Область техники
[0001] Настоящее изобретение относится к батарее, способу изготовления батареи и пакетированному электроду.
Уровень техники
[0002] В последние годы аккумуляторные батареи используются в различных изделиях. Аккумуляторная батарея включает в себя аккумуляторный элемент, образованный посредством укладки стопкой положительных электродов, сепараторов и отрицательных электродов. В аккумуляторном элементе важно, чтобы положительные электроды и отрицательные электроды были уложены друг на друга без смещения положения с размещенными между ними сепараторами. Это обусловлено тем, что неточное совмещение при укладке способствует ухудшению рабочих характеристик батареи и сокращению ресурса батареи.
[0003] Таким образом, чтобы предотвращать смещение положения между положительными электродами и отрицательными электродами, было предложено использовать пакетированные положительные электроды, изготавливаемые посредством соединения краев двух сепараторов между собой термической сваркой с образованием пакета заранее, а затем помещения положительного электрода в этот пакет (см. патентный документ 1). Поскольку положение положительного электрода задается термосваренными участками сепараторов, положительный электрод и отрицательный электрод могут быть совместно уложены без неточного совмещения стопки при совместной укладке пакетированного положительного электрода и отрицательного электрода.
Список цитированных ссылок
Патентные документы
[0004] Патентный документ 1: Японский патент № 3380935
Сущность изобретения
Техническая задача
[0005] Тем не менее, в изобретении, описанном в патентном документе 1, сепараторы термически свариваются на участках, очень близких к краям положительного электрода, так что положительный электрод не будет перемещаться внутри сепараторов и за счет этого смещаться по положению (см. Фиг.3 в патентном документе 1). Это приводит к риску того, что распространение высокотемпературного тепла, подводимого при термической сварке к положительному электроду, приведет к ухудшению положительного электрода вследствие нагрева.
[0006] Помимо этого, в изобретении, описанном в патентном документе 1, пакетированный положительный электрод и сепараторы формируются с идентичным размером (см. Фиг.5 в патентном документе 1). В этом случае, если отрицательный электрод размещен на сварных участках сепараторов и в этих сварных участках сепараторов образуется мельчайшее отверстие, возникает короткое замыкание на отрицательный электрод.
[0007] Настоящее изобретение было создано с учетом вышеизложенных обстоятельств и имеет своей целью предоставление батареи, способа изготовления батареи и пакетированного электрода, позволяющих подавить или исключить ухудшение положительного электрода вследствие нагрева, применяемого при термической сварке сепараторов, а также позволяющих предотвратить короткое замыкание через сварные участки.
Решение задачи
[0008] Первым аспектом настоящего изобретения является батарея, включающая в себя пакетированный положительный электрод и отрицательный электрод. Пакетированный положительный электрод изготовлен посредством помещения положительного электрода в пакет, сформированный соединением по меньшей мере части концевых участков сепаратора между собой термической сваркой. Отрицательный электрод уложен на пакетированном положительном электроде и является более крупным, чем положительный электрод. При этом сварные участки сепаратора, сформированные термической сваркой, обеспечены за пределами внешней периферии отрицательного электрода, если смотреть в направлении укладки.
[0009] Второй аспект настоящего изобретения представляет собой способ изготовления батареи, включающий в себя: первый этап формирования пакетированного положительного электрода посредством размещения положительного электрода между двумя сепараторами и соединения по меньшей мере части концевых участков соответствующих сепараторов между собой термической сваркой; и второй этап укладки отрицательного электрода, крупнее положительного электрода, на пакетированном положительном электроде. На первом этапе концевые участки соответствующих сепараторов термически сваривают заранее в положениях, удаленных от положительного электрода, так что сварные участки сепараторов, сформированные термической сваркой, обеспечены за пределами внешней периферии отрицательного электрода, когда отрицательный электрод укладывают на последующем втором этапе.
[0010] Третий аспект настоящего изобретения представляет собой пакетированный электрод, изготовленный посредством помещения первого электрода в пакет, сформированный соединением по меньшей мере части краев сепаратора между собой термической сваркой. Когда второй электрод, более крупный и отличающийся по полярности от первого электрода, уложен на пакетированном электроде, сформированные термической сваркой сварные участки сепараторов обеспечены за пределами внешней периферии второго электрода, если смотреть в направлении укладки.
Краткое описание чертежей
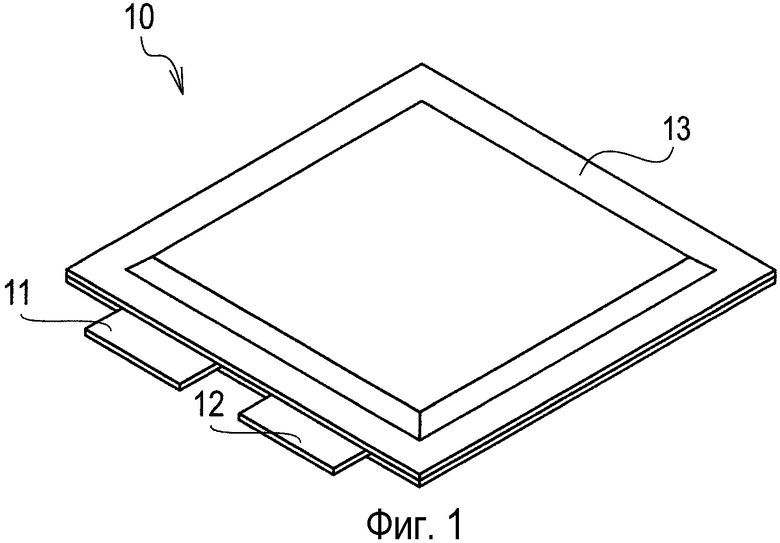
[0011] Фиг.1 является видом в перспективе, показывающим внешний вид литий-ионной аккумуляторной батареи.
