Область техники, к которой относится изобретение
Изобретение относится к оболочечным конструкциям и может быть использовано при изготовлении изделий авиационной техники. В частности, изобретение относится к конструкции оболочки отсека герметичного фюзеляжа магистрального самолета из полимерного композиционного материала и способу ее изготовления.
Уровень техники
Известны оболочечные конструкции и способы их изготовления, которые могут использоваться в обтекателях, корпусах и отсеках изделий авиационно-космической техники.
Примером такой конструкции является оболочка вращения, содержащая набор из спиральных и кольцевых ребер. Ребра выполнены из лент однонаправленных нитей, скрепленных полимерным связующим. При этом кольцевые ребра имеют профили поперечных сечений в форме параллелограмма или трапеции. Площадь сечений может возрастать с увеличением диаметра оболочки, а ребра могут быть снабжены внутренними кольцевыми выступами. Описанная конструкция позволяет уменьшить массу изделия при обеспечении высокой прочности, надежности и технологичности. (Патент РФ 2148496, B32B 3/12, 2000 г.)
Основными недостатками известных конструкций является следующее:
- недостаточная выносливость конструкции в торцевой зоне оболочки из-за возникающих расслоений материала ребер и соединения между ребрами и обшивкой при длительных циклических сдвиговых нагрузках и продольных усилиях, действующих на оболочку;
- большая масса конструкции герметичного стыка оболочки с ответными конструкциями, обусловленная необходимостью стыковки всех спиральных ребер, продольных и дополнительных ребер, а также обшивки в одном поперечном сечении оболочки;
- большой перепад жесткости конструкции в зоне стыка оболочки с ответными конструкциями;
- недостаточная надежность конструкции в части соединения кольцевых ребер с вершинами зигов зигзагообразных ребер, местно примыкающих к конгруэнтным кольцевым ребрам.
Раскрытие изобретения
Задачей настоящего изобретения является устранение перечисленных выше недостатков известных конструкций.
Согласно изобретению оболочка отсека герметичного фюзеляжа магистрального самолета из полимерного композиционного материала выполняется в виде слоистой обшивки с сеткой подкрепляющих ребер, при этом:
- сетка подкрепляющих ребер содержит винтовые ребра с боковыми поверхностями в виде поверхностей прямого геликоида правого хода с разворотом указанных ребер в области торца отсека и их переходом в винтовые ребра левого хода и наоборот, а также продольные ребра с их U-образным разворотом в зонах торцов отсека;
- ребра равномерно распределены по поверхности отсека, сформированы послойно и выполнены непрерывными;
- ребра состоят из слоев однонаправленных прядей волокон полимерного композиционного материала, скрепленных полимерным связующим;
- на сетке подкрепляющих ребер сформирована наружная слоистая обшивка из полимерного композиционного материала.
Предпочтительно, продольные ребра в зонах U-образных разворотов выполнены плавно уменьшающимися по высоте от высоты регулярного сечения ребер до 1/3 высоты регулярного сечения с одновременным плавным увеличением толщины ребер, при этом площадь поперечного сечения ребер остается постоянной.
Торцовые зоны отсека могут быть снабжены секциями, выполненными из полимерного композиционного материала и образующими замкнутое кольцо на каждом из торцов, при этом на секциях выполнены направляющие каналы, предназначенные для разворота продольных ребер.
Целесообразно, чтобы в местах крепления элементов конструкции фюзеляжа между соответствующими ребрами были установлены присоединительные фитинги.
Также целесообразно, чтобы между соответствующими ребрами были установлены предварительно выполненные из полимерного композиционного материала рамы иллюминаторов.
Другим объектом изобретения является оболочка фюзеляжа магистрального самолета, содержащая состыкованные между собой отсеки, выполненные как описано выше.
Еще одним объектом изобретения является способ изготовления оболочки отсека герметичного фюзеляжа магистрального самолета из полимерного композиционного материала, выполненной в виде слоистой обшивки с сеткой подкрепляющих ребер, при котором:
- изготавливают пересекающиеся ребра сетки подкрепляющих ребер путем укладки однонаправленных прядей волокон, пропитанных полимерным связующим, на пуансон в виде прямого цилиндра, форма которого соответствует форме изготавливаемого отсека,
при этом ребра на поверхности пуансона формируют в виде винтовых ребер с боковыми поверхностями в виде поверхностей прямого геликоида правого хода с разворотом указанных ребер в области торца отсека и их переходом в винтовые ребра левого хода и наоборот, а также в виде продольных ребер с их U-образным разворотом в зонах торцов отсека;
причем винтовые и продольные ребра равномерно распределяют по поверхности отсека, формируют их послойно и выполняют непрерывными;
- на полученных ребрах формируют наружную слоистую обшивку из полимерного композиционного материала;
- осуществляют окончательную термическую полимеризацию оболочки отсека;
- извлекают пуансон из отсека.
Предпочтительно, чтобы перед операцией формирования наружной слоистой обшивки в межреберные ячейки были устанавливлены вкладыши из терморасширяемого эластичного материала.
Перед изготовлением ребер на пуансоне в зонах, соответствующих торцовым зонам отсека, могут быть устанавлены предварительно выполненные из полимерного композиционного материала секции, образующие на пуансоне замкнутые кольца, при этом на секциях выполнены направляющие каналы для обеспечения разворота продольных ребер.
Целесообразно перед изготовлением ребер на пуансоне устанавливать предварительно изготовленные присоединительные фитинги в местах, соответствующих местам крепления элементов конструкции фюзеляжа в отсеке, при этом на боковых гранях фитингов выполнены продольные канавки.
Также перед изготовлением ребер на пуансоне могут быть установлены предварительно изготовленные рамы иллюминаторов из полимерного композиционного материала.
