2. Устройство для осуществления 4посюба по П.1, содержащее режущий инструмент и элемент базирования заготовки по резьбовой поверхности, отличающэеся тем, что элемент базирования заготовки выполнен в виде гладкого направляющего элемента, имекяцего не менее двух площадок контакта, расположенных
в поперечном сечении заготовки по вершинам правильного многоугольника с числом вершин равным
П М„ + Мл,.
где М - число вераин многоугольника равное числу перьев изготовляемого инструмента; К| - число заходов левой резьбы; jjy, - число заходов правой резьбы, причем при двух площадках контакта одна из них удалена от другой на
й}1веЕХ11ин многоугольника с четным числом сторон или 2 - вершин многоугольника с нечетным числом сторон.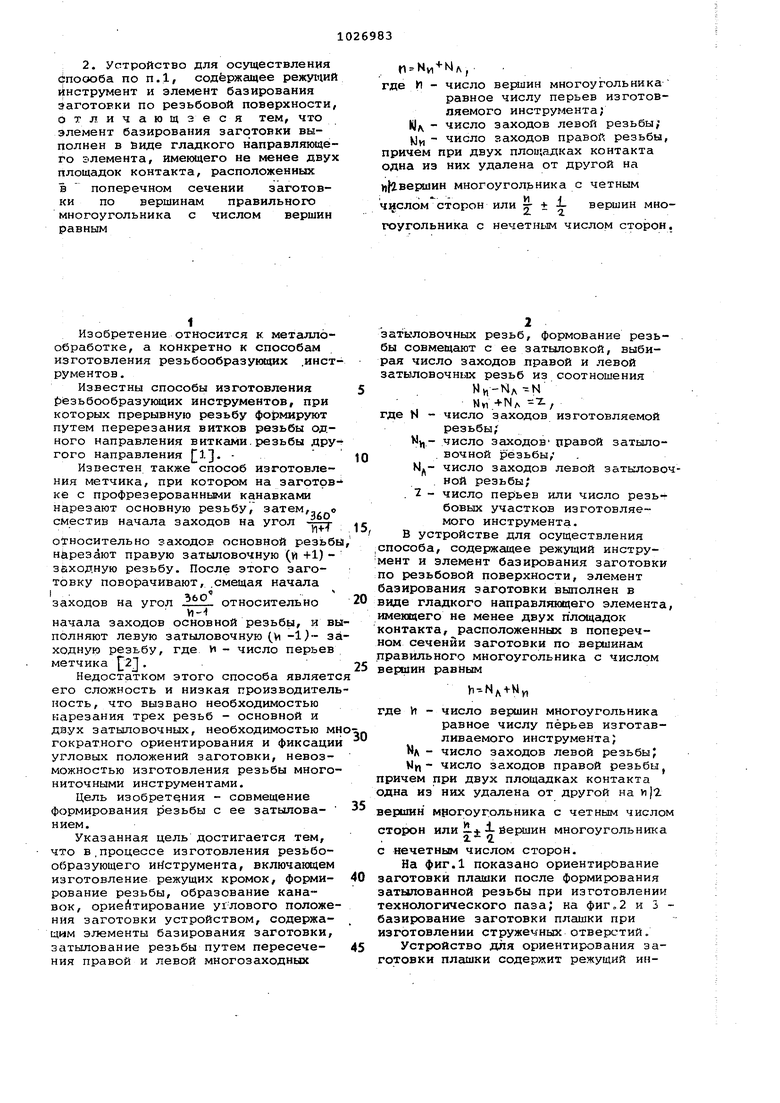
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1990 |
|
RU2009801C1 |
| СПОСОБ ОБРАБОТКИ РЕЗЬБ В ДЕТАЛЯХ ТИПА ПЛАШЕК И МЕТЧИКОВ | 1972 |
|
SU340503A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Плашка для формирования резьбы методом пластического деформирования и способ ее изготовления | 1978 |
|
SU742017A1 |
| Круглая плашка и способ ее изготовления | 1985 |
|
SU1296331A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Метчик | 1983 |
|
SU1143536A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
1. Способ изготовления резьи образующего инструмента,включающий 4изготовление режущих кромок, формиронание резьбы, образование канавок, ориентирование углового положения заготовки устройством, содержащим элементь) базирования заготовки, затылование резьбы путем ггересечения правой и левой многозаходных затылочных резьб, отличающийся тем, что, с целью упрощения способа и повышения производительности обработки, формирование резьбы совмещают с ее затыловкой, выбирая число находок правой и левой резьб из соотношения ,-NA-N --Z с S где Ы - число заходов изготовляемой резьбы; сл с 14 - число заходов правой затыло очной резьоы; fvj.- число заходов левой затыловочной резьбы; Т.- число перьев или число резьбовых участков заготовляемого инструмента. to Q5 ;о 00 ОО
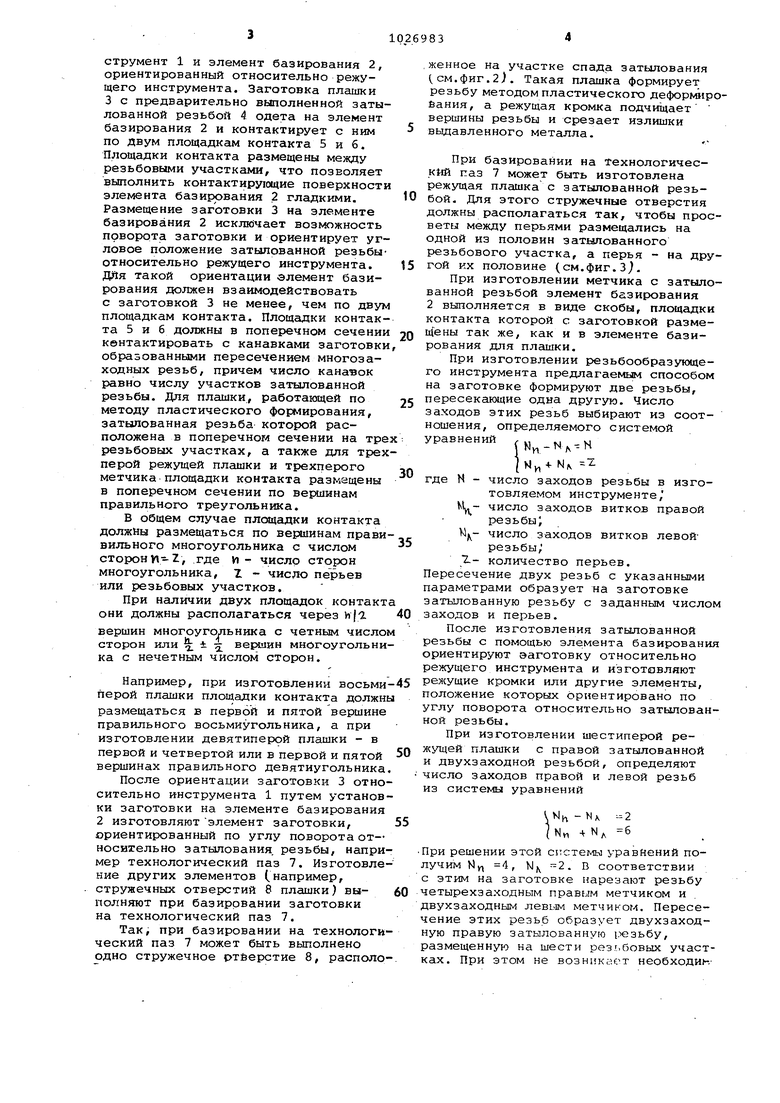
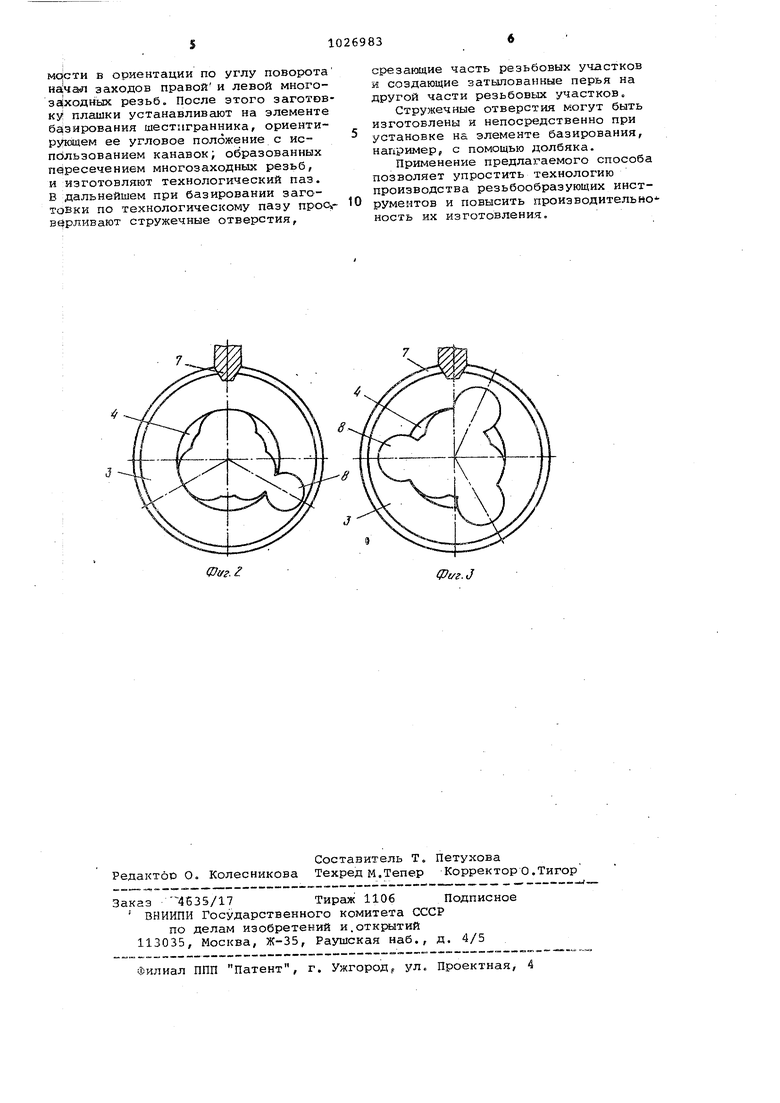
Изобретение относится к металлообработке, а конкретно к способам изготовления резьбообразующих .инст рументов , Известны способы изготовления эезьбообразующих инструментов, при которых прерывную резьбу формируют путем перерезания витков реэьбы одного направления витками.