Изобретения относятся к технологии изготовления фильтрующих модулей (ФМ) из волокнистых материалов, преимущественно из минеральных волокон (стекловолокна), и могут быть использованы при производстве фильтров тонкой очистки воздуха (ФТОВ), применяемых в радиоэлектронной, атомной, химической, медицинской, биотехнологической промышленности.
Известен фильтр Gambrige Filter Corp. (США) [1], содержащий фильтрующий модуль, образуемый зигзагообразным рядом самоудерживающихся относительно плоских панелей. Панели соединены между собой с помощью чередующихся относительно потока воздуха верхних и нижних складок. Верхние складки располагаются на одинаковом расстоянии друг от друга и образуют ряд V-образных карманов для входа воздуха. Нижние складки также располагаются на одинаковом расстоянии друг от друга и образуют ряд V-образных карманов, через которые выходит профильтрованный воздух. Каждая из панелей имеет несколько распорных ребер, выступающих в направлении поперечном направлению складок, изготовленных заодно с фильтрующим материалом путем отгибания (тиснения) от плоских панелей. Распорные ребра соседних панелей совпадают и имеют сужающиеся концы. Благодаря этому между ребрами соседних панелей создается линейный контакт, обеспечивающий образование полостей между соседними панелями.
Недостатками данной конструкции фильтра являются необходимость изготовления выступающих распорных ребер путем их выдавливания из плоскости полотна фильтрующего материала, что вызывает нарушение его целостности и образование разрывов, что, в свою очередь, резко снижает их надежность функционирования и обуславливает их непригодность для тонкой очистки воздуха.
Наиболее близким по технической сущности к предлагаемому решению (является фильтр Alexander G. Neher [2], включающий изготовленный из сплошной ленты фильтрующего материала модуль для фильтра НЕРА и содержащий чередующиеся плоские и гофрированные панели одного размера, на гофрированных панелях которого выполнены V-образные горизонтальные гофры, вдоль которых идут вертикальные поля, расположенные в плоскости ленты (выступы рельефа выполнены на одинаковую высоту по обеим сторонам сплошной ленты). Панели складывают в единый блок по линиям сгибов, идущим между плоскими панелями и вертикальными полями гофрированных панелей.
Недостатками данной конструкции фильтрующего блока являются низкая надежность функционирования, обусловленная необходимостью значительной деформации фильтрующего материала на рельефных панелях (поверхность рельефных панелей более чем в два раза выше поверхности плоских панелей), что приводит к нарушению целостности материала и его разрывам по вершинам рельефа, а также необходимость отдельной герметизации блока в корпусе фильтра.
Характерной особенностью способов изготовления фильтров из сплошной ленты фильтровального материала путем выдавливания на определенные участки рельефных выступов и впадин является необходимость существенной деформации фильтрующего материала, что вызывает образование участков с различной плотностью фильтровального материала и резкое снижение эффективности функционирования. Так при изготовлении выступов треугольного сечения с углом при вершине 60 град. площадь поверхности фильтрующего материала увеличивается в два раза и соответственно, при сохранении постоянной толщины слоя фильтрующего материала плотность материала уменьшается вдвое или, при сохранении постоянной плотности материала в два раза уменьшается толщина слоя фильтрующего материала. Все это резко снижает равномерность параметров процесса фильтрования при очистке воздуха и снижает эффективность функционирования фильтров, а также способствует образованию недопустимых для фильтров тонкой очистки воздуха механических повреждений (разрывов) фильтровального материала.
Целью изобретения является повышение технологичности изготовления фильтрующих модулей и соответственно фильтров тонкой очистки воздуха с их использованием за счет снижения материалоемкости при одновременном повышении надежности их функционирования путем увеличения удельной поверхности фильтрования, повышения степени ламинарности потоков очищенного воздуха, повышения герметичности каналов воздуха и защищенности фильтровального материала от механических повреждений.
Для этого в фильтрующем модуле для фильтра тонкой очистки воздуха, содержащем набор соединенных друг с другом чередующихся плоских и рельефных фильтрующих элементов, причем рельефные фильтрующие элементы выполнены с плоскими краевыми панелями, с образованием двух групп параллельных тупиковых каналов воздуха, одна из которых открыта со стороны подвода воздуха, а вторая - со стороны отвода воздуха, согласно изобретению все стенки каналов воздуха фильтрующих элементов выполнены изоморфными по структуре фильтрационного материала (все стенки каналов воздуха имеют равную толщину, плотность и аэродинамическое сопротивление фильтрации), краевые панели фильтрующих элементов импрегнированы закрепляющим материалом, например термореактопластом, и неразъемно соединены соответствующими сопрягаемыми участками краевых панелей фильтрующих элементов с образованием клиновидных ребер жесткости, направленных вершинами соответственно в сторону подвода и/или отвода воздуха и/или с боковых сторон фильтрующего модуля. В качестве закрепляющего вещества используют лестосил СКТН-ЛЕСТ (ТУ-38.403-653-90, производства ВНИИСКа), которым в латексной форме пропитывают фильтровальный материал в соответствующих местах. Лестосил представляет собой кремнийорганический блок-сополимер, свойства которого регулируются путем введения в его структуру функциональных групп.
В фильтрующем модуле клиновидные ребра жесткости имеют переменную плотность композиционного материала, образующегося при соединении соответствующих сопрягаемых краевых панелей фильтрующих элементов, причем в вершинах ребер плотность композиционного материала равна плотности закрепляемого материала, а в основании ребер - плотности фильтровального материала фильтрующих элементов.
Кроме того, в фильтрующем модуле стенки сообщающихся с сопрягаемыми краевыми участками панелей каналов воздуха дополнительно импрегнированы закрепляющим материалом, например термопластом, или связующим полимерным материалом.
При этом в фильтрующем модуле в клиновидных ребрах жесткости установлены дополнительные армирующие элементы, например из проволоки или пластин из жесткого материала, выполненных из электропроводного или электретного материала.
