Изобретение относится к области порошковой металлургии, в частности к способам изготовления металло-кераМИческих изделий с отверстиями, применяемых при микросварке электрических схем полупроводниковых приборов в радиотехнической и электронной промышленности.
Известен способ изготовления изделий с отверстиями, предусматривающий прессование шихты с введенной в нее проволокой и последующее спекание, в процессе которого происходит удален-ие проволоки из изделия.
Однако такой -способ не позволяет получить изделия с отверстиями малого диаметра порядка 30 мк с точно ориентированным положением отверстия относительно геометрических параметров изделия, поскольку при запрессовываиии незакрепленной проволоки происходит нарушение ориентации отверстия, а в случае закрепления .концов проволоки малого диаметра возникающие при прессовании напряжения приводят к разрыву проволоки.
Цель изобретения - обеспечить заданную ориентацию отверстий диаметром 30-120 мк в изделии. Для этого формование заготовок осуществляют залиЕкой жидкой -суопензии порошкообразного материала в расплаве пластификатора в форму с закрепленной в ней проволокой заданного размера под давлением 1-6 атм.
Металлическую форму с закрепленной в ней проволокой заданного размера, например, диаметром 30-120 мк, заполняют под давлением суспензией порошка, например порошка твердого сплава с пластификатором, в качестве которого используют парафин.
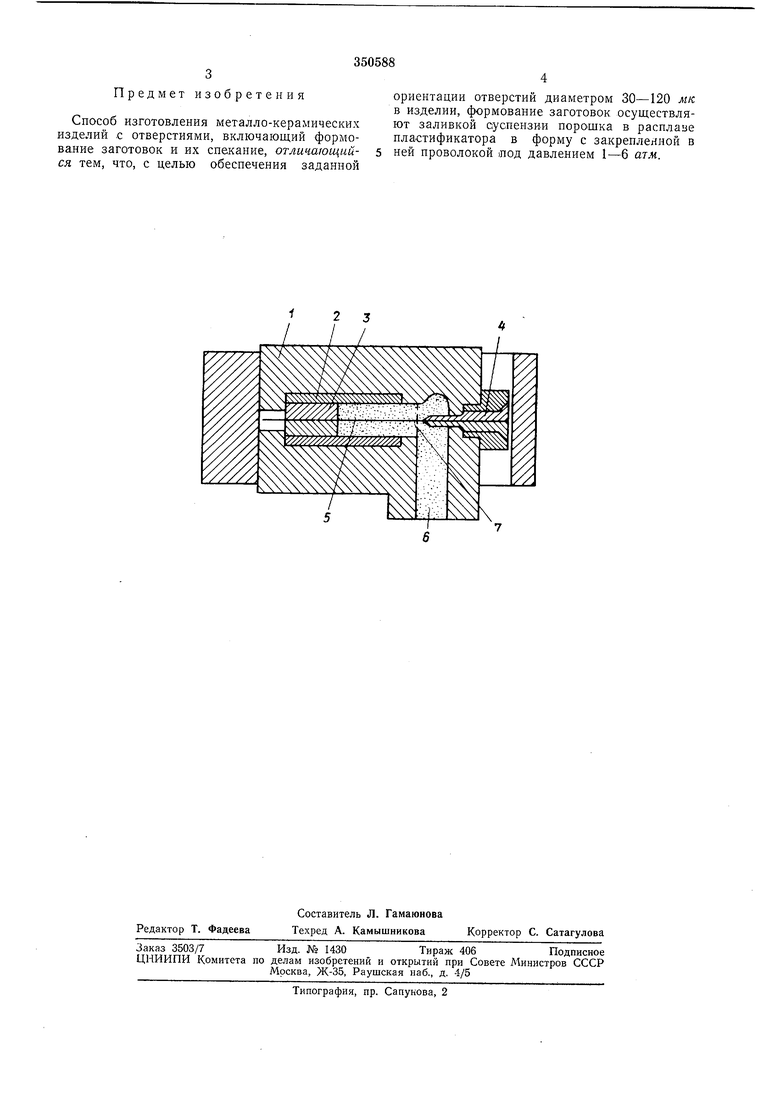
На чертеже представлено приспособление для реализации предлагаемого способа.
Оно состоит из металлической формы 1, которая имеет вкладыш 2, формирующий внешнюю поверхность заготовки, поплавок 3 и стержень 4 для крепления проволоки 5.
Форму заполняют жидкой суспензией порошка в пластификаторе, нагретой до 100- 120°С под давлением 1-6 атм через легииковое отверстие 6. После заполнения форму разбирают, удаляют стержень с проволокой,
а полученную заготовку 7 спекают.
Предложенный способ позволяет получить металло-керамические изделия с микроотверстиями порядка 30-120 мк и обеспечивает точную ориентацию отверстия относительно
геометрических параметров изделия.
Предмет изобретения
Способ изготовления металло-керамических изделий -с отверстиями, включающий формование заготовок и их спекание, отличающийся тем, что, с целью обеспечения заданной
ориентации отверстий диаметром 30-120 мк в изделии, формование заготовок осуществляют заливкой суспензии порошка в расплаве пластификатора в форму с закрепленной в ней проволокой лод давлением 1-6 атм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлокерамических изделий с отверстиями | 1988 |
|
SU1600931A1 |
| Способ получения гранулированной металлопорошковой композиции (фидстока) и композиция, полученная данным способом | 2019 |
|
RU2718946C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО КЕРАМИЧЕСКОГО СТЕРЖНЯ ДЛЯ ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2126308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЛИ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА | 2005 |
|
RU2319580C2 |
| Шихта на основе нитрида кремния и способ изготовления изделий из нее | 2015 |
|
RU2610744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2014 |
|
RU2587669C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ ОКСИДА АЛЮМИНИЯ | 2006 |
|
RU2322422C2 |
| Способ получения 21R-сиалоновой керамики | 2021 |
|
RU2757607C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКИХ ЗАГОТОВОК КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ НИТРИДА КРЕМНИЯ | 2016 |
|
RU2641358C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |