Изобретение относится к машиностроительной промышленности, производящей помольно-смесительные агрегаты, а также к строительным, химическим и др. отраслям промышленности, где для измельчения различных материалов используются помольно-смесительные агрегаты, нуждающиеся в автоматической балансировке.
В качестве аналога принят помольно-смесительный агрегат по патенту РФ 2277973, B02C 17/08. Помольно-смесительный агрегат / Гридчин A.M., Севостьянов B.C., Лесовик B.C., Уральский В.И., Синица Е.В.; заявитель и патентообладатель ООО «ТК РЕЦИКЛ»; опубл. 20.06.06, Бюл. №17.
В качестве аналога для способа автоматического подавления вибрации помольно-смесительного агрегата был принят процесс уменьшения величины вибрации, осуществляемый в помольно-смесительном агрегате с автоматической балансировкой по патенту РФ 114875, В02С 17/00. Помольно-смесительный агрегат с автоматической балансировкой / Рубанов В.Г., Севостьянов B.C., Уральский В.И., Стативко А.А., Бушуев Д.А., Стативко С.А.; заявитель и патентообладатель БГТУ им. В.Г. Шухова; опубл. 20.04.12, Бюл. №11.
Основными недостатками приведенных технических решений являются повышенное потребление электроэнергии при работе помольно-смесительного агрегата, сложность балансировки во время работы, следовательно, ограничение возможности повышения производительности помольно-смесительного агрегата и, как следствие, невысокое качество измельченного материала и ограничение возможности повышения ресурса работы помольно-смесительного агрегата из-за невозможности анализа и отслеживания режима работы помольно-смесительного агрегата во время технологического процесса помола.
Наиболее близким техническим решением, выбранным в качестве прототипа устройства «Помольно-смесительного агрегата с автоматической балансировкой», является помольно-смесительный агрегат с автоматической балансировкой по патенту РФ 2494813, В02С 17/14. Помольно-смесительный агрегат с автоматической балансировкой / Глаголев С.Н., Рубанов В.Г., Севостьянов B.C., Уральский В.И., Стативко А.А., Стативко С.А., Бушуев Д.А.; заявитель и патентообладатель БГТУ им. В.Г. Шухова; опубл. 10.10.13, Бюл. №28.
Помольно-смесительный агрегат включает станину, закрепленные на ней вертикальные колонки с ползунами, прямоугольную раму, несущую три камеры и соединенную шарнирно с ползунами и эксцентриковым валом, установленным в опорах и снабженным с двух сторон противовесами, также агрегат содержит дополнительный вал, установленный во внутренних опорах и кинематически связанный с эксцентриковым валом, причем дополнительный вал снабжен водилом с направляющими, несущими дополнительный противовес, взаимодействующий с ходовым винтом, связанным с сателлитом дифференциального механизма, левая и правая шестерни которого соединены с полуосями, размещенными внутри дополнительного вала и связанными с тормозными электромагнитными муфтами, каждая из которых закреплена на внешних опорах, также агрегат имеет систему автоматического управления, которая состоит из программируемого контроллера, связанного своим входом с выходом датчика вибрации, а выходами с входами двух тормозных электромагнитных муфт, входящих в состав основного канала управления положением дополнительного противовеса.
С существенными признаками изобретения совпадает следующая совокупность конструктивных признаков прототипа: помольно-смесительный агрегат включает станину, закрепленные на ней вертикальные колонки с ползунами, прямоугольную раму, несущую три камеры и соединенную шарнирно с ползунами и эксцентриковым валом, установленным в опорах и снабженным с двух сторон противовесами, также агрегат содержит дополнительный вал, установленный во внутренних опорах и связанный кинематически с эксцентриковым валом, причем дополнительный вал снабжен водилом с двумя направляющими, несущими дополнительный противовес, взаимодействующий с ходовым винтом, связанным с сателлитом дифференциального механизма, левая и правая шестерни которого соединены с полуосями, размещенными внутри дополнительного полого вала и связанными с выходами двух тормозных электромагнитных муфт, электрические входы последних соединены с выходами соответственно первого и второго усилителей-преобразователей, входящих в прямую цепь основного канала управления положением дополнительного противовеса и соединенных своими входами через модуль ввода-вывода с первым и вторым выходом программируемого контроллера.
Наиболее близким техническим решением, выбранным в качестве прототипа для способа автоматического подавления вибрации помольно-смесительного агрегата, был принят процесс уменьшения величины вибрации, осуществляемый в процессе работы помольно-смесительного агрегата с автоматической балансировкой по патенту РФ 2494813 Российская федерация, B02C 17/14. Помольно-смесительный агрегат с автоматической балансировкой / Глаголев С.Н., Рубанов В.Г., Севостьянов B.C., Уральский В.И., Стативко А.А., Стативко С.А., Бушуев Д.А.; заявитель и патентообладатель БГТУ им. В.Г. Шухова; опубл. 10.10.13, Бюл. №28.
Процесс уменьшения вибрации в приведенном устройстве осуществляется по замкнутому принципу следующим образом. Сигнал, пропорциональный величине вибрации, получаемый с датчика вибрации, передается на программируемый контроллер. Полученные данные обрабатываются в соответствии с, например, поисковым алгоритмом. Затем формируется управляющее воздействие, подаваемое на вход одной из тормозных электромагнитных муфт, вследствие чего происходит поступательное движение дополнительного противовеса по направляющим в одном из двух противоположных направлений, что приводит к уменьшению вибрации.
С существенными признаками способа автоматического подавления вибрации помольно-смесительного агрегата совпадает осуществление управления подавлением вибрации, основанного на информации о величине вибрации, предусматривающего в соответствии с алгоритмом, заложенным в программируемом контроллере, включение той или иной тормозной электромагнитной муфты и перемещение дополнительного противовеса в том или ином направлении, в зависимости от знака управляющего воздействия.
Недостатками указанных технических решений-прототипов являются невысокое качество измельченного материала и ограничение возможности повышения ресурса работы узлов и деталей помольно-смесительного агрегата.
