Изобретение относится к машиностроительной, строительной, химической промышленности, производящей или использующей для измельчения различных материалов помольно-смесительные агрегаты с устройствами автоматического уравновешивания.
Известен помольно-смесительный агрегат [Патент на изобретение №2277973 Российская Федерация, В02С 17/08. Помольно-смесительный агрегат / Гридчин A.M., Севостьянов B.C., Лесовик B.C., Уральский В.И., Синица Е.В.; заявитель и патентообладатель ООО «ТК РЕЦИКЛ»; опубл. 20.06.06, Бюл. №17], который включает станину с вертикальными направляющими, на которых подвижно установлены ползуны, связанные с рамой, несущей три помольные камеры и соединенной с эксцентриковым валом, установленным в опорах и снабженным с двух сторон противовесами. Противовесы выполнены с возможностью ручного перемещения и установки в нужное положение.
Известен способ автоматического подавления вибрации помольно-смесительного агрегата, осуществляемый в помольно-смесительном агрегате с автоматической балансировкой [Патент на полезную модель №114875 Российская Федерация, В02С 17/00. Помольно-смесительный агрегат с автоматической балансировкой / Рубанов В.Г., Севостьянов B.C., Уральский В.И., Стативко А.А., Бушуев Д.А., Стативко С.А.; заявитель и патентообладатель БГТУ им. В.Г. Шухова; опубл. 20.04.12, Бюл. №11], в котором для подавления вибрации применяется алгоритм слежения ее уровнем, использующий статическую характеристику объекта управления (зависимость «положение противовеса - амплитуда вибрации») и сигнал с датчика положения противовеса.
Основным недостатком приведенных технических решений является низкая эффективность подавления вибрации и, как следствие, повышенное потребление электроэнергии и ограничение возможности повышения ресурса работы помольно-смесительного агрегата.
Указанный недостаток связан со сложностью балансировки агрегата в процессе работы из-за вращения противовеса, вследствие чего затруднено получение точной информации о его положении и с тем, что положение статической характеристики, получение которой предполагает для каждых параметров помола предварительное проведение эксперимента, меняется (дрейфует) из-за изменяющегося в процессе помола дисбаланса.
Также известен способ экстремального регулирования, реализуемый в промышленном экстремальном регуляторе ЭЭР-1, работающем по методу запоминания экстремума, согласно которому производится реверс исполнительного механизма, когда разность между наименьшим значением выхода объекта и текущим значением достигнет зоны нечувствительности сигнум-реле. Отключение исполнительного механизма производится при достижении экстремума, что определяется по моменту начала режима автоколебаний вокруг экстремума, при котором изменения относительно оптимального значения в сторону увеличения и уменьшения одинаковы. При отключении исполнительного механизма контроль за изменением выхода продолжается, чтобы обеспечить включение исполнительного механизма в действие при смещении экстремума [Либерзон Л.М., Родов А.Б. Системы экстремального регулирования. М.: Энергия, 1965, стр. 126-127].
К недостатку этого способа при использовании его в помольно-смесительном агрегате для подавления вибрации следует отнести наличие постоянных колебаний на объекте при изменении положения экстремума вибрации (дрейфе), что увеличивает потери на последующий поиск и вызывает рыскание, что приводит к снижению ресурса агрегата (надежности) и энергоемкости.
Наиболее близким техническим решением, выбранным в качестве прототипа устройства, является помольно-смесительный агрегат с автоматической балансировкой [Патент на изобретение №2494813 Российская Федерация, В02С 17/14. Помольно-смесительный агрегат с автоматической балансировкой / Глаголев С.Н., Рубанов В.Г., Севостьянов B.C., Уральский В.И., Стативко А.А., Стативко С.А., Бушуев Д.А.; заявитель и патентообладатель БГТУ им. В.Г. Шухова; опубл. 10.10.13, Бюл. №28].
Помольно-смесительный агрегат включает станину, закрепленные на ней колонки с ползунами, раму, несущую помольные камеры и соединенную шарнирно с ползунами и эксцентриковым валом, установленным в опорах и снабженным с двух сторон противовесами. Агрегат содержит дополнительный полый вал, установленный во внутренних опорах и связанный с эксцентриковым валом, причем дополнительный полый вал снабжен водилом с направляющими, несущими дополнительный противовес, взаимодействующий с ходовым винтом, связанным с сателлитом дифференциального механизма, шестерни которого соединены с полуосями, размещенными внутри дополнительного вала и связанными с муфтами. Агрегат имеет систему автоматического управления, состоящую из программируемого контроллера, содержащего поисковый алгоритм управления и связанного своим входом с выходом датчика вибрации, а выходами - с входами электромагнитных муфт.
С существенными признаками изобретения совпадает следующая совокупность признаков прототипа: помольно-смесительный агрегат включает станину, закрепленные на ней вертикальные колонки с ползунами, раму, несущую помольные камеры и соединенную с ползунами и эксцентриковым валом, установленным в опорах и снабженным с двух сторон противовесами, дополнительный полый вал, снабженный водилом с направляющими, дополнительный противовес, взаимодействующий с ходовым винтом, сателлит дифференциального механизма, электромагнитные муфты, датчик вибрации, программируемый контроллер.
Наиболее близким техническим решением, выбранным в качестве прототипа для способа автоматического подавления вибрации помольно-смесительного агрегата, был принят процесс уменьшения величины вибрации, осуществляемый непосредственно в режиме функционирования помольно-смесительного агрегата с автоматической балансировкой [Патент на изобретение №2494813 Российская федерация, В02С 17/14. Помольно-смесительный агрегат с автоматической балансировкой / Глаголев С.Н., Рубанов В.Г., Севостьянов B.C., Уральский В.И., Стативко А.А., Стативко С.А., Бушуев Д.А.; заявитель и патентообладатель БГТУ им. В.Г. Шухова; опубл. 10.10.13, Бюл. №28].
Процесс уменьшения вибрации в приведенном устройстве осуществляется по замкнутому принципу следующим образом. Сигнал, пропорциональный величине вибрации, получаемый с датчика вибрации, передается на программируемый контроллер. Полученные данные обрабатываются в соответствии с поисковым алгоритмом. Затем формируется управляющее воздействие, подаваемое на вход одной из тормозных электромагнитных муфт, вследствие чего происходит поступательное движение дополнительного противовеса по направляющим в одном из двух противоположных направлений, что приводит к уменьшению вибрации.
С существенными признаками способа автоматического подавления вибрации помольно-смесительного агрегата совпадает следующая совокупность признаков прототипа: осуществление управления подавлением вибрации, основанное на информации о величине вибрации, предусматривающее в соответствии с алгоритмом, заложенным в программируемом контроллере, включение той или иной тормозной электромагнитной муфты и перемещение дополнительного противовеса в направлении, зависящем от управляющего воздействия.