резьбы дру гого Направления | 13Известен также способ изготовления метчика, при КОТОЕЮМ на заготрв ке с профрезерованньми канавками нарезают основную резьбу, затем,, о сместив начала заходов на угол относительно заходов основной резьба нарезают правую затыловочную (vi +1) заходную резьбу. После этого заготовку поворачивают, .смещая начала относительно заходов на угол V1начала заходов основной резьбы, и вы полняют левую затыловочную (Vi за ходную резьбу, где V - число перьев метчика 2J , Недостатком этого способа являетс его сложность и низкая производитель ность, что вызвано необходимостью нарезания трех резьб - основной и двух затыловочных, необходимостью мн гократного ориентирования и фиксации угловых положений заготовки, невозможностью изготовления резьбы многониточными инструментами. Цель изобретения - совмещение формирования резьбы с ее затылованием. Указанная цель достигается тем, что в.процессе изготовления резьбообразующего инструмента, включающем изготовление режущих кромок, формирование резьбы, образование канавок, ориентирование углового положения заготовки устройством, содержащим элементы базирования заготовки, затылование резьбы путем пересечения правой и левой многозаходных затьгловочных резьб, формование резьбы совмещают с ее затыловкой, выбирая число заходов лравой и левой затыловочных резьб из соотношения NH-HA-N Мм. где Н - число заходов изготовляемой резьбы, NY,- число заходов правой затыло. вочной резьбы, число заходов левой затыловочной резьбы; . 2 - число перьев или число резьбовых участков изготовляемого инструмента. В устройстве для осуществления способа, содержащее режущий инструмент и элемент базирования заготовки по резьбовой поверхности, элемент базирования заготовки выполнен в виде гладкого направляющего элемента, имеющего не менее двух площсщок контакта, расположенных в поперечном сечении заготовки по вершинам правильного многоугольника с числом вершин равным Ь-Мд+Ы„ где У - число вершин многоугольника равное числу перьев изготавливаемого инструмента; Мл - число заходов левой резьбы Мц - число заходов правой резьбы причем при двух площадках контакта одна из них удалена от другой на вершин мрог-оугольника с четным числом сторон или - J-i-йерянин многоугольника с нечетным числом сторон. На фиг.1 показано ориентирование заготовки плашки после формирования затылованной резьбы при изготовлении технологического паза; на и 3 базирование заготовки плашки при изготовлении стружечных отверстий, Устройство для ориентирования заготовки плашки содержит режущий инструмент 1 и элемент базирования 2, ориентированный относительно режущего инструмента. Заготовка плашки 3 с предварительно выполненной