Изобретение относится к способу получения поддающегося повторной герметизации слоистого материала, такого как закрывающая пленка для упаковочной тары, а также к применению слоистого материала.
В WO 02/055300 А1 описан слоистый материал, в котором между слоем основы и герметизирующим слоем из полипропилена (ПП) расположен чувствительный к давлению клей (ЧДК). В слоистом материале, описанном в предшествующем уровне техники, используют полиэтилен (ПЭ) вместо ПП в герметизирующем слое. Этот известный слоистый материал имеет тенденцию к расслоению между слоем ЧДК и герметизирующим слоем из ПЭ, что вызывает образование трещин на пленке, или так называемое «отслоение», при котором герметизирующий слой отделяется от слоя ЧДК.
Известный способ, описанный в ЕР 2108507 А1, включает подачу листа основы на валик глубокой печати и нанесение клеевого слоя, повторно герметизируемого слоя, в течение этого способа. Этот клеевой слой обычно представляет собой клеящее вещество на водной основе, и следовательно, вода должна быть удалена путем сушки перед тем, как можно осуществлять последующую операцию нанесения слоя.
Это последнее нанесение включает осаждение сварочного слоя на клеящий слой, частично, чтобы обеспечить возможность хранения слоистого материала для последующего применения, частично, чтобы защитить клеевой слой.
Таким образом, этот способ является как затратным по времени, так и трудоемким, частично из-за необходимости сушки, частично из-за наличия открытого клеящего слоя перед нанесением на него защитного слоя на конечной стадии.
Другим известным способом получения поддающегося повторной герметизации слоистого материала является так называемая экструзия с раздувом, где пленку, а также и клеевой слой чувствительного к давлению клеящего вещества (ЧДК) экструдируют в экструдере.
Этот способ требует, чтобы материалы были способны к экструдированию до примерно 250°С, а также чтобы его осуществляли в многослойном экструдере.
Недостатком этого способа является то, что он является относительно длительным, поскольку при изготовлении требуется дополнительная рабочая операция, так как, во-первых, должна быть экструдирована пленка с повторно герметизируемым слоем, а во-вторых, повторно герметизируемая пленка должна быть впоследствии нанесена на пленку основы. К этому следует добавить, что материалы, с которыми должен быть способен соединяться этот слоистый материал, т.е. части упаковочной тары как таковые, ограничены такими материалами, которые можно сваривать со слоистым материалом.
Целью изобретения является упрощение и посредством этого снижение затрат способа получения такого поддающегося повторной герметизации слоистого материала, и этого достигают с помощью способа согласно п.1 формулы изобретения, в котором вначале клеевой слой из термоклея наносят посредством валика или распыляют на слой основы в течение подачи слоя основы и сразу после этого сварочный слой, который включает слой полиэтиленового сополимера, экструдируют поверх клеевого слоя.
Таким образом, возможно сократить время сушки при использовании термоклея в качестве клеящего вещества, поскольку клеящее вещество охлаждается более быстро и в достаточной степени, чтобы нанести покровный слой, посредством чего процесс производства можно осуществлять в одну стадию, и таким образом слоистый материал изготавливают быстрее и проще, чем с помощью ранее известного способа. К этому следует добавить, что существует меньше ограничений в выборе материалов, из которых можно изготавливать часть упаковочной тары как таковую, нижнее полотно, чтобы обеспечить возможность приваривания к слоистому материалу.
Когда, как определено в п.2, клеевой слой наносят непосредственно на слой основы путем подачи нагретого и вследствие этого жидкого клеящего вещества либо посредством прямого нанесения, либо посредством процесса распыления, нанесение можно осуществлять прямо на продвигаемый лист основы.
Когда, как определено в п.3 формулы изобретения, валик, который без проскальзывания проходит по поверхности, используют для нанесения клеевого слоя, можно достигнуть очень точного дозирования с полностью однородным распределением и размерами клеящего вещества.
Как определено в п.4, сварочный слой предпочтительно включает два подслоя, которые совместно экструдируют на клеевой слой, и когда, как определено в п.5, это нанесение выполняют в универсальной операции на продвигающемся слое основы, производственные затраты снижаются по сравнению с известными способами.
В предпочтительном воплощении клеевой слой наносят с обеспечением толщины 6-35 мкм, а предпочтительно толщины 15-23 мкм, соответствующей примерно 12-18 г/м2, а в еще одном предпочтительном воплощении, сварочный слой наносят с обеспечением толщины 8-20 мкм, соответствующей примерно 10-20 г/м2.
(ПЭ) гомо- или сополимер в сварочном слое предпочтительно представляет собой гомо- или сополимер ПЭ, такой как гомо- или сополимер ПЭНП.