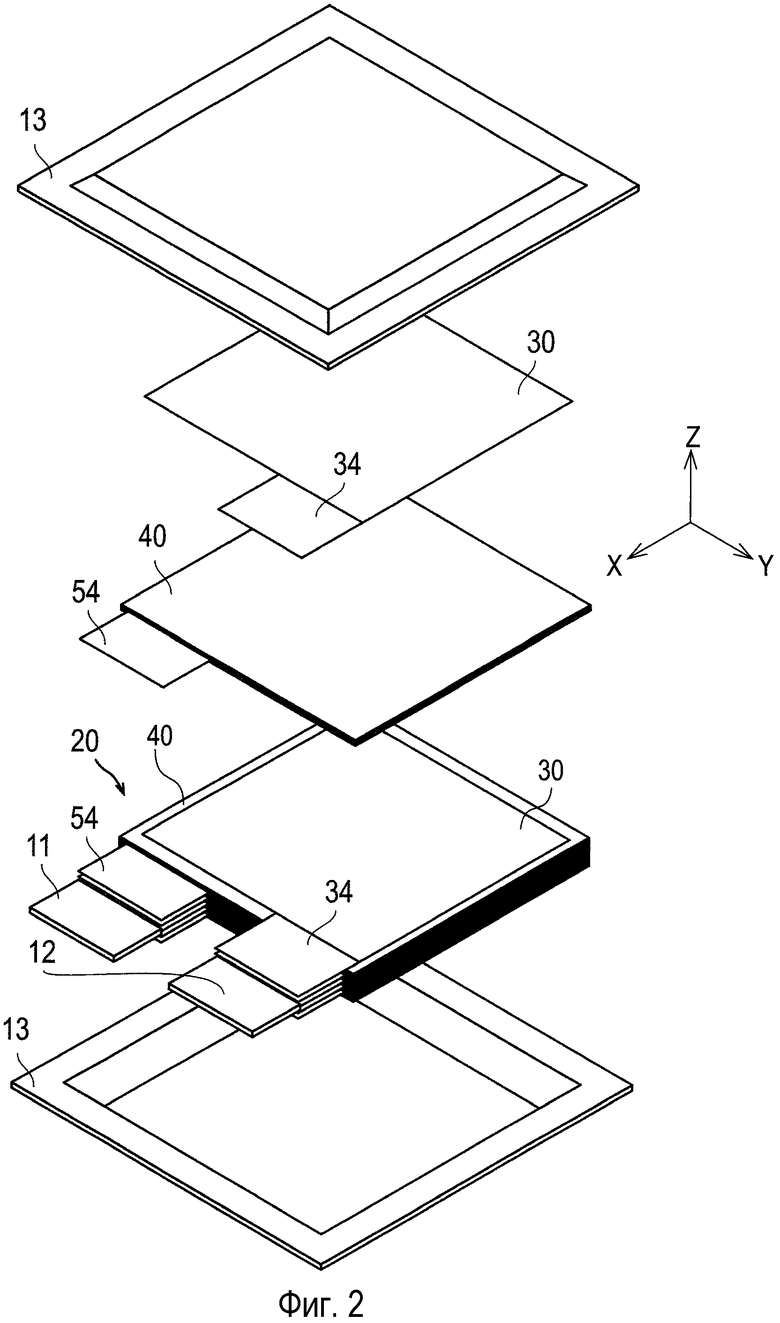
Фиг.2 является покомпонентным видом в перспективе литий-ионной аккумуляторной батареи.
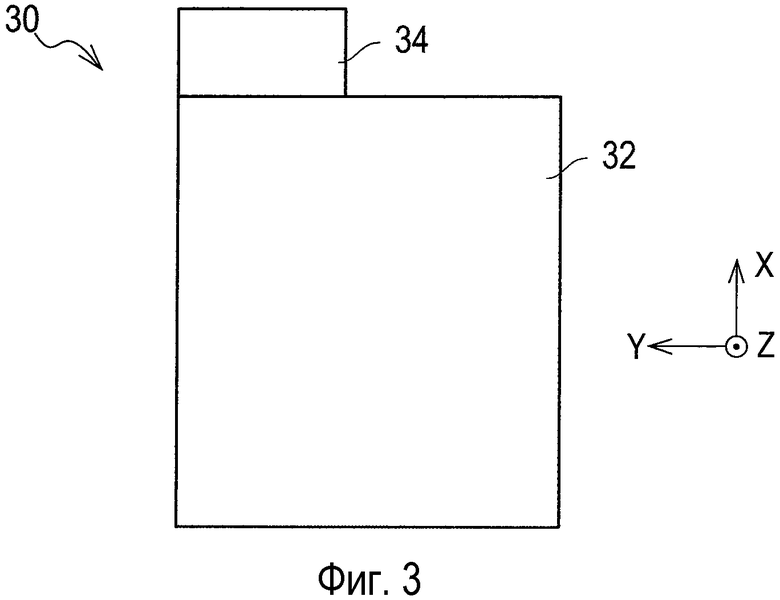
Фиг.3 является видом сверху отрицательного электрода.
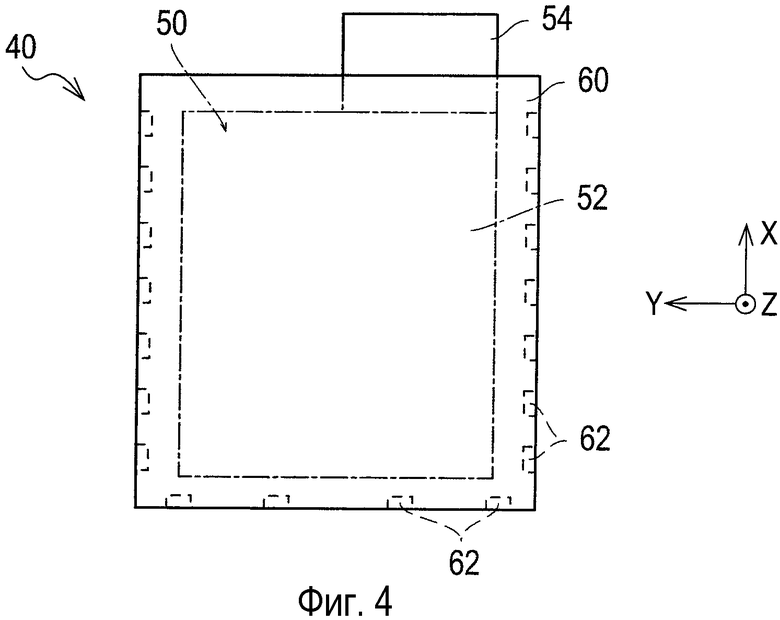
Фиг.4 является видом сверху пакетированного положительного электрода.
Фиг.5 является схемой, показывающей взаимное расположение пакетированного положительного электрода и положительного электрода в нем.
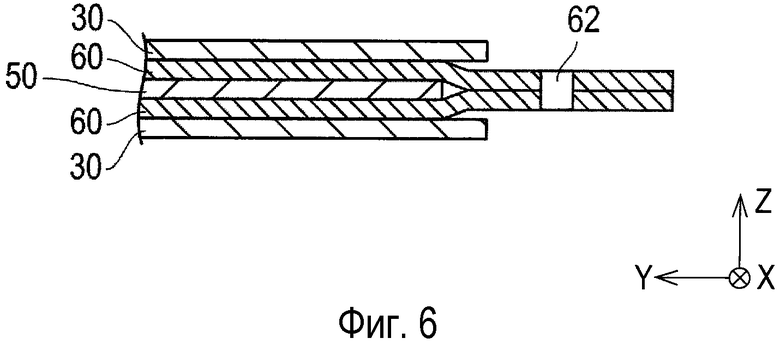
Фиг.6 является видом в сечении вдоль линии VI-VI на Фиг.5.