Совокупность общих и частных существенных признаков изобретения обеспечивает возможность достижения цели изобретений, а именно повышения технологичности изготовления фильтрующих модулей для тонкой очистки воздуха при одновременном повышении надежности и эффективности их функционирования.
Действительно, предварительное изготовление отдельных дискретных фильтрующих элементов методом намыва из стекловолоконной суспензии позволяет реализовать изоморфность (идентичность морфологической структуры) фильтровального материала стенок каналов воздуха, а именно обеспечить равную толщину материала, его одинаковую плотность и одинаковое аэродинамическое сопротивление фильтрации во всех точках поверхности фильтрования воздуха. Это позволяет, по сравнению с другими известными способами изготовления фильтров тонкой очистки воздуха, существенно повысить надежность функционирования фильтров тонкой очистки при одновременном снижении их материалоемкости за счет обеспечения возможности выполнения заданной толщины и плотности фильтровального материала без традиционных технологических припусков, характерных для других известных способов, в частности способа-прототипа, где вследствие неизбежной деформации стеклобумажного полотна при изготовлении рельефа методом тиснения, во-первых, толщина фильтровального материала плоских панелей больше (при выполнении рельефа в форме сечения равносторонних треугольников) в два раза, а, во-вторых, на вершинах выступов рельефа возможно появление разрывов, так как стеклобумага характеризуется низкой растяжимостью.