Указанные недостатки связаны с тем, что во время технологического процесса помола происходит неконтролируемое изменение величины вибрации помольно-смесительного агрегата как вследствие изменения положения центра масс, так и по причине невозможности анализа таких параметров (величин), как коэффициент загрузки помольно-смесительного агрегата и частота вращения эксцентрикового вала. При этом неточность перемещения и позиционирования дополнительного противовеса, при работе алгоритма заложенного в памяти программируемого контроллера, также отрицательно влияет на процесс подавления вибрации и, соответственно, на качество измельченного материала и ресурс работы узлов и деталей помольно-смесительного агрегата.
Кроме того, недостатки обусловлены отсутствием в памяти программируемого контроллера базы данных, содержащей статические характеристики помольно-смесительного агрегата при различных режимах работы в ходе технологического процесса помола материала, и, следовательно, невозможностью управления режимами работы помольно-смесительного агрегата.
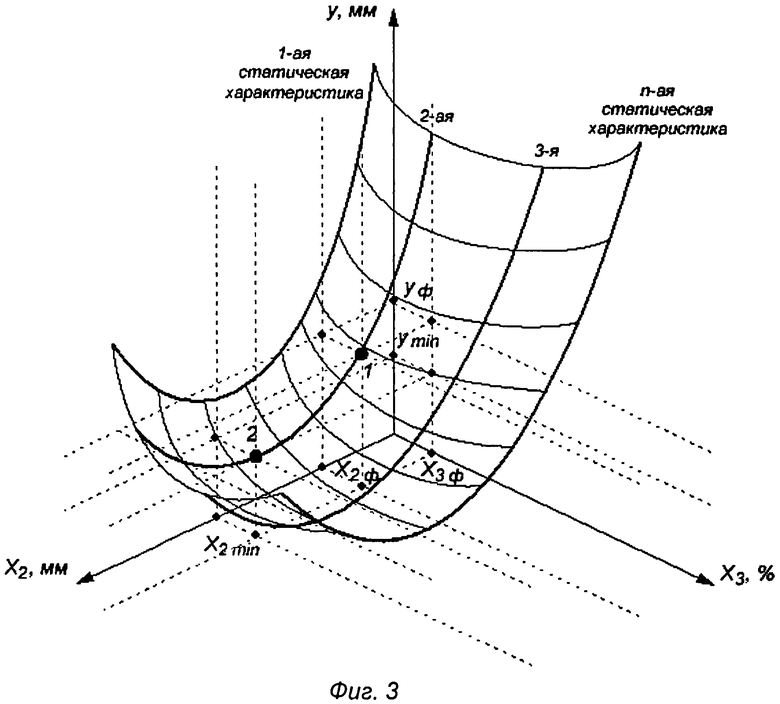
Сущность изобретения заключается в том, что устройство автоматического подавления вибрации помольно-смесительного агрегата содержит помольно-смесительный агрегат, включающий станину, закрепленные на ней вертикальные колонки с ползунами, прямоугольную раму, несущую три камеры и соединенную шарнирно с ползунами и эксцентриковым валом, установленным в опорах и снабженным с двух сторон противовесами, также агрегат содержит дополнительный вал, установленный во внутренних опорах и связанный кинематически с эксцентриковым валом, причем дополнительный вал снабжен водилом с двумя направляющими, несущими дополнительный противовес, взаимодействующий с ходовым винтом, связанным с сателлитом дифференциального механизма, левая и правая шестерни которого соединены с полуосями, размещенными внутри дополнительного вала и связанными с выходами двух тормозных электромагнитных муфт, электрические входы последних соединены с выходами соответственно первого и второго усилителей-преобразователей, входящих в прямую цепь основного канала управления положением дополнительного противовеса и соединенных своими входами через модуль ввода-вывода с первым и вторым выходом программируемого контроллера. В устройство автоматического подавления вибрации введено два дополнительных канала управления, при этом первый дополнительный канал с управлением по разомкнутому принципу частотой вращения эксцентрикового вала помольно-смесительного агрегата соединен своим входом с третьим выходом программируемого контроллера и состоит из последовательно соединенных третьего усилителя-преобразователя, третьего исполнительного механизма, связанного с эксцентриковым валом помольно-смесительного агрегата; второй дополнительный канал управления загрузкой помольно-смесительного агрегата своим входом соединен с четвертым выходом программируемого контроллера и содержит в прямой цепи последовательно соединенные четвертый усилитель-преобразователь, четвертый исполнительный механизм и второй регулирующий орган, а цепь обратной связи содержит последовательно соединенные датчик массы материала на выходе помольно-смесительного агрегата и второй нормирующий преобразователь, выход которого связан со вторым входом программируемого контроллера, соединенного своим первым входом с выходом цепи обратной связи основного канала управления положением дополнительного противовеса, включающей последовательно соединенные датчик положения дополнительного противовеса и первый нормирующий преобразователь.
Кроме того, способ автоматического подавления вибрации помольно-смесительного агрегата заключается в том, что он основан на информации о величине вибрации и предусматривает в соответствии с алгоритмом, заложенным в программируемом контроллере, включение той или иной тормозной электромагнитной муфты и перемещение дополнительного противовеса в том или ином направлении, в зависимости от знака управляющего воздействия. Процесс подавления вибрации осуществляется по разомкнутому принципу согласно алгоритму, заложенному в памяти программируемого контроллера, где содержится база данных, задающая поверхность (семейство) статических характеристик помольно-смесительного агрегата, представляющую собой зависимость уровня вибрации от коэффициента загрузки в камерах и положения дополнительного противовеса при различных фиксированных значениях частоты вращения эксцентрикового вала помольно-смесительного агрегата, при этом определяется текущее положение рабочей точки на поверхности статических характеристик, сравнивается с положением точки, соответствующим наименьшему значению вибрации, и формируется управляющее воздействие положительного или отрицательного знака, подаваемое после усиления на первую или вторую тормозные электромагнитные муфты, действие которых приводит к перемещению дополнительного противовеса, способствующему, в соответствии с заданным алгоритмом, подавлению вибрации помольно-смесительного агрегата.
