Изобретение относится к технологии изготовления внутреннего теплозащитного покрытия (ТЗП) корпусов ракетных двигателей (РД), например, на твердом топливе (РДТТ).
В современном машиностроении при изготовлении внутреннего ТЗП корпуса РД нанесенный на жесткую оправку многослойный пакет композиционных материалов (КМ), состоящий из отдельных заготовок, вулканизуют в гидроклавной камере.
Известен способ подготовки к работе вулканизационного оборудования, предназначенного для проведения отверждения композиционного материала, включающий размещение оправки с КМ в гидроклаве, установку вакуумного мешка, вакуумирование полости между оправкой с КМ и вакуумным мешком, подачу под давлением рабочей жидкости в полость между вакуумным мешком и крышкой гидроклава (см. Буланов И.М., Воробей В.В. Технология ракетных и аэрокосмических конструкций из композиционных материалов: Учеб. для вузов. -М.: Изд-во МГТУ им. Н.Э. Баумана, 1998 г., - с. 434-438) - прототип.
Вакуумный мешок должен обеспечивать необходимую герметичность и плотный контакт с покрытием в процессе вулканизации.
Однако применение указанного способа для изготовления внутреннего ТЗП крупногабаритного корпуса показало, что после вулканизации на наружной поверхности покрытия появляются дефекты в виде волн и наплывов, которые могут быть значительными.
Дефекты образуются в процессе вулканизации КМ при нагреве под давлением в местах недостаточного контакта вакуумного мешка с КМ.
После вулканизации наружную поверхность теплозащитного покрытия (ТЗП) тщательно зашкуривают до получения профиля, соответствующего гладкой выпуклой линии, построенной по координатам максимальных толщин ТЗП.
Наличие дефектов в виде волн и натеков резины приводят к ухудшению качества ТЗП, повышению трудоемкости при обработке наружной поверхности и повышению стоимости изделия.
Наличие дефектов обусловлено тем, что вакуумный мешок при установке на оправку ложится на поверхность оправки с КМ с образованием гофр, захватывая при этом воздух.
Для крупногабаритных изделий операция установки вакуумного мешка является весьма трудоемкой.
Технической задачей данного изобретения является повышение качества, снижение трудоемкости и стоимости изготовления внутреннего ТЗП для крупногабаритных корпусов РД.
Технический результат, достигаемый заявленным способом, заключается в упрощении подготовки к работе вулканизационного оборудования и повышении качества изготавливаемого с помощью данного оборудования ТЗП.
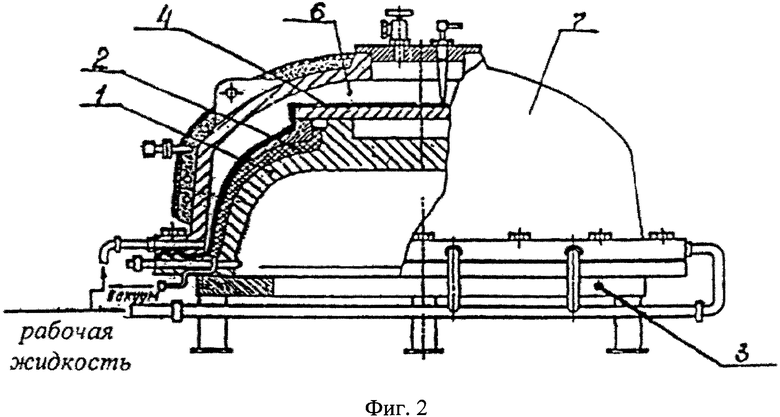
Технический результат достигается тем, что в способе подготовки к работе вулканизационного оборудования, предназначенного для проведения отверждения КМ, включающем размещение оправки с КМ в гидроклаве, установку вакуумного мешка на оправку, вакуумирование полости между оправкой и вакуумным мешком, подачу под давлением рабочей жидкости в полость между вакуумным мешком и крышкой гидроклава, после установки вакуумного мешка в полость между оправкой с КМ и вакуумным мешком подают сжатый воздух для наддува вакуумного мешка и его выравнивания, затем избыточное давление снимают, полость между оправкой с КМ и вакуумным мешком вакуумируют и подают под давлением рабочую жидкость в полость между вакуумным мешком и крышкой гидроклава.
Наддув вакуумного мешка увеличивает его внутренний объем, что позволяет обеспечить размещение вакуумного мешка строго по оправке с КМ без образования складок и гофр с захватом воздуха и исключить образование на наружной поверхности теплозащитного покрытия в процессе вулканизации дефектов в виде волн и наплывов.
Фиг. 1 и фиг. 2 иллюстрируют способ подготовки к работе вулканизационного оборудования.
Способ подготовки к работе вулканизационного оборудования, предназначенного для проведения отверждения КМ, заключается в следующем.
Пример
Оправку 1 с КМ 2 устанавливают в гидроклав 3, поверх оправки 1 с КМ 2 располагают вакуумный мешок 4, при этом вакуумный мешок 4 герметично закрепляют байонетным затвором (не показан), при помощи насоса нагнетают воздух в полость 5 между оправкой 1 с КМ 2 и вакуумным мешком 4, обеспечив избыточное давление 0,05-0,01 МПа. Под действием сил давления вакуумный мешок расправляется, после чего отключают насос, снимают избыточное давление в полости 5 между оправкой 1 с КМ 2 и вакуумным мешком 4. При помощи вакуумного насоса откачивают воздух из полости 5 между оправкой 1 с КМ 2 и вакуумным мешком 4, создавая вакуум минус 0,07 МПа в полости 5, при этом вакуумный мешок 4 равномерно прилегает к оправке 1 с КМ 2. Вулканизационное оборудование подготовлено к проведению отверждения КМ.
