Изобретение относится к способу изготовления инструмента для обработки камнеобразных материалов, а именно абразивонесущей (алмазонесущей) проволоки, используемой для разрезания на пластины и заготовки блоков кремния, сапфира, рубина интерметаллических соединений типов А2B6, А3В5 и тому подобных дорогостоящих твердых хрупких материалов.
Уровень техники
Известен способ изготовления алмазно-абразивной проволоки, включающий гальваническое нанесение на электропроводящую основу алмазно-абразивного режущего слоя (см. RU №83210 «Алмазный инструмент», 2008 г.) Этот способ позволяет изготовить алмазно-абразивную проволоку, поверхность основы которой полностью оснащена режущим слоем. Однако этот способ не позволяет изготовить проволоку с режущим слоем в виде дискретных элементов, протяженных параллельно оси основы вдоль ее длины, разделенных непокрытыми участками основы. Как известно, такая конструкция алмазно-абразивной проволоки способствует эффективному охлаждению зоны резания при разделении заготовок большого поперечного сечения и облегчению эвакуации продуктов резания из пропила (см. RU №91924 «Абразивная проволока», 2009 г.).
Наиболее близким к заявляемому является способ изготовления алмазно-абразивной проволоки, включающий изолирование от электролита части электропроводящей основы и гальваническое нанесение на неизолированные части основы алмазно-абразивного режущего слоя (см. RU №20056 «Пильная струна», 2001 г). Этот способ позволяет изготовить алмазно-абразивную проволоку, поверхность основы которой частично оснащена режущим слоем, выполненным в виде продольной структуры, охватывающей половину поверхности основы и протяженной параллельно ее оси вдоль длины. Однако описанный способ также не позволяет изготовить режущий слой в виде протяженных параллельно оси основы вдоль ее длины дискретных элементов, разделенных непокрытыми участками основы.
Сущность изобретения
Задача изобретения - обеспечение изготовления алмазно-абразивной проволоки с нанесенным на основу режущим слоем на гальванической связке, выполненным в виде кольцеобразных дискретных или спиралеобразных элементов, разделенных непокрытыми участками основы. Такая проволока обладает повышенным ресурсом работоспособности при разделении заготовок с большим поперечным сечением и позволяет повысить качество обработанной поверхности.
Поставленная задача решается тем, что изолирование части основы от электролита осуществляют путем прикрепления к основе неэлектропроводящего материала в виде последовательно расположенных дискретных кольцеобразных элементов или спирали, соосных с основой, а после гальванического нанесения на неизолированные части основы алмазно-абразивного режущего слоя изолирующий неэлектропроводящий материал удаляют.
Краткое описание чертежей
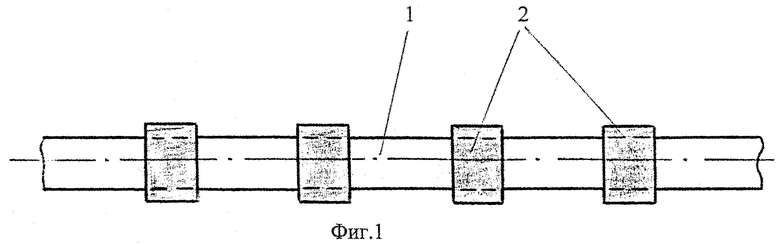
На фиг.1 изображена электропроводящая основа 1, на которой прикреплены кольцеобразные дискретные элементы 2 из неэлектропроводящего материала.
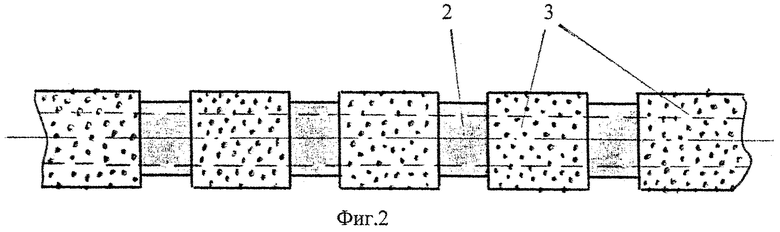
На фиг.2 изображена электропроводящая основа (показана пунктиром), на которой прикреплены кольцеобразные дискретные элементы 2 из неэлектропроводящего материала и кольцеобразные дискретные элементы 3 гальванического алмазно-абразивного режущего слоя.
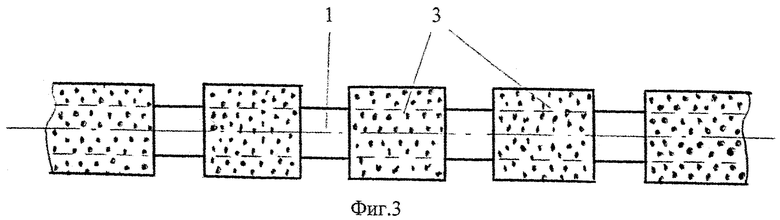
На фиг.3 изображена электропроводящая основа 1, на которой прикреплены кольцеобразные дискретные элементы 3 гальванического алмазно-абразивного режущего слоя.