Задачей, на решение которой направлено изобретение, является повышение качества измельченного материала и увеличение ресурса работы узлов и деталей помольно-смесительного агрегата за счет технического эффекта, выражающегося в более точном управлении перемещением и позиционированием дополнительного противовеса путем отслеживания режима работы помольно-смесительного агрегата и учета параметров в ходе технологического процесса помола, что обеспечивается введением двух дополнительных каналов управления и приводит к более эффективному подавлению вибрации, являющейся выходной (регулируемой) величиной помольно-смесительного агрегата, и наличием в памяти программируемого контроллера заложенных созданной базы данных и алгоритма, обеспечивающего осуществление способа автоматического подавления вибрации помольно-смесительного агрегата.
Поставленная задача решается за счет того, что в устройство введено два дополнительных канала управления. Первый дополнительный канал с управлением по разомкнутому принципу частотой вращения эксцентрикового вала помольно-смесительного агрегата соединен своим входом с третьим выходом программируемого контроллера и состоит из последовательно соединенных третьего усилителя-преобразователя, третьего исполнительного механизма, связанного с эксцентриковым валом помольно-смесительного агрегата. Второй дополнительный канал управления загрузкой помольно-смесительного агрегата своим входом соединен с четвертым выходом программируемого контроллера и содержит в прямой цепи последовательно соединенные четвертый усилитель-преобразователь, четвертый исполнительный механизм и второй регулирующий орган. Цепь обратной связи содержит последовательно соединенные датчик массы материала на выходе помольно-смесительного агрегата и второй нормирующий преобразователь, выход которого связан со вторым входом программируемого контроллера. Программируемый контроллер соединен своим первым входом с выходом цепи обратной связи основного канала управления положением дополнительного противовеса, включающей последовательно соединенные датчик положения дополнительного противовеса и первый нормирующий преобразователь.
В процессе измельчения материалов с различными физико-механическими свойствами помольно-смесительным агрегатом появляется необходимость изменения режимов его работы, а именно коэффициента загрузки помольных камер, частоты вращения эксцентрикового вала и др., кроме того, при измельчении материалов происходит неравномерный износ мелющих тел. Все это приводит к появлению дополнительной вибрации, что влечет за собой снижение качества измельченного материала и уменьшение ресурса работы узлов и деталей помольно-смесительного агрегата.
Возможность автоматического подавления вибрации, негативно влияющей на работу помольно-смесительного агрегата, обеспечивается наличием двух дополнительных каналов управления, за счет чего осуществляется более точное управление перемещением и позиционированием дополнительного противовеса.
Первый дополнительный канал с управлением по разомкнутому принципу частотой вращения эксцентрикового вала помольно-смесительного агрегата соединен своим входом с третьим выходом программируемого контроллера. Данный канал состоит из последовательно соединенных третьего усилителя-преобразователя (например, частотный преобразователь) и третьего исполнительного механизма (двигатель), кинематически связанного с эксцентриковым валом помольно-смесительного агрегата. С помощью первого дополнительного канала управления поддерживается заданная частота вращения эксцентрикового вала помольно-смесительного агрегата во время технологического процесса помола материала.
Второй дополнительный канал управления загрузкой помольно-смесительного агрегата своим входом соединен с четвертым выходом программируемого контроллера. Канал содержит в прямой цепи последовательно соединенные четвертый усилитель-преобразователь, четвертый исполнительный механизм (двигатель) и второй регулирующий орган (например, заслонку). Цепь обратной связи канала содержит последовательно соединенные датчик массы измельченного материала на выходе помольно-смесительного агрегата и второй нормирующий преобразователь. За счет второго дополнительного канала управления загрузкой поддерживается постоянный коэффициент загрузки материала в камерах помольно-смесительного агрегата.
Введение дополнительных каналов позволяет поддерживать установившееся состояние помольно-смесительного агрегата в ходе технологического процесса помола материала, что приводит к повышению качества измельченного материала на выходе помольно-смесительного агрегата и увеличению ресурса работы узлов и деталей помольно-смесительного агрегата.
Кроме того, значения коэффициента загрузки камер помольно-смесительного агрегата и частоты вращения эксцентрикового вала используются в алгоритме, заложенном в памяти программируемого контроллера, для управления положением дополнительного противовеса. В результате формируется управляющее воздействие, предназначенное для управления тормозными электромагнитными муфтами, приводящее к перемещению дополнительного противовеса в том или ином направлении, что осуществляется посредством элементов, входящих в состав основного канала управления положением дополнительного противовеса.
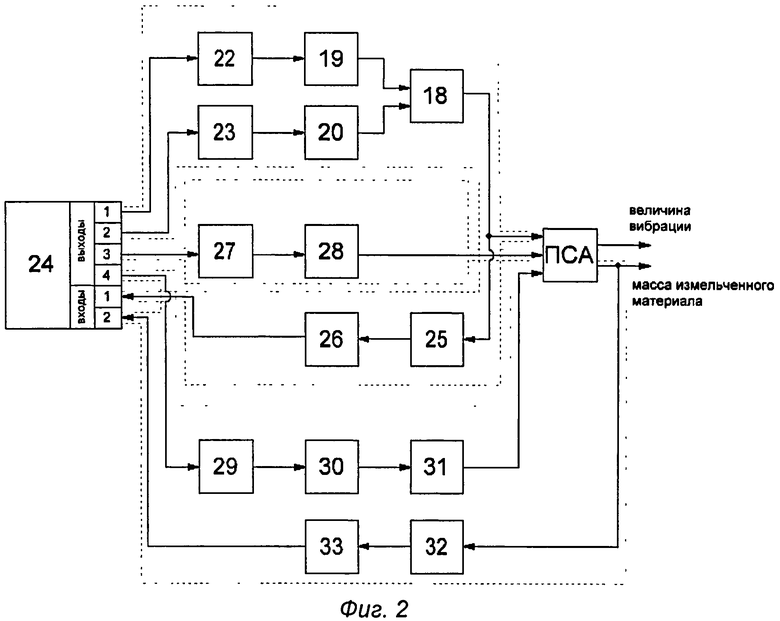
Основной канал управления положением дополнительного противовеса своими входами соединен с первым и вторым выходами программируемого контроллера соответственно. Канал содержит в прямой цепи соединенные первый и второй усилители-преобразователи с первой и второй тормозными электромагнитными муфтами, связанные с первым регулирующим органом (совокупность кинематически связанных элементов, таких как дополнительный противовес, ходовой винт, сателлит и шестерни дифференциального механизма, полуоси). Цепь обратной связи канала управления содержит последовательно соединенные датчик положения дополнительного противовеса (например, лазерного типа, позволяющий определять положение дополнительного противовеса бесконтактным способом) и первый нормирующий преобразователь. За счет основного канала управления положением дополнительного противовеса обеспечивается возможность осуществлять более точное управление перемещением и позиционированием дополнительного противовеса и получать информацию о положении дополнительного противовеса в текущий момент времени.
