Изобретение относится к способам автоматизации подавления вибраций и может быть использовано в машиностроительной, строительной, химической и других отраслях промышленности.
Известен способ автоматического подавления вибрации помольно-смесительного агрегата, осуществляемый в помольно-смесительном агрегате с автоматической балансировкой [Пат. 114875, Российская Федерация, В02С 17/00. Помольно-смесительный агрегат с автоматической балансировкой / Рубанов В.Г., Севостьянов B.C., Уральский В.И., Стативко A.А., Бушуев Д.А., Стативко С.А.; заявитель и патентообладатель БГТУ им. B.Г. Шухова; опубл. 20.04.12, Бюл. №11].
Основным недостатком приведенного способа является сложность балансировки во время работы, следовательно, повышенное потребление электроэнергии при работе и ограничение возможности повышения ресурса работы помольно-смесительного агрегата из-за невозможности анализа и отслеживания режима работы помольно-смесительного агрегата во время технологического процесса помола.
Также известен способ адаптивного трехпозиционного регулирования [Пат. 2474856, Российская Федерация, G05B 11/18. Способ адаптивного трехпозиционного регулирования / Рыбин И.А., Магергут В.З., Кижук А.С., Яхно Б.А.; заявитель и патентообладатель БГТУ им. В.Г. Шухова; опубл. 10.02.13, Бюл. №4].
Недостатком приведенного способа является повышенная энергоемкость из-за фиксированности крайних позиций и сложность использования сигнала средней позиции, находящегося между значениями сигналов крайних позиций, в специфическом исполнительном устройстве объекта регулирования.
Наиболее близким техническим решением, выбранным в качестве прототипа способа автоматического подавления вибрации помольно-смесительного агрегата, принят способ, осуществляемый в процессе работы помольно-смесительного агрегата с автоматической балансировкой [Пат. 2494813, Российская Федерация, В02С 17/14. Помольно-смесительный агрегат с автоматической балансировкой / Глаголев С.Н., Рубанов В.Г., Севостьянов B.C., Уральский В.И., Стативко А.А., Стативко С.А., Бушуев Д.А.; заявитель и патентообладатель БГТУ им. В.Г. Шухова; опубл. 10.10.13, Бюл. №28].
Уменьшение вибрации в приведенном устройстве осуществляется по замкнутому принципу следующим образом. Сигнал, пропорциональный величине вибрации, получаемый с датчика вибрации, передается на программируемый контроллер. Полученные данные обрабатываются в соответствии с алгоритмом управления, реализующим трехпозиционное регулирование с фиксированными позициями и заложенным в программируемом контроллере. Затем формируется управляющее воздействие, подаваемое на вход одной из электромагнитных муфт, вследствие чего происходит поступательное движение дополнительного противовеса по направляющим в одном из двух противоположных направлений, что приводит к уменьшению вибрации.
С существенными признаками способа автоматического подавления вибрации помольно-смесительного агрегата совпадает сбор и анализ информации о величине вибрации с помощью программируемого контроллера, осуществляющего трехпозиционное регулирование с фиксированными позициями, в соответствии с которым происходит включение одной из двух электромагнитной муфты и перемещение дополнительного противовеса в направлении, зависящем от управляющего воздействия.
Недостатками данного технического решения являются ограничение возможности повышения ресурса работы узлов и деталей помольно-смесительного агрегата, а также высокая энергоемкость.
Указанные недостатки связаны с тем, что во время технологического процесса помола происходит изменение величины вибрации помольно-смесительного агрегата вследствие изменения положения центра масс, например, из-за отсутствия возможности анализа таких параметров (величин), как частота вращения эксцентрикового вала, положение дополнительного противовеса и т.д. При этом неточность перемещения и позиционирования дополнительного противовеса при работе алгоритма, заложенного в памяти программируемого контроллера, реализующего трехпозиционное регулирование с фиксированными крайними позициями, приводит к возникновению автоколебаний, вследствие наличия инерционности, невозможности определения текущего положения дополнительного противовеса и того, что исполнительные механизмы (электромагнитные муфты) удобнее всего использовать в режимах «включено»/«выключено» для реализации крайних позиций, что отрицательно влияет на процесс подавления вибрации и, соответственно, на энергоемкость и ресурс работы узлов и деталей помольно-смесительного агрегата.
Кроме того, недостатки обусловлены отсутствием в памяти программируемого контроллера таблицы данных, содержащей статические характеристики помольно-смесительного агрегата при различных режимах работы в ходе технологического процесса помола материала, и, следовательно, невозможностью отслеживания режима работы помольно-смесительного агрегата.
Задачей, на решение которой направлено изобретение, является увеличение ресурса работы узлов и деталей помольно-смесительного агрегата и снижение энергоемкости за счет эффективного подавления вибрации.
Это достигается тем, что способ автоматического подавления вибрации помольно-смесительного агрегата заключается в сборе и анализе информации о величине вибрации с помощью программируемого контроллера, осуществляющего трехпозиционное регулирование с фиксированными позициями, в соответствии с которым происходит включение одной из двух электромагнитных муфт и перемещение дополнительного противовеса в направлении, зависящем от управляющего воздействия. Способ подавления вибрации осуществляется по разомкнутому принципу, причем программируемый контроллер осуществляет трехпозиционное регулирование с адаптацией крайних позиций, при этом средняя позиция является фиксированной и настроенной под нагрузку, в случае выбега регулируемой величины за пределы заданной зоны нечувствительности для недействующей крайней позиции в текущий момент осуществляется изменение в сторону средней позиции. Для реализации значений крайних позиций генерируются управляющие воздействия в виде ШИМ-импульсов различной скважности, подаваемых после усиления на первую или вторую электромагнитные муфты, причем генерирование осуществляется до обеспечения заданных пороговых значений, при достижении которых генерация управляющих ШИМ-импульсов остается постоянной, при нахождении регулируемой величины в зоне нечувствительности генерирование управляющих ШИМ-импульсов не осуществляется.
В процессе измельчения материалов с различными физико-механическими свойствами помольно-смесительным агрегатом появляется необходимость изменения режимов его работы, например частоты вращения эксцентрикового вала, кроме того, при измельчении материалов происходит неравномерный износ мелющих тел. Все это приводит к появлению дополнительной вибрации, что влечет за собой уменьшение ресурса работы узлов и деталей помольно-смесительного агрегата и увеличение энергоемкости.
Возможность автоматического подавления вибрации, негативно влияющей на работу помольно-смесительного агрегата, обеспечивается наличием в устройстве датчика положения дополнительного противовеса и тем, что программируемый контроллер реализует трехпозиционное регулирование с адаптацией крайних позиций согласно заложенному алгоритму управления, т.е. трехпозиционный регулятор реализован алгоритмически на программируемом контроллере.
Снабжение устройства датчиком положения дополнительного противовеса повышает точность перемещения и позиционирования дополнительного противовеса. Совместное использование в устройстве датчика положения дополнительного противовеса и алгоритма управления, заложенного в программируемом контроллере, реализующем трехпозиционное регулирование с адаптацией крайних позиций, в конечном итоге приводит к снижению энергоемкости и увеличению ресурса работы деталей и узлов.
Параметрами, отслеживаемыми в процессе работы помольно-смесительного агрегата, являются: коэффициент загрузки камер помольно-смесительного агрегата мелющими телами, положение дополнительного противовеса и частота вращения эксцентрикового вала в подпрограмме алгоритма управления, заложенного в памяти программируемого контроллера. В результате работы алгоритма управления программируемым контроллером формируется управляющее воздействие, предназначенное для управления включениями/выключениями электромагнитными муфтами, приводящими к перемещению дополнительного противовеса в том или ином направлении, что осуществляется посредством элементов, входящих в состав устройства.
Кроме того, способ автоматического подавления вибрации осуществляется по разомкнутому принципу согласно алгоритму управления, заложенному в памяти программируемого контроллера. Также в памяти программируемого контроллера содержится таблица данных, задающая поверхность статических характеристик помольно-смесительного агрегата, представляющую собой зависимость уровня вибрации от коэффициента загрузки в камерах и положения дополнительного противовеса при различных фиксированных значениях частоты вращения эксцентрикового вала помольно-смесительного агрегата. В соответствии с алгоритмом управления программируемый контроллер реализует трехпозиционное регулирование с адаптацией крайних позиций, при этом средняя позиция при регулировании является фиксированной и настроенной под нагрузку, с которой работает объект управления. Фиксированность средней позиции связана со сложностью использования сигнала средней позиции, находящегося между значениями сигналов крайних позиций, в специфическом исполнительном устройстве для автоматической балансировки объекта управления, из-за невозможности сопряжения регулятора, работающего на средней позиции с двумя электромагнитными муфтами (исполнительные механизмы), работающими поочередно, так как данные исполнительные механизмы удобнее всего использовать в режимах «включено»/«выключено» для реализации крайних позиций. В случае выбега регулируемой величины (положения дополнительного противовеса) за пределы заданной зоны нечувствительности Δy трехпозиционного регулятора для недействующей крайней позиции в текущий момент осуществляется изменение (адаптация) в сторону средней позиции дискретным способом (скачком) на величину Δh либо согласно некоторому закону в случае наличия инерционности. Для реализации значений крайних позиций генерируются управляющие воздействия в виде ШИМ-импульсов различной скважности и полярности, подаваемые после усиления на первую или вторую электромагнитные муфты (исполнительные механизмы), что приводит к перемещению дополнительного противовеса. Адаптация крайних позиций прекращается при достижении ими некоторого заданного порогового значения. При изменении нагрузки объекта управления происходит перенастройка средней позиции под новую нагрузку путем выставления нового задания для положения дополнительного противовеса, соответствующего этой нагрузке, затем происходит возврат исходных значений крайних позиций и процесс регулирования возобновляется. При нахождении регулируемой величины (положения дополнительного противовеса) в зоне нечувствительности генерирование управляющих ШИМ-импульсов не осуществляется, т.е. оба исполнительных механизма (электромагнитные муфты) находятся в выключенном состоянии.
Возможность автоматического подавления вибрации, негативно сказывающейся на работе помольно-смесительного агрегата и его узлах, обеспечивается за счет созданных подпрограммы, алгоритма управления, реализующего трехпозиционное регулирование с адаптацией крайних позиций, и таблицы данных, их взаимодействия и заложенных в памяти программируемого контроллера, благодаря чему появляются условия для осуществления анализа и учета параметров в ходе технологического процесса помола. Также совершается более точное управление перемещением и позиционированием дополнительного противовеса за счет введения обратной связи с помощью датчика положения дополнительного противовеса.
На первом шаге работы подпрограмма алгоритма управления программируемого контроллера получает информацию: о величине плеча, на котором находится дополнительный противовес; о коэффициенте загрузки камер помольно-смесительного агрегата мелющими телами; и о частоте вращения эксцентрикового вала помольно-смесительного агрегата.
Программируемый контроллер осуществляет трехпозиционное регулирование с адаптацией крайних позиций в соответствии с алгоритмом управления, при этом средняя позиция является фиксированной и настроенной под нагрузку, с которой работает объект управления. В случае выбега регулируемой величины (положения дополнительного противовеса) за пределы заданной зоны нечувствительности Δy трехпозиционного регулятора для недействующей крайней позиции в текущий момент осуществляется изменение в сторону средней позиции либо дискретным способом на величину Δh (скачком), либо согласно некоторому закону. Для реализации значений крайних позиций генерируются управляющие воздействия в виде ШИМ-импульсов различной скважности, подаваемые на входы электромагнитных муфт.
Адаптация крайних позиций прекращается при достижении заданного порогового значения, большего, чем средняя позиция для верхней крайней, и меньшего, чем средняя позиция, для нижней крайней позиции.
При изменении нагрузки объекта управления (помольно-смесительный агрегат) и превышении некоторого допустимого значения для величины вибрации (являющейся выходной величиной помольно-смесительного агрегата) δдоп происходит перенастройка средней позиции под новую нагрузку объекта управления. При этом выставляется новое задание для положения дополнительного противовеса в соответствии с режимом работы объекта, определяемого по таблице данных, составленной по уравнению регрессии, полученного на основании полного факторного эксперимента, и соответствующее нагрузке объекта, т.е. положение, соответствующее наименьшему уровню вибрации, что представляет собой перенастройку средней позиции трехпозиционного регулятора в соответствии с новой нагрузкой объекта управления, и затем происходит возврат исходных значений крайних позиций и алгоритм управления повторяется.
Изменяя положение дополнительного противовеса, обеспечивается влияние на величину вибрации, являющейся выходной величиной помольно-смесительного агрегата. При нахождении регулируемой величины (положение дополнительного противовеса) в зоне нечувствительности генерирование управляющих ШИМ-импульсов не осуществляется.
Тем самым система обеспечивает своевременную реакцию на изменение вибрации и подачу управляющего воздействия в виде ШИМ-импульсов на соответствующую электромагнитную муфту.
Совокупность приведенных отличительных признаков в конечном итоге приводит к снижению энергоемкости и к увеличению ресурса работы узлов и деталей помольно-смесительного агрегата.
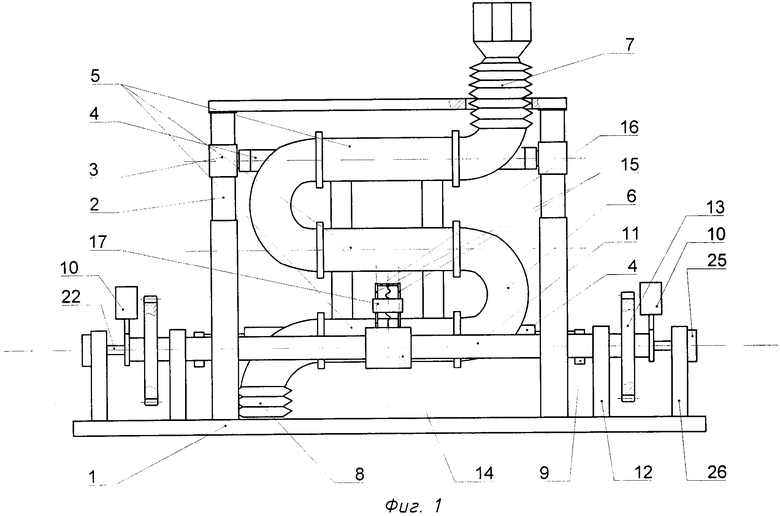
Техническая сущность предлагаемого изобретения поясняется графическим материалом. На фиг. 1 представлен общий вид помольно-смесительного агрегата; на фиг. 2 - фрагмент помольно-смесительного агрегата с программируемым контроллером.
Предложенный способ может быть осуществлен в устройстве автоматического подавления вибрации помольно-смесительного агрегата, который содержит станину 1 с закрепленными на ней колонками 2, на которых через ползуны 3 установлена рама 4, на которой смонтированы помольные камеры 5, связанные между собой соединительными патрубками 6. Загрузка и выгрузка материала производится через загрузочный 7 и разгрузочный 8 патрубки.
В конструкцию помольно-смесительного агрегата входит эксцентриковый вал 9, размещенный во внутренних опорах и соединенный с рамой 4. На эксцентриковом валу 9 с двух сторон установлены противовесы 10. Помольно-смесительный агрегат включает дополнительный вал 11, установленный в дополнительных внутренних опорах 12. Дополнительный вал 11 и эксцентриковый вал 9 связаны посредством шестерен: 13, промежуточной шестерни и шестерни эксцентрикового вала (на чертежах не показаны), также дополнительный вал 11 снабжен водилом 14 с направляющими 15, закрепленными на корпусе водила 14 и связанными между собой поперечной штангой 16.
На направляющих 15 подвижно установлен дополнительный противовес 17, имеющий центральное отверстие, в которое встроена гайка 18 передачи «винт-гайка», контактирующая с ходовым винтом 19 (фиг. 2). Ходовой винт 19, проходящий через отверстие водила 14, жестко связан с сателлитом 20 дифференциального механизма. Для ограничения длины перемещения дополнительного противовеса 17 служат ограничители хода 21, расположенные на одной из направляющих 15. Внутри дополнительного вала 11 установлены соосно с ним полуоси 22. Концы полуосей 22 установлены в шестернях 23, 24 дифференциального механизма, а противоположные концы выведены из дополнительного вала 11 и соединены с электромагнитными муфтами 25, которые жестко закреплены на внешних опорах 26.
Для осуществления автоматической балансировки в помольно-смесительном агрегате содержится программируемый контроллер 27, связанный через модуль ввода с выходом датчика положения дополнительного противовеса 28 (ДП). Через модуль вывода программируемый контроллер 27 соединен с релейными входами двух электромагнитных муфт 25. Для энергоснабжения всех потребителей тока служит блок питания 29 (БП).
Способ автоматического подавления вибрации помольно-смесительного агрегата осуществляется следующим образом. Перед началом измельчения материала, например кварцитопесчаника, противовесы 10 устанавливаются в положение для уравновешивания незагруженного помольно-смесительного агрегата. Далее через загрузочный патрубок 7 засыпается исходный измельчаемый материал, включается привод вращения (на чертежах не показан) эксцентрикового вала 9. За счет конструкции эксцентрикового вала 9 и его связи с рамой 4, а также связи рамы 4 с подвижными ползунами 3 она совместно с закрепленными на ней помольными камерами 5 совершает сложное пространственное движение. Ползуны 3 связаны с колонками 2, закрепленными на станине 1. В помольных камерах 5 находятся мелющие тела, которые осуществляют процесс измельчения материала. Из верхней помольной камеры 5 материал по соединительным патрубкам 6 перемещается в среднюю, а затем в нижнюю помольную камеры и через разгрузочный патрубок 8 удаляется из помольно-смесительного агрегата.
Крутящий момент от эксцентрикового вала 9 посредством шестерен: 13, промежуточной шестерни и шестерни эксцентрикового вала (на чертежах не показаны) передается на дополнительный вал 11, установленный в дополнительных внутренних опорах 12. Водило 14 за счет жесткой связи с дополнительным валом 11 приводится во вращение. Вместе с тем получают вращение вокруг оси дополнительного вала 11 полуоси 22, жестко связанные с шестернями 23, 24 дифференциального механизма.
Подавление негативной вибрации в процессе работы помольно-смесительного агрегата осуществляется за счет перемещения дополнительного противовеса 17 следующим образом. На программируемый контроллер 27, поступают данные о частоте вращения f эксцентрикового вала, например, от частотного преобразователя (на чертежах не показан), осуществляющего управление частотой вращения эксцентриковым валом, о коэффициенте загрузки помольных камер 5 мелющими телами φ и о положении дополнительного противовеса 17, определяемом с помощью датчика положения дополнительного противовеса 28 (ДП). Далее в соответствии с подпрограммой, заложенной в программируемом контроллере 27, определяется, в каком режиме работы находится помольно-смесительный агрегат в соответствии с таблицей данных, созданной на основе уравнения регрессии, полученного с использованием методов планирования эксперимента. Активный эксперимент проводился на опытно-экспериментальном образце помольно-смесительного агрегата в лаборатории БГТУ им. В.Г. Шухова.