затылованной резьбой 4 одета на элемент базирования 2 и контактирует с ним по двум площадкам контакта 5 и б. Площадки контакта размещены между резьбовыми участками, что позволяет выполнить контактирующие поверхности элемента базирования 2 гладкими. Размещение заготовки 3 на элементе базирования 2 исключает возможность поворота заготовки и ориентирует угловое положение затылованной резьбы относительно режущего инструмента. Дйя такой ориентации элемент базирования должен взаимодействовать с заготовкой 3 не менее, чем по двум площадкам контакта. Площадки контакта 5 и 6 должны в поперечном сечении контактировать с канавками заготовки образованными пересечением многозаходных резьб, причем число канавок равно числу участков затыловднной резьбы. Для плашки, работающей по методу пластического формирования, затылованная резьба которой расположена в поперечном сечении на тре резьбовых участках, а также для трех перой режущей плашки и трехперого метчика площадки контакта размещены в поперечном сечении по вершинам правильного треугольника. В общем случае плсвдадки контакта должны размещаться по вершинам прави вильного многоугольника с числом сторон м-Z, где И - число сторон многоугольника, Z - чисдо перьев или резьбовых участков. При наличии двух площадок контакт они должны располагаться через KJ1 вершин многоугольника с четным число сторон или % i 4 ве Х11ин многоугольни ка с нечетным числом сторон. Например, при изготовлении восьми перой плашки площадки контакта должн размещаться в первой и пятой вершине правильного восьмиугольника, а при изготовлении девятиперой плашки - в первой и четвертой или в первой и пятой вершинах правильного девятиугольника После ориентации заготовки 3 отно сительно инструмента 1 путем установ ки заготовки на элементе базирования 2 изготовляют элемент заготовки, ориентированный по углу поворота относительно затылования. резьбы, напри мер технологический паз 7. Изготовле ние других элементов (например, стружечных отверстий 8 плашки) выполняют при базировании заготовки на технологический паз 7. Так, при базировании на технолог ческий паз 7 может быть выполнено одно стружечное ртберстие 8, располо женное на участке спада затылования (см.фиг.2). Такая плашка формирует резьбу методом пластического дефорко1рования, а режущая кромка подчищает вершины резьбы и срезает излишки выдавленного металла. При базировании на технологический паз 7 может быть изготовлена режущая плашка с затылованной резьбой. Для этого стружечные отверстия должны располагаться так, чтобы просветы между перьями размещались на одной из половин затылованного резьбового участка, а перья - на другой их половине (см.