Работа всех элементов каналов управления осуществляется в соответствии с алгоритмом (блок-схема представлена на фиг.4), заложенным в памяти программируемого контроллера, входящим в устройство автоматического подавления вибрации помольно-смесительного агрегата.
Применение дополнительных каналов совместно с основным каналом управления позволяет отслеживать, в каком из режимов в данный момент времени находится помольно-смесительный агрегат, что в совокупности позволяет повысить качество измельченного материала и приводит к увеличению ресурса работы узлов и деталей помольно-смесительного агрегата.
Кроме того, в способе автоматического подавления вибрации поставленная задача решается за счет того, что процесс подавления вибрации осуществляется по разомкнутому принципу согласно алгоритму, заложенному в памяти программируемого контроллера, где содержится база данных. База данных задает поверхность (семейство) статических характеристик помольно-смесительного агрегата, которая представляет собой зависимость уровня вибрации от коэффициента загрузки в камерах и положения дополнительного противовеса при различных фиксированных значениях частоты вращения эксцентрикового вала помольно-смесительного агрегата. Затем определяется текущее положение рабочей точки на поверхности статических характеристик, сравнивается с положением точки, соответствующим наименьшему значению вибрации. В результате чего формируется управляющее воздействие положительного или отрицательного знака, подаваемое после усиления на первую или вторую тормозные электромагнитные муфты, действие которых приводит к перемещению дополнительного противовеса, способствующему, в соответствии с заданным алгоритмом, подавлению вибрации помольно-смесительного агрегата.
Возможность автоматического подавления вибрации, негативно сказывающейся на работе помольно-смесительного агрегата и его узлах, обеспечивается за счет созданных алгоритма и базы данных, заложенных в памяти программируемого контроллера, благодаря чему появляются условия для осуществления анализа технологического режима работы помольно-смесительного агрегата и учета параметров в ходе технологического процесса помола. Также совершается более точное управление перемещением и позиционированием дополнительного противовеса за счет введения обратной связи в основном канале управления положением дополнительного противовеса.
Заложенный в памяти программируемого контроллера созданный алгоритм обеспечивает реализацию способа подавления вибрации помольно-смесительного агрегата по разомкнутому принципу с учетом определения текущего состояния помольно-смесительного агрегата в ходе технологического процесса помола материала, сравнения его с режимом, соответствующим наименьшему уровню вибрации, формирования управляющего воздействия, что приводит к перемещению дополнительного противовеса.
Разомкнутый принцип позволяет исключить непосредственное измерение вибрации, являющейся выходной (регулируемой) величиной помольно-смесительного агрегата, в ходе технологического процесса помола.
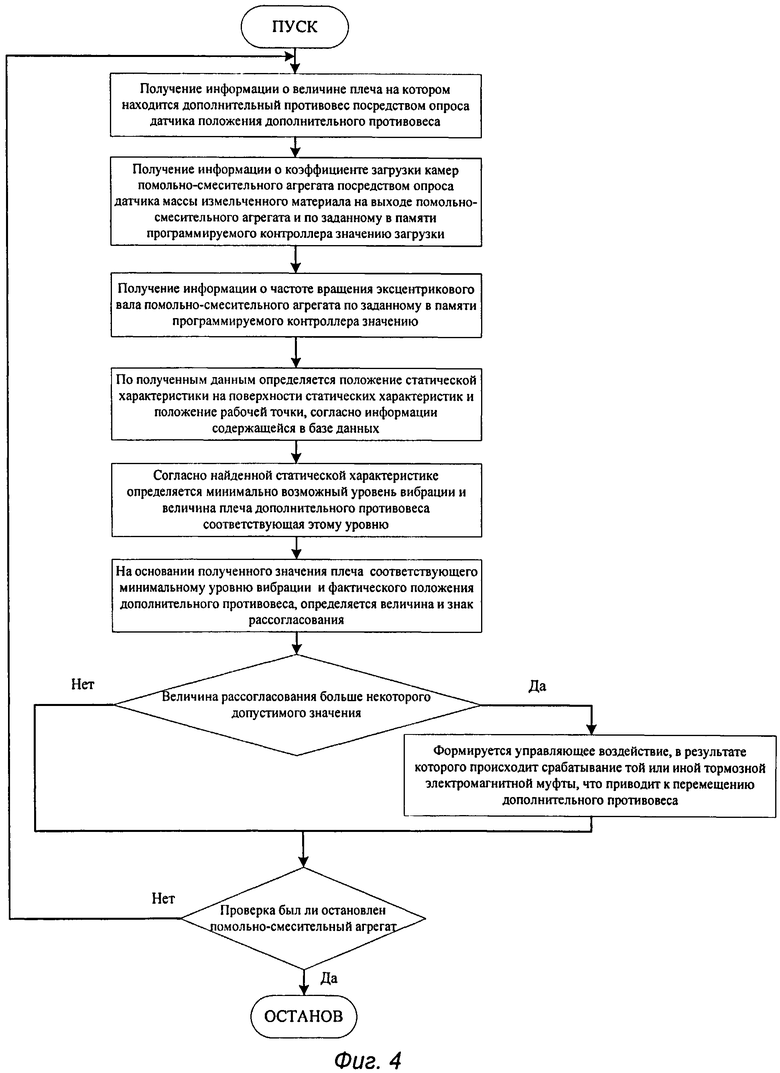
Указанная последовательность осуществления способа обеспечивается за счет использования заложенной в памяти программируемого контроллера созданной базы данных. База данных задает поверхность (семейство) статических характеристик, представляющую собой зависимость уровня вибрации от коэффициента загрузки в камерах и положения дополнительного противовеса при различных фиксированных значениях частоты вращения эксцентрикового вала помольно-смесительного агрегата (см. фиг.3). База данных создана на основе экспериментальных исследований, проведенных на опытном образце помольно-смесительного агрегата в лаборатории БГТУ им. В.Г. Шухова, с использованием методов планирования эксперимента.