На фиг.4 изображена электропроводящая основа 1, на которой прикреплен неэлектропроводящий материал в виде спиралеобразной полимерной нити 2.
На фиг.5 изображена электропроводящая основа (показана пунктиром), на которой прикреплена спиралеобразная полимерная нить 2 из неэлектропроводящего материала и спиралеобразный гальванический алмазно-абразивный режущий слой 3.
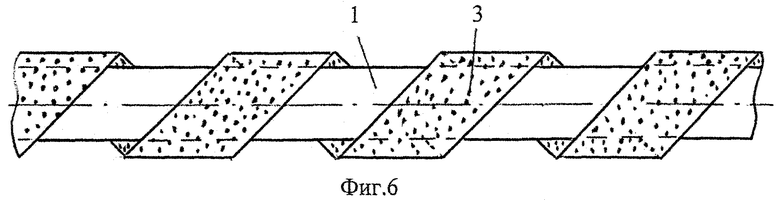
На фиг.6 изображена электропроводящая основа 1, на которой прикреплен спиралеобразный гальванический алмазно-абразивный режущий слой 3.
В качестве токопроводящей основы 1 (фиг.1) берут, как правило, проволоку стальную высоконагартованную, обладающую значительной прочностью на разрыв и характеризующуюся малым разбросом размеров по диаметру. Проволоку после очистки и обезжиривания перематывают с одного барабана на другой. Перематывание производят дискретными шагами заданной длины, причем длина шага равна суммарной длине двух смежных покрытого режущим слоем и непокрытого участков основы. Одновременно проволока приводится во вращение вокруг своей оси. Во время прекращения шагового линейного перемещения проволоки на ее поверхность наносят кольцеобразный элемент 2 (фиг.1) неэлектропроводящего материала. На проволоке с нанесенными дискретными кольцеобразными элементами неэлектропроводящего материала формируют режущий слой методом гальванического осаждения никелевой связки и заращивания абразивного или алмазного порошка. В электролит стандартного состава в виде взвеси добавляют взвесь детонационных наноалмазов. Гальванический режущий слой осаждается только на непокрытых участках основы, формируя кольцеобразные дискретные элементы 3 (фиг.2) с заданным внешним диаметром. После формирования режущего покрытия участки неэлектропроводящего материала удаляют (фиг.3).
В качестве неэлектропроводящего материала может использоваться нерастворимая в электролите полимерная лента, прикрепляемая к основе в виде спирали (фиг.4). При этом зону контакта основы и полимерной ленты нагревают до температуры размягчения полимера, что обеспечивает хорошую адгезию ленты с основой. При гальваническом нанесении на неизолированные части основы алмазно-абразивного режущего слоя последний принимает форму спирали, соосной основе (фиг.5). После формирования режущего покрытия полимерную ленту с основы удаляют путем растворения (фиг.6).
Пример 1. В качестве токопроводящей основы бралась проволока стальная диаметром 0,3 мм по ГОСТ 9389-75. Проволока после очистки и обезжиривания перематывалась с одного барабана на другой. Перематывание осуществлялось дискретными шагами длиной 12 мм. Одновременно проволока приводилась во вращение вокруг своей оси. После остановки линейного перемещения на основу велюровым валиком шириной 4 мм наносился кольцеобразный слой химически стойкого лака марки «Элакор-ПУ» по ТУ 2312-009-18891264-2009. Участки нанесенного лака подвергались ускоренной сушке внешними источниками инфракрасного излучения. На проволоке с нанесенными дискретными участками лака по стандартной технологии формировался режущий слой методом гальванического осаждения никелевой связки и заращивания алмазного синтетического порошка марки АС 32 40/28 по ГОСТ 9206-80. В электролит стандартного состава в виде взвеси добавлялось 3% взвеси детонационных наноалмазов по ТУ 3974-456-05121441-2008. Гальванический режущий слой осаждался только на непокрытых лаком участках основы, формируя кольцеобразные дискретные элементы режущей кромки длиной 8 мм с внешним диаметром 0,4 мм. После формирования режущего покрытия лак удалялся с помощью уайт-спирита по ГОСТ 3134-78.
Эксплуатационные испытания проволоки производились путем разделения цилиндрического монокристалла сапфира диаметром 60 мм на пластины толщиной 2 мм на стандартном оборудовании при стандартных технологических режимах. Одновременно отрезалось 50 пластин. Износостойкость проволоки определялась как суммарная площадь пропила, отнесенная к эксплуатируемой длине до полного ее износа или обрыва. Площадь пропила измерялась в квадратных сантиметрах, а длина инструмента - в метрах. Измеренная таким образом износостойкость проволоки составила 24,8 см2/м, что на 40-50% выше износостойкости проволоки со сплошной режущей кромкой.
