ПРИОРИТЕТНОЕ ТРЕБОВАНИЕ
[0001] Данная заявка претендует на приоритет по ранее представленной заявке предварительного описания изобретения в США с названием «Геометрия кромки спиц диска для бескамерных шин», сер. №61/379,351, которая была подана 1 сентября 2010 года и включена здесь для использования во всех целях.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0002] Настоящее изобретение представляет собой усовершенствованную геометрию кромки спиц диска для бескамерных или гибридных шин, которые менее склонны к изнашиванию при эксплуатации. Настоящее изобретение также предоставляет вариант изготовления подобной геометрии в отливной форме. В частности, геометрия кромки спиц диска выполнена с сокращенным поперечным сечением, что снижает местное напряжение при изгибе и позволяет получить уникальную конструкцию литьевой формы, которая изменяет расположение и направление потенциального заусенца, а также снижает другие потенциальные недопрессовки в случае, если жидкость, такая как полиуретан, заливается во впадины формы для образования спицы. Такое изменение приводит к снижению вероятности концентрации напряжения, образующегося на кромке спицы, что увеличивает износоустойчивость шины.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
[0003] Рассматриваются бескамерные шины или шины со структурными креплениями. Например, патент США №7,201,194, одновременно принадлежащий заявителю на данное изобретение, относится к упругим шинам со структурными креплениями, которые удерживают нагрузку при отсутствии внутреннего давления воздуха. Содержание данного патента включено посредством ссылки. В примере осуществления изобретения данная бескамерная шина включает наружную кольцевую полосу скольжения и множество соединительных спиц, которые проходят в поперечном направлении и радиально внутрь с кольцевой полосы и закрепляются в колесе или ступице. В некоторых примерах осуществления изобретения наружная кольцевая полоса скольжения может включать также сдвиговый слой, по крайней мере первая мембрана прикрепляется по внутреннему радиусу сдвигового слоя, а вторая мембрана - по внешнему радиусу сдвигового слоя. В дополнение к возможности функционирования без требуемого давления заполнения, изобретение по патенту США №7,201,194 также обеспечивает преимущества, которые включают более равномерное контактное давление на грунт по всей длине контактной поверхности. Следовательно, такая шина имитирует функции пневматической шины.
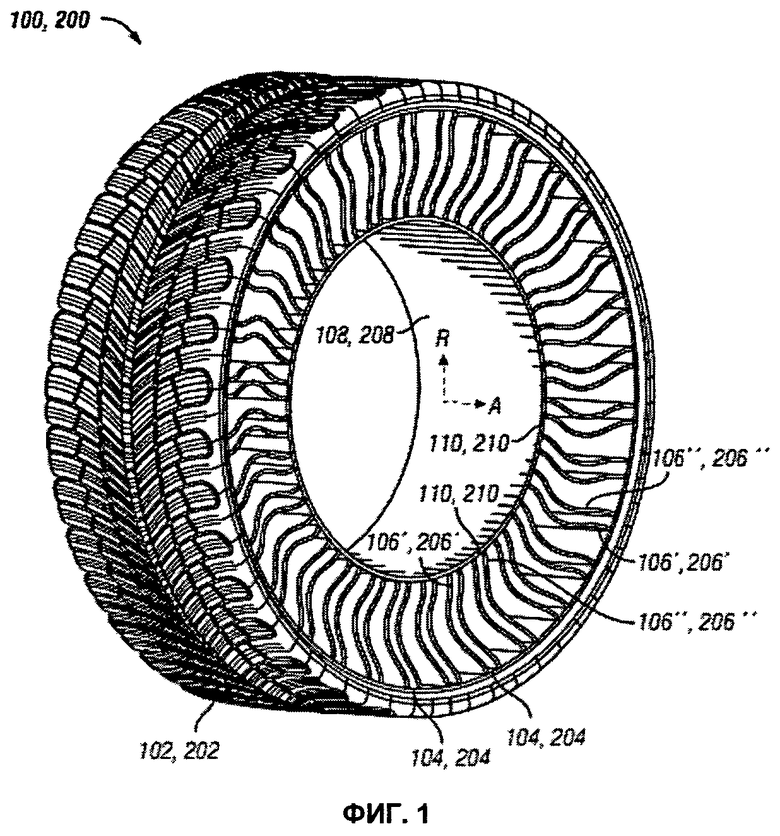
[0004] На фигуре 1 показана такая шина с определением радиального R и осевого А направлений. Для информации, все позиционные обозначения в пределах первой сотни 100, используемые здесь, относятся к предыдущему типу шин, дизайну спиц и формы, тогда как все используемые позиционные значения от двухсот 200 относятся к новым модифицированным шинам, дизайну спиц и форм согласно осуществлению данного изобретения. Шина 100, 200 имеет протектор 102, 202, соединенный с наружной поверхностью 104, 204 спиц 106, 206, которые последовательно соединяются со ступицей или колесом 108, 208 своей внутренней стороной 110, 210 известными способами. Для модификации шины 100, 200, которая показана, спицы 106, 206 формируются путем заливания полиуретановой жидкости в пресс-форму для ротационного формирования, где жидкость впоследствии вулканизируется или затвердевает. Можно также увидеть, что спицы 106, 206 расположены парами, а отдельные спицы 106', 106", 206', 206" внутри каждой пары находятся на соответствующем расстоянии друг от друга, а каждая пара находится на определенном расстоянии от соседней пары по всей окружности шины. Пространство внутри каждой пары и расстояние между каждой соседней парой необязательно должны быть одинаковыми.
[0005] Как указано в кратком обзоре и в столбце 2, строки 28-41 патента '194, спицы 106, 206 поддерживают шину 100, 200 при давлении на верх шины 100, 200, но не при сжатии внизу шины 100. Вместо этого спицы 106, 206 легко сжимаются или сгибаются внизу шины рядом с пятном контакта, которое находится там, где протектор 102, 202 шины соприкасается с дорогой. Это помогает шине имитировать пневматическую функцию поддержки пневматической шины. Как можно предположить, эти спицы 106, 206 в большой степени подвергаются циклическому напряжению в результате давления на сжатие, особенно если шина 100, 200 вращается на высокой скорости. Это создает риск усталостного разрушения спиц. Следовательно, износостойкость спиц 106, 206 и эксплуатационные характеристики шины 100, 200 существенно зависят от точности геометрии, с которой изготавливаются спицы 106, 206, а также от отсутствия какого-либо концентратора напряжений, который возникает в результате дефекта изготовления.