На первом шаге работы алгоритма происходит получение информации: о величине плеча, на котором находится дополнительный противовес, по данным опроса датчика положения дополнительного противовеса (фактическое положение дополнительного противовеса, например, Х2ф, фиг.3); о коэффициенте загрузки камер помольно-смесительного агрегата по данным опроса датчика массы измельченного материала на выходе помольно-смесительного агрегата и по заданному в памяти программируемого контроллера значению загрузки помольно-смесительного агрегата (фактический коэффициент загрузки камер помольно-смесительного агрегата, например, Х3ф, фиг.3) и о частоте вращения эксцентрикового вала помольно-смесительного агрегата по заданному в памяти программируемого контроллера значению.
По полученным данным определяется положение статической характеристики (например, 2-я статическая характеристика поверхности статических характеристик, фиг.3) и положение рабочей точки, например точка 1 на 2-й статической характеристике, для которой определяется фактическая величина вибрации yф, согласно информации, содержащейся в базе данных. При необходимости определяется статическая характеристика как сечение поверхности статических характеристик.
Далее определяется минимально возможный уровень вибрации yмин для найденной статической характеристики на предыдущем шаге (для 2-й статической характеристики, фиг.3). Согласно минимально возможному уровню вибрации yмин определяется величина плеча дополнительного противовеса Х2мин, которая в совокупности с Х3ф определяет 2-ю точку на 2-й статической характеристике (фиг.3).
На основании полученного значения плеча Х2 мин, соответствующего минимальному уровню вибрации yмин, и фактического положения дополнительного противовеса Х2ф, соответствующего фактическому уровню вибрации yф, определяется величина и знак рассогласования. Если величина рассогласования больше некоторого допустимого значения, то формируется управляющее воздействие, в результате которого происходит срабатывание той или иной тормозной электромагнитной муфты, что приводит к перемещению дополнительного противовеса.
Затем происходит переход к первому шагу алгоритма. В соответствии с алгоритмом происходит непрерывное отслеживание режима работы помольно-смесительного агрегата и производится более эффективный процесс управления подавлением вибрации. Завершение работы алгоритма происходит при останове помольно-смесительного агрегата.
Совокупность приведенных отличительных признаков в конечном итоге приводит к повышению качества измельченного материала и к увеличению ресурса работы узлов и деталей помольно-смесительного агрегата.
Техническая сущность предлагаемого изобретения поясняется графическим материалом. На фиг.1 представлено устройство автоматического подавления вибрации помольно-смесительного агрегата, общий вид; на фиг.2 - функциональная схема устройства автоматического подавления вибрации помольно-смесительного агрегата; на фиг.3 представлена поверхность (семейство) статических характеристик помольно-смесительного агрегата; на фиг.4 - блок-схема алгоритма, заложенного в памяти программируемого контроллера.
Помольно-смесительный агрегат (ПСА) содержит станину 1 с закрепленными на ней вертикальными колонками 2. На вертикальных колонках 2 посредством ползунов 3 установлена прямоугольная рама 4, на которой смонтированы три помольные камеры 5. Помольные камеры 5 связаны между собой соединительными патрубками 6, а загрузка и выгрузка материала производится через загрузочный 7 и разгрузочный 8 патрубки.
В конструкцию ПСА входит эксцентриковый вал 9, размещенный в опорах с возможностью вращения и соединенный с прямоугольной рамой 4. На эксцентриковом валу 9 с двух сторон установлены противовесы 10. ПСА включает дополнительный вал 11, установленный во внутренних опорах 12. При этом эксцентриковый вал 9 и дополнительный вал 11 кинематически связаны. Дополнительный вал 11 снабжен водилом 13 с двумя направляющими 14, жестко закрепленными на корпусе водила 13.
На направляющих 14 подвижно установлен дополнительный противовес 15, который посредством передачи «винт-гайка» контактирует с ходовым винтом 16. Ходовой винт 16, проходящий через отверстие водила 13, жестко связан с сателлитом дифференциального механизма, расположенного внутри водила 13. Таким образом, обеспечивается возможность перемещения дополнительного противовеса 15 по направляющим 14. Внутри дополнительного вала 11 установлены соосно с ним две полуоси 17, входящие в состав первого регулирующего органа (РО1) 18 прямой цепи основного канала управления положением дополнительного противовеса. Концы полуосей 17 установлены в левой и правой шестернях дифференциального механизма, а противоположные концы выведены из дополнительного вала 11 и соединены с выходами двух тормозных электромагнитных муфт (ТЭМ), каждая из которых закреплена на внешних опорах 21. ТЭМ являются исполнительными механизмами ИМ1 19 и ИМ2 20. Электрические входы ТЭМ (ИМ1 19 и ИМ2 20) соединены с выходами соответственно первого и второго усилителей-преобразователей (УП1, УП2) 22 и 23. УП1 22 и УП2 23 соединены своими входами через модуль ввода-вывода (МВВ) с первым и вторым выходом программируемого контроллера (ПК) 24.