Уравнение регрессии представляет собой зависимость величины вибрации Y от трех факторов: частоты вращения эксцентрикового вала f, коэффициента загрузки помольных камер мелющими телами φ и положения (плеча) дополнительного противовеса L, т.е. Y=F(f, φ, L). Подпрограмма определяет фактический уровень вибрации Y и минимальный Ymin для данного режима помола и сравнивает их разницу с допустимым отклонением δдоп, т.е. δдоп<(Y-Ymin), и в случае превышения допустимого отклонения, т.е. произошло изменение нагрузки объекта управления (помольно-смесительного агрегата), определяется по таблице данных положение (плечо) L, соответствующее минимальному уровню вибрации, и представляющее из себя новое положение дополнительного противовеса 17, подаваемое в качестве задания на алгоритм управления, реализующий трехпозиционное регулирование с адаптацией крайних позиций, таким образом осуществляется перенастройка средней позиции трехпозиционного регулятора.
В соответствии с алгоритмом управления управляющее воздействие с программируемого контроллера подается на релейный вход одной из электромагнитных муфт 25 с помощью модуля вывода контроллера 27, электромагнитные муфты 25 жестко закреплены на внешних опорах 26. В соответствии с управляющим воздействием срабатывает одна из электромагнитных муфт 25, вследствие чего изменяется частота вращения одной из полуосей 22, которая своим вторым концом соединена с левой 23 или правой 24 шестерней дифференциального механизма, что приводит в движение сателлит 20 дифференциального механизма, который связан с ходовым винтом 19, что влечет за собой поступательное движение дополнительного противовеса 17 посредством передачи «винт-гайка» встроенной гайки 18 по направляющим 15, связанным между собой поперечной штангой 16, причем на одной из направляющих имеются ограничители хода 21. При срабатывании другой электромагнитной муфты 25 дополнительный противовес 17 перемещается в противоположном направлении. Тем самым достигается наименьший уровень вибрации помольно-смесительного агрегата в ходе технологического процесса измельчения, что в конечном итоге приводит к увеличению ресурса работы узлов и деталей агрегата и снижению энергоемкости. Питание всех потребителей тока осуществляется с помощью блока питания 29 (БП).
Программируемый контроллер, реализующий трехпозиционное регулирование с адаптацией к средней крайними позициями, осуществляет работу в соответствии с алгоритмом управления следующим образом. Перед началом работы задаются: допустимое отклонение для величины вибрации δдоп, зона нечувствительности Δy, порог, до которого осуществляется адаптация крайних позиций, шаг Δh, равный 5-15% от размаха сигналов крайних позиций, или закон, например апериодический, согласно которому осуществляется адаптация крайних позиций. Средняя позиция при данном трехпозиционном регулировании является фиксированной, а при изменении нагрузки происходит ее перенастройка под нагрузку, с которой работает объект управления (помольно-смесительный агрегат), в соответствии с таблицей данных, заложенной в программируемом контроллере.
Во время работы алгоритма управления программируемого контроллера в случае выбега регулируемой величины (положения дополнительного противовеса) за пределы заданной зоны нечувствительности Δy трехпозиционного регулятора происходит адаптация недействующей крайней позиции в текущий момент в сторону средней позиции либо дискретным способом на величину Δh, либо согласно некоторому закону, например апериодическому. Причем выбор диапазона изменения значений крайних позиций целесообразно делать подстраиваемым в зависимости от инерционности переходных процессов и действующих в системе помех и возмущений. При его выборе менее 5% от размаха сигналов крайних позиций эффект от адаптации может быть сравнимым с эффектом от действующих помех, а при выборе более 15% возможен проскок значений сигналов крайних позиций за значение, обуславливающее статическое равновесие в объекте управления.
