Изобретение относится к области общего и специального тяжелого машиностроения и может использоваться во всех областях промышленного производства для обеспечения обработки посадочных поверхностей под подшипники в корпусах редукторов.
Особенностью редукторов движительно-рулевых колонок (ДРК), применяемых на судах различного назначения, является наличие конической зубчатой передачи. Срок службы такой пары зубчатого зацепления зависит от точности расположения осей входного и выходного валов. Оси входного и выходного валов должны располагаться строго перпендикулярно друг другу и пересекаться, в этом случае происходит наименее интенсивный и наиболее равномерный износ поверхностей зубьев. На практике оси входного и выходного валов всегда располагаются не перпендикулярно и не пересекаются, а от величины отклонения от перпендикулярности и пересечения осей зависят характер и интенсивность износа зубьев, а также срок службы зубчатой пары. На перпендикулярность и пересечение осей входного и выходного валов влияет точность изготовления и точность расположения посадочных поверхностей под подшипники валов. Посадочные поверхности в корпусах редукторов ДРК получают методом растачивания на универсальных расточных станках. Особенностью конструкции корпусов редукторов ДРК с конической зубчатой передачей является значительное (более двух метров) расстояние L между соосными посадочными поверхностями подшипников входного вала.
На фиг.1 изображён в разрезе корпус редуктора ДРК. В корпусе 1 редуктора входной вал 2 зацепляется с выходным валом 3 через коническую зубчатую пару 4, подшипники 5 и 6 входного вала 2 установлены в посадочные поверхности 7 и 8 соответственно. Точность посадочных поверхностей 7 и 8 выполнена по 7-му квалитету, шероховатость - Ra 1,6, не пересечение и не перпендикулярность осей входного и выходного валов до 0,05 мм.
Задачей, решённой заявляемым изобретением, является разработка способа механической обработки двух посадочных поверхностей под подшипники валов корпуса редуктора движительно-рулевой колонки, обеспечивающего точность пространственного расположения осей посадочных поверхностей, точность самих поверхностей и качество их обработки (шероховатости).
Сущность заявляемого изобретения состоит в том, что выполняют механическую обработку посадочных поверхностей с применением станочной угловой головки с минимальным (менее одного метра) вылетом инструмента, поворачивая её на 180° для возможности обработки с двух сторон. При этом уменьшение длины вылета шпинделя позволяет:
- уменьшить отклонение от не пересечения осей более чем в 2 раза, так как величина отклонения пропорциональна длине вылета;
- повысить жёсткость системы станок-шпиндель-инструмент-деталь и получить требуемую точность обрабатываемой поверхности и её шероховатость.
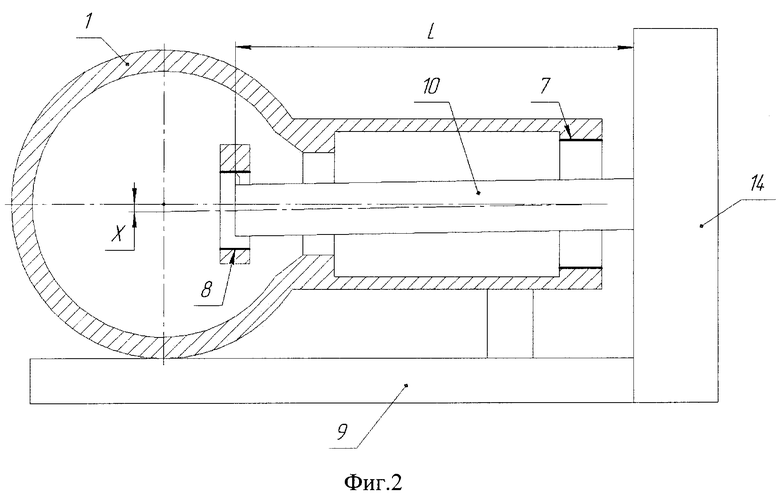
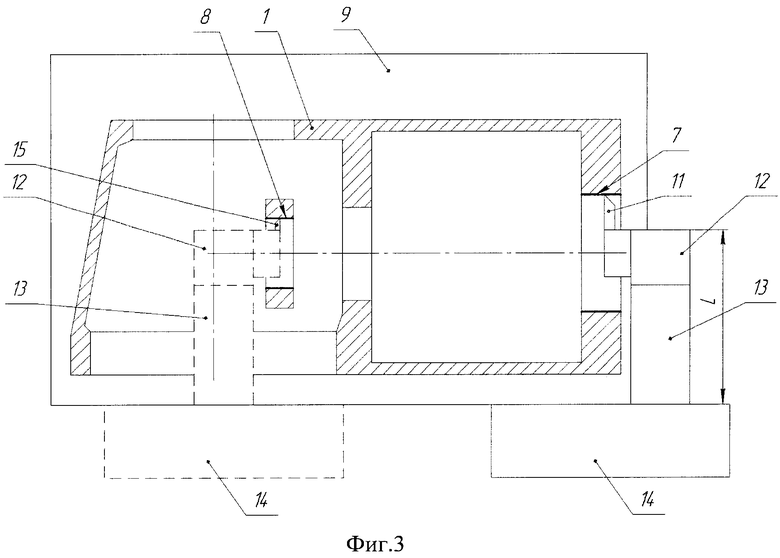
Способ механической обработки двух посадочных поверхностей под подшипники валов корпуса редуктора ДРК показан на фиг.2 и 3 и осуществляется следующим образом. Корпус 1 редуктора закрепляют на столе 9 станка. Посадочную поверхность 7 обрабатывают резцом 11, закреплённым в станочной угловой головке 12, установленной в пиноли 13 вертикальной колонны 14. После обработки перемещают вертикальную колонну 14, поворачивают станочную угловую головку 12 на 180° без изменения положения по вертикали и обрабатывают резцом 15 посадочную поверхность 8.