Пример 2. В качестве токопроводящей основы бралась проволока стальная диаметром 0,5 мм по ГОСТ 9389-75. Проволока после очистки и обезжиривания перематывалась с одного барабана на другой. Одновременно проволока приводилась во вращение вокруг своей оси. Скорость линейного перемещения проволоки при перематывании и скорость ее вращения вокруг своей оси подбиралась таким образом, что за один полный оборот проволока перемещалась на 6 мм. В соприкосновение с основой приводилась лента, выполненная из винипласта, шириной 2 мм и толщиной 0,2 мм. Зона соприкосновения основы и ленты нагревалась внешним источником инфракрасного излучения до температуры размягчения винипласта. Таким образом в процессе перематывания проволоки и вращения ее вокруг своей оси на основе образовалось спиральное покрытие из винипласта. На проволоке со спиральным покрытием из винипласта по стандартной технологии формировался режущий слой методом гальванического осаждения никелевой связки и заращивания алмазного синтетического порошка марки АС 6 28/20 по ГОСТ 9206-80. В электролит стандартного состава в виде взвеси добавлялось 2% взвеси детонационных наноалмазов по ТУ 3974-456-05121441-2008. Гальванический режущий слой осаждался только на непокрытых лаком участках основы, формируя спиралеобразную режущую кромку с внешним диаметром 0,65 мм. После формирования режущего покрытия винипластовое покрытие удалялось с помощью диметилформамида по ГОСТ 20289-74.
Эксплуатационные испытания проволоки производились путем разделения цилиндрического монокристалла кремния диаметром 150 мм на пластины толщиной 1,2 мм на стандартном оборудовании при стандартных технологических режимах. Одновременно отрезалось 20 пластин. Износостойкость проволоки определялась как суммарная площадь пропила, отнесенная к эксплуатируемой длине инструмента до полного ее износа или обрыва. Площадь пропила измерялась в квадратных сантиметрах, а длина инструмента - в метрах. Измеренная таким образом износостойкость проволоки составила 192 см2/м, что на 20-25% выше износостойкости проволоки со сплошной режущей кромкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕЙ ПРОВОЛОКИ С ПРОЧНЫМ АЛМАЗОСОДЕРЖАЩИМ ПОКРЫТИЕМ | 2004 |
|
RU2291232C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРО-АБРАЗИВНЫХ КРУГОВ | 1973 |
|
SU368969A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2584107C1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| Способ изготовления алмазного режущего инструмента с металлической гальванической связкой никель-хром | 2022 |
|
RU2785208C1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ ХРОМА | 1992 |
|
RU2031982C1 |
| КАТУШКА ИНДУКТИВНОСТИ | 2006 |
|
RU2333561C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2482225C2 |


Изобретение относится к алмазно-абразивному инструменту, используемому для обработки особо твердых и хрупких материалов, преимущественно кремния, сапфира, гранатов, кварца, керамики, стекла и т.п., в частности к алмазному проволочному инструменту. Способ включает изолирование от электролита части электропроводящей основы и гальваническое нанесение на неизолированные части основы алмазно-абразивного режущего слоя. Изолирование части основы от электролита осуществляют путем прикрепления к основе нерастворимого в электролите неэлектропроводящего материала в виде последовательно расположенных дискретных кольцеобразных элементов или спирали, соосных с основой, а после гальванического нанесения на неизолированные части основы алмазно-абразивного режущего слоя изолирующий неэлектропроводящий материал удаляют. Технический результат: повышение ресурса работоспособности инструмента и улучшение качества обработки. 1 з.п. ф-лы, 6 ил., 2 пр.
1. Способ изготовления алмазно-абразивной проволоки, включающий изолирование от электролита части электропроводящей основы и гальваническое нанесение на неизолированные части основы алмазно-абразивного режущего слоя, отличающийся тем, что изолирование части основы от электролита осуществляют путем прикрепления к основе нерастворимого в электролите неэлектропроводящего материала в виде последовательно расположенных дискретных кольцеобразных элементов или спирали, соосных с основой, а после гальванического нанесения на неизолированные части основы алмазно-абразивного режущего слоя изолирующий неэлектропроводящий материал удаляют.
2. Способ по п.1, отличающийся тем, что в качестве неэлектропроводящего материала используют нерастворимую в электролите полимерную ленту, прикрепляемую к основе в виде спирали, а после гальванического нанесения покрытия на неизолированные части основы алмазно-абразивного режущего слоя полимерную ленту удаляют путем растворения.
| Газовая горелка для сварки | 1927 |
|
SU20056A1 |
| Коловратная реверсивная паровая машина | 1946 |
|
SU83210A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕЙ ПРОВОЛОКИ С ПРОЧНЫМ АЛМАЗОСОДЕРЖАЩИМ ПОКРЫТИЕМ | 2004 |
|
RU2291232C2 |
| Устройство для регулирования воздушной завесы | 1980 |
|
SU935680A1 |