Когда сварочный слой дополнительно содержит дополнительный внешний слой ПЭТ, ПЭ, такой как полиэтилен низкой плотности (ПЭНП), и/или ПП, обеспечивают надлежащее приваривание слоистого материала к листам или контейнерам, выполненным из ПЭТ, ПЭ или ПП или покрытым слоями указанных материалов.
Наконец, как определено в п.8 формулы изобретения, целесообразно использовать слоистый материал в качестве закрывающего листа именно потому, что он содержит сварочный слой для приваривания к упаковочной таре, причем этот слой можно легко оторвать, так что клеевой слой обнажается при отрыве. Это обеспечивает возможность того, что слоистый материал, т.е. закрывающую пленку, можно снова присоединить к нижней части упаковочной тары, например листу, контейнеру или поддону, с обеспечением собранной упаковочной тары, когда отделенные части соединяют вместе при закрытии упаковочной тары.
Список чертежей
Примеры способа, так же как и применение слоистого материала, описаны более подробно ниже, со ссылками на чертежи, где:
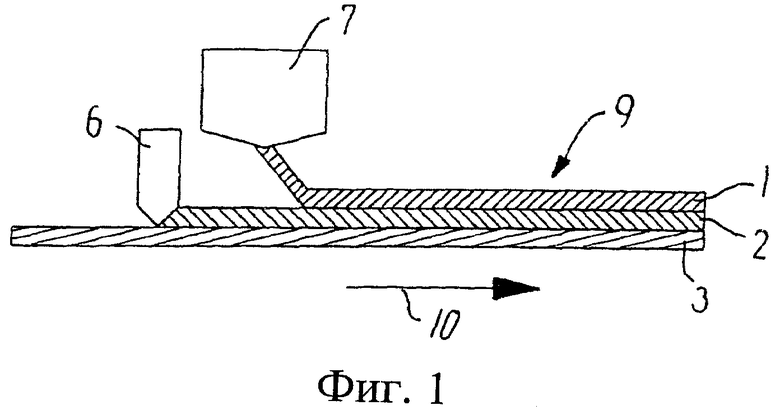
на Фиг.1 показана схема нанесения повторного герметизируемого слоя с помощью аппликаторного устройства, в разрезе;
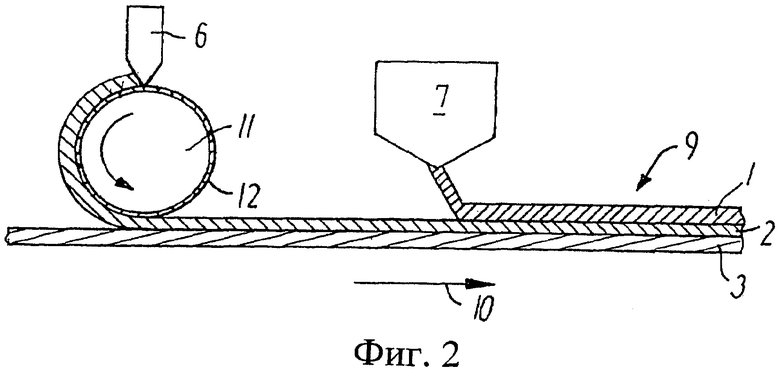
на Фиг.2 показана схема косвенного нанесения повторно герметизируемого слоя посредством валика, в разрезе;
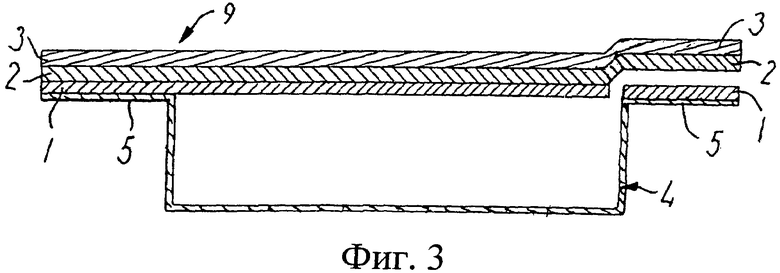
на Фиг.3 показано применение слоистого материала по изобретению в качестве закрывающей пленки, в разрезе, и
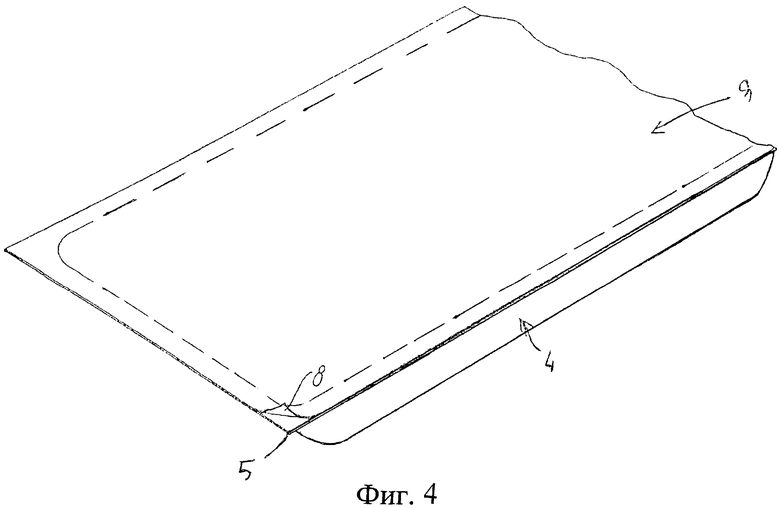
на Фиг.4 показан вид в перспективе упаковочной тары с закрывающей крышкой, приваренной к ней.
