Изобретение относится к способам изготовления профилированных ферменных структур из волокнистого композиционного материала и может быть использовано для получения ферменных конструкций в авиационной и космической технике, например для изготовления нервюр сверхлегких летательных аппаратов.
Известен способ изготовления пустотелой аэродинамической конструкции из композиционных материалов (патент РФ на изобретение №2266847 C1 от 27.12.2005), при котором на нижнюю обшивку накладывают препрег в виде лент усиления в местах расположения продольных и поперечных элементов жесткости. При этом поперечный набор выполнен в виде ферменных нервюр, вставляемых в канавки трехгранных эластомерных вкладышей.
Недостатками данного технического решения являются необходимость использования сложной технологической оснастки, большая трудоемкость выкладки ферменной конструкции, наличие острых углов в зоне перегиба волокнистого материала, что снижает массовую эффективность изделия.
В патенте США №8074929 B1 от 13.12.2011 (прототип) описаны конструкция и способ изготовления композитной ферменной конструкции, включающей верхний и нижний хордовые элементы и соединяющие их перемычки, выполненные из волокнистого композиционного материала. Способ заключается в том, что выкладывают пропитанное эпоксидной смолой углеволокно в каналы формообразующей оснастки, причем пропитанное волокно проходит заранее определенное количество раз через каждый конструкционный элемент ферменной конструкции, и отверждают композитную ферменную конструкцию.
Недостатком данного технического решения является снижение массовой эффективности изделия за счет падения прочности волокнистого композиционного материала в зонах перехода от хордового элемента к перемычке, поскольку при укладке не исключаются перегибы волокон под углами менее 90°. Кроме того, выкладка материала с использованием острых углов является более трудоемкой.
Задачей изобретения является снижение трудоемкости изготовления профилированной ферменной конструкции из волокнистого композиционного материала и повышение массовой эффективности изделия.
Способ изготовления профилированной ферменной конструкции из волокнистого композиционного материала, включающей верхний и нижний обводы и соединяющие их стоечные элементы с усилениями в зоне соединения, заключается в том, что пропитанный связующим волокнистый материал выкладывают в канавки технологической оснастки, формирующие профилированную ферменную структуру, пропуская пропитанный связующим волокнистый материал расчетное количество раз через каждый конструкционный элемент ферменной конструкции, после чего пропитанный связующим волокнистый материал отверждают и извлекают из оснастки готовую деталь. При этом пропитанный связующим волокнистый материал выкладывают по маршрутам, исключающим образование острых углов при переходах материала из обвода к стоечному элементу и наоборот.
Выкладку целесообразно производить таким образом, что начало и конец маршрута пропитанного связующим волокнистого материала находятся в зоне минимальных нагрузок и/или максимальных усилений.
Усиления в зоне соединения стоечных элементов с верхним и нижним обводами и обводов между собой можно выкладывать из рубленного пропитанного связующим волокнистого материала.
Использование выкладки по маршрутам, исключающим перегибы волокнистого композиционного материала под острыми углами (менее 90°), позволяет снизить трудоемкость изготовления и повысить реализацию прочности материала в зоне соединений стоечных элементов с обводами, что повышает массовую эффективность изделия.
Размещение начала и конца маршрута выкладки волокнистого материала в зоне минимальных нагрузок и/или максимальных усилений увеличивает прочность соединения обводов со стоечными элементами и жесткость конструкции в целом, повышая ее массовую эффективность.
Выкладка усилений в зоне соединения стоечных элементов с верхним и нижним обводами и обводов между собой из рубленного пропитанного связующим волокнистого материала увеличивает прочность соединения обводов со стоечными элементами и жесткость детали в целом без использования косынок, повышая ее массовую эффективность.
Изобретение поясняется чертежами.
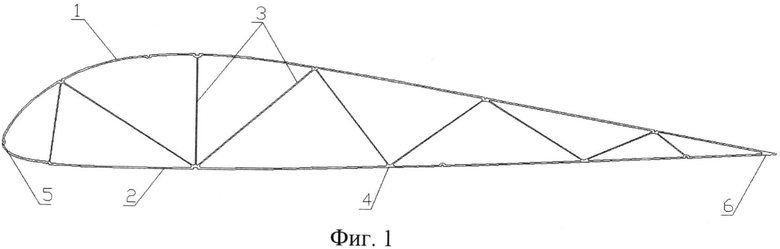
На фиг.1 представлена типовая нервюра с указанием основных элементов профилированной ферменной конструкции.