Краткое описание чертежей
Изобретение поясняется чертежами, на которых в аксонометрической проекции представлены:
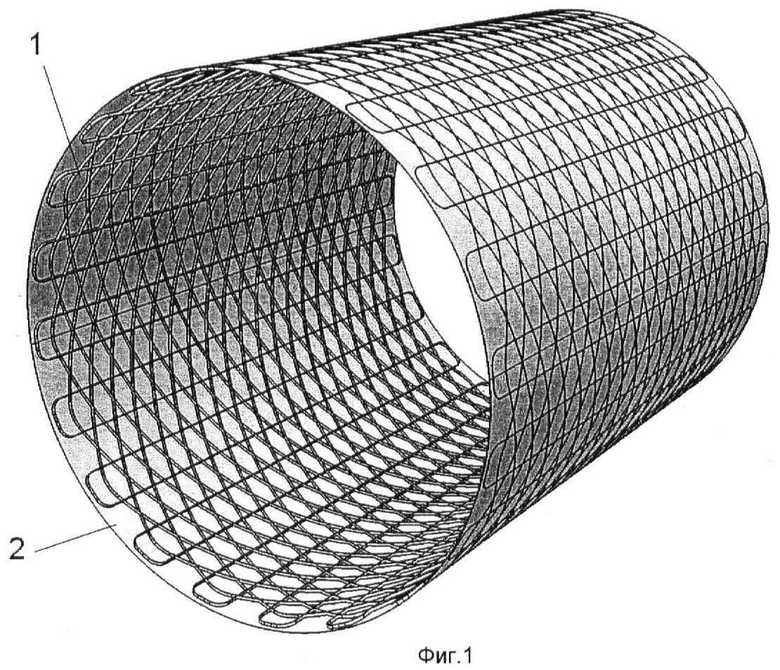
на фиг.1 - вид на оболочку отсека герметичного фюзеляжа;
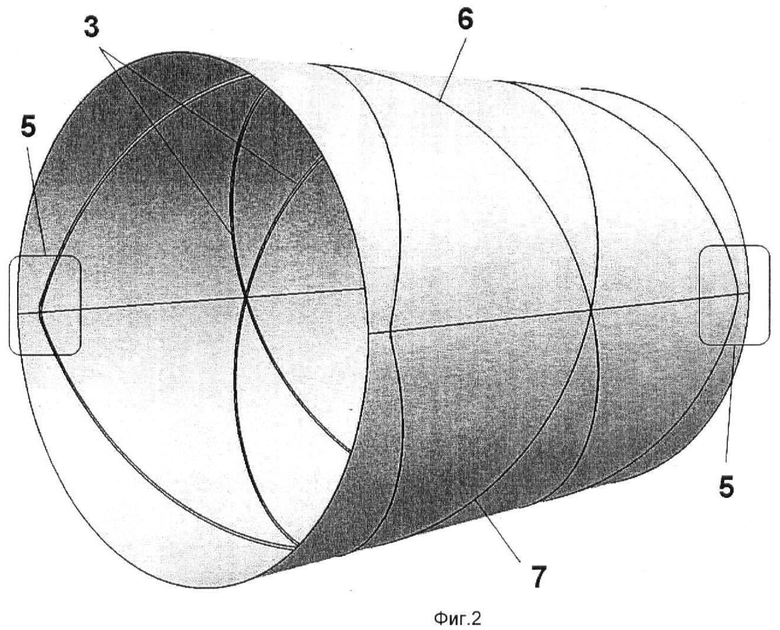
на фиг.2 - вид на геликоид правого хода и на геликоид левого хода;
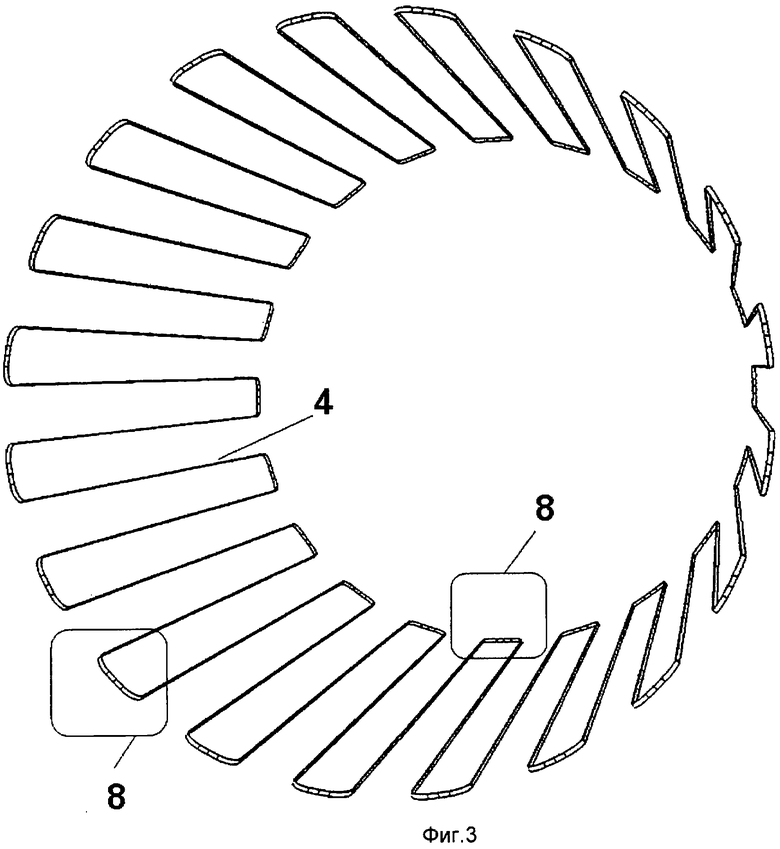
на фиг.3 - вид на непрерывное прямолинейное ребро с U-образными разворотами направления ребра;
на фиг.4 - вид на решетчатую структуру ребер оболочки отсека;
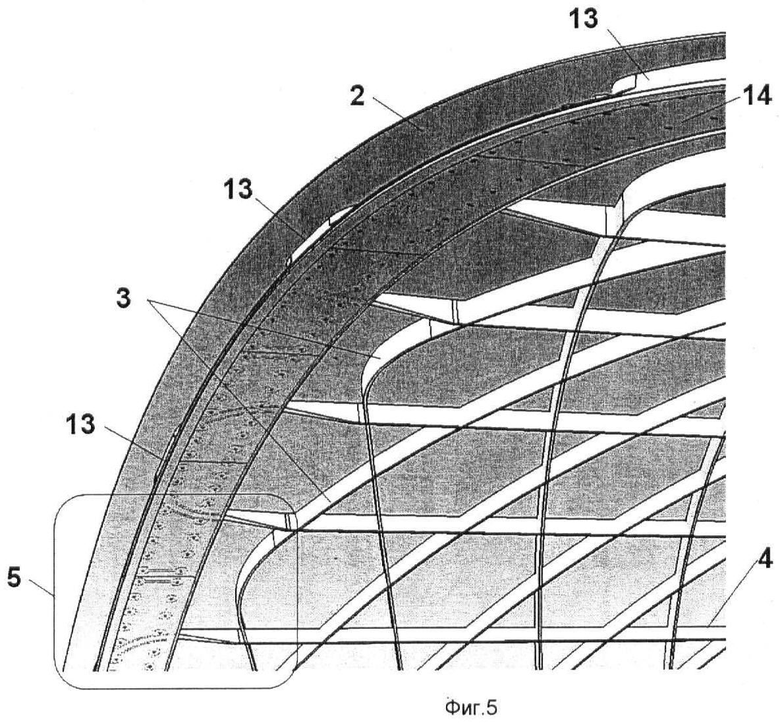
на фиг.5 - вид на конструктивные элементы зоны вблизи от торца оболочки;
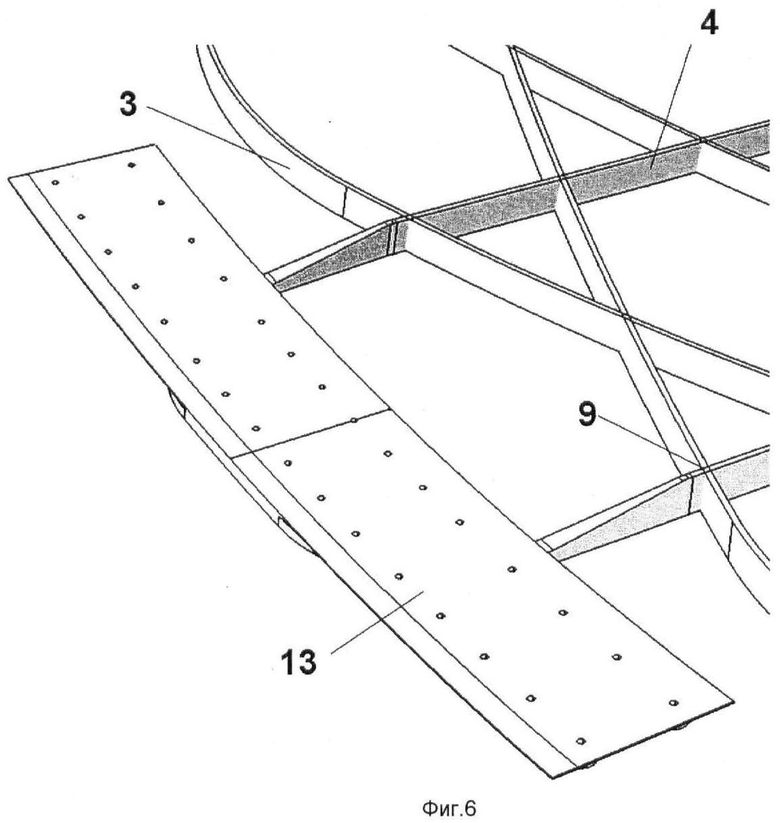
на фиг.6 - вид на секторную секцию от оси оболочки;
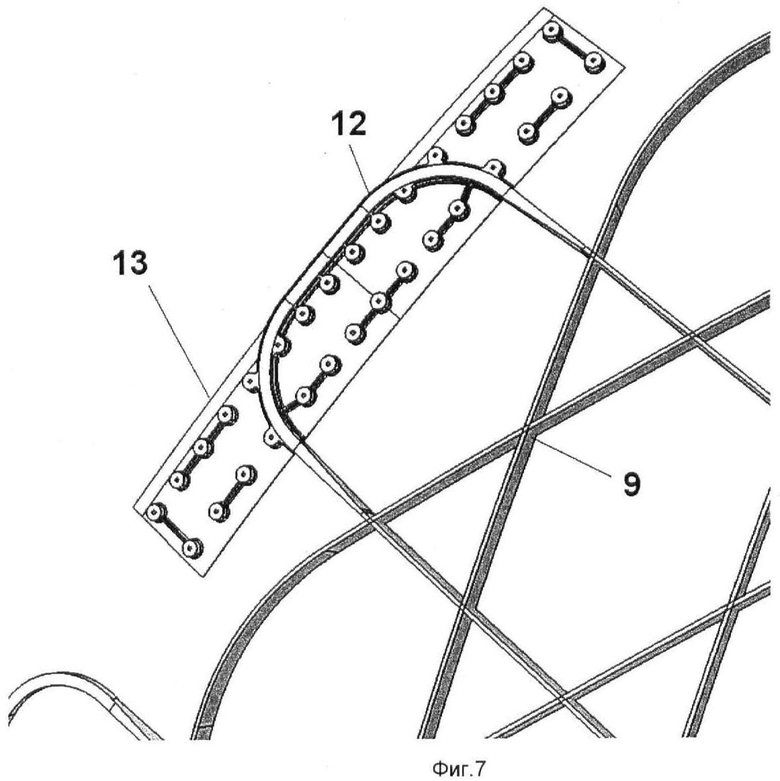
