Изобретение относится к технологии изготовления изделий из композиционных материалов, а именно деталей для силовых конструкций, например раструбов сопловых блоков ракетных двигателей на твердом топливе (РДТТ).
Известен способ изготовления изделий из композиционных материалов, включающий установку пропитанного связующим каркаса исходного материала на формообразующую оправку и отверждение в гидроклаве с эластичной диафрагмой (см. И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - с.128, 146-148).
Наличие эластичной диафрагмы позволяет обеспечить необходимую герметичность и равномерную передачу давления и температуры на каркас исходного материала в процессе отверждения.
Но применение этого способа связано с необходимостью использования дополнительного оборудования для пропитки связующим каркаса исходного материала, что повышает трудоемкость и стоимость способа.
Известен также способ изготовления изделий из композиционных материалов, включающий установку каркаса исходного материала на полую формообразующую оправку с глухим дном и пропитку каркаса связующим в гидроклаве с эластичной диафрагмой (патент РФ №2201343), являющийся ближайшим аналогом предлагаемого способа.
Пропитка исходного материала связующим осуществляется под действием давления рабочей жидкости гидроклава, передаваемым каркасу через эластичную диафрагму.
После пропитки, перед отверждением, производится сушка пропитанного каркаса.
При применении этого способа исключается необходимость дополнительного оборудования для пропитки, так как пропитка связующим каркаса исходного материала и отверждение пропитанного каркаса осуществляются в одном и том же гидроклаве.
Однако, как показало применение известного способа, он эффективен при изготовлении малогабаритных деталей сопловых блоков РДТТ, а при изготовлении крупногабаритных раструбов, длина образующей которых составляет 0,8-1,0 метра, качество пропитки каркаса исходного материала в гидроклаве с эластичной диафрагмой может быть недостаточным, что приводит к снижению качества изготовления изделий из КМ.
Выяснено, что низкое качество пропитки обусловлено затрудненным проходом связующего в процессе пропитки как между каркасом и оправкой, так и между каркасом и эластичной диафрагмой.
Низкое качество изготовления недопустимо для раструбов газового тракта сопловых блоков РДТТ, работающих в особо теплонапряженных условиях.
Технической задачей данного изобретения является улучшение качества изготовления изделий из КМ.
Технический результат достигается тем, что в способе изготовления изделий из композиционных материалов, включающем установку каркаса исходного материала на полую формообразующую оправку с глухим дном, пропитку каркаса связующим в гидроклаве с эластичной диафрагмой и сушку пропитанного каркаса, устанавливают на дно оправки, снаружи, пучок резиновых шнуров, одни из которых заводят между оправкой и каркасом, а другие размещают на его наружной поверхности, помещают оправку в частично заполненную связующим эластичную диафрагму, пропитывают каркас, после чего извлекают оправку из гидроклава и осуществляют сушку каркаса, причем перед сушкой резиновые шнуры удаляют.
Размещение на дне оправки, снаружи, пучка резиновых шнуров позволяет облегчить при пропитке подвод связующего к нижней части каркаса исходного материала со дна эластичной диафрагмы, заполненной связующим.
Размещение резиновых шнуров между оправкой и каркасом позволяет обеспечить проход связующего между каркасом и оправкой и, тем самым, улучшить условия пропитки каркаса с его внутренней поверхности.
Размещение резиновых шнуров на наружной поверхности каркаса позволяет обеспечить проход связующего между эластичной диафрагмой, находящейся под давлением рабочей жидкости гидроклава, и наружной поверхностью каркаса, и, тем самым, улучшить условия пропитки каркаса с его наружной поверхности.
Удаление резиновых шнуров с пропитанного каркаса перед сушкой позволяет наиболее легко отделить шнуры от каркаса и более качественно осуществить сушку пропитанного каркаса, особенно в местах установки шнуров.
Сущность способа поясняется чертежами.