К недостатку данных технических решений следует относить низкую надежность при циклическом монотонном дрейфе статической характеристики, вытекающую из необходимости постоянно осуществлять поисковые движения с реверсированием на всех циклах помола, приводящие к повышенному износу исполнительных механизмов и регулирующего органа и дополнительным потерям энергии на поиск и рыскание.
Задачей, на решение которой направлено изобретение, является повышение надежности помольно-смесительного агрегата за счет технического эффекта, выражающегося в повышении эффективности подавления вибрации путем уменьшения потерь на поиск ее экстремума (минимума), количества переключений исполнительных механизмов и исключения рыскания.
Поставленная задача решается тем, что устройство автоматического подавления вибрации помольно-смесительного агрегата содержит помольно-смесительный агрегат, включающий станину, жестко закрепленные на ней вертикальные колонки с ползунами, раму, несущую три помольные камеры и соединенную шарнирно с ползунами и эксцентриковым валом, установленным с возможностью вращения в опорных стойках и снабженным с двух сторон противовесами. Дополнительный полый вал установлен во внутренних опорах помольно-смесительного агрегата и кинематически связан через промежуточную шестерню с эксцентриковым валом, причем дополнительный полый вал снабжен водилом с направляющими, несущими дополнительный противовес, взаимодействующий с ходовым винтом, жестко связанным с сателлитом дифференциального механизма, левая и правая шестерни которого соединены с полуосями, размещенными внутри дополнительного вала и связанными с выходами двух электромагнитных муфт. При этом установленный на одной из внутренних опор датчик вибрации, связан своим входом через модуль ввода с программируемым контроллером. В устройство введены двухпозиционный релейный элемент, датчик загрузки материала, датчик выгрузки материала и кнопка запуска цикла загрузки. Кнопка запуска цикла загрузки связана через модуль ввода с контроллером и одновременно с последовательно соединенными логическим элементом «НЕ», двумя Т-триггерами и RS-триггером, связанным своим выходом с первым входом логического элемента «И», второй вход которого соединен с первым выходом контроллера посредством модуля вывода. При этом выход элемента «И» связан с управляющей обмоткой (УО) двухпозиционного релейного элемента (РЭ), контакты которого соединены со вторым и третьим выходом контроллера через модуль вывода, а выход двухпозиционного релейного элемента связан через блок усилительно-преобразовательных устройств (БУПУ) с электрическими входами двух электромагнитных муфт. Кроме того, выход датчика загрузки соединен с первым входом компаратора массы, а выход датчика выгрузки - со вторым его входом, причем выход компаратора с помощью модуля ввода связан со вторым входом контроллера.
Кроме того, на базе предложенного устройства реализуется способ автоматического подавления вибрации, основанный на информации о величине вибрации, предусматривающий в соответствии с алгоритмом, заложенным в программируемом контроллере, включение той или иной электромагнитной муфты и перемещение дополнительного противовеса в направлении, зависящем от управляющего воздействия. Процесс подавления вибрации осуществляется с помощью организации комбинированного движения к ее экстремуму (минимуму), сочетающего обучающий поиск экстремума и программное движение по траектории дрейфа экстремальной статической характеристики, полученной в результате обучения на первом цикле технологического процесса помола. Обучающий поиск экстремума производится по методу запоминания экстремума, при котором одновременно заносятся в память программируемого контроллера (ПК) значения вибрации и проинтегрированные значения управляющих воздействий, подаваемые на электромагнитные муфты, по которым в конце первого цикла определяется скорость дрейфа статической характеристики. На последующих циклах, осуществляемых путем программного движения со скоростью, определенной на первом цикле, в случае превышения вибрации в пределах заданной зоны нечувствительности по сравнению с аналогичным значением, полученным на первом цикле, осуществляется эпизодическое (только в случае превышения заданной зоны) включение системы поиска на три поисковых движения с последним движением, равным по времени половинному интервалу предыдущего движения.
Возможность эффективного автоматического подавления вибрации обеспечивается наличием в устройстве двухпозиционного релейного элемента, датчиков загрузки и выгрузки материала, кнопки запуска цикла загрузки с линейкой триггеров и элемента «И» и тем, что программируемый контроллер содержит алгоритм, реализующий комбинированное движение к минимуму вибрации.
Снабжение устройства двухпозиционным релейным элементом, состоящим из обмотки управления, связанной с выходом логического элемента «И», и переключающих контактов, входы которых связаны с выходами программируемого контроллера, а выход - с блоком усилительно-преобразовательных устройств, позволяет на основе управляющего сигнала коммутировать требуемые выходные сигналы контроллера с входом блока усилительно-преобразовательных устройств.
Введение датчиков загрузки и выгрузки материала предоставляет возможность с помощью компаратора определять момент окончания помола, который передается на вход программируемого контроллера. Использование кнопки запуска цикла загрузки позволяет посредством последовательно соединенных логического элемента «НЕ», двух Т-триггеров и RS-триггера реализовать аппаратный запрет включения канала программного движения на первом цикле загрузки и одновременно отслеживать момент начала загрузки материала, который также передается в программируемый контроллер. Следует отметить, что при использовании агрегата в развитой иерархической системе управления технологическим процессом кнопка может быть заменена на соответствующий сигнал с автоматизированной системы управления технологическим процессом (АСУТП).
Таким образом, добавленные элементы устройства автоматического подавления вибрации служат для получения информации о текущем состоянии процесса помола и смены режима движения к минимуму вибрации, которая используется в способе автоматического подавления вибрации, осуществляемом согласно алгоритму управления, закладываемому в программируемом контроллере.
Способ автоматического подавления вибрации основан на следующих особенностях помольно-смесительного агрегата:
- статическая характеристика помольно-смесительного агрегата, представляющая собой зависимость величины вибрации от значения положения дополнительного противовеса, дрейфует в процессе помола вследствие перемещения материала из верхней камеры в нижнюю и имеет унимодальный симметричный экстремальный характер;
- изменение вибрации в агрегате при изменении положения дополнительного противовеса происходит практически безынерционно вследствие того, что собственные колебания быстро затухают и в основном имеют место вынужденные колебания, происходящие с частотой возмущающей силы, приблизительно равной частоте вращения эксцентрикового вала;
- при циклической загрузке материала, то есть при загрузке нового материала после осуществления помола предыдущего, начальное положение статической характеристики до загрузки материала и конечное после выгрузки практически совпадает для всех циклов загрузки (незначительные отклонения компенсируются тремя поисковыми движениями), а движение равного количества материала со схожими физико-механическими свойствами в результате помола от цикла к циклу, как правило, вызывает идентичный дрейф статической характеристики.