Предлагаемый способ механической обработки двух посадочных поверхностей под подшипники валов корпуса редуктора ДРК с применением станочной угловой головки с минимальным (менее одного метра) вылетом инструмента даёт положительный эффект и имеет изобретательский уровень, так как совокупность существенных признаков изобретения приводит к новому техническому результату - уменьшению отклонения от не пересечения осей валов редуктора более чем в 2 раза, повышению точности обрабатываемых посадочных поверхностей и улучшению их шероховатости и, как следствие всех этих факторов, увеличению срока службы зубчатой пары зацепления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВИЖИТЕЛЬНО-РУЛЕВОЙ КОМПЛЕКС | 2008 |
|
RU2374126C1 |
| ДВИЖИТЕЛЬНО-РУЛЕВАЯ КОЛОНКА | 2013 |
|
RU2554506C2 |
| Способ испытаний судовых движительных комплексов и стенд для его осуществления | 2023 |
|
RU2817909C1 |
| СУДОВОЙ ДВИЖИТЕЛЬНО-РУЛЕВОЙ КОМПЛЕКС | 2000 |
|
RU2172276C1 |
| ДВИЖИТЕЛЬНО-РУЛЕВАЯ КОЛОНКА СО ВСТРОЕННОЙ СИСТЕМОЙ КОМПЛЕКСНОГО МОНИТОРИНГА | 2016 |
|
RU2648547C1 |
| Движительно-рулевой комплекс | 1979 |
|
SU839851A1 |
| СУДОВОЙ ДВИЖИТЕЛЬНО-РУЛЕВОЙ КОМПЛЕКС | 2004 |
|
RU2276040C1 |
| СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ ОБРАБОТКОЙ ВАЛОПРОВОДОВ ДВИЖИТЕЛЬНО-РУЛЕВЫХ КОЛОНОК | 2013 |
|
RU2510665C1 |
| СУДОВОЙ ДВИЖИТЕЛЬНО-РУЛЕВОЙ КОМПЛЕКС | 2000 |
|
RU2182099C1 |
| Движительно-рулевой комплекс | 1987 |
|
SU1539140A1 |
Изобретение относится к области общего и специального тяжелого машиностроения и может использоваться во всех областях промышленного производства для обеспечения обработки посадочных поверхностей под подшипники в корпусах редукторов. Предлагаемый способ позволяет повысить точность расположения обработанных посадочных поверхностей под подшипники, а именно перпендикулярность и пересечение осей, и, как следствие, продлить срок службы зубчатой пары зацепления, выполняя механическую обработку с двух сторон, повернув угловую головку на 180°. 3 ил.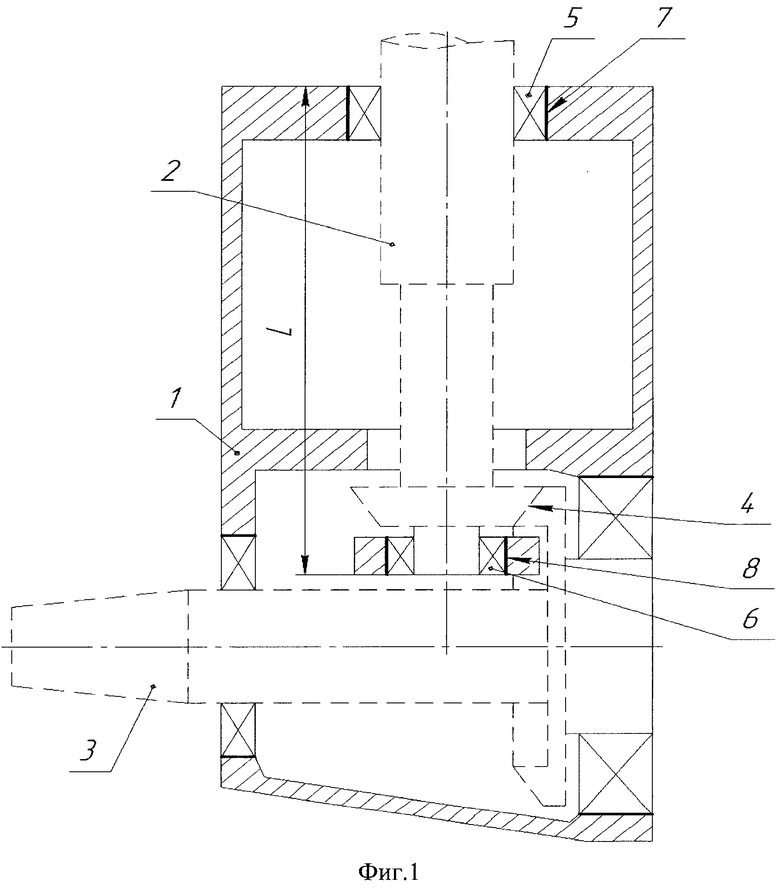
Способ механической обработки двух посадочных поверхностей под подшипники валов корпуса редуктора движительно-рулевой колонки, характеризующийся тем, что используют станок с вертикальной колонной, при этом механическую обработку осуществляют с двух сторон посредством станочной угловой головки с минимальным вылетом инструмента менее одного метра, при этом в начале обрабатывают первую посадочную поверхность, затем перемещают вертикальную колонну станка для обработки второй посадочной поверхности без изменения положения шпинделя станка по вертикали, осуществляют поворот станочной угловой головки на 180° и производят обработку второй поверхности.
| Способ растачивания корпусных деталей | 1974 |
|
SU471953A1 |
| Угловая головка | 1976 |
|
SU596386A1 |
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
| Устройство для опрессовки обсадных колонн в скважине | 1981 |
|
SU1035192A1 |