на фиг.7 - вид на секторную секцию и зону U-образного разворота ребра, со стороны наружной обшивки;
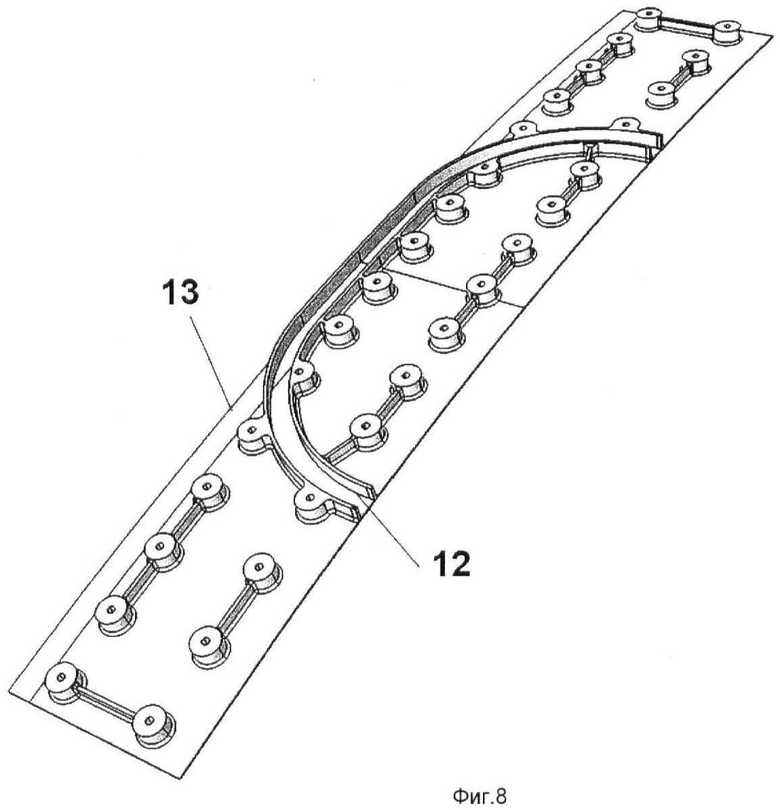
на фиг.8 - вид на секторную секцию и направляющий канал секции;
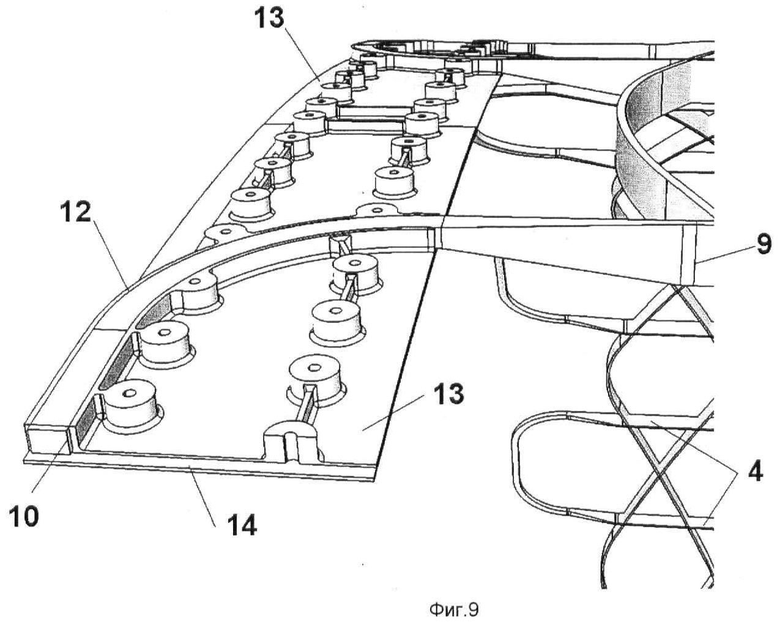
на фиг.9 - сечение секторной секции, цилиндрического кольца и продольного ребра через зону U-образного разворота ребра;
на фиг.10 - вид на решетчатую структуру ребер оболочки отсека, рам иллюминаторов в зонах проемов под иллюминаторы;
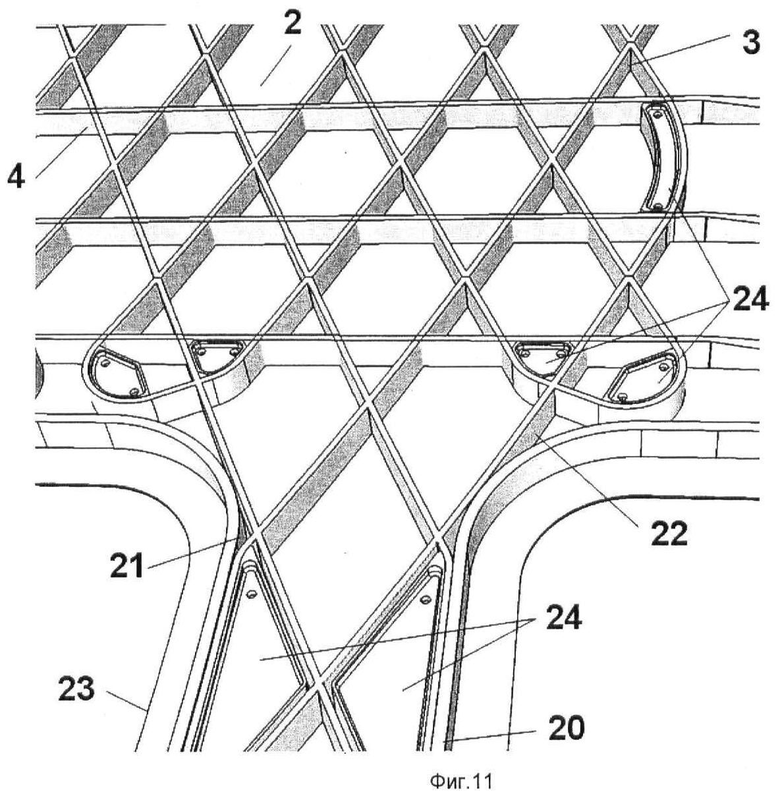
на фиг.11 - вид на решетчатую структуру оболочки отсека в зонах проемов под иллюминаторы, с установленными технологическими элементами;
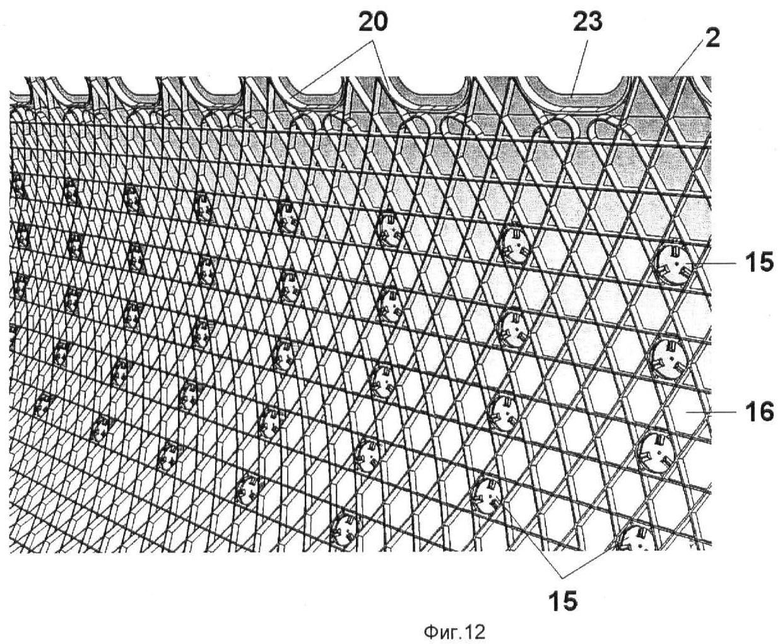
на фиг.12 - вид на решетчатую структуру оболочки отсека с группой фитингов присоединительных;
