Изобретение относится к порошковой металлургии и может быть использовано для повышения класса шероховатости поверхностей отверстий, в частности, в стержневых твердосплавных заготовках для концевого инструмента.
Известен способ получения изделий из твердого сплава с мелкоразмерными отверстиями путем прессования порошка твердого сплава с последующим спеканием и механической обработкой отверстий (см. Краткий справочник металлиста, Машиностроение, 1986 г., стр.739-741).
Недостатком известного способа является сложность и трудоемкость механической обработки мелкоразмерных отверстий. Наиболее трудоемкой областью является обработка поверхностей отверстий малых размеров твердосплавных стержней для изготовления концевого инструмента с отверстиями для подвода СОЖ в зону резания и сопел для гидрорезки и водоструйной очистки и вставок для оснащения насосов с целью повышения их работоспособности.
Технический результат, обеспечиваемый изобретением, заключается в исключении механической обработки отверстий за счет повышения чистоты поверхности отверстий после спекания.
Технический результат достигается тем, что в известном способе получения изделий из твердого сплава с мелкоразмерными отверстиями, включающем прессование порошка твердого сплава на основе карбида вольфрама с последующим спеканием, согласно изобретению перед спеканием в исходный порошок твердого сплава добавляют 2-8% ультрадисперсного порошка основы сплава с размером частиц 50-100 нм.
Ультрадисперсные порошки обладают большой избыточной энергией, и поэтому от их применения можно ожидать проявления неожиданных новых свойств в виде изменения структуры спеченных материалов: выравнивания размеров зерен, сужения диапазона размеров зерен, выравнивания физико-механических свойств в пределах партии материала, не зависящих от способа получения материала основы, и т.д.
Все это делает их использование весьма целесообразным, тем более что для модификации структуры можно применять ультрадисперсный порошок (УДП) из материала основы композиции. Для проверки этих предложений проведена серия экспериментов с порошками твердого сплава ВК8 (92%-карбидов вольфрама и 8%-кобальта) с размером частиц 1-2 мкм, который модифицировали добавлением УДП карбида вольфрама с размером частиц 50-100 нм. Выявление закономерностей поведения УДП, добавленных к основе сплава, позволяет оценить качественную картину влияния примесей УДП. Сплав ВК8 был выбран как сплав наиболее изученный, основные закономерности процесса спекания которого хорошо описаны в литературе.
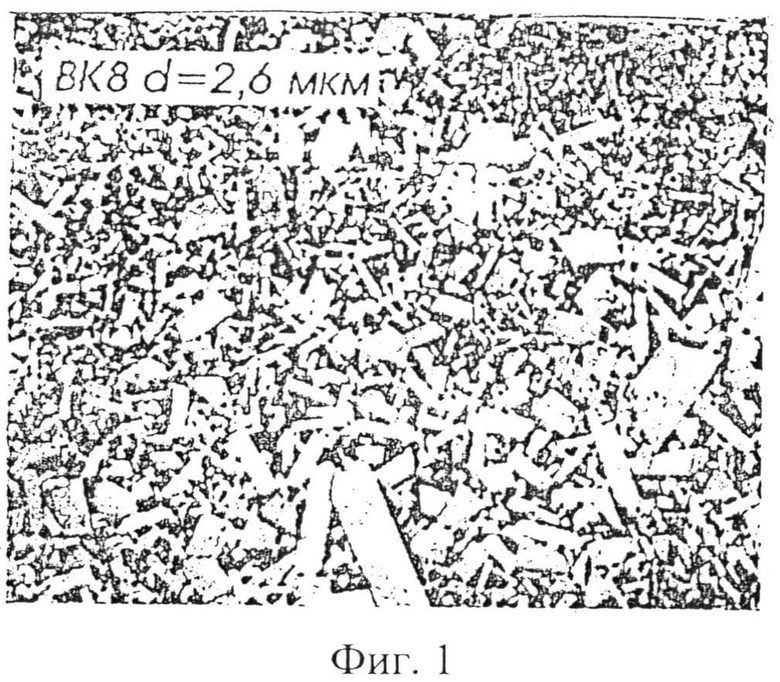
Первые опыты по использованию ультрадисперсных порошков в технологии спекания твердых сплавов показали, что их применение в чистом виде затруднительно - полученный только из нанопорошков твердый сплав имеет большую пористость, неупорядоченную структуру, состоящую из зерен, отличающихся друг от друга по размерам на несколько порядков, невысокую прочность при поперечном изгибе и неравномерную твердость поверхности. На фиг.1 изображена игольчатая неравномерная структура твердого сплава ВК8, полученного из УДП карбида вольфрама со средним размером частиц 80 нм. Средний размер частиц 2,6 мкм. Длина зерна в центре внизу - 16 мкм.