Отверждение КМ 2, нанесенного на оправку 1, производят под воздействием давления от 0,9 до 1,1 МПа (передаваемого поверхности материала через вакуумный мешок 4) и температуры (160±5)°C. При этом давление создают, закачивая при помощи насоса высокого давления в полость 6 между вакуумным мешком 4 и крышкой 7 гидроклава 3 рабочую жидкость (глицерин), а нагрев осуществляют при помощи нагревательных элементов, установленных в оправке 1.
Предлагаемый способ прост для применения, позволяет повысить качество теплозащитного покрытия, снизить трудоемкость при обработке его наружной поверхности и, соответственно, снизить стоимость изделия.
Практическое применение изобретения подтвердило высокую технологичность предлагаемого способа подготовки к работе вулканизационного оборудования, предназначенного для проведения отверждения композиционных материалов при изготовлении внутреннего ТЗП для крупногабаритных корпусов ракетных двигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2009 |
|
RU2415289C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2538002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2012 |
|
RU2492340C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ГИДРОКЛАВА С ЭЛАСТИЧНОЙ ДИАФРАГМОЙ | 2006 |
|
RU2320480C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2447990C2 |
| Способ изготовления корпуса ракетного двигателя твердого топлива | 2015 |
|
RU2614422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2453720C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНУТРЕННЕГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2015 |
|
RU2581516C1 |
| Способ нанесения слоистых теплозащитных композиционных материалов на крупногабаритные конструкции | 2022 |
|
RU2793800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2437763C1 |
Изобретение относится к технологии изготовления внутреннего теплозащитного покрытия корпусов ракетных двигателей (РД) из композиционных материалов, включающей подготовку вулканизационного оборудования. При подготовке вулканизационного оборудования к работе после установки вакуумного мешка в полость между оправкой с композиционным материалом и вакуумным мешком подают сжатый воздух для наддува вакуумного мешка и его выравнивания. Затем избыточное давление снимают, полость между оправкой с композиционным материалом и вакуумным мешком вакуумируют и подают под давлением рабочую жидкость в полость между вакуумным мешком и крышкой гидростата. Технический результат, достигаемый при использовании способа по изобретению, заключается в том, чтобы обеспечить простоту при применении способа, повышение качества и снижение трудоемкости изготовления внутреннего теплозащитного покрытия для крупногабаритных корпусов РД. 2 ил., 1 пр.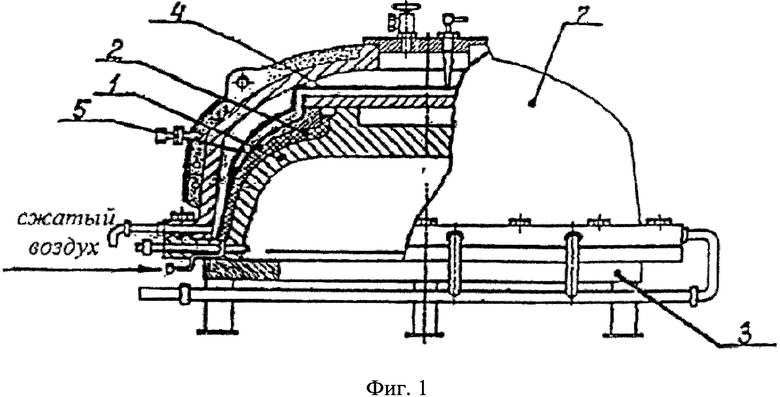
Способ подготовки к работе вулканизационного оборудования, предназначенного для проведения отверждения композиционных материалов, включающий размещение оправки с композиционным материалом в гидроклаве, установку вакуумного мешка на оправку, вакуумирование полости между оправкой и вакуумным мешком, подачу под давлением рабочей жидкости в полость между вакуумным мешком и крышкой гидроклава, отличающийся тем, что после установки вакуумного мешка в полость между оправкой и вакуумным мешком подают сжатый воздух для наддува вакуумного мешка и его выравнивания, затем избыточное давление снимают, после чего полость между оправкой и вакуумным мешком вакуумируют и подают под давлением рабочую жидкость в полость между вакуумным мешком и крышкой гидроклава.
| Б.А.КИСЕЛЕВ, Стеклопластики, ГН-ТИХЛ, МОСКВА, 1961, с.116-124 | |||
| П.А.АФАНАСЬЕВ, Применение пластических масс в машиностроении, ГН-ТИМЛ, Москва, 1961, с.36-39 | |||
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ФОРМОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2336167C2 |
| СПОСОБ ПО МЕНЬШЕЙ МЕРЕ ЧАСТИЧНОГО ВОССТАНОВЛЕНИЯ ИЛИ ЗАМЕНЫ УСИЛИВАЮЩЕГО ЭЛЕМЕНТА КОНСТРУКЦИИ ИЗ ВОЛОКНИСТОГО КОМПОЗИТА И СООТВЕТСТВУЮЩЕЕ СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО | 2010 |
|
RU2487799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИИМИДНОГО УГЛЕПЛАСТИКА | 1989 |
|
RU2071486C1 |
| Выносная опора грузоподъемной машины | 1975 |
|
SU633793A1 |
| Устройство для контроля жесткости упругих элементов | 1971 |
|
SU499513A1 |