Далее на основе значений крайних позиций генерируются управляющие воздействия в виде ШИМ-импульсов различной скважности, причем продолжительность генерирования ШИМ-импульсов определяется продолжительностью действия сигнала крайней позиции, для возврата регулируемой величины (положения дополнительного противовеса 17) в зону нечувствительности и которые поступают на вход исполнительных механизмов (электромагнитных муфт) 25, что приводит к включению одного из них и в конечном итоге приводит к перемещению дополнительного противовеса 17 и изменению выходной величины (вибрации) объекта управления. Процесс адаптации крайних позиций продолжается до тех пор, пока ШИМ-импульсы не достигнут заданных пороговых пределов либо пока регулируемая величина (положение дополнительного противовеса) не окажется в пределах зоны нечувствительности трехпозиционного регулятора и генерирование ШИМ-импульсов не будет осуществляться, следовательно, оба исполнительных механизма будут находиться в выключенном состоянии. Возврат исходных значений крайних позиций, производят при изменении нагрузки объекта управления. На каждой итерации алгоритма управления происходит проверка и остановка адаптации крайних позиций за счет их сравнения с некоторым заданным пороговым значением.
Благодаря применению датчика положения дополнительного противовеса и программируемого контроллера, реализующего трехпозиционное регулирование с адаптацией крайних позиций, согласно алгоритму управления устраняются автоколебания, следовательно, уменьшается количество включений электромагнитных муфт (исполнительных механизмов), вследствие чего снижаются энергетические затраты и увеличивается точность перемещения и позиционирования дополнительного противовеса, что в конечном итоге приводит к уменьшению энергоемкости и к увеличению ресурса работы узлов и деталей помольно-смесительного агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОГО ПОДАВЛЕНИЯ ВИБРАЦИИ ПОМОЛЬНО-СМЕСИТЕЛЬНОГО АГРЕГАТА | 2013 |
|
RU2542531C1 |
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ С АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКОЙ | 2012 |
|
RU2494813C1 |
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОГО ПОДАВЛЕНИЯ ВИБРАЦИИ ПОМОЛЬНО-СМЕСИТЕЛЬНОГО АГРЕГАТА | 2015 |
|
RU2600688C1 |
| СПОСОБ АДАПТИВНОГО ТРЕХПОЗИЦИОННОГО РЕГУЛИРОВАНИЯ | 2012 |
|
RU2474856C1 |
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ | 2008 |
|
RU2381837C2 |
| НЕЧЕТКИЙ АДАПТИВНЫЙ ПОЗИЦИОННЫЙ СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ОБЪЕКТАМИ С ДИСКРЕТНЫМИ ИСПОЛНИТЕЛЬНЫМИ УСТРОЙСТВАМИ | 2013 |
|
RU2514127C1 |
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ | 2005 |
|
RU2277973C1 |
| СПОСОБ РЕАЛИЗАЦИИ ТРЕХПОЗИЦИОННОГО РЕГУЛЯТОРА | 2001 |
|
RU2220432C2 |
| Способ активного гашения магнитного шума электродвигателя и устройство для его осуществления | 2021 |
|
RU2769972C1 |
| Способ управления коробкой передач и устройство для его осуществления | 1991 |
|
SU1791174A1 |