Учитывая эти особенности, на первом цикле загрузки материала, определяемом по сигналу с кнопки запуска цикла загрузки, происходит идентификация дрейфа статической характеристики с помощью проведения обучающего поиска методом запоминания экстремума с постоянной скоростью движения дополнительного противовеса и зоной реверса, определяемой необходимой помехоустойчивостью. При таком движении траектория дрейфа (точечная кривая) представляет собой срединное значение проинтегрированных управляющих воздействий, подаваемых с программируемого контроллера посредством модуля вывода и блока усилительно-преобразовательных устройств далее на электромагнитные муфты. В процессе обучения запоминаются текущие значения вибрации и проинтегрированные значения управляющих воздействий, которые после окончания цикла помола (о чем свидетельствует сигнал на выходе компаратора вибрации, связывающего датчик загрузки и датчик выгрузки) усредняются и запоминаются их срединные значения вместо текущих.
На последующих циклах после начала цикла загрузки включается программное движение по полученной на первом цикле траектории дрейфа, что вызывает, в случае идентичного дрейфа, движение к экстремуму вибрации без необходимости осуществления поисковых сигналов и потерь на рыскание. При этом постоянно производится сравнение текущего уровня вибрации с аналогичным значением, запомненным на первом цикле. При превышении разности на устанавливаемую зону нечувствительности, определяемую из условия допустимой погрешности отклонения, включается система поиска экстремума вибрации на три поисковых движения с последним движением, равным по времени половинному интервалу предыдущего движения, что способствует снижению ошибки слежения за экстремумом, накопленной в результате программного движения.
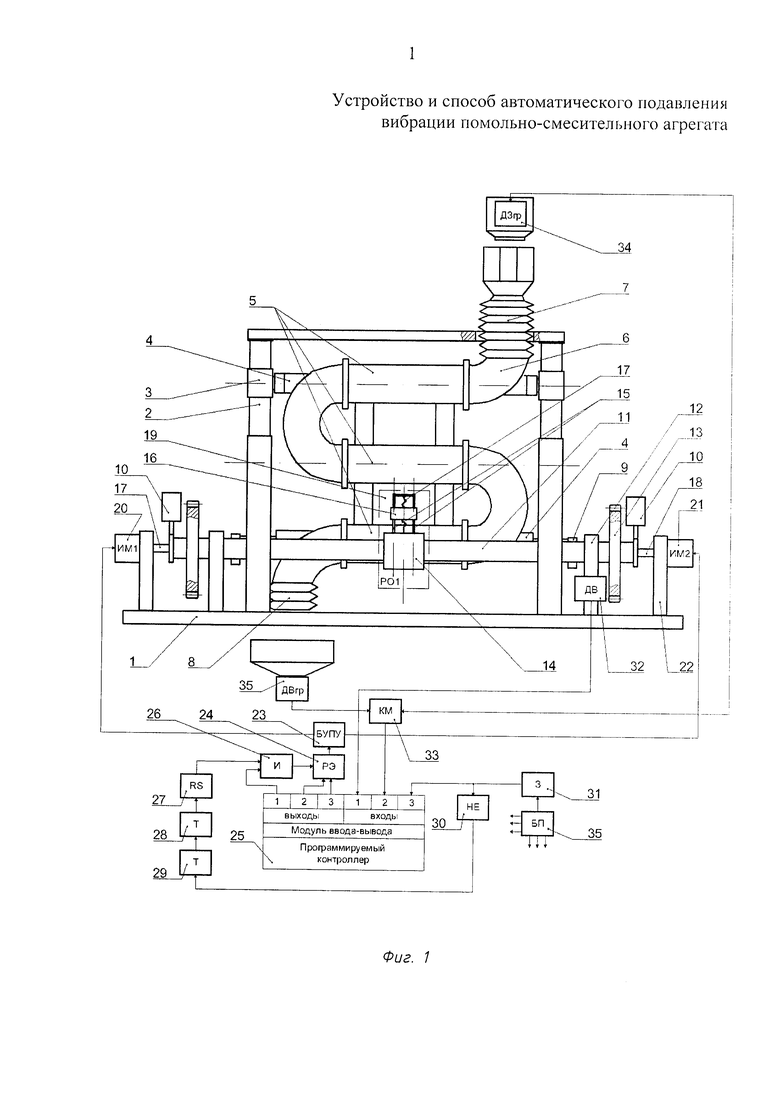
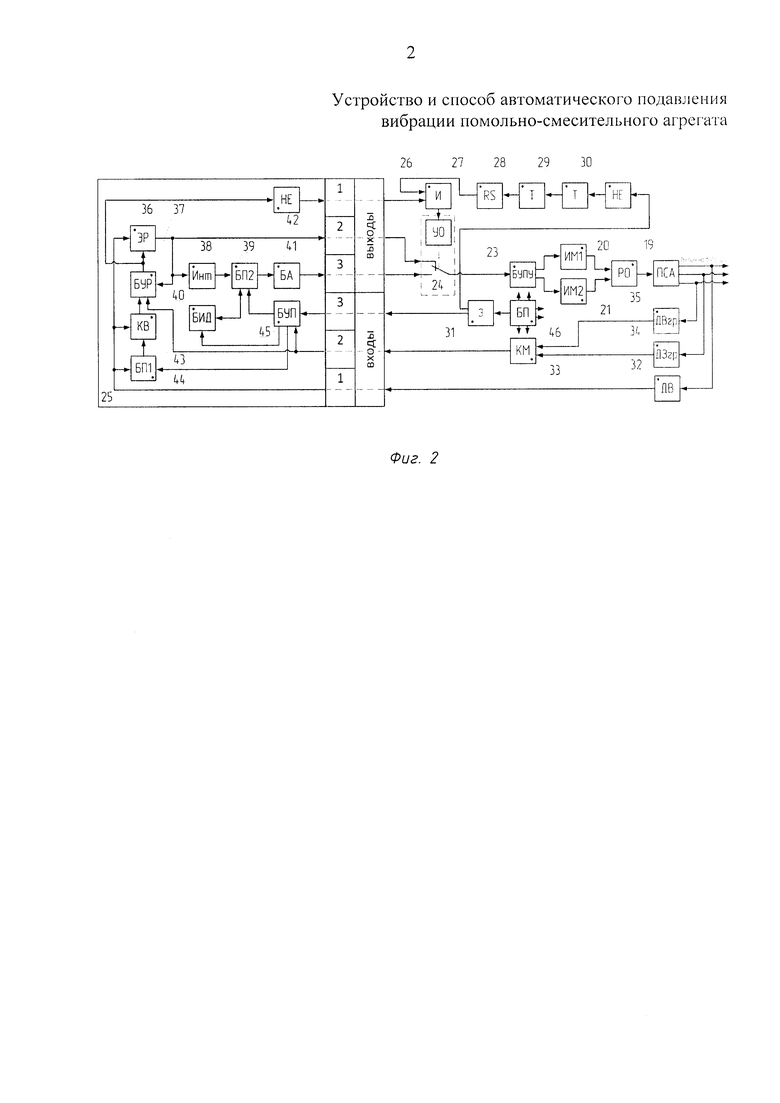
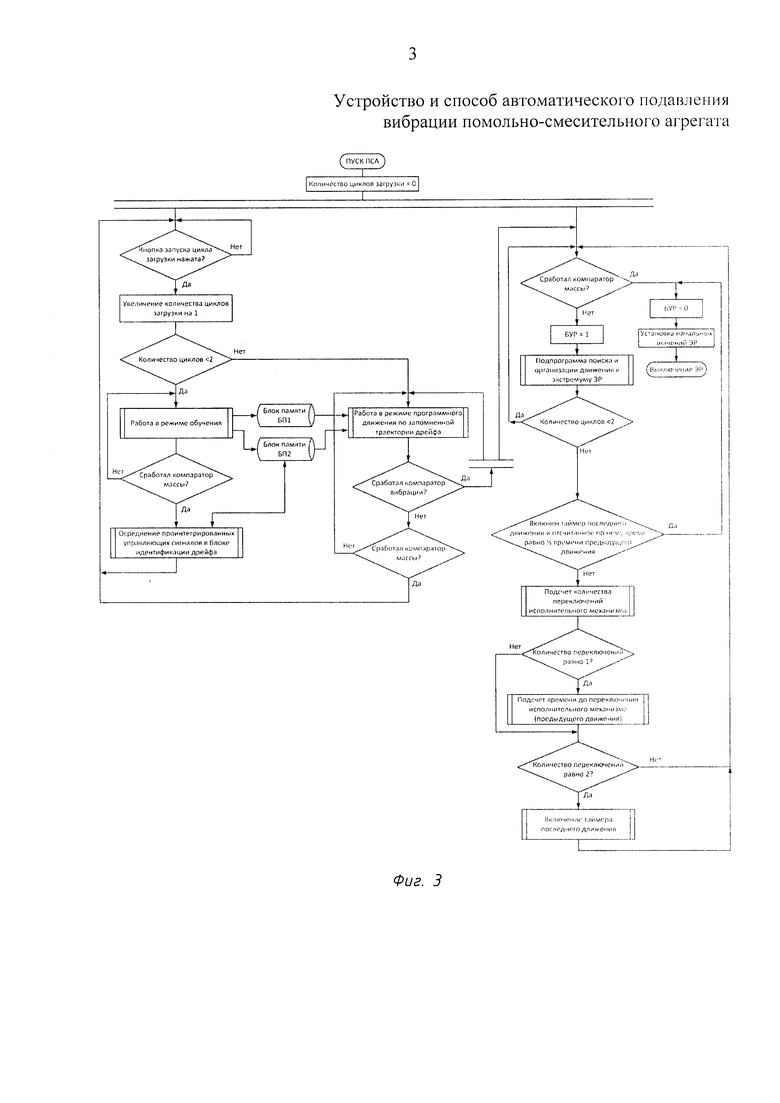
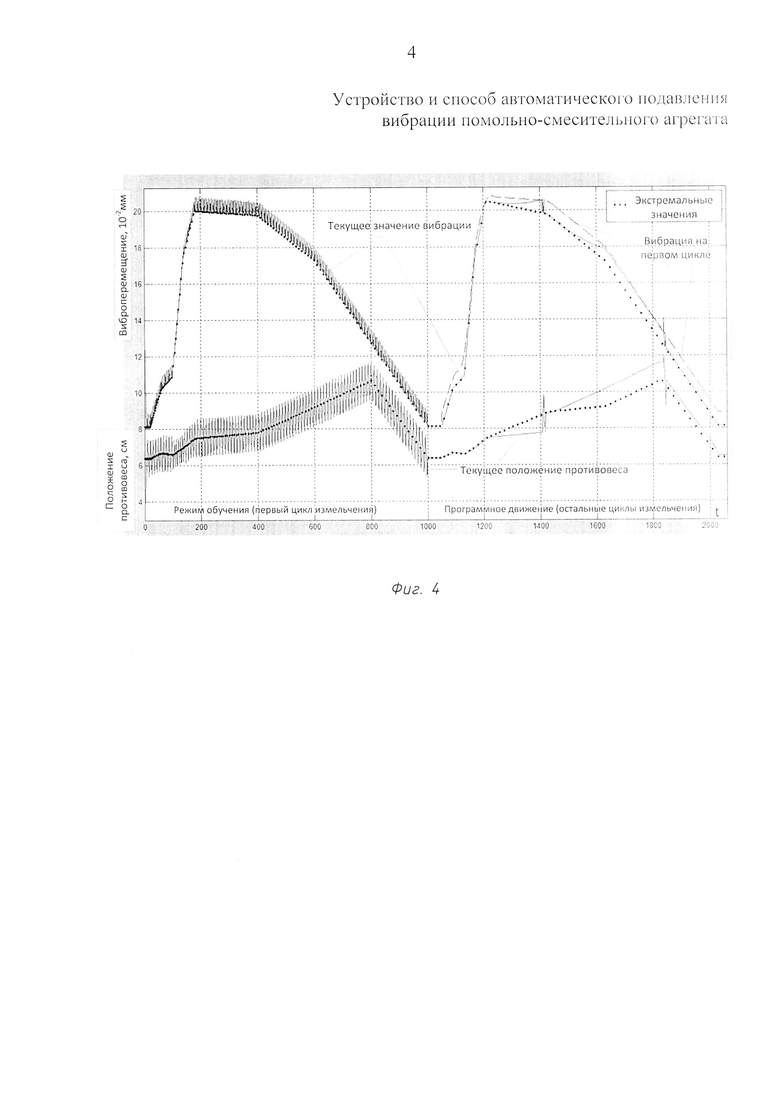
Техническая сущность предлагаемого изобретения поясняется графическим материалом. На фиг. 1 представлено устройство автоматического подавления вибрации помольно-смесительного агрегата, общий вид; на фиг. 2 - функциональная схема системы автоматического подавления вибрации помольно-смесительного агрегата, реализующая предлагаемый способ; на фиг. 3 - представлена блок-схема алгоритма, заложенного в памяти программируемого контроллера; на фиг. 4 - результаты компьютерного моделирования динамики системы автоматического подавления вибраций помольно-смесительного агрегата.