Однако такие свойства нанопорошков, как высокая поверхностная энергия частиц, малые размеры, порядка 10-100 нм, правильная форма, позволили с успехом использовать их для дисперсионного упрочнения твердых сплавов и для выравнивания микроструктуры по величине зерна, что привело к улучшению шероховатости поверхности твердосплавного изделия.
Пример
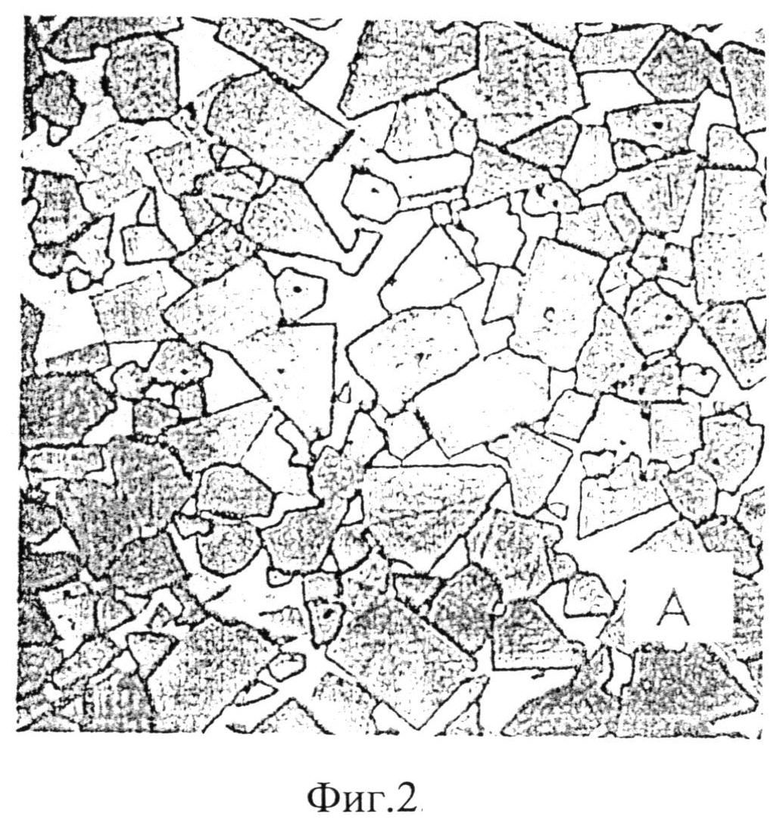
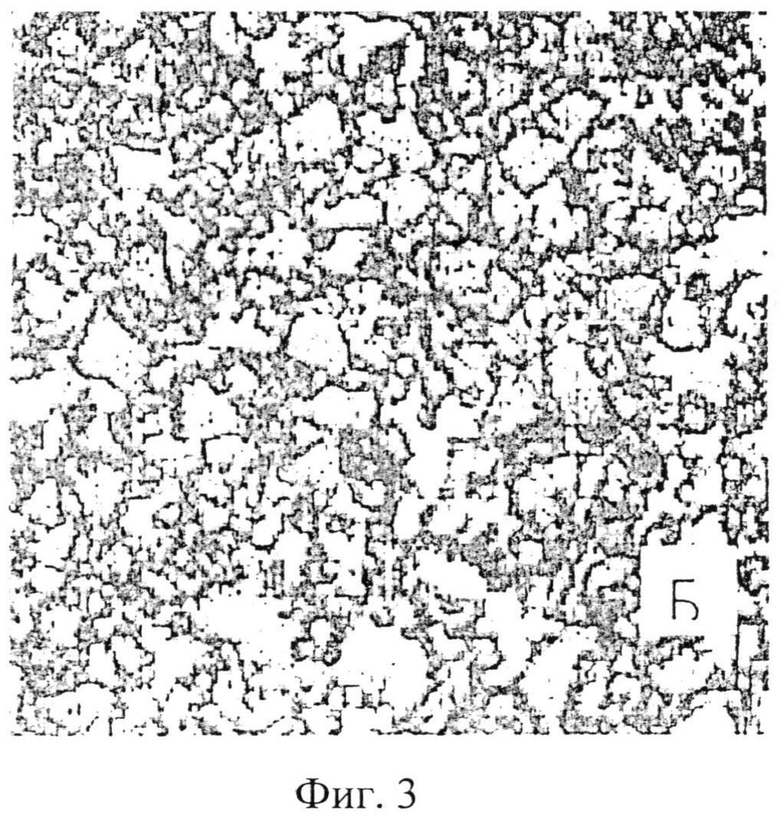
По предложенному способу были изготовлены твердосплавные стержни с отверстиями из сплава ВК8 в количестве 50 шт. Габариты стержней: длина 45 мм, диаметр отверстия 2,8 мм. Сплав ВК8 с размером частиц 1…3 мкм модифицировали добавлением УДП карбида вольфрама с размером зерен 100 нм в количестве 5% от веса изделия. Также в количестве 50 шт. были изготовлены аналогичные твердосплавные стержни из сплава ВК8 без обогащения основы сплава УДП. На фиг.2 изображена микроструктура сплава ВК8, а на фиг.3 - сплава ВК8 УДП при увеличении 1250×. Оба сплава получены из смесей с исходным средним размером частиц 3,6 мкм по Фишеру. Средний размер зерна в сплаве ВК8 - 5 мкм, в сплаве ВК8 УДП - 3,5 мкм.