Изобретение относится к способам автоматизации подавления вибраций и может быть использовано, в частности, для подавления вибраций помольно-смесительных агрегатов. Способ заключается в том, что посредством программируемого контроллера 27 собирают и анализируют информацию о величине вибрации. Программируемый контроллер 27 осуществляет трехпозиционное регулирование с фиксированными позициями, в соответствии с которым происходит включение одной из двух электромагнитных муфт 25 и перемещение дополнительного противовеса 17 в направлении, зависящем от управляющего воздействия. При этом способ осуществляют по разомкнутому принципу, а программируемый контроллер 27 реализует трехпозиционное регулирование с адаптацией крайних позиций. Средняя позиция является фиксированной и настроенной под нагрузку, причем в случае выбега регулируемой величины за пределы заданной зоны нечувствительности для недействующей крайней позиции в текущий момент осуществляют изменение в сторону средней позиции. Для реализации значений крайних позиций генерируют управляющие воздействия в виде ШИМ-импульсов различной скважности, подаваемых после усиления на первую или вторую электромагнитные муфты 25. Генерирование осуществляют до обеспечения заданных пороговых значений, при достижении которых генерация управляющих ШИМ-импульсов остается постоянной, причем при нахождении регулируемой величины в зоне нечувствительности генерирование управляющих ШИМ-импульсов не осуществляют. Подавление вибраций на помольно-смесительном агрегате обеспечивает продление ресурса работы его узлов и деталей, а также снижение энергоемкости. 2 ил.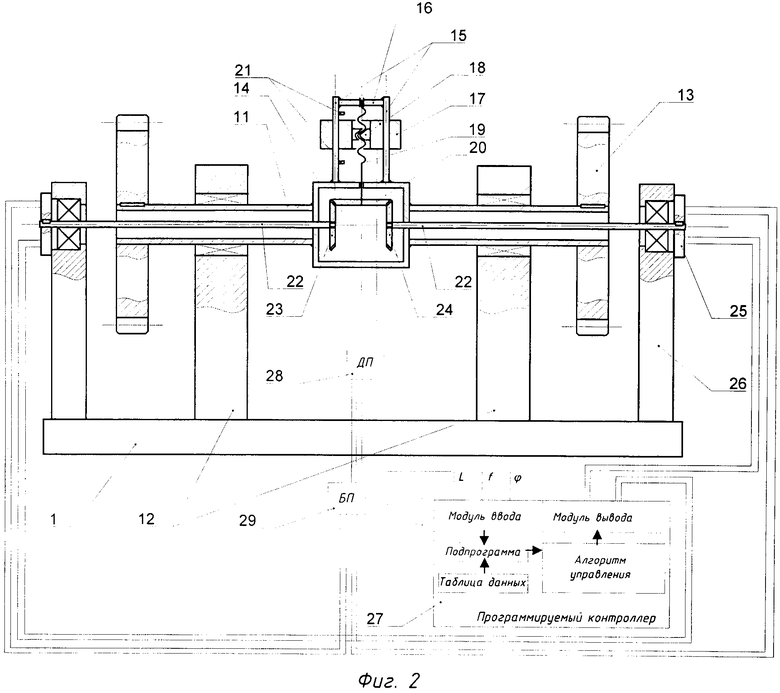
Способ автоматического подавления вибрации помольно-смесительного агрегата, заключающийся в сборе и анализе информации о величине вибрации с помощью программируемого контроллера, осуществляющего трехпозиционное регулирование с фиксированными позициями, в соответствии с которым происходит включение одной из двух электромагнитных муфт и перемещение дополнительного противовеса в направлении, зависящем от управляющего воздействия, отличающийся тем, что способ осуществляют по разомкнутому принципу, причем программируемый контроллер реализует трехпозиционное регулирование с адаптацией крайних позиций, при этом средняя позиция является фиксированной и настроенной под нагрузку, в случае выбега регулируемой величины за пределы заданной зоны нечувствительности для недействующей крайней позиции в текущий момент осуществляют изменение в сторону средней позиции, для реализации значений крайних позиций генерируют управляющие воздействия в виде ШИМ-импульсов различной скважности, подаваемых после усиления на первую или вторую электромагнитные муфты, причем генерирование осуществляют до обеспечения заданных пороговых значений, при достижении которых генерация управляющих ШИМ-импульсов остается постоянной, при нахождении регулируемой величины в зоне нечувствительности генерирование управляющих ШИМ-импульсов не осуществляют.
| ПОМОЛЬНО-СМЕСИТЕЛЬНЫЙ АГРЕГАТ С АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКОЙ | 2012 |
|
RU2494813C1 |