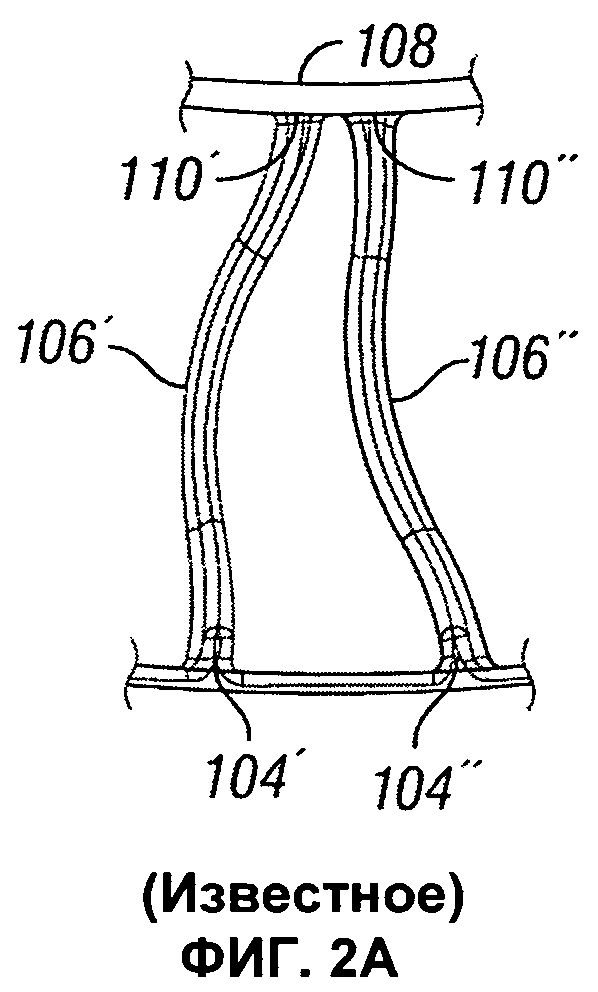
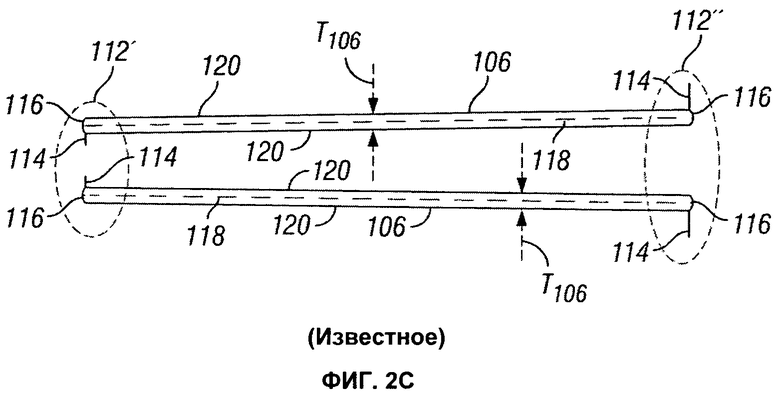
[0006] На фигурах 2А, 2B, и 2С показаны соответственно передняя, боковая проекции и вид в разрезе предыдущего дизайна спиц, которые были чувствительны к недопрессовке. Для четкости изображения протектор не указывается. Если обратить внимание на фигуру 2С, можно увидеть перекрестную форму спиц 106', 106". Отображена толщина спицы, T106, относительно равномерная при 4 мм, а также края 112', 112" спиц 106', 106", где часто во время процесса отлива встречаются заусенцы 114. Заусенец 114 расположен по краям 112', 112" спиц 106', 106", где для снижения напряжения был увеличен диаметр 116, когда спицы 106', 106" периодически претерпевают напряжение и сжатие при движении шины 100 по поверхности дороги под вертикальной нагрузкой. Причина, почему встречается этот заусенец и почему он располагается, как показано на чертеже, будет более полно рассмотрена позже. Поскольку поперечное сечение спиц 106', 106" строго прямое и неизогнутое, нейтральная ось или плоскость 118, вокруг которой сгибается каждая спица 106', 106", по существу, находится в средней плоскости спицы 106', 106", и изгибающий момент из прямой наружной поверхности 120 спицы 106', 106" на нейтральную плоскость 118 остается практически постоянным с каждого края спицы 106', 106".
[0007] В дополнение к заусенцу 114, способ, при помощи которого была создана форма, образующая эту геометрию, открывает возможность несоответствия одной стороны этой формы другой, это означает, что в дополнение к заусенцу 114, а иногда и вместо него, связанные края 116 спиц 106 не выравниваются четко с прямой наружной поверхностью 120 спицы 106, создавая небольшой выступ или угол на краю спицы 106. Это также может быть нежелательно по причинам, которые будут обсуждаться далее. Более подробное разъяснение понятия недопрессовки будет обсуждаться далее.
[0008] Тестирование этого дизайна спиц обнаружило тот факт, что любое из таких расположений заусенца 114 или несоответствие формы создают концентрацию напряжения, поскольку спица 106 периодически претерпевает напряжение и сжатие в процессе движения шины 100 по дорожному покрытию.
[0009] Подобные дефекты обработки потом приводят к появлению и размножению трещин, что может спровоцировать выпадение спицы 106, нежелательному ухудшению эксплуатационных качеств шины 100. Расположение таких дефектов менее чем оптимально, поскольку они образуются у краев 112 спиц 106, где они сгибаются, создавая высокое натяжение, что может спровоцировать начало образования трещин.
[0010] Направление заусенца 114 также менее чем оптимально, поскольку он расположен перпендикулярно или под углом к нейтральной плоскости изгиба 118 спицы 106, что означает, что создаваемая трещина имеет то же направление, в котором и существует тенденция образования трещин, поскольку наибольший размер заусенца - тот, который сгибается, создавая наивысший момент и наибольшую концентрацию напряжения в заусенце. Если говорить иными словами, заусенец ориентирован на наиболее жесткую геометриию в отношении изгиба спиц, делая их более восприимчивыми к растрескиванию, в результате чего спица становится более чувствительной к повреждениям 106.