При этом последующее неразъемное соединение сопрягаемых панелей фильтрующих элементов с образованием ребер жесткости как со стороны подвода и отвода воздуха, так и с боковых сторон, позволяет при одновременном повышении герметичности соединения панелей существенно повысить жесткость конструкции фильтрующего модуля, что позволяет исключить традиционный жесткий корпус и заменить его облегченной профилированной коронкой, выполняющей функции присоединения фильтра к вентиляционной системе, а выполнение ребер жесткости клиновидной формы позволяет повысить степень ламинарности потоков очищенного воздуха. При этом выполнение армирующих элементов в виде электропроводных или электретных материалов позволяет не только повысить жесткость конструкции, но и при создании на армирующих элементах электростатического потенциала повысить эффективность пылеулавливания.
Таким образом, конструкция предлагаемого фильтрующего модуля позволяет не только существенно снизить материалоемкость фильтров тонкой очистки воздуха (повысить его технологичность), повысить их эффективность функционирования и защищенность от механических повреждений, но и осуществить реализацию изобретения промышленным способом.
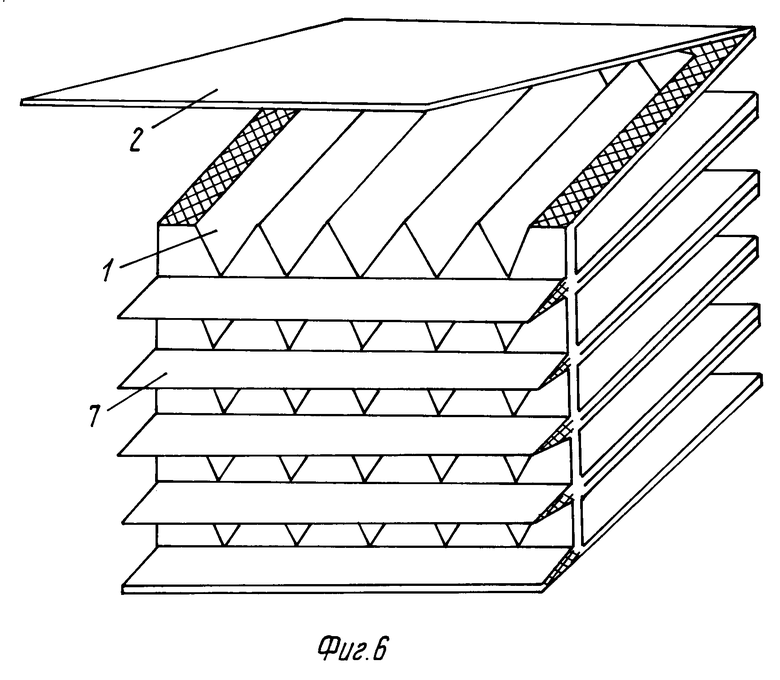
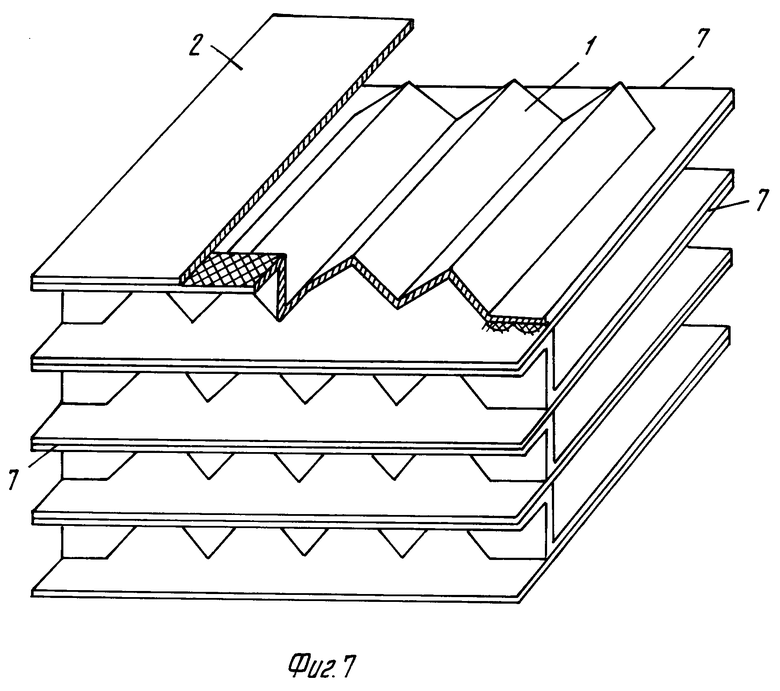
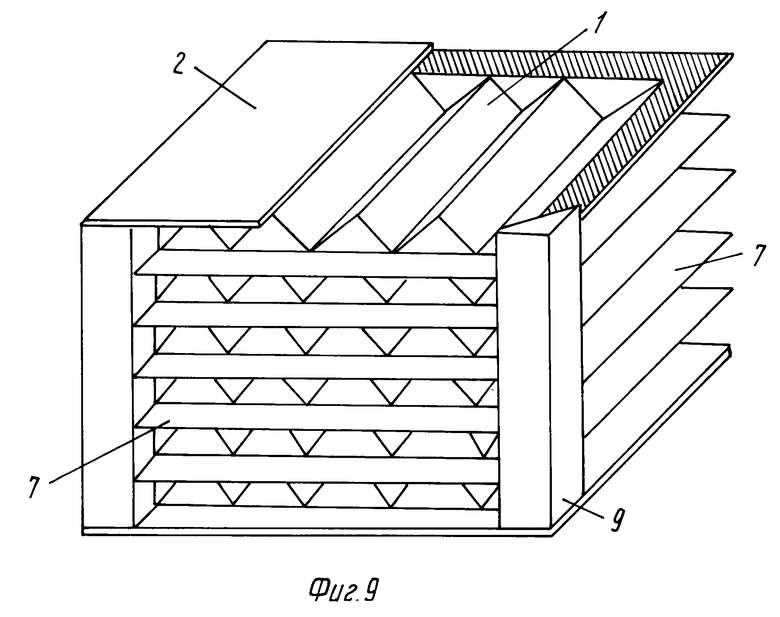
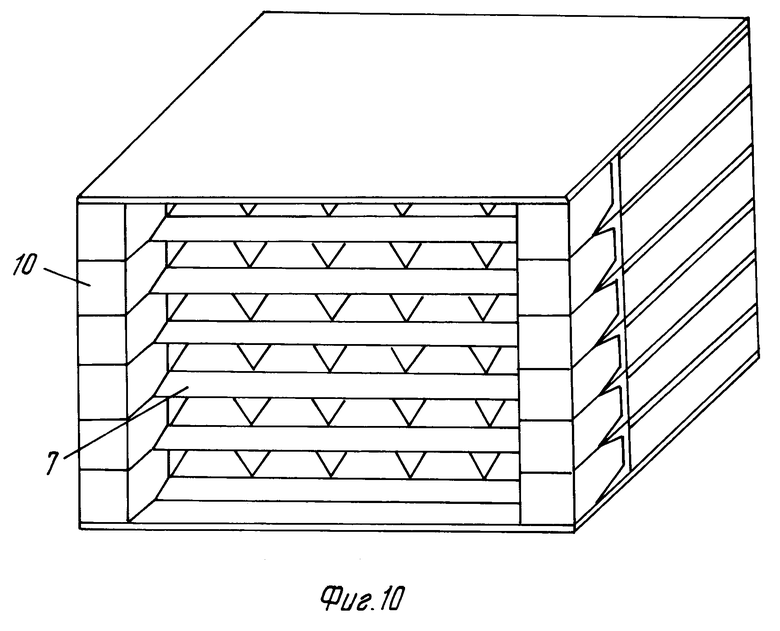
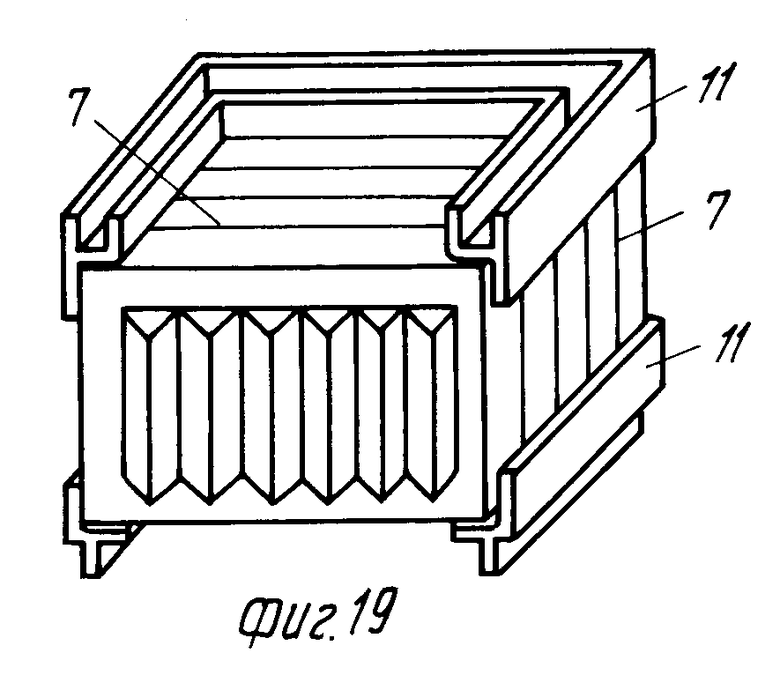
На фиг.1-4 изображены варианты исполнения рельефных фильтрующих элементов и их компановки с плоскими фильтрующими элементами; на фиг.5 - особенности конструктивного исполнения соединения со стороны входа и/или выхода воздуха и/или с боковых сторон плоских краевых участков плоских и рельефных панелей; на фиг. 6-10 - варианты исполнения фильтрующего модуля с ребрами жесткости и со средствами герметизации; на фиг.11-19 - варианты исполнения фильтров тонкой очистки воздуха с фильтрующими модулями предлагаемой конструкции.