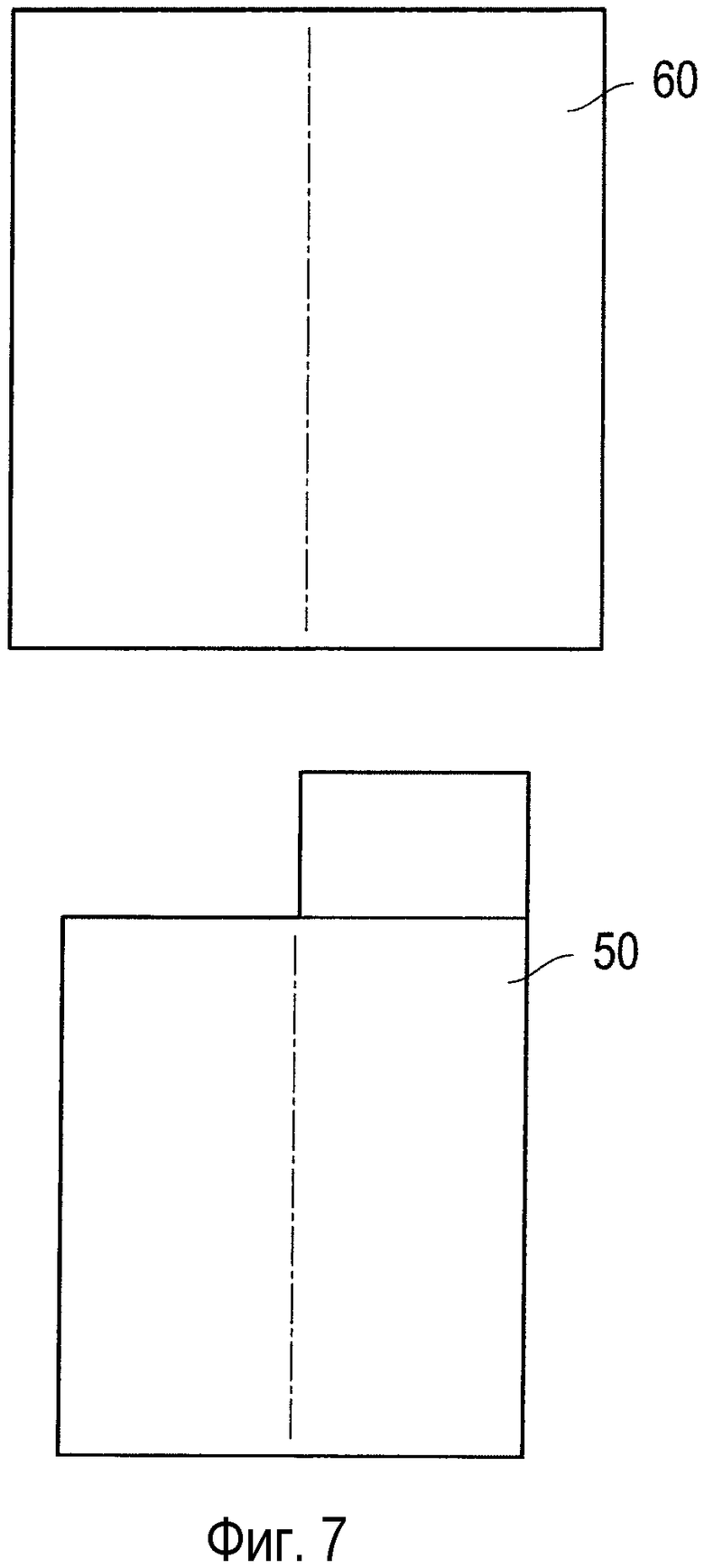
Фиг.7 является схемой, показывающей то, как положительный электрод размещается относительно сепараторов.
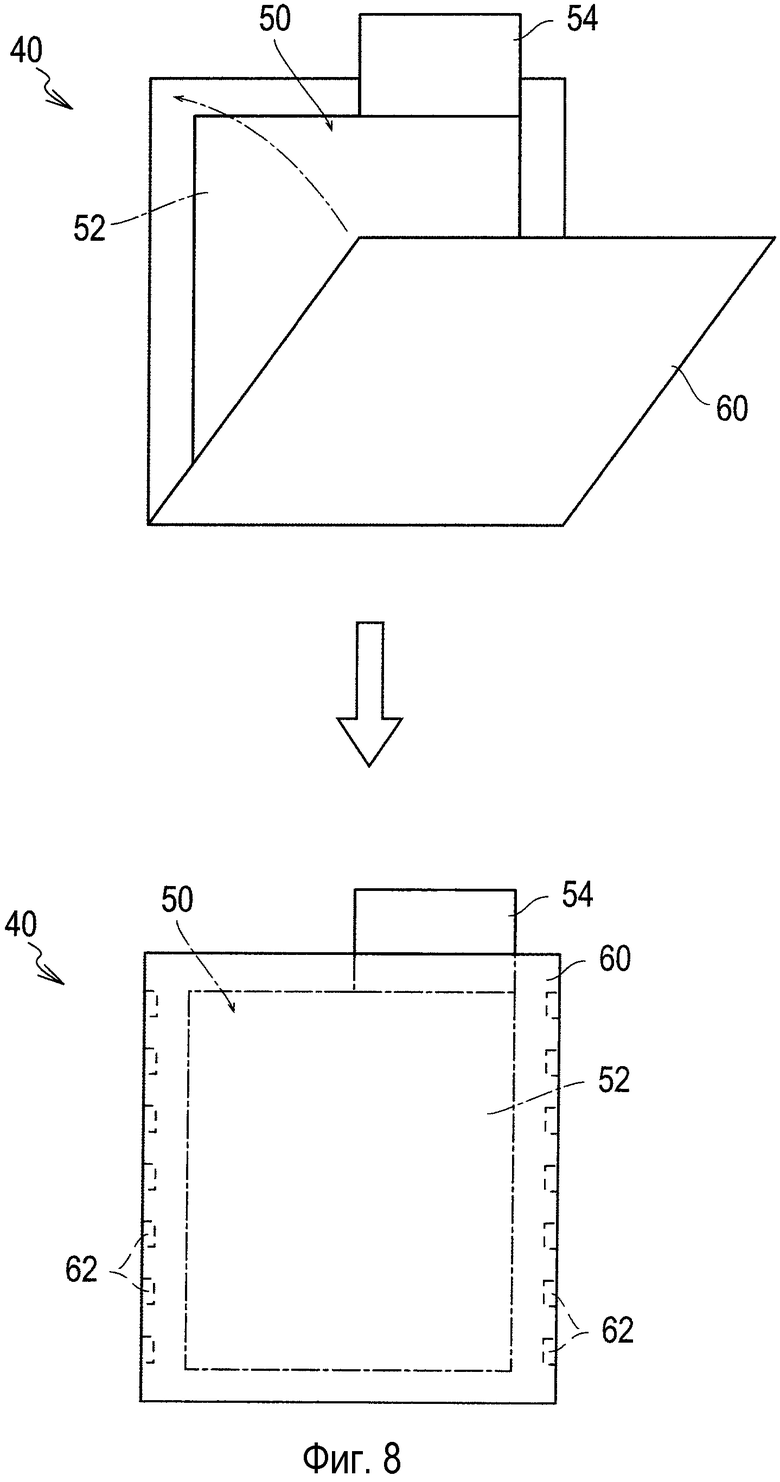
Фиг.8 является схемой, показывающей другой вариант реализации сепаратора в форме пакета.