На фиг.2 показана схема разбивки профилированной ферменной конструкции на маршрутные точки.
На фиг.3 представлены маршруты выкладки пропитанного связующим волокнистого материала в канавки технологической оснастки.
На фиг.4 показана оснастка для выкладки пропитанного связующим волокнистого материала профилированной ферменной конструкции.
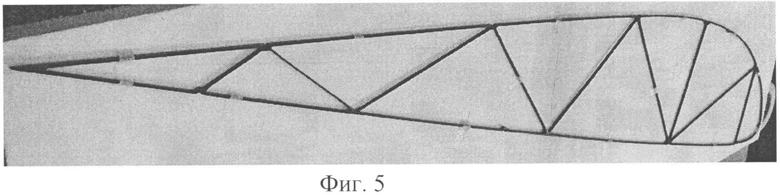
На фиг.5 представлена готовая профилированная ферменная конструкция.
Способ изготовления профилированной ферменной конструкции из волокнистого композиционного материала, включающей верхний 1 и нижний 2 обводами и соединяющие их стоечные элементы 3 с усилениями 4 в зоне соединения, заключается в том, что пропитанный связующим волокнистый материал выкладывают в канавки технологической оснастки, формирующие профилированную ферменную конструкцию, пропитанный связующим волокнистый материал пропускают расчетное количество раз через каждый конструкционный элемент ферменной конструкции, отверждают пропитанный волокнистый связующим материал и извлекают из оснастки готовую профилированную ферменную конструкцию, при этом пропитанный связующим волокнистый материал выкладывают в канавки технологической оснастки по маршрутам, исключающим образование острых углов (менее 90°) при переходах волокнистого материала из обводов 1, 2 к стоечным элементам 3 и наоборот. Кроме того, выкладку производят таким образом, что начало и конец маршрута волокнистого материала находится в зоне минимальных нагрузок и/или максимальных усилений 4. Усиления 4 выкладывают из рубленного пропитанного связующим волокнистого материала.
Способ изготовления профилированной ферменной структуры был реализован при изготовлении нервюры сверхлегкого летательного аппарата с обводами сечением 3×3 мм и стоечными элементами сечением 3×2 мм из волокнистого композиционного материала на основе пропитанных эпоксидным связующим углеродных волокон (эквивалентное сечение волокнистого композиционного материала - 3×1 мм) следующим образом. Профилированную структуру разбили на маршрутные точки т.1, т.2, т.3, т.4, т.5, т.6, т.6a, т.7, т.8, т.9, т.10, т.11, т.12 в зонах контакта стоечных элементов 3 с верхним 1 и нижним 2 обводом и обводов друг с другом 5, 6. С учетом размеров сечений обводов, стоечных элементов и эквивалентного сечения волокнистого композиционного материала определили, что маршруты укладки волокнистого композиционного материала должны обеспечить его двукратное прохождение в зонах стоечных элементов 3 и трехкратное в зоне обводов 1, 2. Были разработаны четыре специальных маршрута укладки волокнистого материала по точкам разбивки: маршрут I: 1-2-10-9-4-5-6-7-6a-6-8-9-3-2-11-12; маршрут II: 1-2-10-9-8-5-6-7-8-4-3-10-11-12; маршрут III: 1-2-3-9-8-6-6а-7-8-4-3-2-11; маршрут IV: 12-11-10-9-4-5-8-7-6а-6-5-4-3-10-11. Рассчитали длину каждого маршрута путем измерения участков элементов ферменной конструкции, по которым он проходит. Пропитали эпоксидным связующим волокнистый материал, состоящий из углеродных волокон. Порезали его согласно расчетам длины маршрута (для каждого маршрута был добавлен припуск - 100-150 мм), уложили в канавки технологической оснастки. Остатки волокнистого материала (400…600 мм) порезали на отрезки длиной 3-8 мм и уложили их в зонах усилений 4, 5, 6. Оснастку упаковали в гермомешок и произвели формование изделия. Готовую профилированную ферменную конструкцию извлекли из оснастки. Данный способ также может быть реализован с использованием, например, стекловолокнистого наполнителя, пропитанного клеевой композицией, например на основе клея ВК-9.