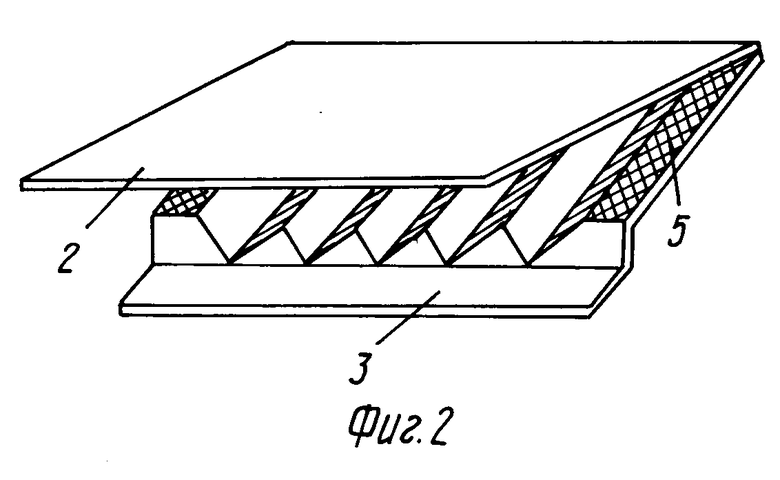
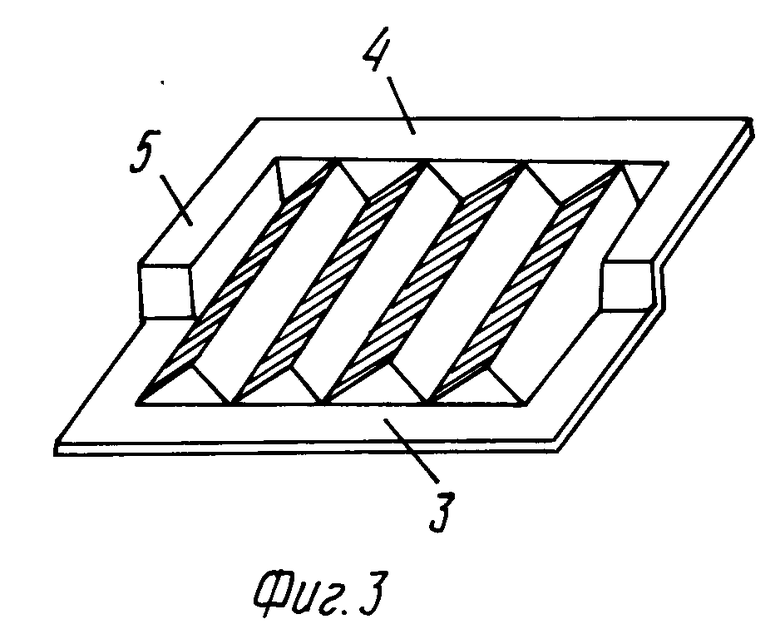
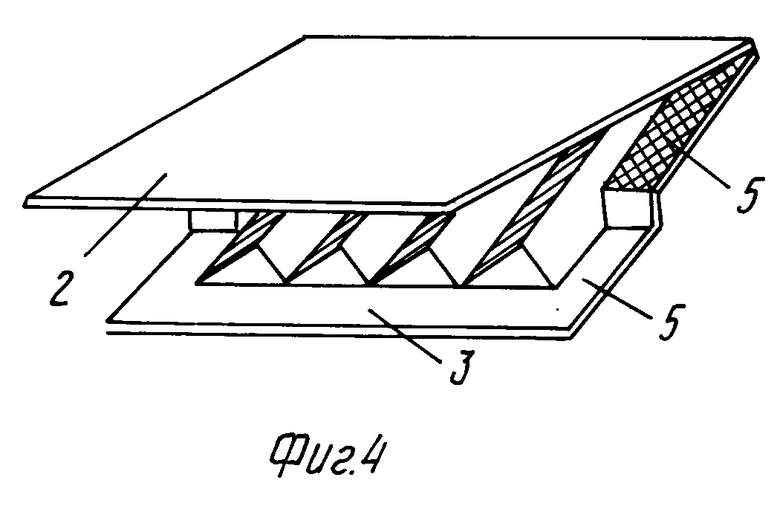
Фильтрующий модуль тонкой очистки воздуха содержит набор отдельных соединенных друг с другом рельефных 1 и плоских 2 фильтрующих элементов, изготовленных из фильтровального материала, например из супертонкого стекловолокна (фиг. 1-4). Рельефные элементы 1 выполнены с плоскими краевыми панелями 3 и 4, которые расположены со стороны подвода и отвода воздуха в нижней и/или в верхней плоскости вершин рельефа с образованием двух групп параллельных каналов воздуха, одна из которых открыта со стороны подвода воздуха, а вторая - со стороны отвода воздуха. При этом рельефные фильтрующие элементы 1 имеют дополнительные плоские боковые краевые панели 5, расположенные в верхней и/или нижней плоскостях вершин рельефа, а размеры (длина и ширина) плоских фильтрующих панелей 2 выполнены одинаковыми с соответствующими размерами рельефных фильтрующих панелей 1. Соответствующие сопрягаемые краевые участки плоских и рельефных фильтрующих элементов неразъемно соединены друг с другом, например, при помощи лестосила СКТН-ЛЕСТ или сварки с образованием ребер жесткости в местах их соединения.