фиг.З. При изготовлении метчика с затылованной резьбой элемент базирования 2 выполняется в виде скобы, площадки контакта которой с заготовкой разме11(ены так же, как и в элементе базирования для плашки. При изготовлении резьбообразующего инструмента предлагаемым способом на заготовке формируют две резьбы, пересекающие одна другую. Число заходов этих резьб выбирают из соотношения, определяемого системой уравнений ..Н MH NN-где N - число заходов резьбы в изготовляемом инструменте, число заходов витков правой резьбы; М)- число заходов витков левойрезьбы;7- количество перьев. Пересечение двух резьб с указанными параметрами образует на заготовке затьшованную резьбу с заданным числом заходов и перьев. После изготовления затылованной резьбы с помощью элемента базирования ориентируют заготовку относительно режущего инструмента и изготовляют ремсущие кромки или другие элементы, положение которых ориентировано по углу поворота относительно затылованной резьбы. При изготовлении шестиперой режущей плашки с правой затылованной и двухзаходной резьбой, определяют число заходов правой и левой резьб из системы уравнений Hj -Н -2 Ьп NA б При решении этой системы уравнений получим Y 2. в соответствии с этим на заготовке нарезают резьбу четырехзаходным правым метчиком и двухзаходным левым метчиком. Пересечение этих резьб образует двухзаходную правую затылованную резьбу, размещенную на шести резьбовых участках. При этом не возникс.ет необходи -.MQCTH в ориентации по углу поворота заходов правой и левой многозйходных резьб. После этого заготовку плашки устанавливают на элементе ба(зирования шестигранника, ориентирующем ее угловое положение с использованием канавок; образованных пересечением многозаходных резьб, и изготовляют технологический паз. В дальнейшем при базировании заготовки по технологическому пазу прос,в0рливают стружечные отверстия.
срезающие часть резьбовых участков и создающие затылованные перья на другой части резьбовых участков.
Стружечные отверстия могут быть изготовлены и непосредственно при установке на элементе базирования, например, с помощью долбяка.
Прш шнение предлагаемого способа позволяет упростить технологию производства резьбообразующих инструментов и повысить производительно ность их изготовления.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И.И | |||
| Режущий инструмент, Т.п | |||
| М, Машгиз, 193Р, с.285 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