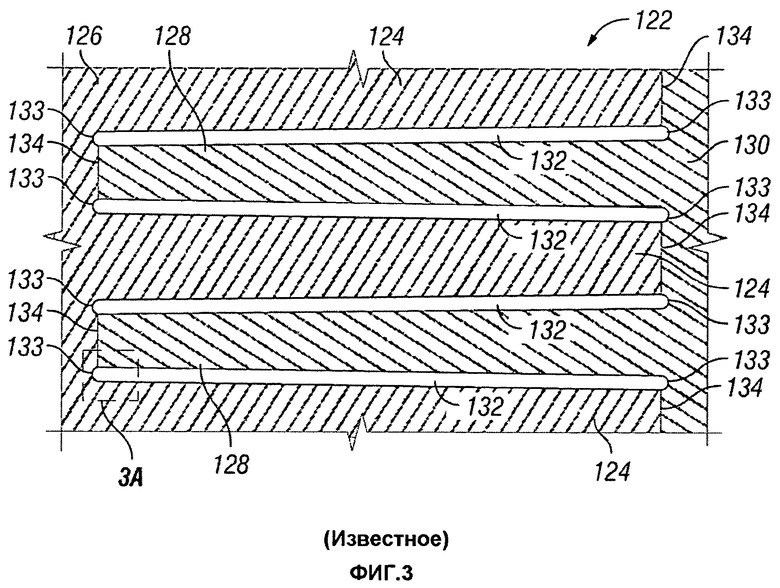
[0011] Обратимся к фигуре 3. На ней изображено общее представление о конструкции формы 122, которая отображала предыдущую геометрию спицы. Первый комплект стержней 124, которые выходят из первой половины формы 126 и переплетаются со вторым комплектом стержней 128, выходящих со второй половины формы 130, образуют основную часть поверхности полостей 132, что является негативным отображением спиц, которые формируются. Наклон каждого стержня составляет 0,25° с одной стороны, и это, вместе с переплетением стержней 124, 128, позволяет поддерживать постоянную толщину спиц, что помогает сохранять их прочность. Следует отметить, что эти стержни 124, 128 фактически установлены в кольцевую решетку в литьевой форме 122, а на этой фигуре показано их поперечное сечение, спроектированное на плоскость для простоты иллюстрации. Также общие характеристики литья, такие как вентиляция для соответствующего заполнения литья, допускают выход захваченного газа и выравнивание характеристик, таких как конические штифты для упрощения выравнивания литьевой формы для стержней 124, 128 и половинок литьевой формы 126, 130, пропущенных для большей наглядности. Также стержни показаны как сплошные удлинения половинок литьевых форм 126, 130, но на самом деле это часто отдельные вставки, удерживаемые в половинках литьевых форм 126, 130, которые легко можно заменить при повреждении стержня 124, 128.
[0012] Если более пристально рассматривать края 133 полостей 132, которые образуют кромки на спицах, можно увидеть, что они прилегают к плоским изолированным поверхностям 134, где стержень 124, 128, исходящий из одной половины формы 126, 130, соприкасается или почти соприкасается с другой половиной формы 126, 130. В результате подобной геометрии формы такая жидкость, как полиуретан, может просачиваться в такие места при образовании довольно большой щели за счет допуска при механической обработке или пригибания стержня при обработке формы и т.д. Это создает нежелательные заусенцы, которые ранее упоминались возле кромок спиц. Поскольку шов от формы проходит перпендикулярно к направлению разветвления стержней 124, 128, заусенец образуется практически под прямым углом к плоскости изгиба спиц, что нежелательно, как уже объяснялось ранее.
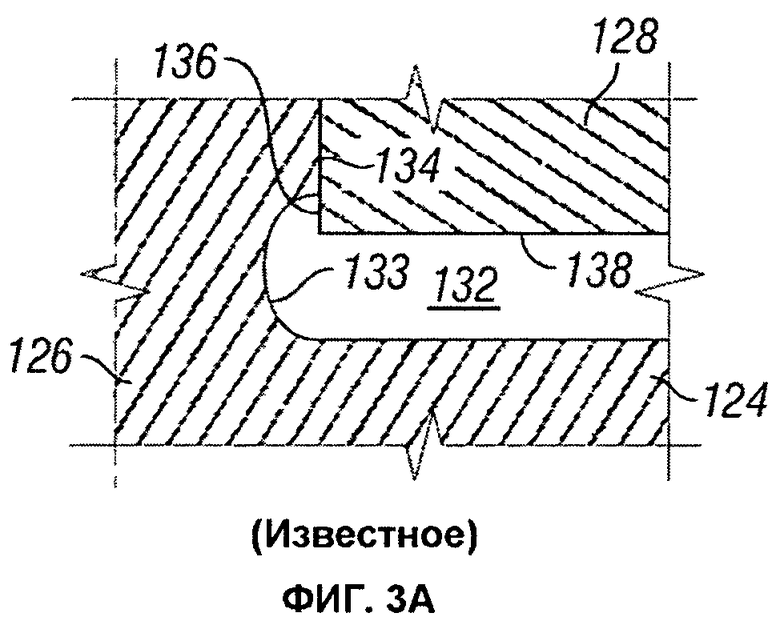
[0013] Далее рассматривается фигура 3A, которая представляет собой увеличенный вид закругленного по радиусу конца 133 полостей 132, где представлен пример несоответствия формы. Как показано, стержень 128 с трудом входит в полость 132, создавая выступ или угол 136, который образует в спице четкую геометрию выступа или угла. В этом случае либо неправильное расположение закругленного по радиусу конца 133 в результате погрешности изготовления, либо/и наложения допусков, и/либо стержень согнут, неправильно изготовлен и т.д., поэтому ровная поверхность 138 стержня 128 не касается закругленного по радиусу конца 133 полости 132, но смещена вниз относительно закругленного по радиусу конца полости, как показано на фигуре 3A. Иногда эта геометрия противоположна, и стержень 128 смещается вверх относительно закругленного по радиусу конца 133 полости 132, как показано на фигуре 3A. В любом случае, выступ 138, который образуется в результате несоответствия формы, также может создать концентрацию напряжения в нежелательном месте с нежелательным направлением, поскольку оно располагается на внешней поверхности у кромки спиц, перпендикулярно к естественной плоскости изгиба спицы. Таким образом, это также может вызвать трещины, которые способны привести к поломке спицы. Несоответствие формы может встречаться в любой полости, во всех полостях или же ни в одной из них в предварительных конструкциях формы, в зависимости от основных переменных, таких как отклонение стержня при обработке формы, ненадлежащей обработке, наложении допусков и т.д.