Устройство автоматического подавления вибрации содержит помольно-смесительный агрегат (ПСА), который включает станину 1 с жестко закрепленными (например, с помощью сварки) на ней вертикальными колонками 2. На вертикальных колонках 2 посредством ползунов 3 установлена подвижная рама 4 (например, прямоугольная), на которой смонтированы три помольные камеры 5. Помольные камеры 5 связаны между собой соединительными патрубками 6, а загрузка и выгрузка материала производится через загрузочный 7 и разгрузочный 8 патрубки.
В конструкцию ПСА входит эксцентриковый вал 9, размещенный в опорах (на фиг. 1 не показаны) с возможностью вращения и шарнирно соединенный с рамой 4. На эксцентриковом валу 9 с двух сторон установлены противовесы 10 с возможностью ручного перемещения и установки в необходимом положении. ПСА включает дополнительный полый вал 11, установленный во внутренних опорах 12. Дополнительный полый вал 11 и эксцентриковый вал 9 связаны посредством шестерен: 13, промежуточной шестерни и шестерни эксцентрикового вала (на фиг. 1 не показаны), также дополнительный полый вал 11 снабжен водилом 14 с двумя направляющими 15 (например, цилиндрическими), жестко закрепленными на корпусе водила 14 и связанными между собой поперечной штангой (на фиг. 1 не обозначена).
На направляющих 15 подвижно установлен дополнительный противовес 16. который посредством передачи «винт-гайка» контактирует с ходовым винтом 17. Ходовой винт 17, проходящий через отверстие водила 14, жестко связан (например, посредством шпоночного соединения) с сателлитом дифференциального механизма (на фиг. 1 не показан), расположенного внутри водила 14. Таким образом, обеспечивается возможность перемещения дополнительного противовеса 16 по направляющим 15. Внутри дополнительного полого вала 11 установлены соосно с ним две полуоси 18. Регулирующий орган (РО) 19 - это совокупность кинематически связанных элементов, таких как дополнительный противовес 16, ходовой винт 17, сателлит и шестерни дифференциального механизма, полуоси 18.
Концы полуосей 18 установлены в левой и правой шестернях дифференциального механизма, а противоположные концы выведены из дополнительного вала 11 и соединены с выходами двух тормозных электромагнитных муфт (ТЭМ), являющихся исполнительными механизмами ИМ1 20 и ИМ2 21, каждый из которых закреплен на внешних опорах 22. Электрические входы ТЭМ (ИМ1 20 и ИМ2 21) соединены с выходом блока усилительно-преобразовательных устройств (БУПУ) 23. БУПУ 23 соединен своим входом с выходом двухпозиционного релейного элемента 24, контакты которого связаны со вторым и третьим выходами программируемого контроллера (ПК) 25 посредством модуля вывода. Первый выход модуля вывода ПК 25 соединен с первым входом логического элемента «И» 26, второй вход которого связан с последовательно соединенными RS-триггером 27, двумя Т-триггерами 28 и 29 и логическим элементом «НЕ» 30, вход которого в свою очередь связан с выходом кнопки запуска цикла загрузки (З) 31. Выход кнопки запуска цикла загрузки (З) 31 также связан с третьим входом ПК 25 с помощью модуля вывода. Первый и второй входы ПК 25 через модуль вывода соединены соответственно с выходом датчика вибрации (ДВ) 32, установленным на внутренних опорах 12, и с компаратором массы (КМ) 33, своими входами связанным с датчиком загрузки (ДЗгр) 34 и датчиком выгрузки материала (ДВгр) 35.
ПК 25 содержит в своей памяти алгоритм управления, реализующий предлагаемый способ подавления вибрации. На функциональном уровне (см. фиг. 2) данный алгоритм включает подпрограмму поиска и организации движения к экстремуму (ЭР) 36, на первый вход блока (ЭР) 36 приходит сигнал с датчика вибрации (ДВ) 32 через первый вход модуля ввода ПК 25. Выходной сигнал с (ЭР) 36 подается на второй выход модуля вывода ПК 25, тем самым реализуя возможность создания поискового режима движения к экстремуму. Выходной сигнал (ЭР) 36 поступает на вход блока управления регулятором (БУР) 37 и одновременно интегрируется блоком интегратора (Инт) 38, а результат интегрирования запоминается вторым блоком памяти (БП2) 39 и представляет собой вычисленное текущее положение дополнительного противовеса 16.
Для осреднения данных, запомненных во втором блоке памяти (БП2) 39 проинтегрированных в интеграторе (Инт) 38 значений управляющих сигналов используется подпрограмма блока идентификации дрейфа (БИД) 40, связанная со вторым блоком памяти (БП2) 39. Таким образом, определяется и запоминается траектория дрейфа статической характеристики. Выход второго блока памяти (БП2) 39 связан с входом блока аппроксимации (БА) 41. задающего выходной сигнал на третьем выходе модуля вывода ПК 25. Замыкание нижнего (на схеме) контакта двухпозиционного релейного элемента (РЭ) 24 обеспечивает возможность осуществления программного движения по полученной траектории дрейфа.
Для включения подпрограммы поиска и организации движения к экстремуму (ЭР) 36 используется выходной сигнал блока управления регулятором (БУР) 37, который также подается на вход логического элемента «НЕ» 42, связанного с первым выходом модуля вывода ПК 25. На вход блока управления регулятора (БУР) 37 помимо сигнала с блока ЭР 36 поступает сигнал с компаратора массы (КМ) 33 через второй вход модуля ввода ПК 25 и сигнал с компаратора вибрации (КВ) 43, соединенного с датчиком вибрации ДВ 31, через первый вход модуля ввода ПК 25 и с выходом первого блока памяти (БП1) 44, один вход которого связан с датчиком вибрации (ДВ) 31, а другой - с выходом блока управления памятью (БУП) 45. БУП 45 предназначен для управления режимом работы блоков памяти БП1 44, БП2 39 и блока идентификации дрейфа (БИД) 40 на основе входных сигналов с кнопки запуска цикла загрузки (З) 31 и сигнала с компаратора массы (КМ) 32, поступающих через третий и второй входы модуля ввода ПК 25 соответственно.
Для питания кнопки запуска цикла загрузки (З) 31 и всех остальных элементов используется блок питания (БП) 46.
Работа устройства и осуществление способа автоматического подавления вибрации, являющейся выходной (регулируемой) переменной величиной ПСА, заключается в следующем.