От каждого типа заготовок было взято по 5 образцов, на которых была замерена шероховатость отверстий. У образцов с модификацией сплава УДП шероховатость поверхности отверстия составляет Ra=0,63 мкм; Rz=3,2 мкм, что соответствует 8 кл. (фиг.3). У образцов без модификации сплава УДП шероховатость поверхности отверстия составляет Ra=2,5 мкм; Rz=10 мкм, что соответствует 6 кл. (фиг.2).
Модификация основы сплава твердосплавных стержней УДП повышает шероховатость поверхности отверстий на 2 класса сравнительно с шероховатостью поверхности не обогащенного УДП сплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЕЧЁННЫЙ ТВЁРДЫЙ СПЛАВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2693415C1 |
| Способ получения спеченного твердого сплава | 2017 |
|
RU2679026C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СПЕЧЁННОГО ТВЁРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 2018 |
|
RU2675875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОГО СПЛАВА С РЕГУЛИРОВАНИЕМ РАСПРЕДЕЛЕНИЯ И КОЛИЧЕСТВА УГЛЕРОДА В ЕГО ОБЪЕМЕ | 2011 |
|
RU2479653C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ВОЛЬФРАМОКОБАЛЬТОВОГО ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 2009 |
|
RU2413792C1 |
| Способ получения мелкозернистого спеченного твердого сплава | 1989 |
|
SU1748935A1 |
| ТВЕРДЫЙ СПЛАВ, ИМЕЮШИЙ ПОВЫШАЮЩУЮ ВЯЗКОСТЬ СТРУКТУРУ | 2019 |
|
RU2773448C1 |
| КОМПОЗИЦИОННЫЕ ЭЛЕКТРОДНЫЕ МАТЕРИАЛЫ ДЛЯ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ НАНОЧАСТИЦАМИ ПОКРЫТИЙ | 2008 |
|
RU2371520C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2011 |
|
RU2528288C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРМЕЛКОЗЕРНИСТОГО ТВЕРДОГО СПЛАВА | 2023 |
|
RU2815694C1 |
Изобретение относится к порошковой металлургии и может быть использовано для получения твердосплавного концевого инструмента. В сплав на основе карбида вольфрама с размером частиц 1-3 мкм добавляют ультрадисперсный порошок (УДП) карбида вольфрама с размером частиц 50-100 нм в количестве 2-5% от веса изделия. Порошок прессуют и спекают. Добавление УДП в твердый сплав приводит к выравниванию микроструктуры по величине зерна и повышению чистоты поверхности изделия, что исключает механическую обработку поверхностей мелкоразмерных отверстий в концевом инструменте. 3 ил., 1 пр.
Способ получения твердосплавного концевого инструмента с мелкоразмерными отверстиями, включающий прессование порошка твердого сплава на основе карбида вольфрама и последующее его спекание, отличающийся тем, что в порошок твердого сплава перед спеканием добавляют 2…8% ультрадисперсного порошка карбида вольфрама с размером частиц 50-100 нм.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛО-КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ | 0 |
|
SU350588A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ИЗ ТВЕРДОГО СПЛАВА | 2009 |
|
RU2444426C2 |
| CN 101381836 A, 11.03.2009 | |||
| WO 2011058167 A1, 19.05.2011 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СТЕРЖНЕЙ | 1999 |
|
RU2170159C2 |