[0012] Соответственно, существует необходимость совершенствования дизайна спиц и формы для создания геометрии, которая бы ограничивала образование и изменения направления недопрессовок, таких как заусенцы и несоответствие формы возле кромок спиц. Также будет полезно пересмотреть геометрию кромки спиц для снижения натяжения и давления, которые встречаются в этой области.
Краткое изложение сущности изобретения
[0013] Согласно особенности данного изобретения шина состоит из протектора и спицы, которая имеет геометрию основного корпуса и геометрию свободной кромки, определяемую на осевом конце спицы, с сокращенным поперечным сечением, в сравнении с геометрией основного корпуса.
[0014] Иногда толщина геометрии основного корпуса составляет около 4 мм, однако она может изменяться в зависимости от конкретного применения.
[0015] Геометрия кромки спицы также может включать радиус конца спицы, имеющий значение приблизительно 1,5 мм. В некоторых случаях радиус находится только на одном конце спицы.
[0016] В некоторых осуществлениях сокращенное поперечное сечение геометрии кромки спицы включает часть плавного скоса.
[0017] В этом случае часть плавного скоса может образовать угол разделки кромок с геометрией основного корпуса приблизительно 11,8 градуса.
[0018] Геометрия кромки спицы также может включать радиус перехода между геометрией основного корпуса и скошенной частью со значением около 20 мм.
[0019] В дальнейших осуществлениях скошенная часть геометрии кромки спицы может составлять приблизительно 15 мм в ширину.
[0020] В других осуществлениях сокращенное поперечное сечение геометрии кромки может включать участок с уступом.
[0021] В этом случае толщина ступенчатого участка составляет приблизительно 2 мм.
[0022] Иногда ширина ступенчатого участка варьируется от 4 до 11 мм.
[0023] В других осуществлениях геометрия кромки спицы включает радиус перехода, имеющий значение около 1,5 мм.
[0024] Согласно другой особенности данного изобретения, шина состоит из протектора и спицы с геометрией свободной кромки спицы вдоль осевого удлинения спицы, которая имеет не менее одной стороны, на которой отсутствует переход, фаска или другая геометрия перехода у свободной кромки спиц(ы).
[0025] В этом случае геометрия кромки спицы также может иметь сокращенное поперечное сечение у кромки спицы.
[0026] В некоторых случаях у спицы есть нейтральная плоскость изгиба и заусенец, который находится на кромке спицы, большей частью направленный параллельно к упомянутой нейтральной плоскости изгиба.
[0027] Настоящее изобретение также включает форму для создания спицы для шины, которая состоит из первой половины формы и второй половины формы, полостей и телескопических стержней с угловой изолированной поверхностью, которые проходят через полости в половину формы и соприкасаются или почти соприкасаются с упомянутой половиной формы на угловой изолированной поверхности.
[0028] В некоторых случаях полости на конце имеют радиус с обратной стороны от полости, которая находится рядом с угловой изолированной поверхностью.
[0029] В других случаях впадины могут иметь угол литейного уклона, и изолированная поверхность может иметь тот же угол.
[0032] В других осуществлениях полости на конце могут иметь сокращенное поперечное сечение.
[0033] В любом случае, идеальным вариантом считается, если заусенец, который остался от формы, образующей спицы, находится практически параллельно к нейтральной плоскости изгиба спицы. «Практически параллельно» означает, что направление заусенца образовывает угол в 45 градусов или меньше с нейтральной плоскостью изгиба спицы в области, где находится заусенец. В некоторых случаях идеальным считается вариант, когда угол практически равняется нулю.
[0034] Дополнительные осуществления настоящего предмета, необязательно выраженные в итоговом разделе, могут включать и соединять сочетания различных видов характеристик, элементов или шагов, на которые существуют ссылки в упомянутых итоговых задачах, и/или другие характеристики, элементы или шаги, которые иначе обсуждались в данной заявке. Специалисты в данной области техники лучше оценят характеристики и аспекты подобных осуществлений и прочего, ознакомившись с оставшейся частью спецификации.
Краткое описание чертежей
[0035] Полное и достаточное раскрытие настоящего предмета обсуждения темы, в том числе его наилучшего варианта воплощения, понятное среднему специалисту, излагается в описании со ссылкой на прилагаемые фигуры чертежей в которых:
[0036] Фигура 1 является изображением бескамерной шины со спицами в перспективе.
[0037] Фигура 2А представляет вид спереди пары спиц первой геометрии, которая использовалась ранее в бескамерной шине с протектором, убранным для наглядности.
[0038] Фигура 2B представляет вид сбоку спиц фигуры 2А.
[0039] Фигура 2С представляет вид в разрезе спиц фигуры 2B вместе с линией 2С-2С.
[0040] Фигура 3 - это частичный вид в разрезе предыдущей конструкции отливной формы, используемой для образования геометрии спицы, показанной на фигурах с 2А по 2С, которые подвержены дефектам литья.
[0041] Фигура 3A представляет увеличенный вид конца полости литьевой формы Фигуры 3, которая образует спицу, для более четкой демонстрации несоответствия литьевой формы.
[0042] Фигура 4 - это частичный вид в разрезе новой конструкции литьевой формы в соответствии с осуществлением настоящего изобретения, которая формирует новую геометрию спицы в соответствии с другим осуществлением настоящего изобретения.