Перед началом процесса измельчения материала противовесы 10 устанавливаются в определенное положение, обеспечивающее уравновешивание незагруженного ПСА. Включение ПСА осуществляется подачей питания на привод вращения эксцентрикового вала 9 (на фиг. 1 не показан). При вращении эксцентрикового вала 9, за счет его связи с рамой 4 и связи рамы 4 с подвижными ползунами 3, она совместно с закрепленными на ней помольными камерами 5 совершает сложное пространственное движение. Ползуны 3 связаны с колонками 2, закрепленными на станине 1. В помольных камерах 5 находятся мелющие тела, которые осуществляют процесс измельчения материала.
Крутящий момент от эксцентрикового вала 9 посредством шестерен: 13, промежуточной шестерни и шестерни эксцентрикового вала передается на дополнительный полый вал 11, установленный в дополнительных внутренних опорах 12. Водило 14 за счет жесткой связи с дополнительным валом 11 приводится во вращение. Вместе с тем получают вращение вокруг оси дополнительного вала 11 полуоси 18, жестко связанные с шестернями дифференциального механизма.
Подавление негативной вибрации в процессе работы помольно-смесительного агрегата осуществляется за счет перемещения дополнительного противовеса 16 следующим образом.
При первом включении агрегата выходной сигнал блока управления регулятором (БУР) 37 равняется логической единице (БУР=1), тем самым запускается подпрограмма поиска и организации движения к экстремуму (ЭР) 36, работающая по методу запоминания экстремума, с зоной реверса, выбираемой из требования необходимой помехоустойчивости. На вход этого блока поступает величина вибрации zтек, получаемая с первого входа модуля ввода ПК 25, связанного с датчиком вибрации (ДВ) 32, а на выходе формируется сигнал управления +U или -U, который посредством блока усилительно-преобразовательных устройств (БУПУ) 23, исполнительных механизмов ИМ1 20, ИМ2 21, закрепленных на внешних опорах 22, и элементов регулирующего органа 19 приводит в движение с постоянной скоростью дополнительный противовес 16, направление движения которого зависит от знака управляющего сигнала U (см. на фиг. 4 кривая «Текущее положение противовеса). Движение дополнительного противовеса 16 происходит вследствие срабатывания одного из исполнительных механизмов (ИМ1 20 или ИМ2 21), в результате чего изменяется частота вращения одной из полуосей 18, соединенной своим вторым концом с левой или правой шестерней дифференциального механизма, что приводит в движение сателлит дифференциального механизма. Сателлит в свою очередь жестко связан с ходовым винтом 17, что влечет за собой поступательное движение дополнительного противовеса 16 по направляющим 15. При срабатывании другого исполнительного механизма (ИМ1 20 или ИМ2 21) дополнительный противовес 16 перемещается в противоположном направлении.
Работа подпрограмма поиска и организации движения к экстремуму (ЭР 36) заключается в следующем.
1. В переменной zmin запоминается только уменьшающееся значение входного сигнала zтек путем сравнения его с запомненным предыдущим zпред;
2. Вычисляется величина sign=zn+zmin-zтек,
где zmin - минимальное значение, запомненное в запоминающем устройстве: zn - зона реверса, определяемая необходимой помехоустойчивостью.
3. Анализируется знак sign и значение флага запрета реверса f1, который первоначально находится в состоянии «Ложь». Если sign<0 и флаг запрета реверса не установлен, то устанавливается флаг запрета реверса в состояние «Истина», сбрасывается значение zmin и осуществляется реверсирование движения посредством изменения знака управляющего сигнала U, подаваемого на блок усилительно-преобразовательных устройств (БУПУ) 23, в результате чего направление движения дополнительного противовеса 16 меняется на противоположное.
4. При sign>0 сбрасывается флаг запрета реверса f1 в состояние «Ложь».
5. После осуществления реверса запоминание по п. 1 начинается снова.
При засыпании в загрузочный патрубок 7 исходного измельчаемого материала автоматически определяется его масса при помощи датчика загрузки (ДЗгр) 34, обладающего функцией запоминания величины последней взвешенной массы, и одновременно подается сигнал загрузки с помощью кнопки запуска цикла загрузки (З) 31 и блока питания БП (46) (либо с соответствующей АСУТП). При этом увеличивается на единицу количество циклов загрузки, хранимое в блоке управления памятью (БУП) 45, который в свою очередь на первом цикле помола задает режим обучения. В режиме обучения в первом блоке памяти (БП1) 44 запоминаются текущие значения вибрации (см. фиг. 4 кривая «Текущие значения вибрации»), а во втором блоке памяти (БП2) 39 - проинтегрированные с помощью интегратора (Инт) 38 значения управляющих сигналов U с выхода блока ЭР 36. Из верхней помольной камеры 5 материал по соединительным патрубкам 6 перемещается в среднюю, а затем в нижнюю помольную камеры и через разгрузочный патрубок 8 удаляется из помольно-смесительного агрегата.
Перемещение материала по камерам 5 вызывает монотонный дрейф статической характеристики (см. Фиг. 4). Момент окончания помола определяется компаратором массы (КМ) 33, который срабатывает, когда масса загруженного материала равна массе выгруженного, определяемой с помощью датчика выгрузки (Двгр) 35. При срабатывании компаратора массы (КМ) 33 с помощью блока управления памятью (БУП) 45 отключается запись текущих значений в блокам памяти (БП1) 44 и (БП2) 39 и включается блок идентификации дрейфа (БИД) 40, который выполняет осреднение записанных во втором блоке памяти (БП2) 39 данных. Одновременно сигнал с компаратора массы (КМ) 33 определяет формирование выходного сигнала блока управления регулятора (БУР) 37, подаваемою на элемент «НЕ» 42, равного логическому нулю (БУР=0), что останавливает выполнение подпрограммы поиска и организации движения к экстремуму (ЭР) 36 и завершает экстремальный поиск. Выходной сигнал блока управления регулятором (БУР) 37 инвертируется элементом «НЕ» 42 и поступает через модуль вывода на вход логического элемента «И» 26. На второй вход элемента «И» 26 поступает логический нуль с RS-триггера 27, поскольку кнопка запуска цикла загрузки (З) 31 была нажата один раз, что определяется цепочкой, состоящей из элемента «НЕ» 30, двух Т-триггеров 29, 28 и RS-триггера 27. В итоге выход элемента «И» 26 равен нулю, следовательно, сигнал на управляющую обмотку (УО) двухпозиционного релейного элемента (РЭ) 24 не поступает и нормально замкнутый контакт сохраняет свое положение, а второй выход модуля вывода ПК 25 остается подключенным к входу блока усилительно-преобразовательных устройств (БУПУ) 23. Система находится в состоянии ожидания следующей загрузки.