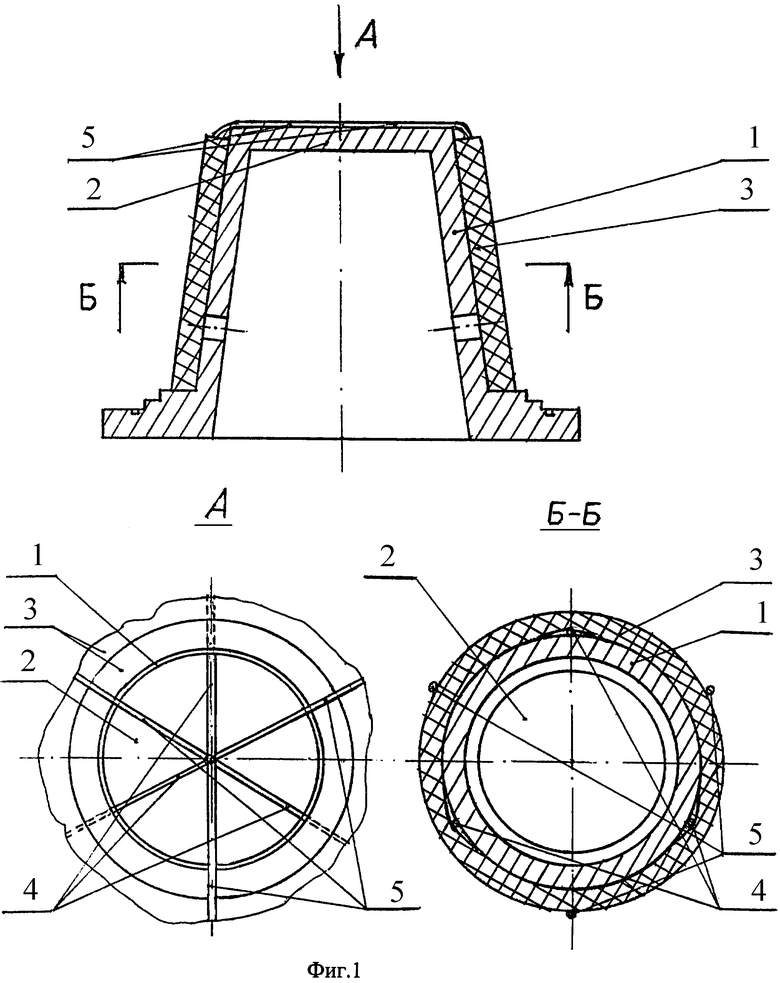
На фиг.1 показан каркас исходного материала на оправке.
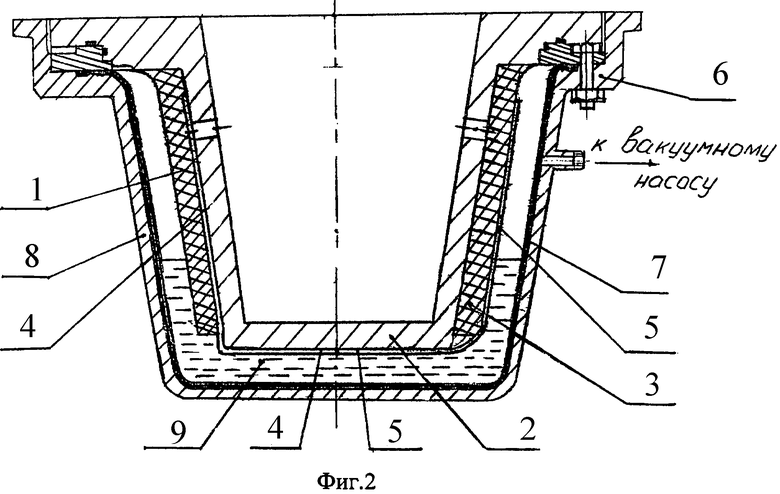
На фиг.2 показан каркас исходного материала на оправке, помещенной в заполненную связующим эластичную диафрагму, размещенную в корпусе гидроклава.
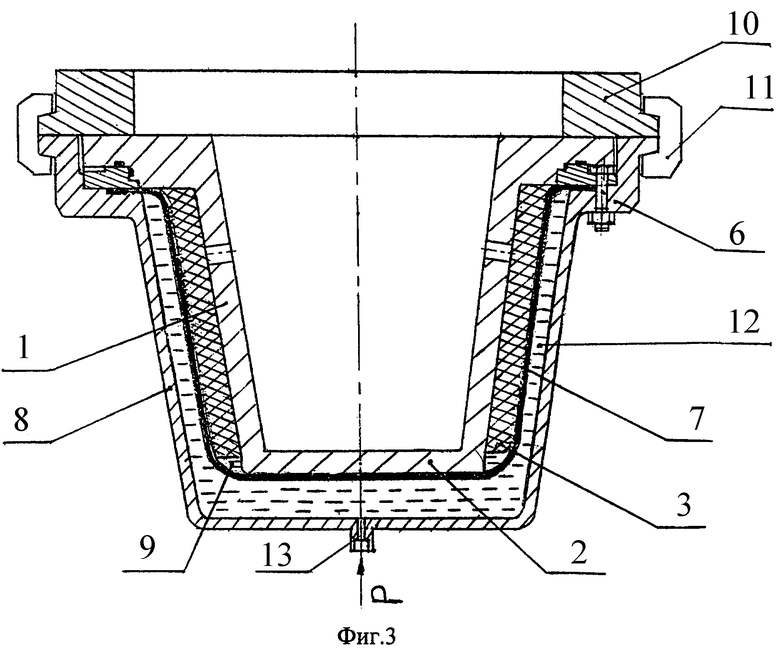
На фиг.3 показан каркас исходного материала на оправке, помещенной в гидроклав, заполненный рабочей жидкостью.