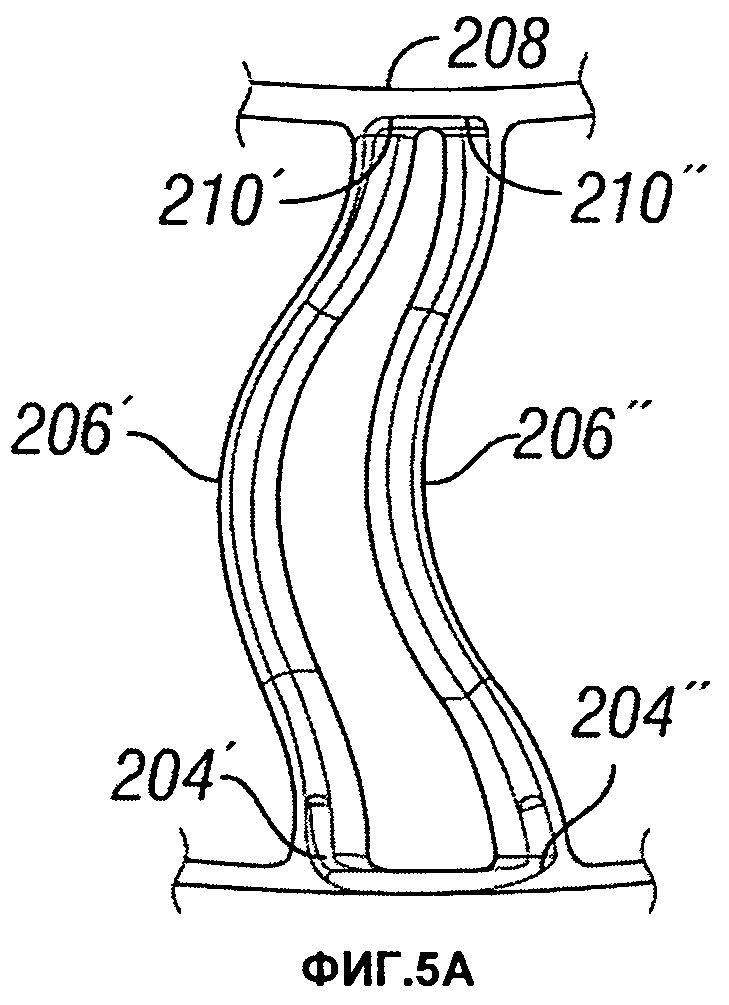
[0043] Фигура 5А представляет вид спереди пары спиц второй геометрии в соответствии с осуществлением настоящего изобретения, с протектором, убранным для наглядности.
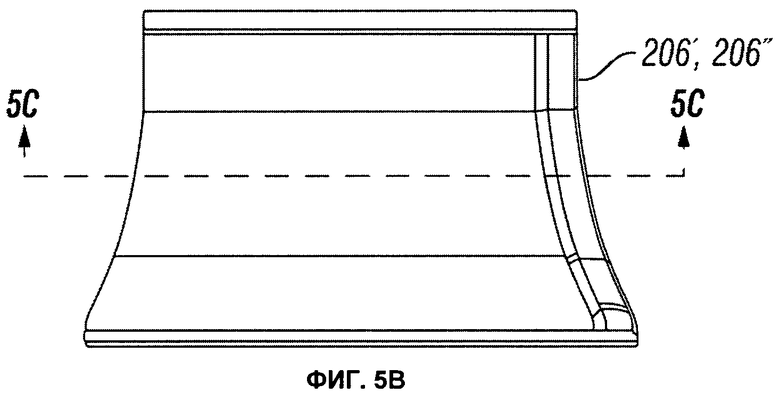
[0044] Фигура 5B представляет вид сбоку спиц фигуры 5А.
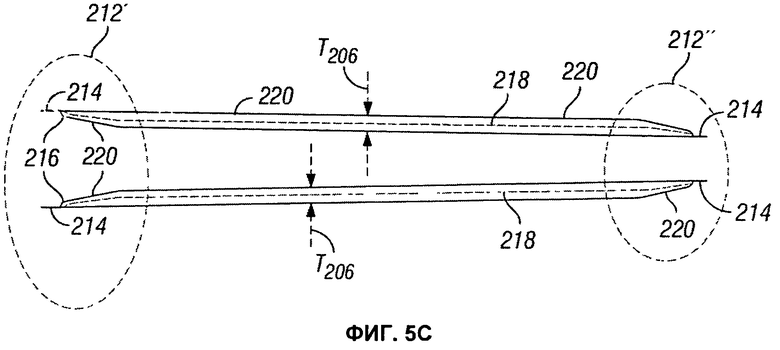
[0045] Фигура 5С представляет вид в разрезе спиц фигуры 5B вместе с линией 5С-5С.
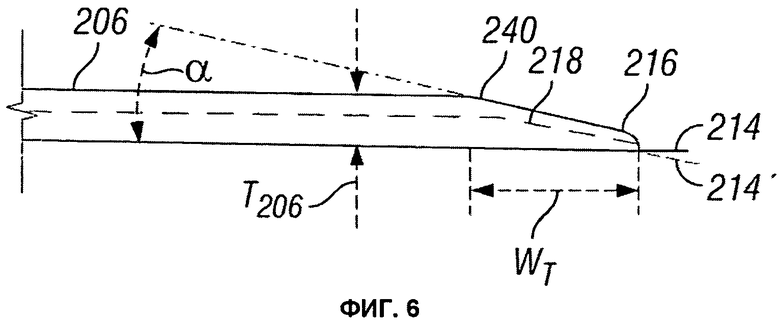
[0046] Фигура 6 представляет увеличенный вид кромки спиц, показанный на фигуре 5С с параметрами геометрии спицы.
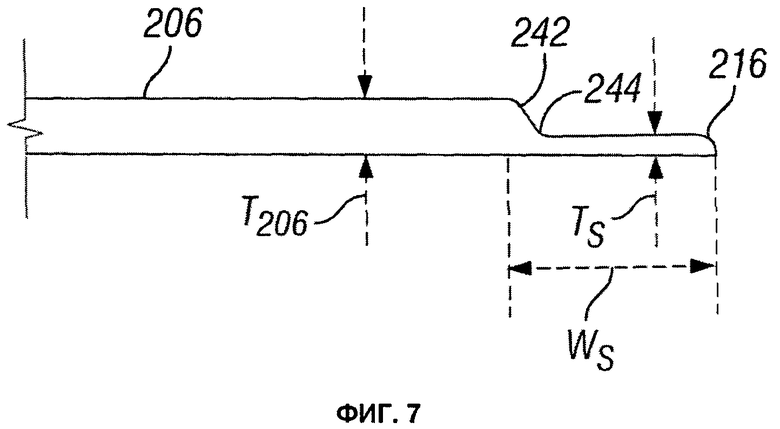
[0047] Фигура 7 - это увеличенный вид кромки спиц в соответствии с измененным осуществлением настоящего изобретения.