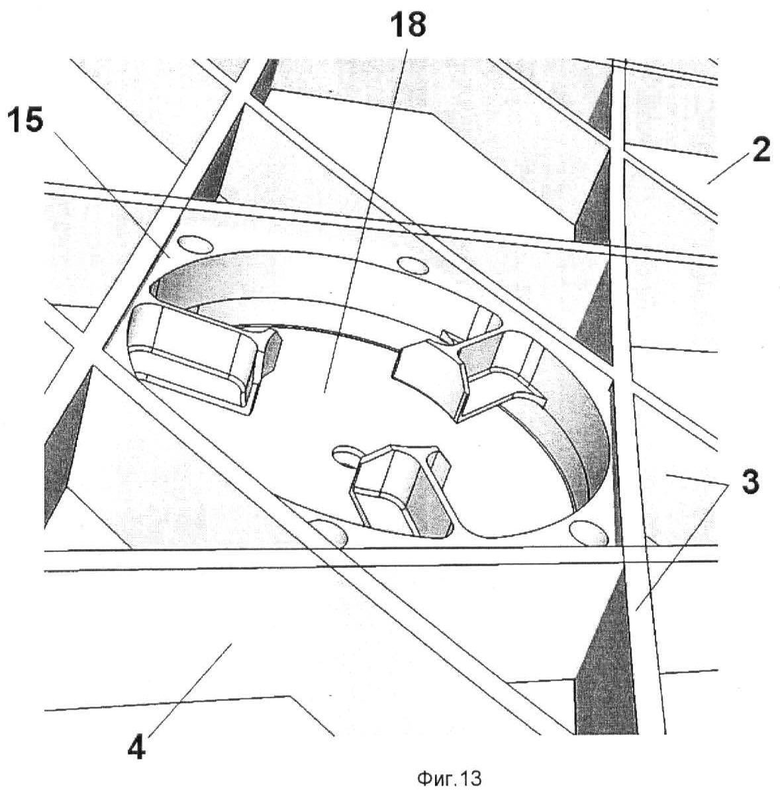
на фиг.13 - вид на неразъемное соединение решетчатой структуры ребер оболочки отсека и фитинга присоединительного;
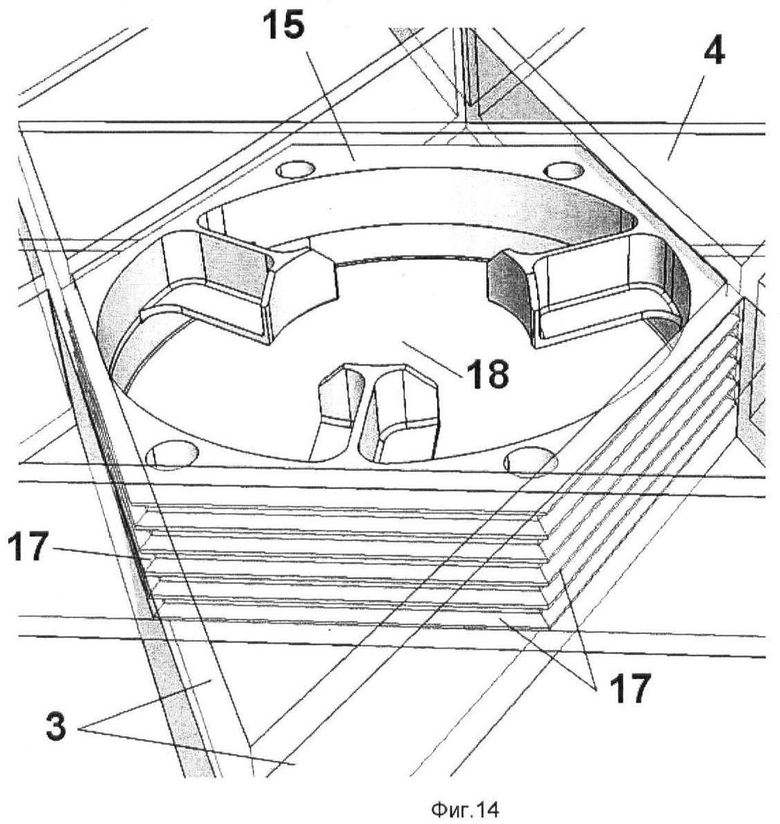
на фиг.14 - вид на положение продольных канавок фитинга присоединительного относительно ребер оболочки;
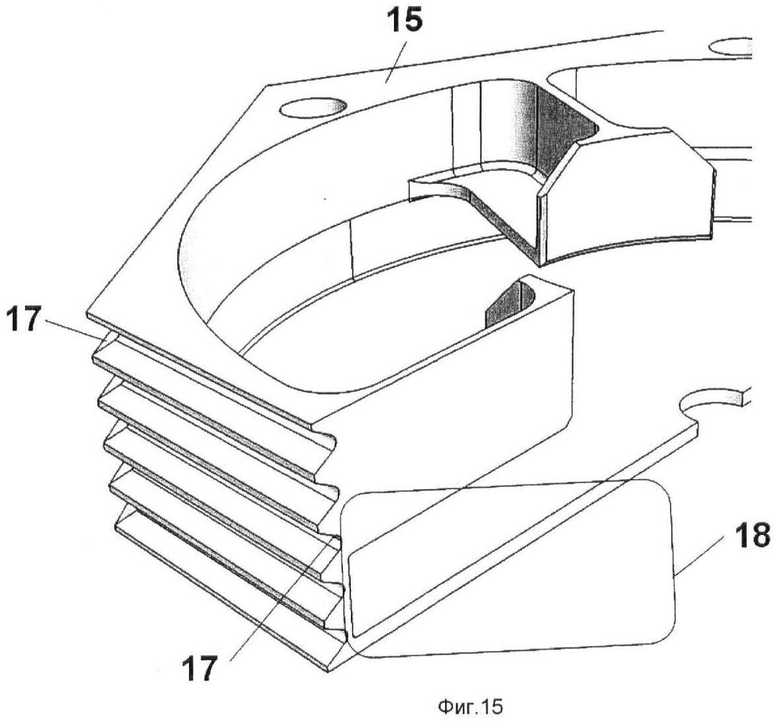
на фиг.15 - радиальное сечение фитинга присоединительного;
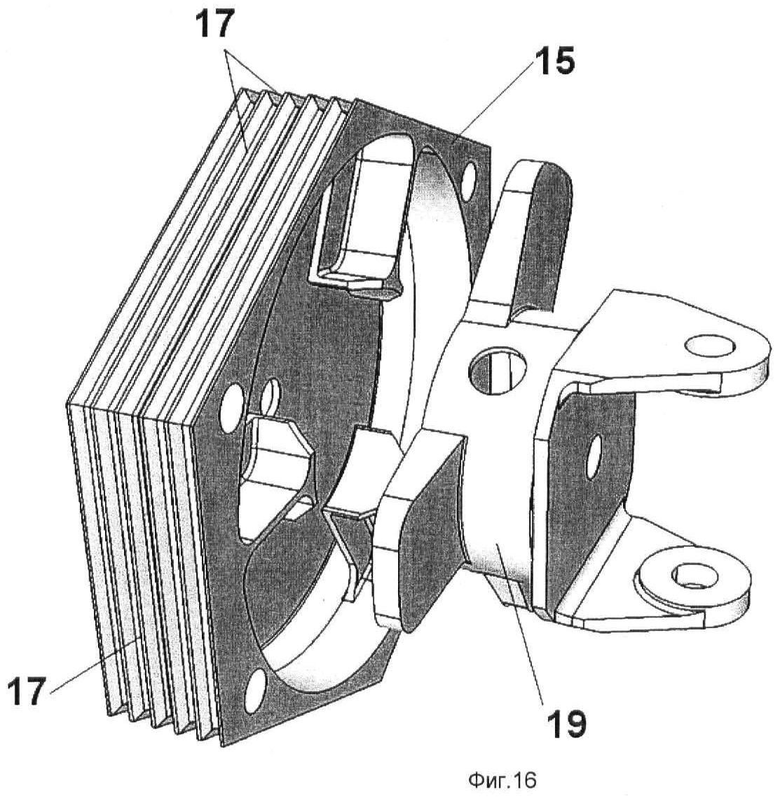
на фиг.16 - вид фитинга присоединительного и ответного опорного кронштейна;
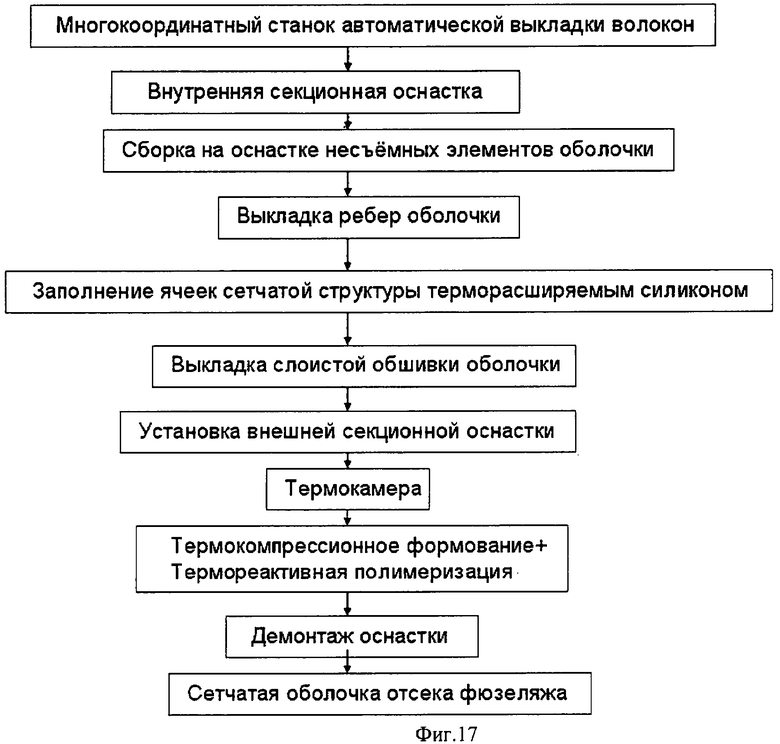
на фиг.17 - схематичное изображение способа изготовления оболочки отсека фюзеляжа.
Осуществление изобретения
Оболочка отсека герметичного фюзеляжа магистрального самолета из полимерного композиционного материала (ПКМ), выполненная в форме прямого цилиндра, содержит сетку подкрепляющих ребер 1 и покрывающую ребра слоистую наружную обшивку 2.
Множество образующих сетчатую оболочку непрерывных пересекающихся ребер выполнено за одно целое, в виде винтовых и продольных ребер 3, 4, из повторяющихся по толщине стенки оболочки слоев систем перекрещивающихся винтовых и продольных жгутов, с соответственно ориентированными в них однонаправленными нитями, скрепленными полимерным связующим.
Непрерывность каждого из винтовых ребер обеспечена плавным, по пространственной дуге, разворотом направления образующих боковых поверхностей ребра в зонах 5 вблизи торцов цилиндра; геликоид 6 правого хода изменен на геликоид 7 левого хода, а геликоид 7 левого хода изменен на геликоид правого хода 6.