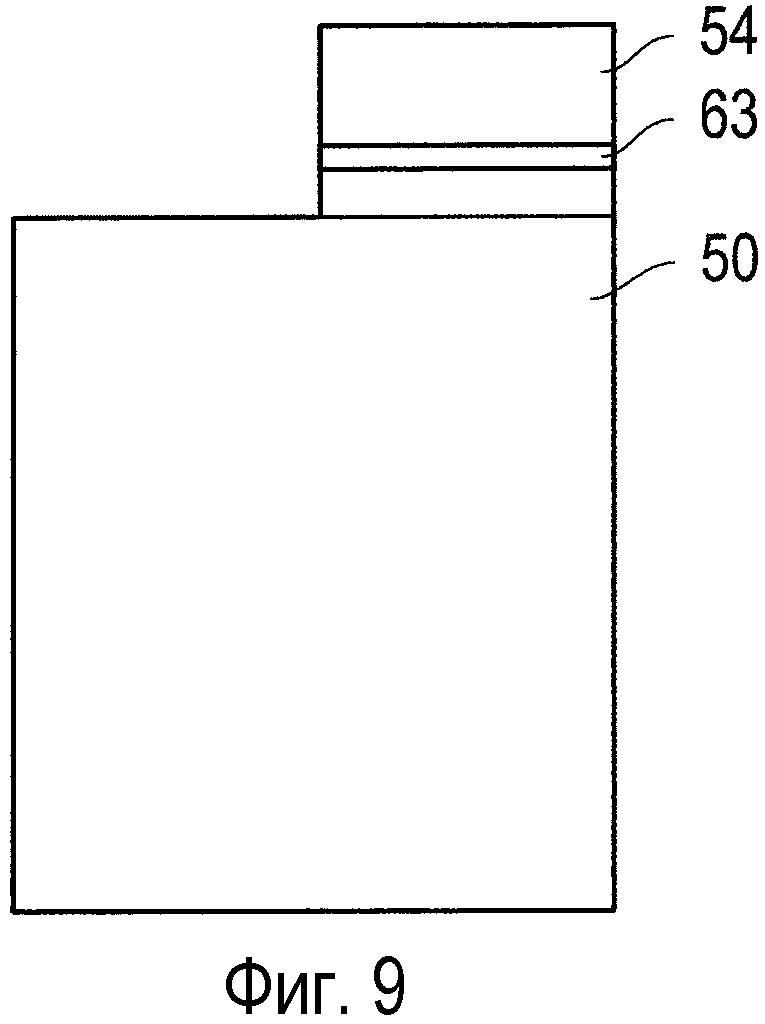
Фиг.9 является схемой, показывающей то, как к части положительного электрода прикреплена лента.
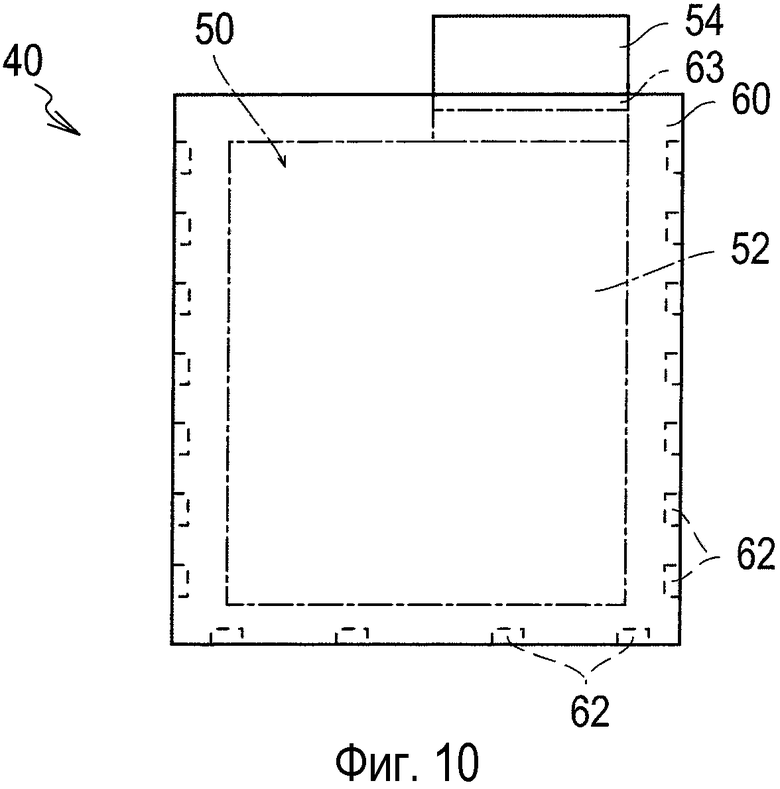
Фиг.10 является схемой, показывающей то, как показанный на Фиг.9 положительный электрод пакетируется в сепараторах.