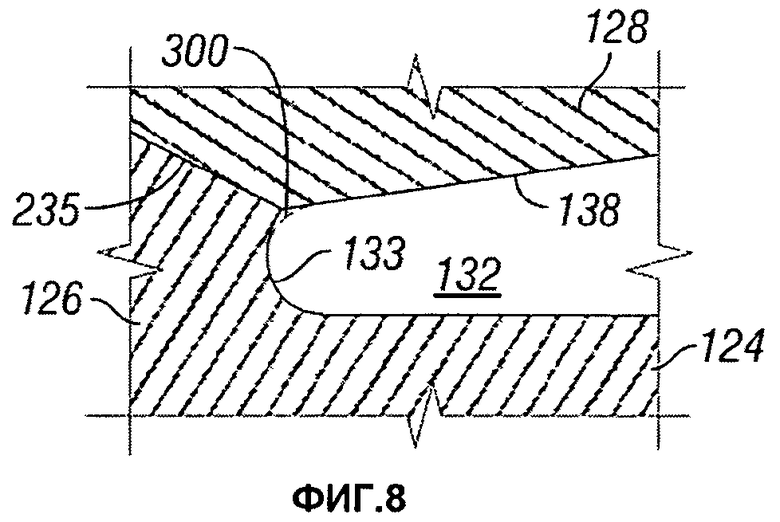
[0048] Фигура 8 представляет увеличенный вид конца полости, которая использует отсечение под углом и сокращение конца без спицы для изменения ориентации заусенца и предотвращения неисправности спицы.
Подробное описание частных случаев осуществления
[0049] Теперь будет осуществляться подробная ссылка на осуществления изобретения, один или несколько примеров которых проиллюстрированы в чертежах. Каждый пример предоставлен в виде объяснения изобретения и не предназначен для ограничения изобретения. Например, характеристики, проиллюстрированные и описанные как часть одного осуществления, можно использовать с другим осуществлением для получения третьего варианта осуществления. Настоящее осуществление должно включать эти и прочие модификации и вариации. Следует отметить, что в целях обсуждения только часть примеров осуществления шин может быть отображена на одной или нескольких фигурах. Номера ссылки используются в чертежах, исключительно чтобы помочь читателю идентифицировать различные элементы и не вводят никаких ограничительных различий между осуществлениями. Общая и подобная нумерация для одного осуществления указывает подобный элемент в других осуществлениях.
[0050] Учитывая тенденцию предыдущих конструкций литейных форм к образованию дефектов литья, авторы предыдущих изобретений продолжали изменять конструкцию литейной формы и геометрию спицы так, чтобы спицы не портились из-за дефектов литья. На фигуре 4 показано одно разработанное осуществление литьевого решения.
[0051] Новая разработка литьевой формы 222 во многом аналогична предыдущему дизайну литьевой формы и состоит из первого комплекта телескопических стержней 224, которые проходят от первой половины литья 226 и соединяются со вторым комплектом телескопических стержней 228, проходящим от второй половины литья 230, формирующим большую часть площади поверхности полостей 232, что является негативным изображением спиц и формой спиц. Эти стержни 224, 228 называются телескопическими, поскольку они проходят полости 232 и входят в противоположную половину литьевой формы 226, 230. У каждого стержня уклон 0,25° на стороне, и это в связи с взаимосвязью стержней 224, 228 позволяет спицам поддерживать практически постоянную толщину, что помогает сохранять прочность спиц. Снова, следует отметить, что эти стержни 224, 228 фактически установлены в кольцевую решетку в литьевой форме 222, а на этой фигуре показано их поперечное сечение, спроектированное на плоскость для простоты иллюстрации. Также общие характеристики литья, такие как вентиляция для соответствующего заполнения литья, допускают выход захваченного газа и выравнивание характеристик, таких как конические штифты для упрощения выравнивания литьевой формы для стержней 224, 228 и половинок литьевой формы 226, 230, пропущенных для большей наглядности. Также стержни показаны как сплошные удлинения половинок литьевых форм 226, 230, но на самом деле это часто отдельные вставки, удерживаемые в половинках литьевых форм 226, 230, которые легко можно заменить при повреждении стержня 224, 228.
[0052] Присматриваясь к концам 233 полостей 232 и концам телескопических стержней 224, 228, можно увидеть, что новая конструкция включает изолируемые под углом поверхности 235, обнаруживаемые сразу же после концов 233 полостей 232, которые завершаются в плоских изолированных поверхностях 234, соприкасающихся или практически соприкасающихся с противоположной половиной литьевой формы 226, 230. Для этого конкретного осуществления угловые изолированные поверхности 235 параллельны остальному наклону стержня 224, 228, но могут быть изменены при желании, как будет описано ниже. Также плоские изолированные поверхности 234 показаны линия в линию или совпадающими между стержнями 224, 228 и половинками литьевой формы 226, 230, но это не обязательно так.
[0053] Небольшой зазор можно обеспечить в этом участке, чтобы убедиться, что общая длина стержня 224, 228 не ограничивает проникновение стержня в противоположную половину литьевой формы 226, 230, что способствует контакту угловых изолированных поверхностей 235 между каждым стержнем 224, 228 и половиной литьевой формы 226, 230. Это помогает предотвратить протекание жидкости, например, полиуретана, в трещину, если образуется довольно большой зазор из-за допуска на механическую обработку, отклонение стержня из-за условий обработки литьевой формы и т.д. Как было описано ранее, такой зазор создает нежелательный заусенец, который ранее описывался возле кромки спиц. Также, поскольку разделительная линия в этих участках главным образом параллельна направлению удлинения стержней 224, 228, всякий заусенец будет практически параллельным объему плоскости изгиба спиц, что более желательно, чем ориентация, созданная предыдущей конструкцией литьевой формы, что будет подробнее объяснено позже.
[0054] Этот конкретный случай осуществления очень успешный относительно устранения несоответствия литьевой формы, поскольку стержни 224, 228 проходят через концы полостей 232, делая несоответствие практически невозможным. Это действительно, поскольку прямая поверхность 238 стержней 224, 228 вынуждена быть касательной к концу 233 полостей 232, поскольку она является частью одной и той же поверхности, которая образует угловую изолированную поверхность 235.
[0055] Обращаясь теперь к фигурам 5А, 5B, и 5С, на них можно увидеть соответственно переднюю, боковую проекции и вид в разрезе спиц, которые были созданы полостями только что описанного литья. Для четкости изображения протектор не указывается. Если обратить внимание на фигуру 5С, можно увидеть перекрестную форму спиц 206', 206". Отображена толщина основной части спицы, Т206, относительно равномерная при 4 мм, а также края 212', 212" спиц 206', 206", где часто во время процесса отлива встречаются заусенцы 214. Заусенец 214 расположен по краям 212', 212" спиц 206', 206", где для снижения напряжения был увеличен частично радиус 216, когда спицы 206', 206" периодически проходят напряжение и сжатие при движении шины 200 по поверхности дороги под вертикальной нагрузкой. Поскольку поперечное сечение спиц 206', 206" имеет предварительно определенную конусную форму возле кромки спиц, расстояние от нейтральной оси или плоскости 218, вокруг которой каждая спица 206', 206" изгибается к внешней поверхности 220 спицы 206', 206" уменьшено, сокращая напряжение и деформацию локально, а также вероятность неисправности спицы. Также расположение всякого заусенца 214 считается практически на нейтральной плоскости 218, уменьшая изгибающий момент и напряжение, там где обнаружен заусенец, и далее сокращая возможность усталостного разрушения в этом месте. Точная геометрия участков плавного перехода кромки будет описана далее.