Каждое из содержащихся в составе оболочки винтовых ребер образует непрерывную (замкнутую) геометрическую 3D-фигуру.
Непрерывность продольных ребер обеспечена U-образным разворотом 8 направления прямолинейных образующих боковых поверхностей ребра в зонах вблизи торцов цилиндра, таким образом, что в итоге, на поверхности цилиндра, образующей поверхности продольных ребер, образована непрерывная геометрическая 3D-фигура 4 «замкнутая змейка».
Винтовые и продольные ребра, равномерно смещенные относительно друг друга по поверхности цилиндра, взаимно пересекаются, причем во всех узлах 9 пространственной сетчатой решетки пересекаются не более двух ребер.
Ширина и высота ребер, количество и углы смещения ребер, толщина наружной обшивки в различных зонах оболочки определяются специальными расчетами на прочность и жесткость.
Вся сетчатая решетка состоит из ребер одинаковой высоты в любом поперечном сечении, кроме зон U-образного разворота 8 продольных ребер.
В этих зонах продольные ребра выполнены плавно уменьшающимися по высоте, от высоты 9 регулярного сечения ребер до высоты 10, составляющей около 1/3 высоты регулярного сечения, с одновременным плавным увеличением толщины ребер, при этом площадь поперечного сечения ребер в любом сечении остается постоянной.
Формование продольного ребра в зоне U-образного разворота 8 выполнено посредством послойной выкладки слоев однонаправленных прядей волокон полимерного композиционного материала, скрепленных полимерным связующим, в направляющем канале 12, предназначенном для формирования геометрии поперечного сечения и ограничения разворота продольного ребра 4. Направляющий канал 12 является конструктивным элементом секторной секции 13.
Группы секторных секций 13 являются усиливающими конструктивными элементами в зонах 5 торца оболочки и используются как элементы поперечного стыка отсеков фюзеляжа.
Группа секторных секций 13 образует в зоне 5 каждого из торцов оболочки составную цилиндрическую структуру, скрепленную со стороны, противоположной наружной обшивке 2, цилиндрическим кольцом 14, выполненным из слоистого ПКМ.
Цилиндрическое кольцо 14, группа секторных секций 13 и утолщенная в зоне торца наружная обшивка 2, в совокупности, представляют собой стыковочные элементы сетчатой оболочки отсека, для выполнения поперечного стыка с аналогичной сетчатой оболочкой примыкающего отсека фюзеляжа.
В местах, где к оболочке из ПКМ отсека герметичного фюзеляжа присоединены конструктивные элементы каркаса отсека, в ячейках 16 сетчатой оболочки установлены присоединительные фитинги 15.
К конструктивным элементам каркаса отсека относятся балки каркаса пассажирского пола, усиления каркаса пола багажного отсека, балки каркаса верхних отсеков интерьера и багажных полок пассажирской кабины, усиления под установку в отсеке систем и оборудования самолета.
Присоединительный фитинг 15 выполнен в виде пространственного многогранника. Его наибольший периметр ограничен геометрическим телом, состоящим из поверхностей, являющихся образующими для группы взаимно пересекающихся и образующих типовую ячейку 16 сетчатой оболочки, между винтовыми 3 и продольными ребрами 4.
Толщина фитинга ограничена наружной обшивкой 2 и внутренней образующей поверхностью сетчатой оболочки.
Присоединительный фитинг 15 выполнен из конструкционного металлического сплава, его поверхности, образованные гранями по наибольшему периметру, профилированы вдоль наибольшего периметра группами продольных канавок 17.
Присоединительный фитинг 15, группа из шести ближайших к этому фитингу ребер 3, 4 и наружная слоистая обшивка 2 поверх фитинга 15 являются неразъемным силовым соединением. В зоне контакта фитинга 15 и ребер 3, 4 пряди однонаправленных волокон полимерного композиционного материала, скрепленных полимерным связующим, полностью заполняют соответствующую группу продольных канавок 17 фитинга 15 и одновременно дополняют структуру поперечного сечения ребра 3, 4 поверх профиля канавок 17.
Со стороны внутренней образующей поверхности сетчатой оболочки в фитинге 15 выполнено фигурное углубление 18, предназначенное для стыка с ответным опорным кронштейном 19. Ответный опорный кронштейн 19, в свою очередь, соединен с одним из конструктивных элементов каркаса отсека фюзеляжа.
Предварительно изготовленные и частично полимеризованные по неполному режиму отверждения рамы иллюминаторов 20, выполненные из отдельных конструктивных элементов из полимерного композиционного материала, соединенных смесью полимерного связующего и наполнителя из волокон рубленного композиционного материала, устанавливаются определенным шагом внутри решетчатой структуры оболочки.
Рама иллюминатора 20 ограничена наружной обшивкой 2 и внутренней образующей поверхностью сетчатой оболочки. Внешняя боковая поверхность рамы иллюминатора 20 выполнена в виде гладкой поверхности и контактирует с боковыми поверхностями 22 винтовых ребер 3 сетчатой оболочки.
Рама иллюминатора 20, группа из ближайших контактирующих с рамой иллюминатора 20 винтовых ребер 3 и наружная, утолщенная в зоне проема 23 под иллюминатор слоистая обшивка 2 являются неразъемным соединением.
Оболочка фюзеляжа магистрального самолета содержит не менее двух отсеков, выполненных каждый с вышеперечисленными конструктивными признаками
и состыкованных между собой поперечным стыком.
Утолщенные обшивки сетчатых оболочек отсеков с внутренней стороны обшивок 2 состыкованы встык посредством накладки из трехслойного пакета, состоящего из дуговых накладок, выполненных, в свою очередь, из гибридного слоистого металло-композиционного материала, например, Ti-Carbon.
Пакет дуговых накладок, размещенный в зонах 5 вблизи примыкающих торцов цилиндров, утолщенные слоистые обшивки 2 сетчатых оболочек, группы секторных секций 13, цилиндрические кольца 14 соединены со стороны каждого отсека трехрядным швом болтовых крепежных элементов.
Способ изготовления оболочки герметичного отсека фюзеляжа состоит из следующих основных этапов.
1. Этап поставки станочного оборудования для производства однонаправленного препрега и станочного оборудования для выкладки нитей.
2. Этап разработки и тестирования программ компьютерного обеспечения изготовления оболочки.
3. Этап изготовления сборочных оснастки и приспособлений.
4. Этап изготовления входящих в сборку оболочки элементов из ПКМ и металлических деталей.
5. Этап установки и фиксации на внутренней оснастке несъемных элементов оболочки.
6. Этап установки и фиксации на оснастке съемных технологических элементов.
7. Этап выкладки ребер сетчатой оболочки.
8. Этап установки и фиксации в ячейках сетчатой оболочки блоков термически расширяемого эластичного материала.
9. Этап выкладки слоистой наружной обшивки.
10. Этап сборки и фиксации секционной наружной оснастки.
11. Этап термической обработки и выдержки оснастки с изделием.
12. Этап демонтажа наружной и внутренней оснастки и блоков эластичного материала.
13. Выемка оболочки отсека, контроль качества.
Содержание этапов изготовления сетчатой оболочки отсека:
1. Приобретаются и устанавливаются ключевые станки и создаются процессы, обеспечивающие производителю достижение полного контроля над производственными линиями, создающими композиты и изделия из них.