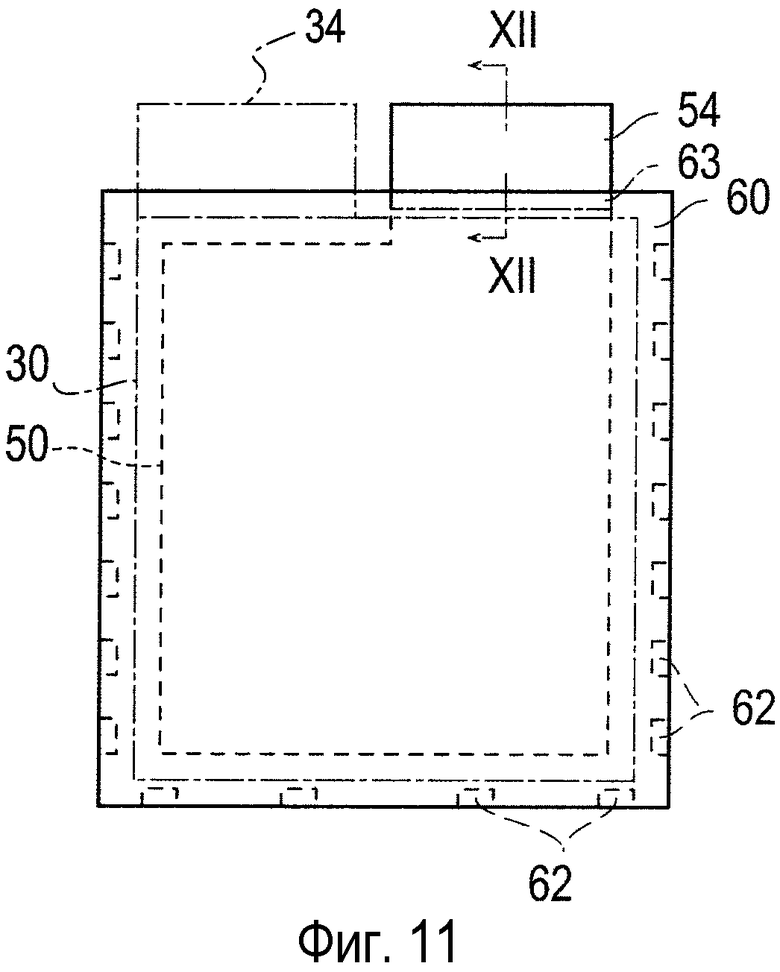
Фиг.11 является схемой, показывающей то, как отрицательный электрод укладывается на пакетированном положительном электроде, показанном на Фиг.10.
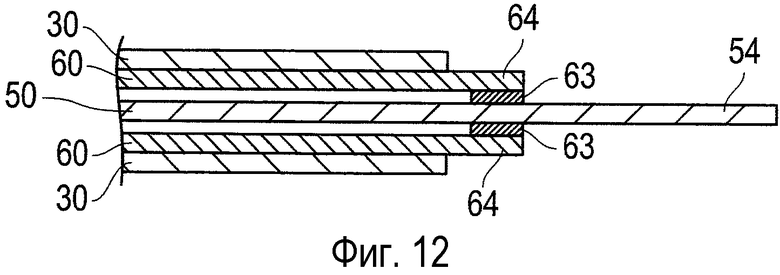
Фиг.12 является видом в сечении вдоль линии XII-XII на Фиг.11.
Подробное описание вариантов реализации
[0012] Варианты реализации настоящего изобретения описываются ниже со ссылкой на прилагаемые чертежи. Следует отметить, что пропорции размеров на чертежах чрезмерно увеличены для удобства описания и могут отличаться от фактических пропорций.
[0013] Фиг.1 является видом в перспективе, показывающим внешний вид литий-ионной аккумуляторной батареи (собранной стопкой батареи), Фиг.2 является покомпонентным видом в перспективе литий-ионной аккумуляторной батареи, Фиг.3 является видом сверху отрицательного электрода, а Фиг.4 является видом сверху пакетированного положительного электрода. На чертежах направление Z обозначает направление укладки, направление X обозначает направление, в котором вывод 11 положительного электрода и вывод 12 отрицательного электрода выведены из внешнего материала 13, а направление Y обозначает направление, ортогональное к направлению Z и направлению X. Направление, параллельное плоскости XY, ортогональной к направлению Z, также упоминается как направление плоскости.
[0014] Как показано на Фиг.1, литий-ионная аккумуляторная батарея 10 имеет плоскую четырехугольную форму, и вывод 11 положительного электрода и вывод 12 отрицательного электрода выведены из одного и того же концевого участка внешнего материала 13. Внутри внешнего материала 13 заключен генерирующий электроэнергию элемент (аккумуляторный элемент) 20, в котором протекает реакция заряда-разряда.
[0015] Как показано на Фиг.2, генерирующий электроэнергию элемент 20 образован посредством поочередной укладки отрицательных электродов 30 и пакетированных положительных электродов 40. Каждый отрицательный электрод 30, как показано на Фиг.3, изготовлен формированием слоя 32 активного материала отрицательного электрода на каждой поверхности чрезвычайно тонкого листового токоотвода отрицательного электрода. В отрицательном электроде 30 слой 32 активного материала отрицательного электрода сформирован на участке, отличном от участка 34 лепесткового вывода.
[0016] Положительный электрод 50 размещается между сепараторами 60. Положительный электрод 50 изготовлен формированием слоя 52 активного материала положительного электрода на каждой поверхности листового токоотвода положительного электрода. Слой 52 активного материала положительного электрода сформирован на участке, отличном от участка 54 лепесткового вывода положительного электрода 50. Участок 54 лепесткового вывода положительного электрода 50 выведен из образованного сепараторами 60 пакета («упаковки»). Слой 52 активного материала положительного электрода сформирован немного меньшим, чем слой 32 активного материала отрицательного электрода у отрицательного электрода 30. Как показано на Фиг.4, два сепаратора 60 формируются в пакет посредством приваривания друг к другу на сварных участках 62 на их концевых участках (краях). Сварные участки 62 формируются, например, термической сваркой.
[0017] Следует отметить, что сам по себе способ изготовления литий-ионной аккумуляторной батареи посредством поочередной укладки стопкой отрицательных электродов 30 и пакетированных положительных электродов 40 является общим способом изготовления литий-ионных аккумуляторных батарей и, следовательно, подробно не описывается здесь.
[0018] Далее описывается положение положительного электрода 50 в пакетированном положительном электроде 40.
[0019] Фиг.5 является схемой, показывающей взаимное расположение пакетированного положительного электрода и положительного электрода в нем, а Фиг.6 является видом в сечении вдоль линии VI-VI на Фиг.5. На Фиг.5 положение отрицательного электрода 30, уложенного стопкой на пакетированный положительный электрод 40, показано штрихпунктирной линией.
[0020] Как показано на Фиг.5, в пакетированном положительном электроде 40 этого варианта реализации, при уложенном на него отрицательном электроде 30, сварные участки 62, сваривающие сепараторы 60 между собой, обеспечены за пределами внешней периферии отрицательного электрода 30, если смотреть в направлении укладки. Будучи меньшим, чем отрицательный электрод 30, в области, перекрывающейся с сепараторами 60, положительный электрод 50 образуется внутри отрицательного электрода 30.
[0021] Более конкретно, как показано на Фиг.6, в области, перекрывающейся с сепараторами 60, отрицательный электрод 30 образуется внутри сварных участков 62 сепараторов 60 в направлении плоскости, а положительный электрод 50 образуется внутри внешнего края отрицательного электрода 30 в направлении плоскости. Таким образом, внешний край положительного электрода 50 отстоит от сварных участков 62 в направлении плоскости на по меньшей мере расстояние между внешним краем отрицательного электрода 30 и сварными участками 62 и расстояние между внешним краем отрицательного электрода 30 и внешним краем положительного электрода 50. Поскольку размеры отрицательного электрода 30, положительного электрода 50 и сварных участков 62 задаются таким образом, положительный электрод 50 достаточно отстоит от сварных участков 62, когда эти сварные участки 62 формируются термической сваркой. Следовательно, ухудшение положительного электрода 50 вследствие нагрева, применяемого при термической сварке, может быть либо подавлено, либо предотвращено. Помимо этого, поскольку отрицательный электрод 30 не перекрывается со сварными участками 62 сепараторов 60, когда отрицательный электрод 30 и пакетированный положительный электрод 40 совместно уложены стопкой, отрицательный электрод 30 не замыкается накоротко через сварные участки.