ПК 24 соединен своим первым входом с выходом цепи обратной связи основного канала управления положением дополнительного противовеса 15, включающей последовательно соединенные датчик положения (ДП) 25 дополнительного противовеса (например, лазерного типа) 15 и первый нормирующий преобразователь (НП1) 26. РО1 18 - это совокупность кинематически связанных элементов, таких как дополнительный противовес 15, ходовой винт 16, сателлит и шестерни дифференциального механизма, полуоси 17. ПК 24 содержит в своей памяти созданные алгоритм управления и базу данных (БД), задающую поверхность (семейство) статических характеристик ПСА.
Устройство автоматического подавления вибрации ПСА, кроме того, содержит два дополнительных канала управления (фиг.2).
Первый дополнительный канал с управлением по разомкнутому принципу частотой вращения эксцентрикового вала 9 ПСА соединен своим входом с третьим выходом ПК 24. Канал состоит из последовательного соединения третьего усилителя-преобразователя (УПЗ) 27, третьего исполнительного механизма (ИМЗ) 28, кинематически связанного с эксцентриковым валом 9 ПСА.
Второй дополнительный канал управления загрузкой ПСА своим входом соединен с четвертым выходом ПК 24 и содержит в прямой цепи последовательно соединенные четвертый усилитель-преобразователь (УП4) 29, четвертый исполнительный механизм (ИМ4) 30 и второй регулирующий орган (РО2) 31. Цепь обратной связи содержит последовательно соединенные датчик массы (ДМ) материала 32 на выходе ПСА и второй нормирующий преобразователь (НП2) 33, выход которого связан со вторым входом ПК 24. РО2 31 представляет из себя, например, заслонку, открывая и закрывая которую организуется управление загрузкой ПСА.
ПК 24 содержит программную реализацию разработанного алгоритма, определяющего режим работы ПСА, в частности осуществляющего управление каналами, отвечающими за коэффициент загрузки и частоту вращения эксцентрикового вала 9 ПСА, и формирующего управляющее воздействие, направленное на подавление вибрации посредством основного канала управления положением дополнительного противовеса 15. Кроме того, ПК 24 содержит БД, разработанную в результате проведения экспериментальных исследований на ПСА с помощью методов планирования эксперимента. БД задает поверхность (семейство) статических характеристик ПСА (фиг.3), представляющую собой зависимость уровня вибрации от коэффициента загрузки в камерах и положения дополнительного противовеса 15 при различных фиксированных значениях частоты вращения эксцентрикового вала 9 ПСА. Энергоснабжение всех устройств осуществляется с помощью блока питания (БП) 34.
Работа устройства и осуществление способа автоматического подавления вибрации, являющейся выходной (регулируемой) переменной величиной ПСА, заключается в следующем.
Перед началом процесса измельчения материала противовесы 10 устанавливаются в определенное положение, обеспечивающее уравновешивание незагруженного ПСА. Включается ИМ3 28, кинематически связанный с эксцентриковым валом 9, и в соответствии с заданием канала управления частотой вращения эксцентрикового вала 9 ПСА устанавливается необходимая частота вращения. Затем через загрузочный патрубок 7 засыпается исходный измельчаемый материал посредством ИМ4 30 и РО2 31, в соответствии с заданием канала управления загрузкой ПСА. Для вывода ПСА на установившийся технологический режим работы и для последующего его поддержания реализована соответствующая подпрограмма в алгоритме, посредством которой по окончании переходного процесса включается регулирование. Поддерживать постоянный коэффициент загрузки камер 5 ПСА материалом возможно, основываясь на разнице масс материала на входе и на выходе ПСА. В помольных камерах 5 находятся мелющие тела, которые осуществляют процесс измельчения материала. Из верхней помольной камеры 5 материал по соединительным патрубкам 6 перемещается в среднюю 5, а затем в нижнюю помольную камеру 5 и через разгрузочный патрубок 8 удаляется из ПСА и попадает на поддон для измельченного материала, где расположен ДМ 32 измельченного материала, входящий в состав обратной связи канала управления загрузкой ПСА.
В процессе работы ПСА происходит неравномерный износ мелющих тел, который приводит к изменению центра масс, что соответственно вызывает дополнительные вибрации. Кроме того, дополнительные вибрации могут быть вызваны изменениями параметров в ходе технологического процесса помола (частота вращения эксцентрикового вала и т.д.). Изменение параметров реализуется путем изменения заданий в соответствующих каналах управления, что в конечном счете может негативно сказываться на качестве измельченного материала и ресурсе работы узлов и деталей ПСА.
Для подавления вибраций используется ПК 24, который в соответствии с заложенным в памяти алгоритмом, использующим в своей работе БД, осуществляет взаимодействие со всеми устройствами и исполнительными механизмами, входящими в состав каналов управления. За счет алгоритма и БД обеспечивается анализ работы и отслеживание параметров в ходе технологического режима помола ПСА в текущий момент времени, что увеличивает эффективность процесса подавления вибрации, который осуществляется за счет перемещения дополнительного противовеса 15 следующим образом.
В соответствии с алгоритмом определяется текущий технологический режим работы ПСА посредством двух дополнительных каналов управления и основного канала управления положением дополнительного противовеса. Алгоритм, заложенный в ПК 24, работает следующим образом. На первом шаге работы алгоритма происходит получение информации о параметрах технологического процесса помола материала путем опроса соответствующих датчиков и в соответствии с содержащимися в памяти ПК 24 заданиями двух дополнительных каналов управления, а именно: о величине плеча, на котором находится дополнительный противовес 15; о коэффициенте загрузки камер ПСА и о частоте вращения эксцентрикового вала 9 ПСА.
По полученным данным определяется положение статической характеристики и положение рабочей точки согласно информации, содержащейся в БД, содержащей результаты экспериментальных исследований. Определяется минимально возможный уровень вибрации в соответствии с найденной статической характеристикой и величина плеча дополнительного противовеса 15, соответствующая минимально возможному уровню вибрации.