Второй цикл загрузки и измельчения начинается при следующем нажатии кнопки запуска цикла загрузки (З) 31. Отмеренная датчиком загрузки (ДЗгр) 34 установленная порция измельчаемого материала со схожими физико-химическими свойствами поступает в первую камеру ПСА через загрузочный патрубок 7. При подаче сигнала кнопкой запуска цикла загрузки (З) 31 количество циклов загрузки увеличивается на единицу, сигнал с выхода RS-триггера 27 становится равным единице и, поскольку на первом входе элемента «И» 26 удерживалась логическая единица, поступающая с первого выхода модуля вывода ПК 25, то на выходе элемента «И» 26 появляется высокий уровень потенциала, подаваемый на управляющую обмотку двухпозиционного релейного элемента (РЭ) 24 и достаточный для его срабатывания, т.е. нормально разомкнутый контакт двухпозиционного релейного элемента замыкается, в результате чего двухпозиционный релейный элемент (РЭ) 24 подключает третий выход модуля вывода ПК 25 к блоку усилительно-преобразовательных устройств (БУПУ) 23.
Одновременно при поступлении сигнала с кнопки запуска цикла загрузки (З) 31 на третий вход модуля ввода ПК 25 запускается подпрограмма блока управления памятью (БУП) 45, реализующая режим программного движения по запомненной траектории дрейфа (управляя блоками памяти БП1 44, БП2 39). В этом режиме происходит считывание осредненных значений управляющих воздействий из второго блока памяти (БП2) 39 и подача их на блок аппроксимации (БА) 41, в котором по углу наклона траектории дрейфа, вычисляемом в заданном временном интервале, определяется скорость дрейфа, которая подается через модуль вывода ПК 25 и контакты двухпозиционного релейного элемента (РЭ) 24 на блок усилительно-преобразовательных устройств (БУПУ) 23, управляющих исполнительными механизмами ИМ1 20 и ИМ2 21 (например, с помощью ШИМ сигнала), в результате чего происходит движение дополнительного противовеса 16 по траектории, соответствующей минимуму вибрации. В то же время происходит считывание с первого блока памяти (БП1) 44 данных об уровне вибрации, полученных на первом цикле загрузки, соответствующем текущему моменту времени. Если уровень текущей вибрации превышает значение, получаемое с первого блока памяти (БП1) 44, то срабатывает компаратор вибрации (КВ) 43, который соединен с входом блока управления регулятором (БУР) 37. В этом случае работа в режиме программного движения не останавливается (т.е. происходит считывание данных со второго блока памяти (БП2) 44), но блок управления регулятором (БУР) 37 включает подпрограмму поиска и организации движения к экстремуму (ЭР) 36 на три поисковых движения с последним движением, равным по времени половинному интервалу предыдущего движения (см. фиг. 3 и фиг. 4) и подает на элемент «НЕ» 42 логическую единицу (т.е. БУР=1).
Поданная на элемент «НЕ» 42 единица инвертируется и подается посредством первого выхода модуля ввода ПК 25 на вход элемента «И» 26. Поскольку на входе элемента «И» 26 находится один нулевой сигнал (с первого выхода модуля вывода ПК 25), то его выходной сигнал также равен нулю, что приводит к отключению нормально разомкнутого контакта и подключению нормально замкнутого контакта двухпозиционного релейного элемента (РЭ) 24, в результате чего вход блока усилительно-преобразовательных устройств (БУПУ) 23 подключается ко второму выходу ПК 25, вследствие чего открывается канал экстремального поиска.
Организация блоком управления регулятором (БУР) 45 трех поисковых движений с последним движением, равным по времени половинному интервалу предыдущего движения, происходит следующим образом. Одновременно с включением подпрограммы поиска и организации движения к экстремуму (ЭР) 36 включается подпрограмма подсчета количества реверсов движения дополнительного противовеса 16. После первого реверса включается подпрограмма подсчета времени до следующего переключения (см. фиг. 3), а после второго включается таймер последнего движения. Когда таймер последнего движения отсчитывает половину времени предыдущего движения, подпрограмма поиска и организации движения к экстремуму ЭР 36 отключается, текущие значения его параметров сбрасываются и блок управления регулятором (БУР) 37 устанавливает на выходе элемента «НЕ» 42 единицу (т.е. БУР=0), которая посредством модуля вывода ПК 25, логического элемента «И» 26, управляющей обмотки двухпозиционного релейного элемента (РЭ) 24 и его контактов подключает к входу блока усилительно-преобразовательных устройств (БУПУ) 23 канал программного движения. После срабатывания компаратора массы (КМ) 33 все подпрограммы отключаются и их параметры, а также параметры памяти приводятся в состояние, необходимое для работы на следующих циклах загрузки. На последующих циклах устройство и система автоматического подавления вибрации работают аналогично второму циклу. При осуществлении измельчения материала с другими физико-механическими свойствами процесс подавления вибрации начинается с первого цикла.