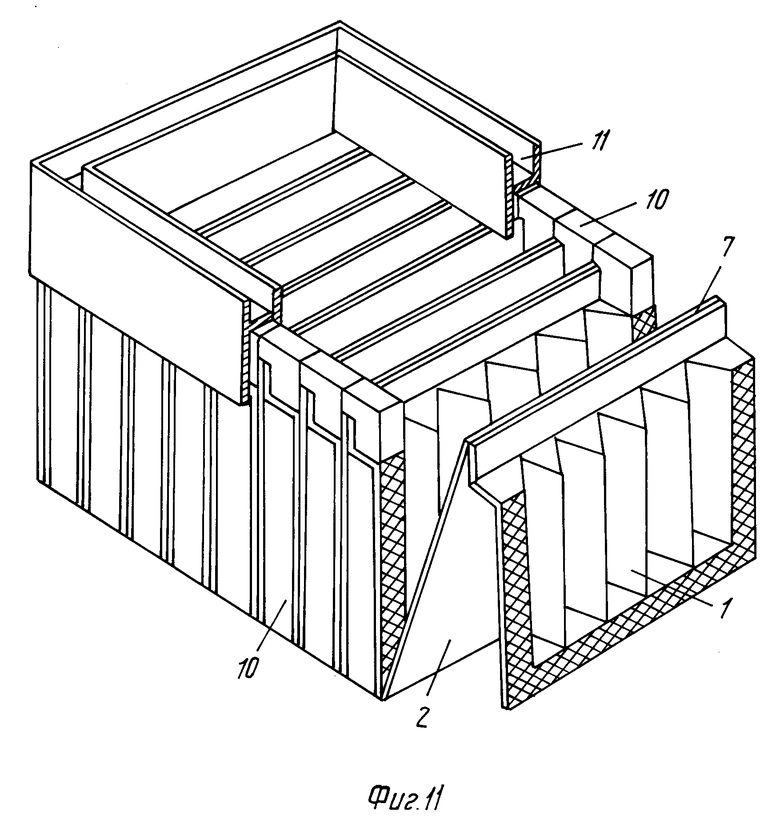
Для дополнительной боковой герметизации каналов подвода воздуха между соответствующими сопрягаемыми панелями плоских и рельефных фильтрующих элементов выполнены в боковых сторонах фильтрующего модуля дополнительные средства герметизации в виде монолитных слоев герметика 9 или герметизирующих вставок 10 (фиг.8-10), расположенных между ребрами жесткости. При этом для обеспечения надежной герметизации модуля в корпусных элементах и/или в присоединительных приспособлениях вентиляционной системы дополнительное средство герметизации выполнено в виде сплошного выступающего контура (фиг.10, 11).
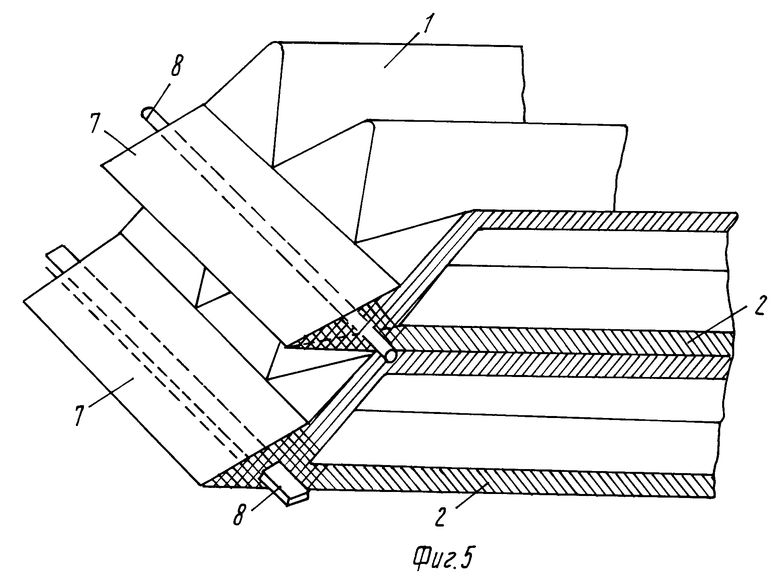
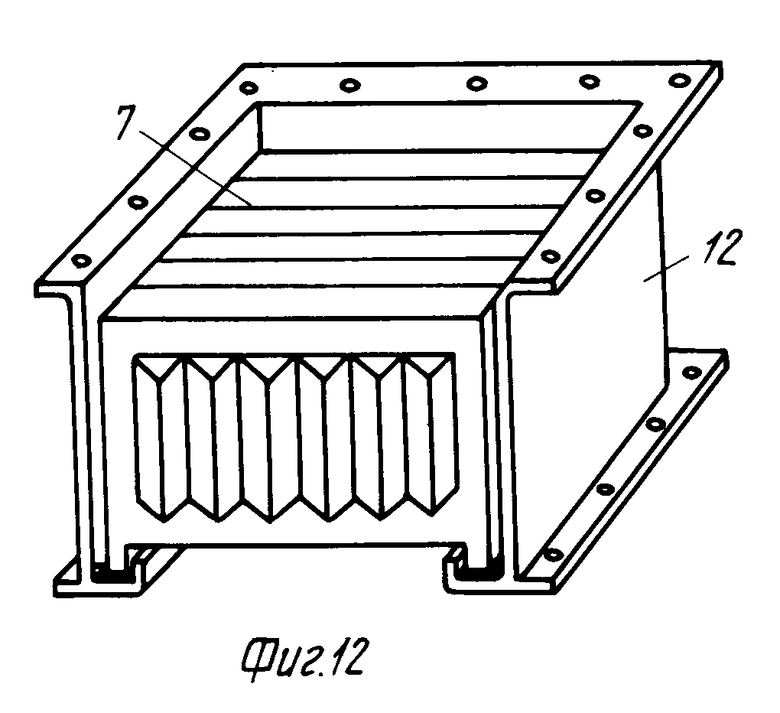
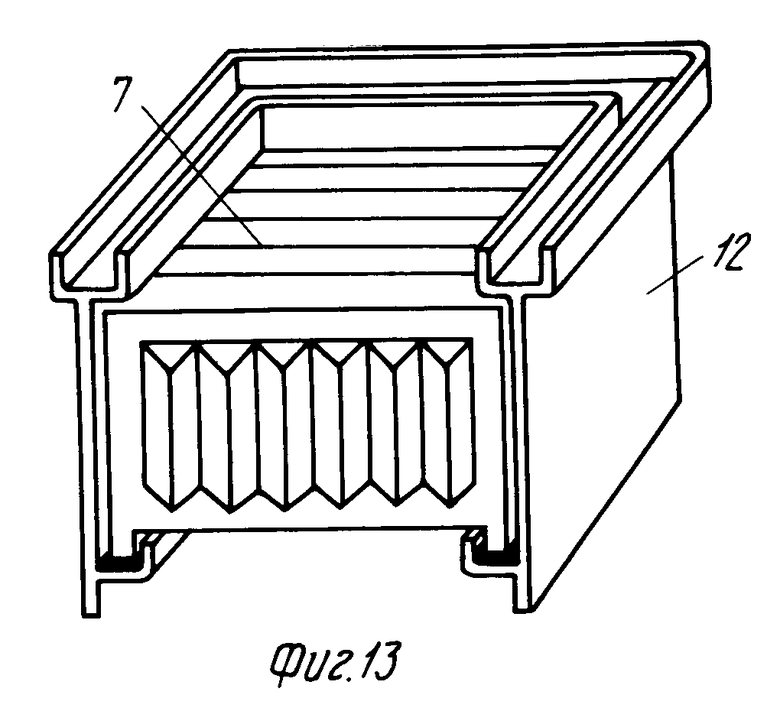
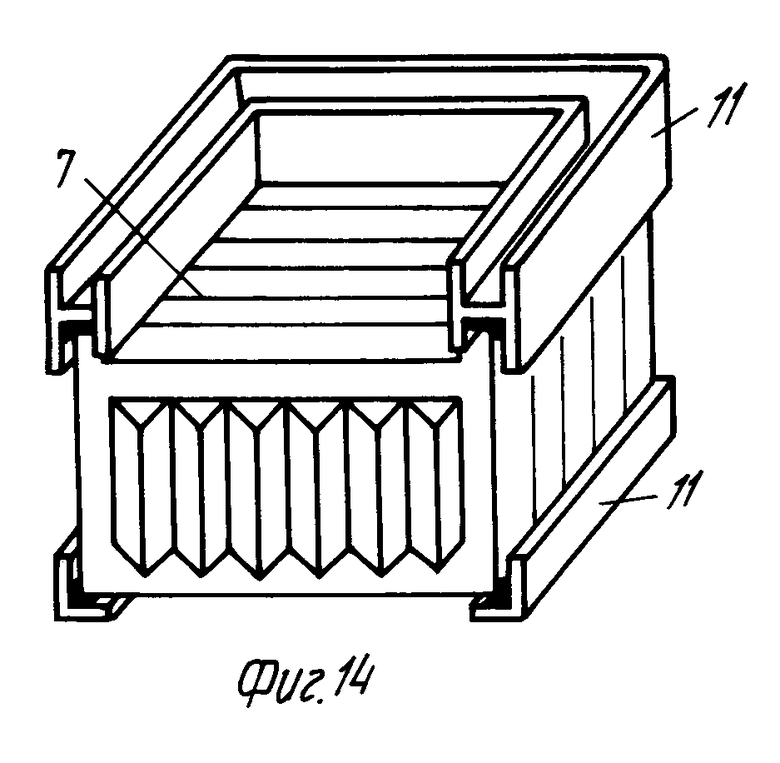
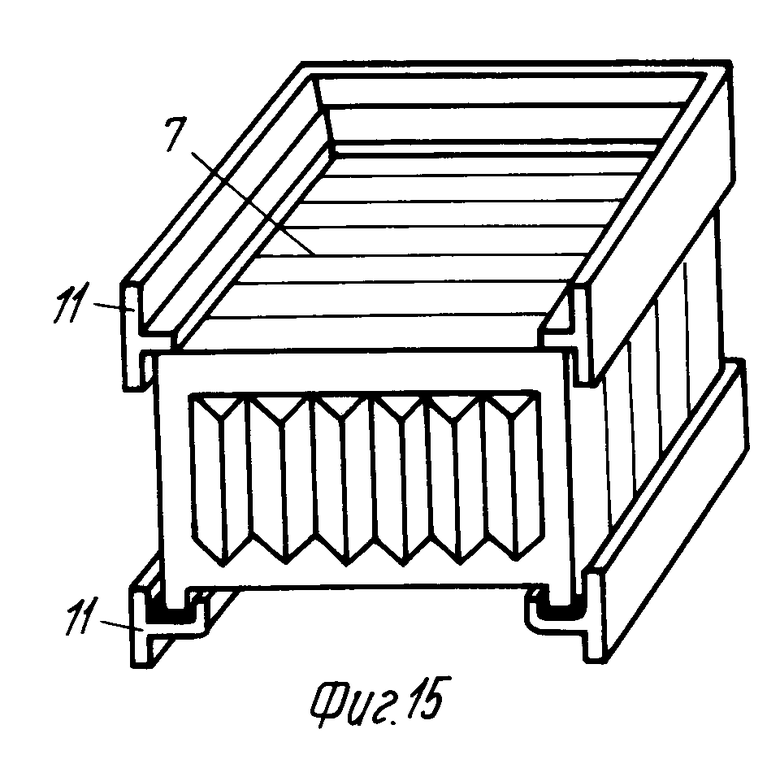
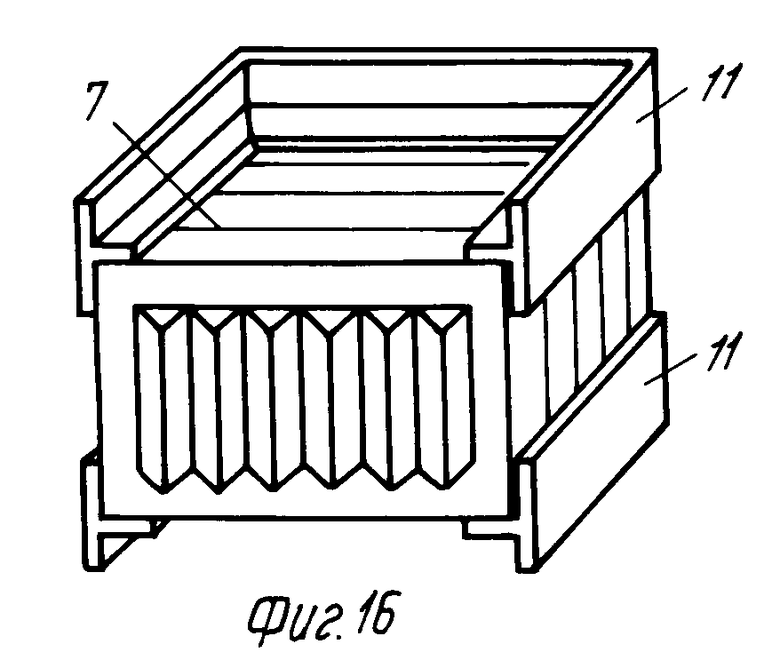
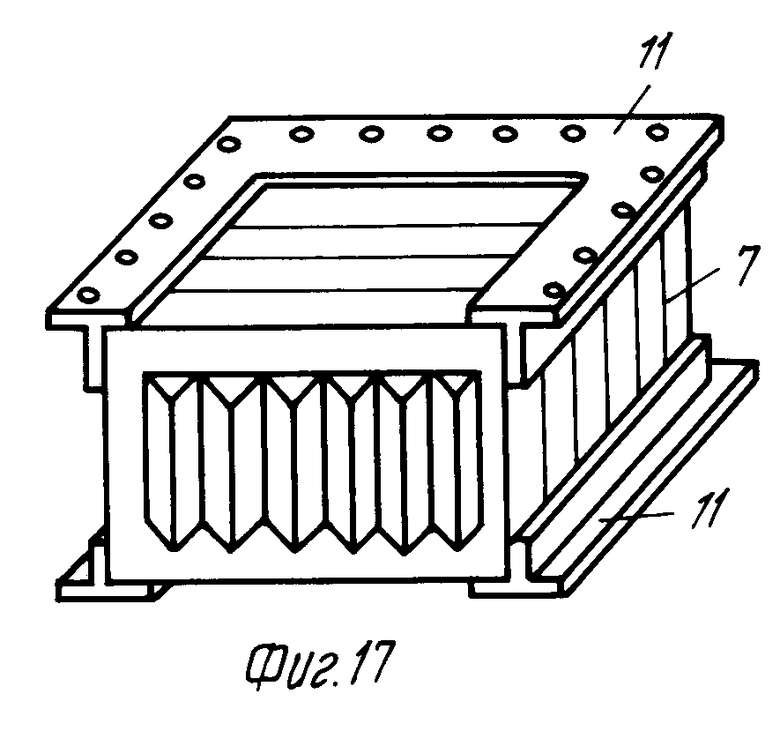