Препрег получают пропиткой пряди волокон термореактивным связующим с частичным его отверждением до стадии потери липкости.
2. Создаются или выбираются из существующих программные пакеты для конструирования композитных изделий. Разрабатывается система on-line управления и сбора данных, приспособленная к специфическим требованиям в процессе автоматической выкладки нитей.
В программной среде создается программа, с чьей помощью AFP станок (Automated Fiber Placement) осуществляет выкладку, а конструктор композитных изделий совершает большое количество необходимых шагов для создания композитных деталей и финального интегрального композитного изделия.
3. Изготавливается сборочная оснастка. Тип оснастки внутренний секционный металлический сердечник, с возможностью поворота оснастки вокруг оси, направленной вдоль образующей цилиндра.
В конструкции секционного сердечника должен присутствовать замковый элемент, позволяющий осуществить демонтаж через объем, ограниченный внутренней образующей сетчатой оболочки.
Сердечник должен обеспечивать повышенную жесткость и прочность в радиальном направлении.
Сборочная оснастка должна устанавливаться в рабочей зоне станка для автоматической выкладки жгутов препрега.
Вблизи многокоординатного станка для автоматической выкладки препрега устанавливается крупногабаритная термическая камера, вмещающая в рабочем объеме оболочку отсека, совместно с комплектом оснастки.
Изготавливается оснастка для изготовления комплектующих изделий из ПКМ:
- рам иллюминаторов;
- секторных секций.
Изготавливается оснастка для изготовления комплекта блоков термокомпрессионной эластичной оснастки.
4. Изготавливается комплект секторных секций 13 из ПКМ, изготавливается комплект рам иллюминаторов 20 из ПКМ. Полимеризация изделий из ПКМ выполняется по режиму частичного отверждения.
Изготавливается комплект присоединительных фитингов 15 из конструкционного металлического сплава.
Изготавливается комплект 24 съемных технологических элементов.
Съемные технологические упорные элементы 24 предназначены для выкладки винтовых ребер 3, в зонах 8 разворотов направлений образующих ребер, в торцовых зонах 5 оболочки и в зонах оболочки вблизи проемов 23 под иллюминаторы.
Изготавливается комплект термокомпрессионной эластичной оснастки - блоков для заполнения ячеек 16 между ребрами 3, 4 сетчатой оболочки.
Блоки изготавливаются из термически расширяемого материала, например, из кремнийорганического (силиконового) каучука. Вследствие температурной деформации эластомера при нагреве создается давление окончательного формования ребер 3, 4 и обшивки 2 оболочки.
5. На сборочной оснастке в зоне 5 торцов оболочки выкладываются два слоистых кольца 14 из ПКМ.
6. На сборочной оснастке устанавливаются и фиксируются:
- комплект (несъемный) присоединительных фитингов 15;
- комплект (несъемный) рам иллюминаторов 20;
- комплект съемных технологических упорных элементов 24.
Поверх слоистых колец 14 из ПКМ устанавливаются и фиксируются комплекты секторных секций 13 из ПКМ.
7. Выполняется одновременная послойная выкладка препрега из прядей препрега однонаправленных волокон, составляющих сетку из винтовых 3 и продольных ребер 4.
При автоматической выкладке препрега:
- заполняются направляющие каналы 12 секторных секций 13;
- заполняются группы продольных канавок 17 на присоединительных фитингах;
- рамы иллюминаторов 20 охватываются материалом винтовых ребер 3;
- технологические упорные элементы 24 охватываются материалом винтовых ребер 3.
При послойной выкладке препрега из прядей однонаправленных волокон выполняется нормируемое натяжение и местный подогрев в зоне выкладки, для прилипания к ранее уложенному материалу.
В процессе выкладки оболочки сборочная оснастка управляемо поворачивается относительно своей продольной оси в положение, доступное и удобное для работы многокоординатной робототехнической головки станка.
После завершения выкладки препрега технологические упорные элементы 24 демонтируются с поверхности сборочной оснастки.
8. Выполняется установка (вставка) во все ячейки 16 между ребер 3, 4, составляющих решетчатую структуру, блоков (сегментов) термокомпрессионной эластичной оснастки. Блоки удерживаются в ячейках 16 вследствие плотного нормируемого прижима кремнийорганического каучука к боковым поверхностям ребер 3, 4 ячеек 16.
9. Выполняется послойная выкладка слоистой наружной обшивки 2 оболочки поверх ребер 3, 4 и вставленных блоков эластичной оснастки. Толщина обшивки послойно ступенчато увеличена в торцевых зонах 5 оболочки и вокруг проемов 23 под иллюминаторы.
10. Поверх слоистой наружной обшивки 2 устанавливаются секции наружной ограничительной металлической оснастки типа матрицы, с гладкой поверхностью, соответствующей внешней поверхности наружной обшивки 2. Секции наружной оснастки крепежными элементами, например стяжными болтами, объединяются в единую матрицу, характеризующуюся повышенной жесткостью и прочностью в радиальном направлении.
11. Комплект, состоящий из наружной и внутренней оснастки и полуфабриката сетчатой оболочки, помещается внутрь термической камеры.
Выполняется операция термокомпрессионного формования, совмещенная с окончательной термической полимеризацией композиционного материала слоистой обшивки 2 ребер 3, 4, секторных секций 13, цилиндрических колец 14, рам иллюминаторов 20.
В процессе нагрева вкладыши увеличиваются в объеме намного больше, чем объем, ограничивающий межреберное пространство между заготовкой и жесткой оснасткой, и тем самым создают необходимое для уплотнения элементов сетчатой оболочки давление (до 30 МПа).
12. Выемка комплекта оснастки с изготовленной сетчатой оболочкой отсека из термической камеры и установка его на ложементы. Демонтаж секций наружной оснастки. Выемка замкового сектора внутренней оснастки. Последовательный демонтаж остальных секций внутренней оснастки, с извлечением частей оснастки через торцевое отверстие оболочки.
Удаление из межреберного пространства оболочки элементов эластичной оснастки.
