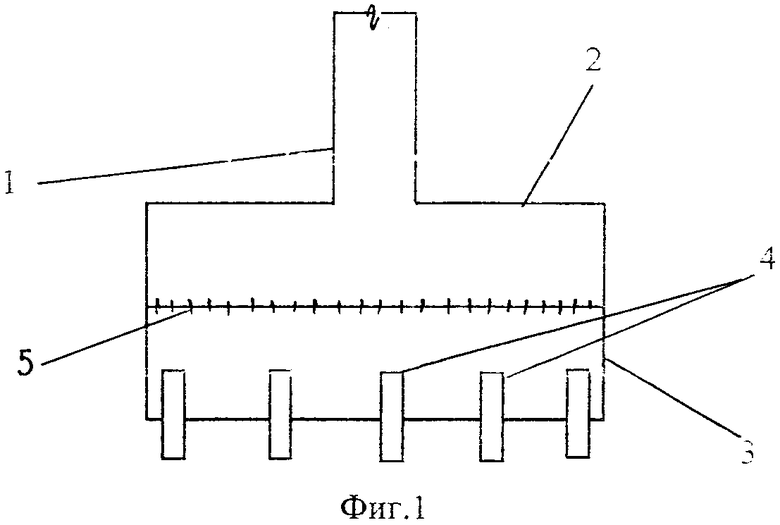
1. Способ изготовления и ремонта подбойки шпалоподбивочной машины путем соединения сваркой верхней и нижней частей подбойки, отличающийся тем, что верхняя часть подбойки представляет собой стержень, нижний конец которого имеет уширение в виде примыкающей к стержню верхней части лопатки, а нижняя часть подбойки представляет собой нижнюю часть лопатки с предварительно жестко зафиксированными на ней защитными твердосплавными элементами, причем нижняя часть лопатки составляет не более 90% от объема тела лопатки.
2. Способ по п.1, отличающийся тем, что перед сваркой верхней и нижней частей подбойки в верхней части подбойки по ее нижней кромке дополнительно устанавливают твердосплавные элементы, утопленные в материале лопатки.
3. Способ по п.1 или 2, отличающийся тем, что верхняя часть подбойки имеет нижнюю кромку, форма которой представляет собой прямую, или кривую, или ломаную линию, при этом верхняя кромка нижней части подбойки имеет форму, соответствующую нижней кромке верхней части подбойки.
4. Способ по п.1 или 2, отличающийся тем, что ширина верхней части подбойки либо равна ширине лопатки подбойки, либо составляет не менее 1/3 от ширины подбойки.
| Машина для рытья траншей | 1986 |
|
SU1375748A1 |
| US 6925940 B2, 09.08.2005 | |||
| Генератор электрических импульсов | 1948 |
|
SU86195A2 |
| US 20020051682 A1, 02.05.2002 | |||