Способ изготовления профилированной ферменной конструкции из волокнистого композиционного материала позволяет снизить трудоемкость изготовления изделия за счет разработки специальных маршрутов укладки материала, исключающих перегибы под острым углом, и повысить массовую эффективность изделия за счет исключения перегибов волокнистого композиционного материала под острыми углами, что повышает реализацию его свойств, и за счет усиления зон соединения элементов ферменной структуры рубленным волокном, которое позволяет также исключить использование косынок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ДЛЯ ФОРМИРОВАНИЯ ПРОФИЛИРОВАННОЙ ФЕРМЕННОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 2017 |
|
RU2678025C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2603798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| ИНТЕГРАЛЬНАЯ ПАНЕЛЬ МИНИМАЛЬНОЙ МАССЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ОБВОДООБРАЗУЮЩИХ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2013 |
|
RU2542801C2 |
| КОНСТРУКЦИЯ РЕГУЛЯРНОЙ ЗОНЫ ПАНЕЛИ КЕССОНА КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА ИЗ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2023 |
|
RU2829518C1 |
| СИЛОВАЯ КОМПОЗИЦИОННАЯ ПАНЕЛЬ | 2022 |
|
RU2794604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОЙ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2266847C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| ЗАКОНЦОВКА КРЫЛА САМОЛЕТА | 2024 |
|
RU2838694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2565180C1 |


Изобретение относится к способу изготовления профилированных ферменных структур из волокнистого композиционного материала (КМ) и касается изготовления нервюр сверхлегких летательных аппаратов (ЛА). Профилированная ферменная конструкция включает верхнюю и нижнюю обводы и соединяющие их стоечные элементы с усилениями в зоне соединения. Пропитанный связующим волокнистый материал выкладывают в канавки технологической оснастки, пропуская материал расчетное количество раз через каждый конструкционный элемент ферменной конструкции. Затем отверждают и извлекают из оснастки готовую профилированную ферменную конструкцию. При этом пропитанный связующим волокнистый материал выкладывают в канавки технологической оснастки по маршрутам, исключающим образование острых углов при переходах волокнистого материала из обвода к стоечному элементу и наоборот. Достигается снижение трудоемкости изготовления и повышение массовой эффективности профилированных ферменных конструкций, таких как нервюры сверхлегких ЛА. 2 з.п. ф-лы, 5 ил.
1. Способ изготовления профилированной ферменной конструкции из волокнистого композиционного материала, включающей верхний и нижний обводы и соединяющие их стоечные элементы с усилениями в зоне соединения, заключающийся в том, что пропитанный связующим волокнистый материал выкладывают в канавки технологической оснастки, формирующие профилированную ферменную конструкцию, пропуская пропитанный связующим волокнистый материал расчетное количество раз через каждый конструкционный элемент ферменной конструкции, отверждают пропитанный связующим волокнистый материал и извлекают из оснастки готовую профилированную ферменную конструкцию, отличающийся тем, что пропитанный связующим волокнистый материал выкладывают в канавки технологической оснастки по маршрутам, исключающим образование острых углов при переходах волокнистого материала из обвода к стоечному элементу и наоборот.
2. Способ изготовления профилированной ферменной конструкции по п.1, отличающийся тем, что начало и конец маршрута волокнистого материала находятся в зоне минимальных нагрузок и/или максимальных усилений.
3. Способ изготовления профилированной ферменной конструкции по п.1, отличающийся тем, что усиления в зоне соединения стоечных элементов с верхним и нижним обводами и обводов между собой выкладывают из рубленного пропитанного связующим волокнистого материала.
| US 3551237 A, 29.12.1970 | |||
| US 8074929 B1, 13.12.2011 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОЙ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2266847C1 |
| Кессон несущей поверхности летательного аппарата | 1987 |
|
SU1448587A1 |