[0022] Способ изготовления аккумуляторной батареи 10 заключается в следующем.
[0023] Фиг.7 является схемой, показывающей то, как выполнять регулирование по положениям между положительным электродом и сепараторами.
[0024] Отрицательный электрод 30, положительный электрод 50 и сепараторы 60 формируют таким образом, чтобы они удовлетворяли вышеописанным взаимным расположениям отрицательного электрода 30, положительного электрода 50 и сварных участков 62. В частности, отрицательный электрод 30, исключая участок 34 лепесткового вывода, формируют с меньшим размером, чем сепараторы 60, а положительный электрод 50, исключая участок 54 лепесткового вывода, формируют с меньшим размером, чем отрицательный электрод 30, исключая участок 34 лепесткового вывода. После того как положительный электрод 50 и сепараторы 60 сформированы, выполняют регулирование по положениям между положительным электродом 50 и сепараторами 60.
[0025] При регулировании по положениям между положительным электродом 50 и сепаратором 60, например, находят и совмещают их соответствующие осевые линии так, как показано на Фиг.7. Таким образом осуществляют регулирование по положениям в ширину. Регулирование по положениям в длину осуществляют, например, посредством обнаружения того участка, где обеспечен (имеется) слой 52 активного материала положительного электрода 50 (участка с покрытием), а затем совмещения участка с покрытием с заданным положением, удаленным от концевого участка по длине сепаратора 60.
[0026] Когда положительный электрод 50 находится в требуемом положении, положительный электрод 50 размещают между двумя сепараторами 60 и формируют сварные участки 62 в сварочных положениях, показанных на Фиг.5. Тем самым положительный электрод 50 помещают внутрь образованного сепараторами 60 пакета. Выполняют регулирование по положениям между сформированным таким образом пакетированным положительным электродом 40 и отрицательным электродом 30 так, что они имеют взаимные положения, показанные на Фиг.5. Генерирующий электроэнергию элемент 20, сформированный посредством укладки стопкой множественных пакетированных положительных электродов 40 и отрицательных электродов 30, заключают во внешний материал, и за счет этого формируется батарея 10.
[0027] Как описано, сварные участки 62 формируются таким образом, что концевые участки положительного электрода 50 могут быть разнесены от сварных участков 62 сепараторов 60 на основании взаимного расположения и размерных соотношений между отрицательным электродом 30, положительным электродом 50, сепараторами 60 и сварными участками 62, показанных на Фиг.5. Другими словами, когда отрицательный электрод 30 и пакетированный положительный электрод 40 совместно уложены стопкой, сварные участки 62 находятся за пределами внешнего края отрицательного электрода 30 в направлении плоскости. По этой причине расстояние от сварных участков 62 до концевого участка положительного электрода 50 по меньшей мере равно или превышает расстояние от сварных участков 62 до концевого участка отрицательного электрода 30. Следовательно, может быть исключено ухудшение положительного электрода 50 и т.п. вследствие применяемого при термической сварке нагрева. Кроме того, поскольку положительный электрод 50 и сепараторы 60 регулируются по положению до термической сварки, положительный электрод 50 может быть точно размещен в сепараторах 60.
[0028] В вышеприведенном варианте реализации, как показано на Фиг.1, вывод 11 положительного электрода и вывод 12 отрицательного электрода выводятся из одного и того же концевого участка внешнего материала 13. Тем не менее, настоящее изобретение не ограничено этим случаем. Вывод 11 положительного электрода и вывод 12 отрицательного электрода могут быть, например, выведены из противоположных концевых участков. В этом случае, при формировании генерирующего электроэнергию элемента 20 аккумуляторной батареи 10, отрицательные электроды 30 и пакетированные положительные электроды 40 укладывают стопкой таким образом, что их участки 34, 54 лепестковых выводов обращены в противоположных направлениях.
[0029] К тому же, хотя в вышеприведенном варианте реализации в сепараторах 60 пакетирован («упакован») положительный электрод 50, настоящее изобретение не ограничено этим примером. В сепараторах 60 может быть пакетирован отрицательный электрод 30. В этом случае отрицательный электрод 30 формируется меньшим, чем положительный электрод 50.
[0030] Формирование сепаратора в форме пакета
Фиг.8 является схемой, показывающей другой вариант реализации сепаратора в форме пакета.
[0031] В вышеприведенном варианте реализации сепаратор в форме пакета формируют термической сваркой части концевых участков двух листовых сепараторов 60. Тем не менее, настоящее изобретение не ограничено этим. Как показано на Фиг.8, пакет может формироваться посредством сгибания одного-единственного листового сепаратора и соединения по меньшей мере части перекрывающихся концевых участков (краев) термической сваркой. Согласно варианту, показанному на Фиг.8, положительный электрод 50 накладывается на один сепаратор 60 в длину в продольном направлении, а затем сепаратор 60 сгибается в продольном направлении. Следовательно, по сравнению с вариантом, показанным на Фиг.4, только обе боковые стороны сепараторов 60 должны быть соединены термической сваркой. В частности, на Фиг.8, сварные участки 62 формируются на левом и правом боковых краях.
[0032] Альтернативно, хотя это и не показано, один-единственный сепаратор 60, имеющий поперечную ширину, примерно в два раза превышающую ширину единственного сепаратора 60 на Фиг.4, можно сгибать поперечно, охватывая положительный электрод 50. В этом случае сварные участки 62 формируются на одном из боковых краев и нижнем краю на Фиг.8.
[0033] Фиксация положительного электрода
Со ссылкой на Фиг.9-12 приводится описание варианта, в котором фиксируется положение положительного электрода 50 внутри пакетированного положительного электрода 40.
[0034] Фиг.9 является схемой, показывающей то, как к части положительного электрода прикреплена лента, Фиг.10 является схемой, показывающей то, как показанный на Фиг.9 положительный электрод «упаковывается» между сепараторами, Фиг.11 является схемой, показывающей то, как отрицательный электрод укладывается стопкой на пакетированном положительном электроде, показанном на Фиг.10, а Фиг.12 является видом в сечении вдоль линии XII-XII на Фиг.11.