[0056] Теперь ориентация всякого заусенца 214 в основном параллельна основной части оси или плоскости изгиба 218 спицы 206, в результате чего образование трещин менее вероятно по сравнению с предыдущей конструкцией спиц и литейной формы, поскольку самая тонкая часть заусенца изогнута, т.е. изгибающий момент и связанное напряжение изгиба, которому подвергается заусениц, сведено к минимуму. Иными словами, заусенец теперь расположен в самой податливой геометрии относительно изгиба спиц, что делает его менее подверженным трещинам. Впрочем, потенциальный заусенец 214 может быть слегка наклонным к плоскости изгиба 218 возле кромки 212 спицы в связи с конусом, который может изменять путь плоскости изгиба, как показано на фигурах 5С и 6. Поэтому рассматривается, что небольшие корректировки изолированной поверхности могут быть выполнены, чтобы ориентация заусенца к плоскости изгиба 218 была более параллельной возле кромки спицы 206. В результате возможно изменение ориентации заусенца 214', как показано на Фигуре 6. Конечно, это может вести за собой компромисс между оптимизацией ориентации заусенца и предотвращением несовпадения литьевой формы, поскольку изменения отсечного угла означает, что перемещение геометрии будет находиться в стержне формы, и если перемещение не совпадет идеально с положение конца полости, небольшой выступ или угол может образоваться, как было в случае с предыдущим дизайном литьевой формы (см. Фигуру 3A). Другим преимуществом изменения отсечного угла литьевой формы является то, что используя больший угол можно уменьшить количество износа на стержне формы или противоположной половине формы, на которой отсекается стержень литья, сокращая необходимое количество обслуживания литьевой формы.
[0057] На примере Фигуры 6 описана специфическая геометрия кромки спицы в этом осуществлении настоящего изобретения. У основной части спицы 206 толщина, Т206, примерно 4 мм. Конусная секция образует угол разделки кромок, α, с краем спицы приблизительно 11,8°. Имеется переходный радиус 240, где конус встречает основную часть спицы, его значение примерно 20 мм. Ширина, WT, плавного волновидного перехода приблизительно 15 мм, а значение частичного радиуса 216 на кромке спицы приблизительно 1,5 мм. Эти значения являются только одним примером, и параметры можно отрегулировать в зависимости от применения шины, литьевой формы или спицы. Причина того, что здесь рассматривается только частичный радиус в отличие от полного радиуса в предыдущей конструкции литьевой формы, в том, что добавление полного радиуса невозможно при использовании отсечения под углом, образованного телескопическим стержнем, поскольку для этого потребовалось бы наличие отливной кромки в форме, которая со временем бы ломалась и вызывала проблемы литья, а также возможные дефекты на спицах.
[0058] На фигуре 7 показан вариант профиля спицы, в котором используется постепенное уменьшение в поперечном сечении спицы, а не плавного волновидного перехода. Для этой версии спицы 206, толщина основной спицы, Т206, которая составляет приблизительно 4 мм, сокращена на толщину уступа, TS, приблизительно 2 мм. Ширина секции этапа, WS, может быть в диапазоне от 4 до 11 мм. Наконец, имеется серия переходных радиусов 242, 244 между секцией этапа и основными секциями спицы, а также частичным радиусом 216 на кромке спицы. Значение всех этих радиусов может быть приблизительно 1,5 мм. Эти значения являются только одним примером, и параметры можно регулировать в зависимости от применения шины, формы или спицы. Это осуществление представляет такие же преимущества, как показанное на фигуре 6.
[0059] Следует отметить, что настоящее изобретение также включает другую геометрию спицы, не раскрытую или полностью описанную здесь. Например, как показано на фигуре 8, возможно не уменьшать толщину спицы возле кромки спицы, а спицу аналогично оригинальной конструкции спицы можно отливать с использованием телескопических стержней 128 минус порция 300 радиуса кромки спицы, непосредственной угловой изолированной поверхности 235 для предотвращения образования отливной кромки в форме. Как можно представить, при добавлении условного участка 300 к половине литьевой формы 126 может создаться отливная кромка, которая быстро отломается. Иными словами, при изменении положения и/или ориентации заусенца, а также смягчении несоответствия литьевой формы можно избежать дефекта спицы, и это может рассматриваться достаточным для применения настоящего изобретения на практике. С другой стороны, сокращение поперечного сечения кромки спицы само по себе может быть достаточным, чтобы предотвратить дефект спицы, и считается также достаточным, чтобы применить настоящее изобретение на практике. Во многих ситуациях оба метода можно применять одновременно.