13. Контроль качества изготовления сетчатой оболочки отсека неразрушающими методами контроля композиционного материала. Взвешивание и паспортизация изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБОЛОЧКА ОТСЕКА ГЕРМОФЮЗЕЛЯЖА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2558493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| Фюзеляж летательного аппарата | 2018 |
|
RU2701899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ОБЪЕМНОГО ИЗДЕЛИЯ | 2017 |
|
RU2689601C2 |
| КОНСТРУКЦИЯ УЗЛА ГЕРМЕТИЧЕСКОЙ ПЕРЕГОРОДКИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2522538C2 |
| СТЫКОВОЧНОЕ СОЕДИНЕНИЕ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2495786C1 |
| Панель крыла или оперения летательного аппарата из слоистых композиционных материалов | 2019 |
|
RU2734147C1 |
| КАРКАС КОНСТРУКЦИИ АНТЕННОГО РЕФЛЕКТОРА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2556424C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ СИЛОВЫХ ПАНЕЛЕЙ | 2014 |
|
RU2579779C2 |
| ПАНЕЛЬ КАРКАСОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2023 |
|
RU2834066C2 |

Изобретение относится к конструкции оболочки отсека фюзеляжа самолета из полимерного композиционного материала и способу ее изготовления. Оболочка отсека герметичного фюзеляжа самолета из полимерного композиционного материала выполнена в виде слоистой обшивки с сеткой подкрепляющих ребер. Сетка подкрепляющих ребер содержит винтовые ребра с боковыми поверхностями в виде поверхностей прямого геликоида правого хода с разворотом указанных ребер в области торца отсека и их переходом в винтовые ребра левого хода и наоборот, а также продольные ребра с их U-образным разворотом в зонах торцов отсека. Ребра равномерно распределены по поверхности отсека, сформированы послойно и выполнены непрерывными. Ребра состоят из слоев однонаправленных прядей волокон полимерного композиционного материала, скрепленных полимерным связующим. На сетке подкрепляющих ребер сформирована наружная слоистая обшивка из полимерного композиционного материала. Достигается увеличение прочности в торцевой зоне оболочки, снижение массы конструкции стыка оболочки с ответными конструкциями. 3 н. и 8 з.п. ф-лы, 17 ил.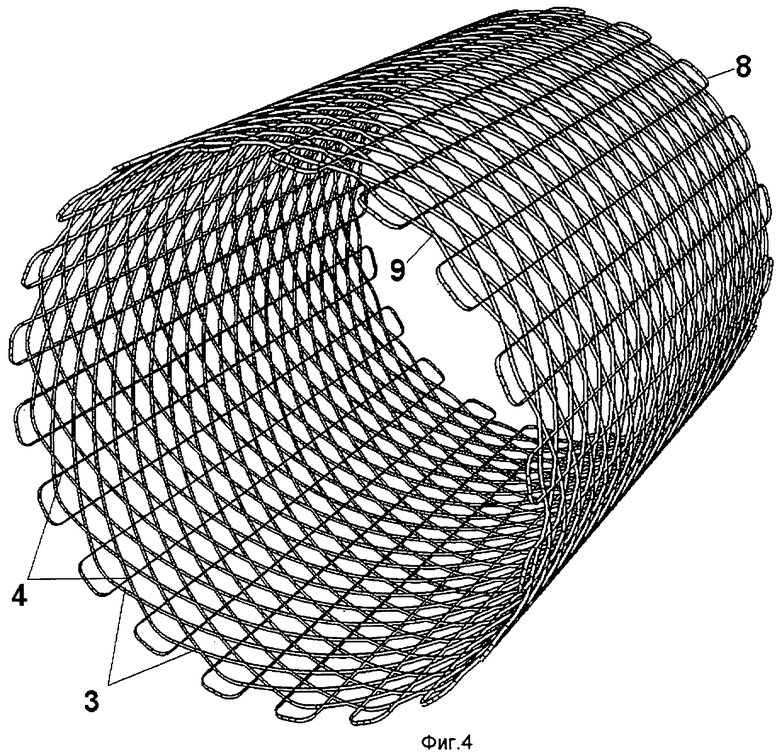
1. Оболочка отсека герметичного фюзеляжа магистрального самолета из полимерного композиционного материала, выполненная в виде слоистой обшивки с сеткой подкрепляющих ребер, отличающаяся тем, что
- сетка подкрепляющих ребер содержит винтовые ребра с боковыми поверхностями в виде поверхностей прямого геликоида правого хода с разворотом указанных ребер в области торца отсека и их переходом в винтовые ребра левого хода и наоборот, а также продольные ребра с их U-образным разворотом в зонах торцов отсека;
- ребра равномерно распределены по поверхности отсека, сформированы послойно и выполнены непрерывными;
- ребра состоят из слоев однонаправленных прядей волокон полимерного композиционного материала, скрепленных полимерным связующим;
- на сетке подкрепляющих ребер сформирована наружная слоистая обшивка из полимерного композиционного материала.
2. Оболочка отсека герметичного фюзеляжа по п.1, отличающаяся тем, что продольные ребра в зонах U-образных разворотов выполнены плавно уменьшающимися по высоте от высоты регулярного сечения ребер до 1/3 высоты регулярного сечения с одновременным плавным увеличением толщины ребер, при этом площадь поперечного сечения ребер остается постоянной.
3. Оболочка отсека герметичного фюзеляжа по п.2, отличающаяся тем, что торцовые зоны отсека снабжены секциями, выполненными из полимерного композиционного материала и образующими замкнутое кольцо на каждом из торцов, при этом на секциях выполнены направляющие каналы, предназначенные для разворота продольных ребер.
4. Оболочка отсека герметичного фюзеляжа по любому из пп.1-3, отличающаяся тем, что в местах крепления элементов конструкции фюзеляжа между соответствующими ребрами установлены присоединительные фитинги.
5. Оболочка отсека герметичного фюзеляжа по любому из пп.1-3, отличающаяся тем, что между соответствующими ребрами установлены предварительно выполненные из полимерного композиционного материала рамы иллюминаторов.
6. Оболочка фюзеляжа магистрального самолета, содержащая состыкованные между собой отсеки, выполненные по любому из пп.1-5.
7. Способ изготовления оболочки отсека герметичного фюзеляжа магистрального самолета из полимерного композиционного материала, выполненной в виде слоистой обшивки с сеткой подкрепляющих ребер, при котором:
- изготавливают пересекающиеся ребра сетки подкрепляющих ребер путем укладки однонаправленных прядей волокон, пропитанных полимерным связующим, на пуансон в виде прямого цилиндра, форма которого соответствует форме изготавливаемого отсека, при этом ребра на поверхности пуансона формируют в виде винтовых ребер с боковыми поверхностями в виде поверхностей прямого геликоида правого хода с разворотом указанных ребер в области торца отсека и их переходом в винтовые ребра левого хода и наоборот, а также в виде продольных ребер с их U-образным разворотом в зонах торцов отсека;
причем винтовые и продольные ребра равномерно распределяют по поверхности отсека, формируют их послойно и выполняют непрерывными;
- на полученных ребрах формируют наружную слоистую обшивку из полимерного композиционного материала;
- осуществляют окончательную термическую полимеризацию оболочки отсека;
- извлекают пуансон из отсека.
8. Способ по п.7, отличающийся тем, что перед операцией формирования наружной слоистой обшивки в межреберные ячейки устанавливают вкладыши из терморасширяемого эластичного материала.
9. Способ по п.7, отличающийся тем, что перед изготовлением ребер на пуансоне в зонах, соответствующих торцовым зонам отсека, устанавливают предварительно выполненные из полимерного композиционного материала секции, образующие на пуансоне замкнутые кольца, при этом на секциях выполнены направляющие каналы для обеспечения разворота продольных ребер.
10. Способ по п.7, отличающийся тем, что перед изготовлением ребер на пуансоне устанавливают предварительно изготовленные присоединительные фитинги в местах, соответствующих местам крепления элементов конструкции фюзеляжа в отсеке, при этом на боковых гранях фитингов выполнены продольные канавки.
11. Способ по п.7, отличающийся тем, что перед изготовлением ребер на пуансоне устанавливают предварительно изготовленные рамы иллюминаторов из полимерного композиционного материала.
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2392122C1 |
| Способ изготовления слоистой оболочки | 1984 |
|
SU1451052A1 |
| ТРУБА ИЛИ ЕМКОСТЬ | 2007 |
|
RU2333412C1 |
| US 2009166471 A1, 02.07.2009 | |||
| US 2003100233 A1, 29.05.2003. | |||