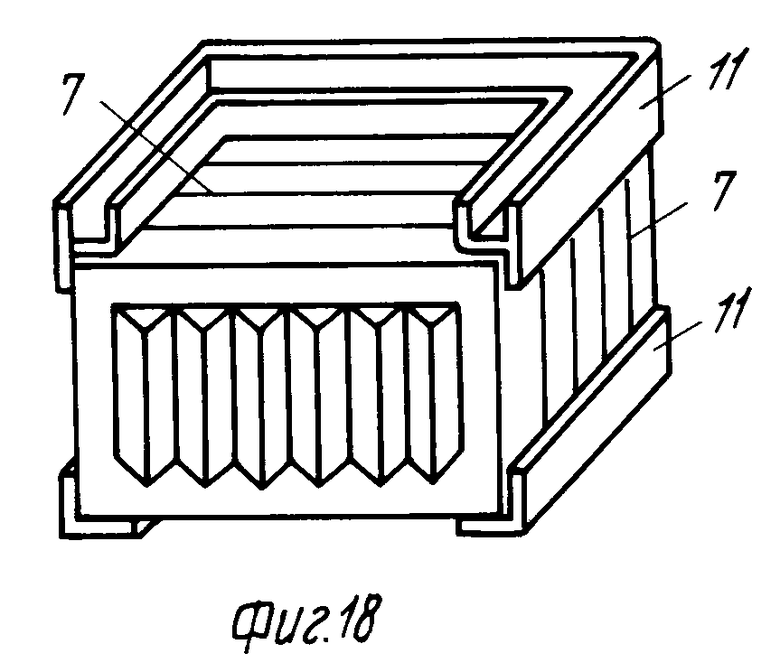
Плоские краевые участки 3-5 панелей импрегнированы закрепляющим (связующим) материалом, например термореактопластом (лестосиломпластом), а места соединения плоских и рельефных панелей со стороны подвода и/или отвода воздуха и/или с боковых сторон выполнены в виде клиновидных ребер 7 (фиг. 5), направленных острыми вершинами в сторону подвода и/или отвода воздуха. Для придания ребрам дополнительной жесткости внутри клиновидных ребер установлены армирующие элементы 8, выполненные в виде стержней из электропроводных или электретных материалов. При этом клиновидные ребра жесткости 7 выполнены с переменной плотностью, причем в вершинах плотность ребер равна плотности закрепляющего материала (термореактопласта), а в основании ребер - плотности фильтрующего материала панелей (плотности стеклобумаги).
Кроме того, для повышения защищенности от механических повреждений торцевые стенки каналов воздуха в рельефных панелях со стороны подвода и отвода воздуха дополнительно импрегнированы закрепляющим (связующим) материалом, например лестосилом СКТН-ЛЕСТ, который наносят, например, путем пропитки латексом лестосила, напылением на стадии изготовления фильтрующих панелей или напыления на готовый модуль с последующей тепловой обработкой.
Со стороны входа и/или выхода воздуха фильтрующий модуль содержит корпусные элементы 11, расположенные по периметру модуля, выполненные в виде профилированного замкнутого контура и герметично соединенные с модулем. Профиль сечения контура выбирают Н-образным, Ч- или Т-образным, или другого профиля в зависимости от формы исполнения системы крепления фильтра в вентиляционной системе (фиг.11, 14-19).
Фильтрующий модуль может быть установлен также в традиционный корпус с присоединительными фланцами 12 (фиг.12 и 13).