[0060] В заключение, следует понять, что настоящее изобретение включает различные модификации, которые можно выполнить в примерах осуществления, описанных здесь, что входит в объем настоящего изобретения, как определено прилагаемой формулой изобретения. Например, в конкретных приведенных примерах используется полиуретан, но рассматривается возможность использования других термореактивных и термопластических материалов. Кроме того, описываемая здесь форма литья была пресс-формой для ротационного формования, но другие формы или методы литья можно использовать тоже, например литье под давлением. Аналогично, настоящее изобретение можно применять к любой шине со спицами, независимо от использования в ней внутреннего газа. Эти и прочие осуществления входят в сущность и объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПИЦА ДЛЯ ШИНЫ С ОПТИМИЗИРОВАННОЙ ТОЛЩИНОЙ ДЛЯ ПОВЫШЕННОЙ ДОЛГОВЕЧНОСТИ | 2013 |
|
RU2570518C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ БЕЗВОЗДУШНОЙ ШИНЫ | 2011 |
|
RU2540604C1 |
| СИСТЕМА ДЛЯ ЗАМЕНЫ КАНАВОЧНЫХ ПЛАСТИНОК ДЛЯ ФОРМОВАНИЯ ИЛИ ВОССТАНОВЛЕНИЯ ШИН | 2009 |
|
RU2472618C1 |
| УПРУГОДЕФОРМИРУЕМОЕ КОЛЕСО | 2004 |
|
RU2347684C2 |
| ПЛОСКАЯ ПРЕСС-ФОРМА СО СЛОЖНЫМ КОНТУРОМ | 2008 |
|
RU2457950C1 |
| ШИНА С ПРОТЕКТОРОМ, ИМЕЮЩИМ УЛУЧШЕННОЕ СЦЕПЛЕНИЕ СО СНЕГОМ И С СУХИМ ДОРОЖНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2561149C1 |
| СТРУКТУРНО НЕСУЩАЯ ШИНА, А ТАКЖЕ СПОСОБ ОПРЕДЕЛЕНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ ПЕРЕМЫЧКИ-СПИЦЫ ДЛЯ ТАКОЙ ШИНЫ | 2005 |
|
RU2372209C2 |
| НЕПНЕВМАТИЧЕСКАЯ ШИНА | 2001 |
|
RU2269425C2 |
| СПОСОБ УПРАВЛЕНИЯ ОБЪЕМОМ ИЗДЕЛИЯ В ПРЕСС-ФОРМЕ ПОСТОЯННОГО ОБЪЕМА | 2009 |
|
RU2510884C2 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ДОРОЖКИ ПРОТЕКТОРА ШИНЫ | 2011 |
|
RU2502609C1 |
Изобретение относится к конструкции спиц для бескамерных или гибридных шин, предназначенных для транспортных средств. Площадь поперечного сечения свободной кромки на осевом конце спицы уменьшена по сравнению с геометрией основного корпуса. Также раскрыта конструкция литьевой формы, которая изменяет расположение и направление потенциального заусенца, а также сокращает другие потенциальные недопрессовки в случае, если жидкость, такая как полиуретан, заливается во впадины формы для образования спицы. Технический результат - снижение вероятности концентрации напряжения, образующегося на кромке спицы, что увеличивает износоустойчивость шины и повышает усталостную прочность. 3 н. и 14 з.п. ф-лы, 8 ил.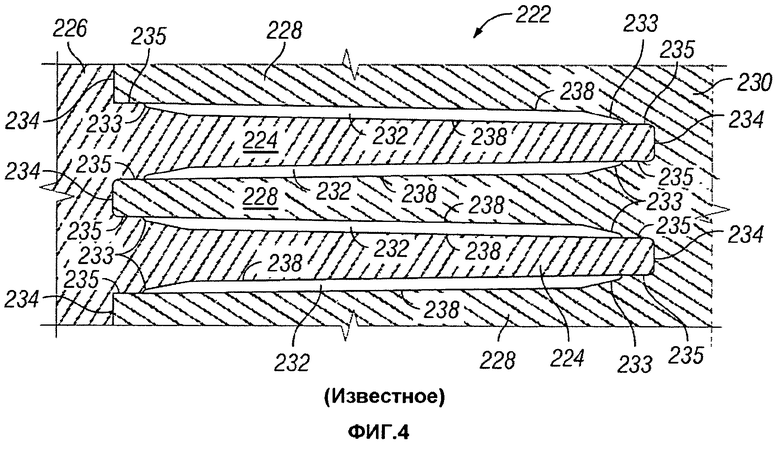
1. Шина, имеющая осевое направление и радиальное направление и содержащая протектор и спицы, причем спицы имеют геометрию основного корпуса и геометрию свободной кромки, обнаруживаемую на конце спицы в осевом направлении и имеющую уменьшенную площадь поперечного сечения по сравнению с геометрией основного корпуса.
2. Шина по п.1, в которой толщина геометрии основного корпуса спиц составляет приблизительно 4 мм.
3. Шина по п.2, в которой геометрия кромки спицы также включает радиус, расположенный на конце спицы, значение которого приблизительно 1,5 мм.
4. Шина по п.3, в которой указанный радиус имеется только на одной стороне по ширине спицы.
5. Шина по п.1, в которой уменьшенное поперечное сечение геометрии кромки спиц включает часть плавного скоса.
6. Шина по п.5, в которой скошенный участок образует угол разделки кромок с геометрией основного корпуса приблизительно 11,8 градусов.
7. Шина по п.6, дополнительно имеющая переходный радиус между геометрией основного корпуса и скошенной частью, значение которого составляет приблизительно 20 мм.
8. Шина по п.5, в которой ширина части плавного скоса геометрии кромки спиц составляет приблизительно 15 мм.
9. Шина по п.1, в которой уменьшенное поперечное сечение геометрии кромки включает часть уступа.
10. Шина по п.9, в которой толщина участка уступа спиц составляет приблизительно 2 мм.
11. Шина по п.10, в которой ширина участка уступа находится в диапазоне от 4 до 11 мм.
12. Шина по п.11, в которой геометрия кромки спиц дополнительно имеет переходные радиусы со значением, составляющим приблизительно 1,5 мм.
13. Шина, содержащая протектор и спицы, имеющие геометрию свободной кромки спиц вдоль осевой протяженности спиц, которая имеет, по меньшей мере, одну сторону без перехода, фаски или прочей переходной геометрии вблизи свободной кромки спиц, причем спицы имеют нейтральную плоскость изгиба, а также заусенец на кромке спиц, направленный по существу параллельно упомянутой нейтральной плоскости изгиба.
14. Шина по п.13, в которой геометрия кромки спиц дополнительно имеет участок с уменьшенным поперечным сечением вблизи кромки спиц.
15. Литьевая форма для образования спиц для шины, содержащая первую полуформу, вторую полуформу, полости и телескопические стержни с угловой изолированной поверхностью, которая проходит через полости в полуформу и соприкасается или практически соприкасается с указанной полуформой на указанной угловой изолированной поверхности.
16. Литьевая форма по п.15, в которой у полостей имеется скругление в их концевой части напротив стороны полости, приближенной к угловой изолированной плоскости.
17. Литьевая форма по п.15, в которой у полостей имеется угол конусности, и у изолированной поверхности имеется такой же угол.
| WO 2008036789 A2, 27.03.2008 | |||
| ЦИКЛОН ДЛЯ ОЧИСТКИ ГАЗА ОТ ПЫЛИ | 1972 |
|
SU423516A1 |
| FR 421228 А, 17.02.1911; | |||
| ВСЕСОЮЗНАЯ | 0 |
|
SU365216A1 |
| Способ извлечения фтора в виде фторида кальция из фторсодержащих растворов | 1986 |
|
SU1498711A1 |
| US 7201194 B2, 10.04.2007 | |||