Предложенные решения позволяют исключить рыскание, снизить потери на поиск экстремума вибрации и количество реверсирований движения, вследствие чего повышается эффективность автоматического подавления вибрации, что в конечном итоге приводит к увеличению надежности помольно-смесительного агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОГО ПОДАВЛЕНИЯ ВИБРАЦИИ ПОМОЛЬНО-СМЕСИТЕЛЬНОГО АГРЕГАТА | 2013 |
|
RU2542531C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ПОДАВЛЕНИЯ ВИБРАЦИИ ПОМОЛЬНО-СМЕСИТЕЛЬНОГО АГРЕГАТА | 2014 |
|
RU2567158C1 |
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ С АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКОЙ | 2012 |
|
RU2494813C1 |
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ | 2008 |
|
RU2381837C2 |
| ЦЕНТРОБЕЖНЫЙ АГРЕГАТ КОМБИНИРОВАННОГО СПОСОБА ИЗМЕЛЬЧЕНИЯ | 2016 |
|
RU2630451C1 |
| ТЕХНОЛОГИЧЕСКИЙ МОДУЛЬ И СПОСОБ ЗАМКНУТОГО ЦИКЛА ИЗМЕЛЬЧЕНИЯ | 2017 |
|
RU2651818C1 |
| АДАПТИВНАЯ ПРИСТАВКА К ДВУХПОЗИЦИОННОМУ РЕГУЛЯТОРУ | 2010 |
|
RU2424545C1 |
| ВЕРТИКАЛЬНАЯ ВИБРАЦИОННАЯ МЕЛЬНИЦА | 2006 |
|
RU2333798C1 |
| УСТРОЙСТВО И СПОСОБ ПЕРЕРАБОТКИ ТЕХНОГЕННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ ДЛЯ ПОЛУЧЕНИЯ ФИБРОНАПОЛНИТЕЛЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2692624C1 |
| ВИБРАЦИОННАЯ МЕЛЬНИЦА | 2016 |
|
RU2619985C1 |
Изобретение относится к машиностроительной, строительной, химической промышленности, производящей или использующей помольно-смесительные агрегаты с устройствами автоматического уравновешивания. Устройство автоматического подавления вибрации содержит помольно-смесительный агрегат, включающий станину 1, жестко закрепленные на ней вертикальные колонки 2 с ползунами 3, раму 4, несущую три помольные камеры 5 и соединенную шарнирно с ползунами 3 и эксцентриковым валом 9. Дополнительный полый вал 11 установлен во внутренних опорах 12, кинематически связан через промежуточную шестерню с эксцентриковым валом 9. Установленный на одной из внутренних опор 12 датчик вибрации 32 связан своим входом через модуль ввода 25 с программируемым контроллером. При этом устройство содержит двухпозиционный релейный элемент 24, датчики загрузки 34 и выгрузки 35 материала и кнопку запуска 31 цикла загрузки. Кнопка запуска 31 связана через модуль ввода с контроллером и одновременно с последовательно соединенными логическим элементом «НЕ» 30, двумя Т-триггерами 28, 29 и RS-триггером 27, связанным своим выходом с первым входом логического элемента «И» 26, второй вход которого соединен с первым выходом контроллера посредством модуля вывода 25. Выход элемента «И» 26 связан с управляющей обмоткой двухпозиционного релейного элемента 24, контакты которого соединены со вторым и третьим выходами контроллера через модуль вывода 25, а выход двухпозиционного релейного элемента 24 связан через блок усилительно-преобразовательных устройств 23 с электрическими входами двух электромагнитных муфт. Выход датчика загрузки 34 соединен с первым входом компаратора массы 33, а выход датчика выгрузки 35 - со вторым его входом, причем выход компаратора 33 с помощью модуля ввода 25 связан со вторым входом контроллера. Способ автоматического подавления вибрации, основанный на информации о величине вибрации и предусматривающий в соответствии с алгоритмом включение той или иной электромагнитной муфты и перемещение дополнительного противовеса, заключается в том, что подавление вибрации осуществляют за счет организации комбинированного движения к ее экстремуму, сочетающего обучающий поиск экстремума и программное движение по траектории дрейфа экстремальной статической характеристики. Характеристику получают в результате обучения на первом цикле технологического процесса помола. Обучающий поиск экстремума производят по методу запоминания экстремума, при котором одновременно запоминают значения вибрации и проинтегрированные значения управляющих воздействий, по которым в конце первого цикла определяют скорость дрейфа статической характеристики. На последующих циклах, осуществляемых путем программного движения со скоростью, определенной на первом цикле, в случае превышения вибрации в пределах заданной зоны нечувствительности по сравнению с аналогичным значением, полученным на первом цикле, осуществляют эпизодическое включение системы поиска на три поисковых движения с последним движением, равным по времени половинному движению предыдущего. В изобретении обеспечивается повышение эффективности подавления вибрации. 2 н.п. ф-лы, 4 ил.
1. Устройство автоматического подавления вибрации помольно-смесительного агрегата, содержащее помольно-смесительный агрегат, включающий станину, жестко закрепленные на ней вертикальные колонки с ползунами, раму, несущую три помольные камеры и соединенную шарнирно с ползунами и эксцентриковым валом, установленным с возможностью вращения в опорных стойках и снабженным с двух сторон противовесами, а также установленный во внутренних опорах и кинематически связанный через промежуточную шестерню с эксцентриковым валом дополнительный полый вал, снабженный водилом с направляющими несущими дополнительный противовес, взаимодействующий с ходовым винтом, жестко связанным с сателлитом дифференциального механизма, левая и правая шестерни которого соединены с полуосями, размещенными внутри дополнительного вала и связанными с выходами двух электромагнитных муфт, при этом установленный на одной из внутренних опор датчик вибрации связан своим входом через модуль ввода с программируемым контроллером, отличающееся тем, что дополнительно содержит двухпозиционный релейный элемент, датчики загрузки и выгрузки материала и кнопку запуска цикла загрузки, связанную через модуль ввода с контроллером и одновременно через элемент «НЕ» с входом первого Т-триггера, выход которого соединен с входом второго Т-триггера, а его выход в свою очередь соединен с входом RS-триггера, связанного своим выходом с первым входом логического элемента «И», второй вход которого соединен с первым выходом контроллера посредством модуля вывода, при этом выход элемента «И» связан с управляющей обмоткой двухпозиционного релейного элемента, контакты которого соединены со вторым и третьим выходами контроллера через модуль вывода, а выход двухпозиционного релейного элемента связан через блок усилительно-преобразовательных устройств с электрическими входами двух электромагнитных муфт, кроме того, выход датчика загрузки соединен с первым входом компаратора массы, а выход датчика выгрузки - со вторым его входом, причем выход компаратора массы с помощью модуля ввода связан со вторым входом контроллера.
2. Способ автоматического подавления вибрации помольно-смесительного агрегата, основанный на информации о величине вибрации, предусматривающий в соответствии с алгоритмом, заложенным в программируемом контроллере, включение той или иной электромагнитной муфты и перемещение дополнительного противовеса в направлении, зависящем от управляющего воздействия, отличающийся тем, что подавление вибрации осуществляют за счет организации комбинированного движения к ее экстремуму, сочетающего обучающий поиск экстремума и программное движение по траектории дрейфа экстремальной статической характеристики, полученной в результате обучения на первом цикле технологического процесса помола, причем обучающий поиск экстремума производят по методу запоминания экстремума, при котором одновременно запоминают значения вибрации и проинтегрированные значения управляющих воздействий, по которым в конце первого цикла определяют скорость дрейфа статической характеристики, при этом на последующих циклах осуществляют путем программного движения со скоростью, определенной на первом цикле, в случае превышения вибрации в пределах заданной зоны нечувствительности по сравнению с аналогичным значением, полученным на первом цикле, осуществляют эпизодическое включение системы поиска на три поисковых движения с последним движением, равным по времени половинному движению предыдущего.
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ С АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКОЙ | 2012 |
|
RU2494813C1 |
| Аксиально-плунжерный гидродвигатель | 1957 |
|
SU114875A1 |
| US 7048212 B2, 23.05.2006 | |||
| ДЕКОРАТИВНЫЙ ЭЛЕКТРОСВЕТИЛЬНИК | 1992 |
|
RU2050503C1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| GB 1506977 A, 12.04.1978 | |||
| Светящееся брюшное зеркало | 1938 |
|
SU54532A1 |