На основании полученного значения плеча дополнительного противовеса 15, соответствующего минимальному уровню вибрации, и фактического положения дополнительного противовеса определяется величина рассогласования и знак, и если величина рассогласования больше некоторого допустимого значения, то формируется управляющее воздействие, в зависимости от положительного или отрицательного знака подаваемое на ту или иную ТЭМ (ИМ1 19 или ИМ2 20).
Вследствие срабатывания одной из ТЭМ (ИМ1 19 или ИМ2 20) изменяется частота вращения одной из полуосей 17, которая своим вторым концом соединена с левой или правой шестерней дифференциального механизма, что приводит в движение сателлит дифференциального механизма. Сателлит в свою очередь жестко связан с ходовым винтом 16, что влечет за собой поступательное движение дополнительного противовеса 15 по направляющим 14. При срабатывании другой ТЭМ (ИМ1 19 или ИМ2 20) дополнительный противовес 15 перемещается в противоположном направлении. Точность управления перемещением и позиционированием обеспечивается за счет наличия ДП 25 дополнительного противовеса 15 в цепи обратной связи основного канала управления положением дополнительного противовеса 15.
Далее происходит переход к первому шагу алгоритма. Завершение работы алгоритма происходит при останове ПСА, вследствие чего происходит непрерывное отслеживание режима работы ПСА в ходе технологического процесса помола и производится более эффективный процесс управления подавлением вибрации, что в конечном итоге приводит к повышению качества измельченного материала и к увеличению ресурса работы узлов и деталей ПСА.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО ПОДАВЛЕНИЯ ВИБРАЦИИ ПОМОЛЬНО-СМЕСИТЕЛЬНОГО АГРЕГАТА | 2014 |
|
RU2567158C1 |
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОГО ПОДАВЛЕНИЯ ВИБРАЦИИ ПОМОЛЬНО-СМЕСИТЕЛЬНОГО АГРЕГАТА | 2015 |
|
RU2600688C1 |
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ С АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКОЙ | 2012 |
|
RU2494813C1 |
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ | 2008 |
|
RU2381837C2 |
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ | 2005 |
|
RU2277973C1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ В ПНЕВМАТИЧЕСКОЙ СИСТЕМЕ ТЯГОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2254249C2 |
| СТЕНД ДЛЯ ИССЛЕДОВАНИЯ И ИСПЫТАНИЯ ЭЛЕКТРОПРИВОДОВ | 2012 |
|
RU2521788C2 |
| Электропневматический тормозной привод колеса транспортного средства | 1989 |
|
SU1676881A1 |
| АВТОМАТИЧЕСКИЙ КОМБИНИРОВАННЫЙ МИКРОПРОЦЕССОРНЫЙ РЕГУЛЯТОР ТЕМПЕРАТУРЫ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ ТРАНСПОРТНОГО СРЕДСТВА | 2007 |
|
RU2369752C2 |
| СПОСОБ МОНИТОРИНГА ПРОЦЕССА ИЗМЕЛЬЧЕНИЯ В БАРАБАННЫХ МЕЛЬНИЦАХ | 2023 |
|
RU2806426C1 |
Изобретение относится к устройствам и способам автоматического подавления вибрации и может быть использовано в помольно-смесительных агрегатах с автоматической балансировкой. Устройство автоматического подавления вибрации помольно-смесительного агрегата, включающего станину 1, вертикальные колонки 2 с ползунами 3, прямоугольную раму 4 с камерами 5, соединенную с ползунами 3 и эксцентриковым валом 9, снабженным с двух сторон противовесами 10, содержит дополнительный вал 11, связанный с эксцентриковым валом 9. Дополнительный вал 11 снабжен водилом 13 с двумя направляющими 14, несущими дополнительный противовес 15, взаимодействующий с сателлитом дифференциального механизма, левая и правая шестерни которого соединены с полуосями 17, связанными с выходами двух тормозных электромагнитных муфт 19, 20. Электрические входы муфт 19, 20 соединены с выходами соответственно первого 22 и второго 23 усилителей-преобразователей, входящих в прямую цепь основного канала управления положением дополнительного противовеса 15 и соединенных своими входами через модуль ввода-вывода с первым и вторым выходом программируемого контроллера 24. Устройство содержит два дополнительных канала управления. Первый дополнительный канал с управлением по разомкнутому принципу частотой вращения эксцентрикового вала 9 соединен входом с третьим выходом контроллера 24 и состоит из последовательно соединенных третьего усилителя-преобразователя 27, третьего исполнительного механизма 28, связанного с эксцентриковым валом 9. Второй дополнительный канал управления загрузкой помольно-смесительного агрегата входом соединен с четвертым выходом контроллера 24 и содержит в прямой цепи последовательно соединенные четвертый усилитель-преобразователь 29, четвертый исполнительный механизм 30 и второй регулирующий орган 31. При этом цепь обратной связи содержит последовательно соединенные датчик массы материала 32 на выходе помольно-смесительного агрегата и второй нормирующий преобразователь 33, выход которого связан со вторым входом контроллера 24, соединенного своим первым входом с выходом цепи обратной связи основного канала управления положением дополнительного противовеса 15, включающей последовательно соединенные датчик положения дополнительного противовеса и первый нормирующий преобразователь 26. Согласно способу процесс подавления вибрации осуществляют по разомкнутому