Изготовление изделий предлагаемым способом осуществляется следующим образом.
На полую формообразующую оправку 1 с глухим дном 2 устанавливают заранее раскроенный каркас 3 исходного материала, изготовленный методом прошивки нитью угольной ткани, типа УРАЛ-ТМ-4-22.
Из резинового шнура круглого поперечного сечения, типа 2с, диаметром 10 или 12 мм, нарезают шнуры 4 и 5, количество и длина которых определяются в зависимости от габаритов применяемой формообразующей оправки 1.
Все шнуры 4 и 5 одним концом связывают между собой киперной лентой и прикрепляют полученный пучок шнуров 4 и 5 к наружной поверхности, в центре, дна 2 оправки 1.
Свободные концы шнуров 4 и 5 ориентируют в радиальном направлении на наружной поверхности дна 2 оправки 1, равномерно по окружности, с образованием «розочки», и в дальнейшем располагают шнуры 4 и 5 вдоль образующей каркаса 3.
При этом сначала поочередно заводят шнуры 4 между оправкой 1 и каркасом 3, располагая шнуры 4 равномерно по его периметру.
Затем размещают шнуры 5 на наружной поверхности каркаса 3, располагая их по периметру между ранее установленными шнурами 4.
Прикрепляют концы шнуров 5 к каркасу 3 нитками для исключения возможности смещения шнуров 5 относительно друг друга.
Готовят к работе гидроклав 6 с герметично установленной в нем эластичной диафрагмой 7, выполненной из резины в виде эластичной оболочки вращения.
При помощи вакуумного насоса откачивают воздух из полости между внутренней стенкой гидроклава 6 и эластичной диафрагмой 7, создавая вакуум, при этом эластичная диафрагма 7 будет прилегать к стенкам корпуса 8 гидроклава 6.
Заливают требуемое для пропитки каркаса 3 количество связующего 9, на основе смолы СФ-010, в полость эластичной диафрагмы 7.
Помещают оправку 1 с каркасом 3 исходного материала основанием оправки 1 вверх в эластичную диафрагму 7 и герметизируют гидроклав 6, герметично устанавливая крышку 10 и скрепляя ее бандажом 11 с фланцем корпуса 8 гидроклава 6.
Отключают вакуумный насос, создавая нормальное давление в полости между стенкой корпуса 8 гидроклава 6 и эластичной диафрагмой 7.
Откачивают воздух при помощи вакуумного насоса из полости между эластичной диафрагмой 7 и оправкой 1 с каркасом 3 исходного материала, создавая в этой полости вакуум, при этом эластичная диафрагма 7 будет прилегать к шнурам 5 и к поверхности каркаса 3 между шнурами 5.
Заполняют рабочей жидкостью 12 полость между внутренней стенкой корпуса гидроклава 6 и эластичной диафрагмой 7 через расположенный снизу корпуса гидроклава 6 штуцер 13.
При заполнении гидроклава 6 рабочей жидкостью 12 гидростатическое давление передается через эластичную диафрагму 7 связующему 9, которое растекается по поверхностям каркаса 3 и проникает внутрь каркаса 3, при этом наличие резиновых шнуров 4 и 5 позволяет обеспечить при пропитке проход связующего как между каркасом и оправкой, так и между каркасом и эластичной диафрагмой, и тем самым улучшить условия пропитки каркаса с его внутренней и наружной поверхностей, что позволяет улучшить качество пропитки.
Подача рабочей жидкости в гидроклав снизу позволяет наиболее эффективно осуществлять пропитку каркаса связующим, так как в первую очередь пропитывается нижняя часть каркаса, стенка которой у раструбов РДТТ конструктивно выполняется утолщенной и для ее пропитки необходим дополнительный подвод к ней связующего.
Затем связующее, под действием на него передаваемого через эластичную диафрагму давления рабочей жидкости, постепенно заполняющей гидроклав, пропитывает верхнюю утоненную часть каркаса.