[0035] Как показано на Фиг.9, ленту 63 (клейкий элемент), имеющую(ий) клейкую поверхность, прикрепляют к части участка 54 лепесткового вывода положительного электрода 50. Лента 63 является двусторонней лентой, обе поверхности которой клейкие. Ленту 63 прикрепляют к участку 54 лепесткового вывода положительного электрода на каждой из его плоских поверхностей в направлении укладки.
[0036] Как показано на Фиг.10, при прикрепленной к положительному электроду 50 ленте 63, укладывают сепараторы 60 стопкой на обе стороны положительного электрода 50. Внешние края сепараторов 60 сваривают на сварных участках 62 и тем самым формируют сепараторы 60 в форме пакета. В образованном сепараторами 60 пакете сформированного таким образом пакетированного положительного электрода 40 ленты 63, прикрепленные к соответствующим внешним поверхностям участка 54 лепесткового вывода положительного электрода 50, связаны с внутренними поверхностями соответствующих сепараторов 60. За счет этого положительный электрод 50 прикрепляется к сепараторам 60 и, другими словами, «интегрируется» с сепараторами 60. В вариантах, показанных на Фиг.9 и 10, в частности, ленты 63 прикреплены к участку 54 лепесткового вывода положительного электрода, и поэтому положение участка 54 лепесткового вывода положительного электрода относительно сепараторов 60 не смещается.
[0037] Транспортировка или т.п. пакетированного положительного электрода 40 не вызывает смещения положения положительного электрода 50 внутри выполненных в форме пакета сепараторов 60. Следовательно, как показано на Фиг.11, при совместной укладке стопкой отрицательного электрода 30 и пакетированного положительного электрода 40, положение отрицательного электрода 30 и положение положительного электрода 50 в пакетированном положительном электроде 40 определяются одинаково, только если выполняется регулирование по положениям между отрицательным электродом 30 и пакетированным положительным электродом 40. Фиг.12 показывает сечение лент 63 с уложенными стопкой отрицательным электродом 30 и пакетированным положительным электродом 40. Ленты 63 связывают обе поверхности участка 54 лепесткового вывода положительного электрода соответственно с участками 64 внутренних поверхностей сепараторов 60, тем самым фиксируя положение положительного электрода 50.
[0038] Описанное выше закрепление положительного электрода 50 не дает возможности положительному электроду 50 перемещаться в пакетированном положительном электроде 40 и приходить в контакт с отрицательным электродом 30 при укладке стопкой отрицательного электрода 30 и пакетированного положительного электрода 40. Даже в таком окружении, в котором собранная батарея, образованная посредством укладки стопкой множественных отрицательных электродов 30 и пакетированных положительных электродов 40, принимает внешнюю вибрацию или ударное воздействие из-за транспортировки в процессе изготовления или монтажа на транспортном средстве, относительное положение положительного электрода 50 в пакетированном положительном электроде 40 поддерживается стабильным. Положение положительного электрода 50 не смещается понемногу, приходя в контакт с отрицательным электродом 30 и вызывая короткое замыкание.
[0039] Хотя в вышеуказанном варианте клейкая лента 63 прикреплена к каждой поверхности участка 54 лепесткового вывода положительного электрода 50, настоящее изобретение не ограничено этим вариантом. При условии, что относительное положение положительного электрода 50 фиксируется в сепараторах 60, лента 63 может прикрепляться только к одной поверхности участка 54 лепесткового вывода положительного электрода. Кроме того, то положение, в котором прикреплена лента 63, не должно совпадать с краем сепаратора 60, а может находиться немного внутри или снаружи образованного сепараторами 60 пакета.
[0040] Хотя в вышеуказанном варианте внутри сепараторов 60 в качестве пакетированного электрода закреплен положительный электрод 50, настоящее изобретение не ограничено этим вариантом. Внутри сепараторов 60 может закрепляться отрицательный электрод 30.
[0041] Выше описаны варианты реализации настоящего изобретения. Тем не менее, эти варианты реализации являются просто примерами, описанными только для того, чтобы способствовать пониманию настоящего изобретения, и настоящее изобретение не ограничено такими вариантами реализации. Технический объем настоящего изобретения включает в себя не только конкретные технические особенности, раскрытые в вышеописанных вариантах реализации, но и различные модификации, изменения, альтернативные методы и т.п., которые могут быть легко выведены из них.
[0042] Настоящая заявка испрашивает приоритет заявки на патент Японии № 2011-085795, поданной 7 апреля 2011 года, и заявки на патент Японии № 2011-290357, поданной 29 декабря 2011 года, содержание которых полностью включено сюда по ссылке.
Промышленная применимость
[0043] Согласно батарее и способу изготовления батареи по настоящему изобретению, когда пакетированный положительный электрод и отрицательный электрод совместно уложены стопкой, сварные участки находятся за пределами внешнего края отрицательного электрода. Таким образом, положительный электрод отделен от сварных участков по меньшей мере расстоянием от сварных участков до концевого участка отрицательного электрода. Следовательно, ухудшение положительного электрода и т.п. вследствие применяемого при термической сварке нагрева может быть исключено. Помимо этого, поскольку отрицательный электрод не перекрывается со сварными участками сепараторов, короткое замыкание через сварные участки не возникает.
[0044] Кроме того, согласно пакетированному электроду по настоящему изобретению, когда на пакетированном электроде укладывается второй электрод, сварные участки находятся за пределами внешнего края второго электрода. Таким образом, первый электрод отделен от сварных участков по меньшей мере расстоянием от сварных участков до концевого участка второго электрода. Следовательно, ухудшение первого электрода и т.п. вследствие применяемого при термической сварке нагрева может быть исключено. Помимо этого, поскольку отрицательный электрод не перекрывается со сварными участками сепараторов, короткое замыкание через сварные участки не возникает.