принципу посредством контроллера 24, база данных в памяти которого задает поверхность статических характеристик агрегата в виде зависимости уровня вибрации от коэффициента загрузки в камерах и положения дополнительного противовеса при различных фиксированных значениях частоты вращения эксцентрикового вала 9. Определяют текущее положение рабочей точки на поверхности статических характеристик, сравнивают с положением точки, соответствующим наименьшему значению вибрации, и формируют управляющее воздействие положительного или отрицательного знака, подаваемое после усиления на первую или вторую тормозные электромагнитные муфты, действие которых приводит к перемещению дополнительного противовеса, способствующему подавлению вибрации. Устройство и способ обеспечивают повышение качества измельченного материала и увеличение ресурса работы узлов и деталей помольно-смесительного агрегата. 2 н.п. ф-лы, 4 ил.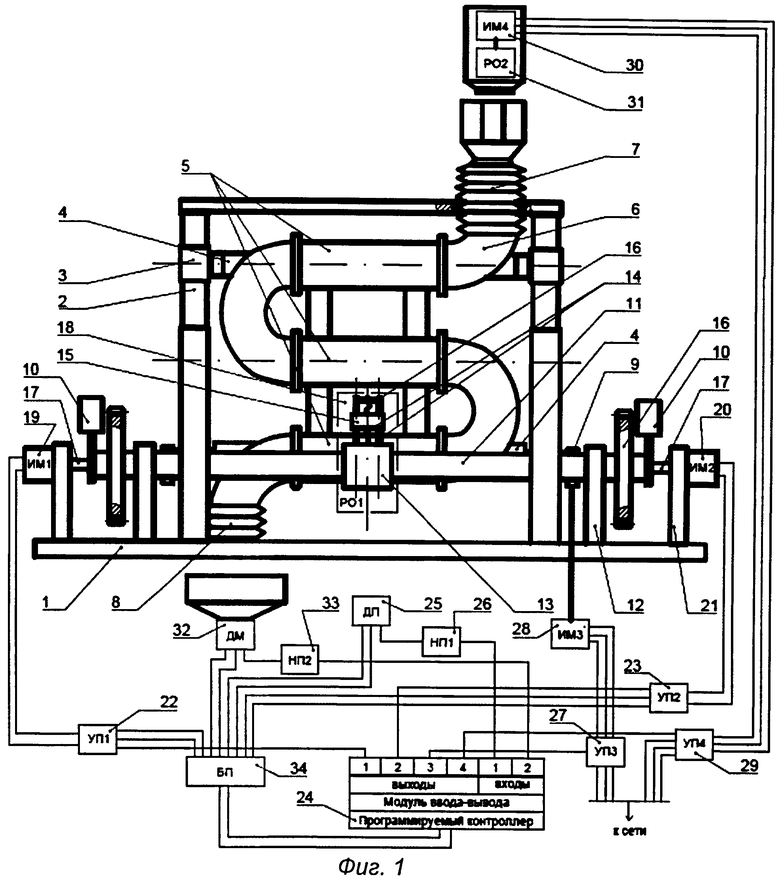
1. Устройство автоматического подавления вибрации помольно-смесительного агрегата, включающего станину, закрепленные на ней вертикальные колонки с ползунами, прямоугольную раму, несущую три камеры и соединенную шарнирно с ползунами и эксцентриковым валом, установленным в опорах и снабженным с двух сторон противовесами, содержащее дополнительный вал, установленный во внутренних опорах, связанный кинематически с эксцентриковым валом и снабженный водилом с двумя направляющими, несущими дополнительный противовес, взаимодействующий с ходовым винтом, связанным с сателлитом дифференциального механизма, левая и правая шестерни которого соединены с полуосями, размещенными внутри дополнительного вала и связанными с выходами двух тормозных электромагнитных муфт, электрические входы которых соединены с выходами соответственно первого и второго усилителей-преобразователей, входящих в прямую цепь основного канала управления положением дополнительного противовеса и соединенных своими входами через модуль ввода-вывода с первым и вторым выходами программируемого контроллера, отличающееся тем, что в устройство введено два дополнительных канала управления, при этом первый дополнительный канал с управлением по разомкнутому принципу частотой вращения эксцентрикового вала помольно-смесительного агрегата соединен своим входом с третьим выходом программируемого контроллера и состоит из последовательно соединенных третьего усилителя-преобразователя, третьего исполнительного механизма, связанного с эксцентриковым валом помольно-смесительного агрегата, второй дополнительный канал управления загрузкой помольно-смесительного агрегата своим входом соединен с четвертым выходом программируемого контроллера и содержит в прямой цепи последовательно соединенные четвертый усилитель-преобразователь, четвертый исполнительный механизм и второй регулирующий орган, а цепь обратной связи содержит последовательно соединенные датчик массы материала на выходе помольно-смесительного агрегата и второй нормирующий преобразователь, выход которого связан со вторым входом программируемого контроллера, соединенного своим первым входом с выходом цепи обратной связи основного канала управления положением дополнительного противовеса, включающей последовательно соединенные датчик положения дополнительного противовеса и первый нормирующий преобразователь.
2. Способ автоматического подавления вибрации помольно-смесительного агрегата, основанный на информации о величине вибрации, предусматривающий в соответствии с алгоритмом, заложенным в программируемом контроллере, включение той или иной тормозной электромагнитной муфты и перемещение дополнительного противовеса в том или ином направлении в зависимости от знака управляющего воздействия, отличающийся тем, что процесс подавления вибрации осуществляют по разомкнутому принципу согласно алгоритму, заложенному в памяти программируемого контроллера, где содержится база данных, задающая поверхность статических характеристик помольно-смесительного агрегата, представляющую собой зависимость уровня вибрации от коэффициента загрузки в камерах и положения дополнительного противовеса при различных фиксированных значениях частоты вращения эксцентрикового вала помольно-смесительного агрегата, при этом определяют текущее положение рабочей точки на поверхности статических характеристик, сравнивают с положением точки, соответствующим наименьшему значению вибрации, и формируют управляющее воздействие положительного или отрицательного знака, подаваемое после усиления на первую или вторую тормозные электромагнитные муфты, действие которых приводит к перемещению дополнительного противовеса, способствующему, в соответствии с заданным алгоритмом, подавлению вибрации помольно-смесительного агрегата.
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ С АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКОЙ | 2012 |
|
RU2494813C1 |
| Аксиально-плунжерный гидродвигатель | 1957 |
|
SU114875A1 |
| US 7048212 B2, 23.05.2006 | |||
| ДЕКОРАТИВНЫЙ ЭЛЕКТРОСВЕТИЛЬНИК | 1992 |
|
RU2050503C1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| GB 1506977 A, 12.04.1978 | |||
| Светящееся брюшное зеркало | 1938 |
|
SU54532A1 |