Оптимальным как для обеспечения подвода связующего к утолщенной части раструба, так и для исключения излишнего воздействия давления шнуров на верхнюю часть раструба с утоненной стенкой является применение шнуров круглого поперечного сечения.
При этом расположение шнуров 5 между шнурами 4 позволяет исключить излишнее контактное давление шнуров на каркас 3 под воздействием давления рабочей жидкости, передаваемым через эластичную диафрагму 7, которому бы подвергалась стенка каркаса 3, если шнуры 4 и 5 устанавливались бы с обеих сторон стенки каркаса 3 напротив друг друга.
После пропитки откачивают рабочую жидкость 12 из гидроклава 6, разбирают гидроклав 6, извлекают оправку 1 с каркасом 3 из гидроклава 6 и производят сушку пропитанного каркаса 3.
Причем перед сушкой пропитанного каркаса 3 резиновые шнуры 4 и 5 удаляют, при этом снимают киперную ленту, освобождая резиновые шнуры 4 и 5, и разрезают нитки, крепящие резиновые шнуры 5 к каркасу 3.
Просушенный каркас 3 снова помещают в гидроклав 6 и производят отверждение каркаса 3 под воздействием давления и температуры, передаваемым поверхности каркаса 3 через эластичную диафрагму 7.
Предлагаемым способом изготовлен ряд высококачественных крупногабаритных раструбов сопловых блоков РДТТ, при этом результаты препарации взятых образцов показали наличие практически однородной структуры материала детали, что свидетельствует о высоком качестве пропитки исходного материала связующим перед отверждением.
Применение изобретения подтвердило высокое качество изготовления деталей из композиционных материалов при обеспечении требуемой технологичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2447990C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2435665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201343C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2373052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2427465C1 |
| Способ изготовления изделий из композиционных материалов | 2019 |
|
RU2722532C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2445207C1 |
| Способ изготовления изделий из композиционных материалов | 2019 |
|
RU2708601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322351C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322352C2 |
Изобретение относится к технологии изготовления изделий из композиционных материалов (КМ), а именно деталей для силовых конструкций, например раструбов сопловых блоков ракетных двигателей на твердом топливе (РДТТ). Процесс изготовления изделий из КМ включает установку каркаса исходного материала на полую формообразующую оправку с глухим дном, пропитку каркаса связующим в гидроклаве с эластичной диафрагмой и сушку пропитанного каркаса. При этом устанавливают на дно оправки, снаружи, пучок резиновых шнуров, одни из которых заводят между оправкой и каркасом, а другие размещают на его наружной поверхности. Затем помещают оправку в частично заполненную связующим эластичную диафрагму, пропитывают каркас, после чего извлекают оправку из гидроклава и осуществляют сушку каркаса, причем перед сушкой резиновые шнуры удаляют. Предлагаемым способом изготовлен ряд высококачественных крупногабаритных раструбов сопловых блоков РДТТ, при этом результаты препарации взятых образцов показали наличие практически однородной структуры материала детали, что свидетельствует о высоком качестве пропитки исходного материала связующим. Изобретение при изготовлении крупногабаритных вкладышей сопловых блоков РДТТ обеспечивает высокое качество изготовления деталей из композиционных материалов при обеспечении требуемой технологичности. 3 ил.
Способ изготовления изделий из композиционных материалов, включающий установку каркаса исходного материала на полую формообразующую оправку с глухим дном, пропитку каркаса связующим в гидроклаве с эластичной диафрагмой и сушку пропитанного каркаса, отличающийся тем, что устанавливают на дно оправки, снаружи, пучок резиновых шнуров, одни из которых заводят между оправкой и каркасом, а другие размещают на его наружной поверхности, помещают оправку в частично заполненную связующим эластичную диафрагму, пропитывают каркас, после чего извлекают оправку из гидроклава и осуществляют сушку каркаса, причем перед сушкой резиновые шнуры удаляют.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2373052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201343C2 |
| ГИДРОСТАТИЧЕСКАЯ КАМЕРА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2213006C2 |
| EP 0491650 В1, 24.06.1992 | |||
| JP 3142223 А, 18.06.1991 | |||
| US 4828472 А, 09.05.1989 | |||
| СПОСОБ ИЗМЕРЕНИЯ ФАКТИЧЕСКОЙ МИНИМАЛЬНОЙ ПЛОЩАДИ ПРОХОДНОГО СЕЧЕНИЯ МЕЖЛОПАТОЧНЫХ КАНАЛОВ | 2016 |
|
RU2624784C1 |