Конкретные конструктивные особенности отдельных элементов, вид используемых материалов и особенности средств герметизации фильтрующего модуля в корпусных элементах и в местах крепления фильтра в вентиляционной системе выбирают в зависимости от назначения фильтра и особенностей его эксплуатации, например, в термостойком или паростойком исполнении.
П р и м е р. Смесь стекловолокна диаметром 0,25 и 0,45 мкм в соотношении 1:4 размалывают в ролле при рН 3 и концентрации суспензии 1,0% до получения суспензии с весовым показателем длины волокна 100-120 дцг. Затем в суспензию вводят связующее, например поливинилацетатную дисперсию, в количестве до 2% (по сухому веществу) от массы сухого стекловолокна для придания необходимых при влажном формовании фильтрующих элементов конструкционных показателей формоустойчивости фильтровального материала. Суспензию разбавляют до концентрации 0,5% и подают в устройство формования с отсасывающей вакуумной системой и полыми рельефными формами, имеющими рельефную поверхность, соответствующую форме поверхности фильтрующих панелей, например с высотой гофр 4,5 мм, и проводят формирование фильтрующих элементов методом осаждения на рельефные формы. Это позволяет обеспечить изоморфность структуры материала фильтрующих элементов (их равномерную толщину, плотность, величину аэродинамического сопротивления и задерживающей способности).
Сформированные фильтрующие элементы сушат горячим воздухом при температуре 100оС, пропитывают сопрягаемые панели латексом лестосила (или наносят его в другой форме, например напылением) и после полного высушивания направляют на сборку фильтрующих модулей, а затем и фильтров. При этом при сборке сопрягаемые панели фильтрующих элементов с целью образования неразъемных ребер жесткости подвергают термообработке при одновременной деформации сопрягаемых панелей. После этого проводят дополнительную боковую герметизацию фильтрующего модуля путем заливки боковых сторон модуля герметиком, например силоксановым медицинским каучуком СКТ-ЛЕСТ-МЕД, который предварительно растворяют в этилацетате или толуоле, а затем отверждают путем введения отвердителя АГМ (ТУ 6-02-724-77) или этилсиликата (ГОСТ 26371-84). После изготовления модуля к нему герметично присоединяют профилированные коронки, а затем полученный таким образом фильтр тонкой очистки воздуха испытывают, например, путем продувки воздухом с калиброванными частицами аэрозолей и подсчета частиц в очищенном воздухе на приборе АЗ-3. Эффективность очистки воздуха (задерживающая способность фильтра) для частиц размером 0,3 мкм для фильтров, изготовленных по предлагаемой технологии в обычных производственных помещениях без предварительной продувки очищенным воздухом, составила 99,9999%, что соответствует требованиям класса 10 чистых производственных помещений по федеральному стандарту США 209 - В.
Использование изобретения позволяет изготавливать фильтры тонкой очистки воздуха для чистых производственных помещений класса 10 и менее по стандарту США F - 209 B.
Экономический эффект от использования изобретения может быть получен как за счет организации промышленного выпуска остродефицитных, высококачественных фильтров тонкой очистки воздуха, так и за счет экономического и социального эффекта от использования этих фильтров в промышленности, например за счет увеличения процента выхода качественных изделий, получаемых, например, в чистых производственных помещениях микроэлектронной промышленности, или повышения стерильности помещений в медицине и фармакологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТРУЮЩИЙ МОДУЛЬ КАРМАННОГО ТИПА И ФИЛЬТР ТОНКОЙ ОЧИСТКИ ВОЗДУХА | 1991 |
|
RU2048168C1 |
| ФИЛЬТРУЮЩИЙ МОДУЛЬ С ГЕРМЕТИЗИРУЮЩИМИ ВСТАВКАМИ И ФИЛЬТР ТОНКОЙ ОЧИСТКИ ВОЗДУХА | 1991 |
|
RU2049527C1 |
| ФИЛЬТРУЮЩИЙ МОДУЛЬ И ФИЛЬТР ТОНКОЙ ОЧИСТКИ ВОЗДУХА | 1991 |
|
RU2049528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2048165C1 |
| ФИЛЬТРУЮЩИЙ БЛОК, ФИЛЬТРУЮЩИЙ МОДУЛЬ И ФИЛЬТР ТОНКОЙ ОЧИСТКИ ВОЗДУХА | 1992 |
|
RU2072250C1 |
| ФИЛЬТРУЮЩИЙ БЛОК, ФИЛЬТРУЮЩИЙ МОДУЛЬ И ФИЛЬТР ТОНКОЙ ОЧИСТКИ ВОЗДУХА | 1992 |
|
RU2072249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ДЛЯ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА | 1992 |
|
RU2050172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА ИЗ СТЕКЛОВОЛОКНА | 1995 |
|
RU2090242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
RU2061527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ФИЛЬТРОВ ТОНКОЙ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2046636C1 |


Использование: производство фильтров тонкой очистки воздуха (ФТОВ) в радиоэлектронной, атомной, химической, медицинской и биотехнологической промышленности. Сущность изобретения: в фильтрующем модуле, содержащем набор соединенных друг с другом чередующихся плоских и рельефных фильтрующих элементов (ФЭ) с плоскими краевыми панелями (П), все стенки каналов воздуха выполнены изоморфными по структуре фильтровального материала, П на рельефных ФЭ расположены в верхней и нижней плоскостях выступов и впадин рельефа, сопрягаемые части ФЭ неразъемно соединены с образованием ребер жесткости (РЖ), выполненных клиновидной формы, направленных острой вершиной в сторону подвода и/или отвода воздуха и изготовленных с переменной плотностью материала, а внутри РЖ установлены армирующие элементы из электропроводного или электретного материала. При этом краевые и торцевые стенки каналов воздуха импрегнированы закрепляющим материалом, например лестосилом. 4 з.п. ф-лы, 19 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4610706, кл | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