Список ссылочных обозначений
[0045] 10 - аккумуляторная батарея
20 - генерирующий электроэнергию элемент
30 - отрицательный электрод
32 - слой активного материала отрицательного электрода
34 - участок лепесткового вывода отрицательного электрода
40 - пакетированный положительный электрод
50 - положительный электрод
52 - слой активного материала положительного электрода
54 - участок лепесткового вывода положительного электрода
60 - сепаратор
62 - сварной участок
63 - лента
| название | год | авторы | номер документа |
|---|---|---|---|
| АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2011 |
|
RU2529499C1 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2013 |
|
RU2560134C2 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ СКЛАДОК И СПОСОБ ОПРЕДЕЛЕНИЯ СКЛАДОК | 2012 |
|
RU2564369C2 |
| БЛОК БАТАРЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА БАТАРЕЙ | 2010 |
|
RU2490755C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ ПОЗИЦИИ | 2012 |
|
RU2556034C2 |
| ГЕРМЕТИЧНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2017 |
|
RU2660491C1 |
| КОНТРОЛЬ ЗАРЯДКИ МНОГОЭЛЕМЕНТНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ | 2004 |
|
RU2364012C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПАКЕТИРОВАННОГО ЭЛЕКТРОДА | 2012 |
|
RU2552841C1 |
| БАТАРЕЯ | 2010 |
|
RU2510547C2 |
| КОМПОЗИЦИЯ СМОЛЫ И БАТАРЕЯ С ОРГАНИЧЕСКИМ ЭЛЕКТРОЛИТОМ | 2010 |
|
RU2532162C2 |
Изобретение относится к аккумуляторным батареям. Технический результат - исключение ухудшения положительного электрода вследствие нагрева, применяемого при термической сварке сепараторов, и предотвращение короткого замыкания через сварные участки. Батарея по настоящему изобретению включает в себя пакетированный положительный электрод, изготовленный посредством помещения положительного электрода в пакет, сформированный соединением по меньшей мере части концевых участков сепаратора между собой термической сваркой, и отрицательный электрод, крупнее положительного электрода и уложенный стопкой на пакетированном положительном электроде. Сварные участки сепаратора, сформированные термической сваркой, обеспечены за пределами внешней периферии отрицательного электрода, если смотреть в направлении укладки. 3 н. и 5 з.п. ф-лы, 12 ил.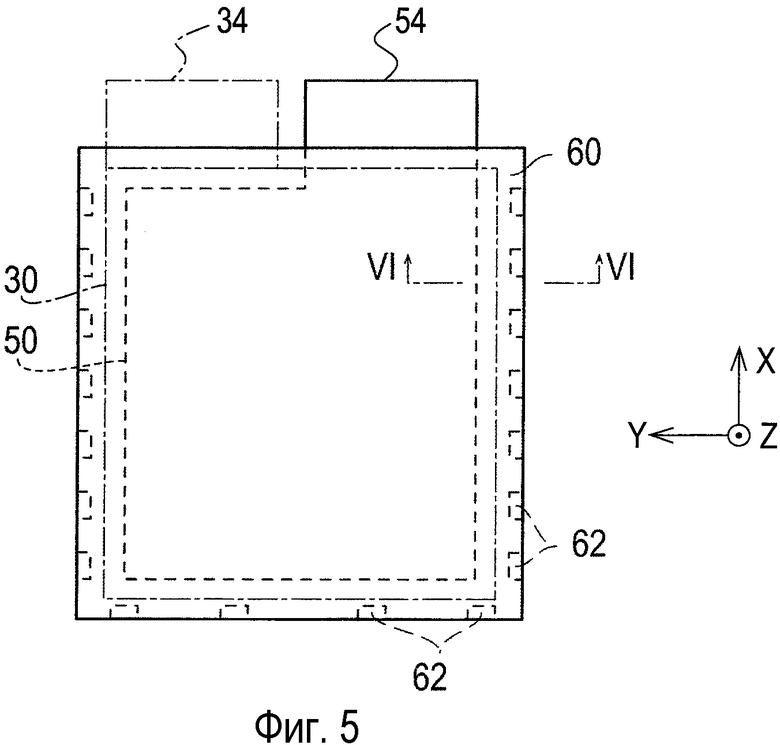
1. Батарея, содержащая:
пакетированный положительный электрод, изготовленный посредством помещения положительного электрода в пакет, сформированный соединением по меньшей мере части концевых участков сепаратора между собой термической сваркой, и
отрицательный электрод, уложенный стопкой на пакетированном положительном электроде, причем отрицательный электрод крупнее положительного электрода, при этом
сварные участки сепаратора, сформированные термической сваркой, обеспечены за пределами внешней периферии отрицательного электрода, если смотреть в направлении укладки.
2. Батарея по п. 1, в которой внутри пакетированного положительного электрода внешняя поверхность положительного электрода связана с внутренней поверхностью сепаратора с помощью клейкого элемента.
3. Способ изготовления батареи, содержащий:
первый этап, на котором формируют пакетированный положительный электрод посредством размещения положительного электрода между двумя сепараторами и соединения по меньшей мере части концевых участков соответствующих сепараторов между собой термической сваркой, и
второй этап, на котором укладывают стопкой отрицательный электрод, более крупный, чем положительный электрод, на пакетированном положительном электроде, при этом
на первом этапе концевые участки соответствующих сепараторов термически сваривают заранее в положениях, удаленных от положительного электрода, так что сварные участки сепараторов, сформированные термической сваркой, обеспечивают за пределами внешней периферии отрицательного электрода, когда отрицательный электрод укладывают на последующем втором этапе.
4. Способ изготовления батареи по п. 3, в котором для того, чтобы разместить положительный электрод между сепараторами на первом этапе, обнаруживают осевую линию положительного электрода и совмещают эту осевую линию с осевыми линиями сепараторов.
5. Способ изготовления батареи по любому из пп. 3 и 4, в котором пакетированный положительный электрод образует пакет посредством соединения по меньшей мере части концевых участков двух сепараторов между собой термической сваркой.
6. Способ изготовления батареи по любому из пп. 3 и 4, в котором пакетированный положительный электрод образует пакет посредством сгибания единственного сепаратора и соединения по меньшей мере части перекрывающихся концевых участков сепаратора между собой термической сваркой.
7. Пакетированный электрод, изготовленный посредством помещения первого электрода в пакет, сформированный посредством соединения по меньшей мере части краев сепаратора между собой термической сваркой, причем сварные участки краев сепаратора, сформированные термической сваркой, расположены так, что когда второй электрод, который крупнее и отличается по полярности от первого электрода, уложен стопкой на пакетированном электроде, эти сварные участки обеспечены за пределами внешней периферии второго электрода, если смотреть в направлении укладки.
8. Пакетированный электрод по п. 7, в котором внутри пакета внешняя поверхность первого электрода связана с внутренней поверхностью сепаратора с помощью клейкого элемента.
| БИПОЛЯРНАЯ ЭЛЕКТРОХИМИЧЕСКАЯ БАТАРЕЯ ИЗ ПАКЕТИРОВАННЫХ ГАЛЕТНЫХ ГАЛЬВАНИЧЕСКИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2298264C2 |
| АККУМУЛЯТОРНАЯ ЛИТИЕВАЯ БАТАРЕЯ, ИСПОЛЬЗУЮЩАЯ СЕПАРАТОР, ЧАСТИЧНО ПОКРЫТЫЙ ГЕЛЕОБРАЗНЫМ ПОЛИМЕРОМ | 2004 |
|
RU2305348C2 |
| КОНТРОЛЬ ЗАРЯДКИ МНОГОЭЛЕМЕНТНОЙ АККУМУЛЯТОРНОЙ БАТАРЕИ | 2004 |
|
RU2364012C2 |
| US6610438 A1, 08.11.2001 | |||
| JP2010020974 A, 28.01.2010 | |||
| JPH07302616 A, 14.11.1995 | |||