При упаковке пищевых продуктов или т.п. обычной практикой является использование закрывающей пленки, которую герметично присоединяют посредством нагрева ко второму листу или герметично присоединяют посредством нагрева к зоне ободка контейнера, например контейнера, имеющего форму поддона.
Как показано на Фиг.3, закрывающая пленка по изобретению представляет собой пленку поддающегося повторной герметизации слоистого материала 9, которая включает слой 3 основы, сварочный слой 1 и клеевой слой 2 между слоем 3 основы и сварочным слоем 1.
Состав слоя 3 основы полностью зависит от требований, которым должен отвечать конечный продукт - поддающийся повторной герметизации слоистый материал 9, чтобы обладать стойкостью к упакованному продукту, такому как пищевой продукт.
Таким образом, слой 3 основы может представлять собой пленку из гомо- или сополимера ориентированного полипропилена (ОПП), ориентированного полиамида (ОПА), полиэтилена (ПЭ), полиэтилентерефталата (ПЭТ) или их сочетаний. Кроме того, слой 3 основы может представлять собой слоистый материал из двух или более слоев описанных материалов. Таким образом, слой 3 основы может включать один или более дополнительных слоев, служащих для защиты от света, таких как слои из бумаги и/или алюминия (Al); защиты от запахов, таких как слой ПЭТ с покрытием из оксида кремния (SiOx) или оксида алюминия (AlOx) или слой алюминия (Al); защиты от паров воды, таких как например ОПП, или любое их сочетание. Эти дополнительные слои могут быть нанесены на свободную поверхность слоя 3 основы. Специалист способен выбрать подходящие материалы для наносимых дополнительных слоев, чтобы достичь плотной упаковки материала в отношении света, запахов и/или паров воды. При этом могут быть удовлетворены все требования в отношении защитного барьера, прозрачности, давления, печати и т.д., т.е. слой 3 основы может также служить в качестве барьерного слоя.
Термоклей/ЧДК в клеевом слое 2 наносят с обеспечением толщины 6-35 мкм, что соответствует приблизительно 5-30 г/м2, и предпочтительно толщины 15-35 мкм, соответствующей 12-18 г/м2.
Чтобы обеспечить надлежащую адгезию с другими слоями в поддающемся повторной герметизации слоистом материале 9, а в особенности, с поверхностью сварочного слоя 1, содержащего ПЭ, оказалось особенно предпочтительным, чтобы используемый термоклей или ЧДК имел скорость сдвига примерно 10-150 мин при 40°С, согласно методу определения сдвиговой адгезии чувствительной к давлению ленты по международному стандарту (PSTC 107), при использовании нагрузки 1000 г при 40°С на испытательной площади 12,5 мм × 25 мм. Предпочтительная скорость сдвига составляет от 30 до 70 мин при 40°С. Неожиданно было обнаружено, что при использовании клеевого слоя 2 из термоклея/ЧДК, имеющего вышеописанную скорость сдвига, образование трещин или «отслоение» в слоистом материале, как описано выше, значительно снижают или даже устраняют, также и в поддающемся повторной герметизации слоистом материале 9, в котором термоклей или ЧДК находится в контакте с поверхностью содержащего ПЭ сварочного слоя.
Сварочный слой 1 предпочтительно содержит подслой гомо- или сополимера ПЭ, который может быть экструдирован совместно с дополнительным слоем ПЭТ, ПЭ, такого как полиэтилен низкой плотности (ПЭНП), и/или ПП. Подслой гомо- или сополимера ПЭ в сварочном слое служит в качестве поверхности сцепления с клеевым слоем 2 и может служить в качестве сварочного слоя 1, если отсутствует дополнительный подслой. Если дополнительный подслой присутствует, он служит в качестве поверхности сварки с листом или упаковочной тарой, на которую накладывают поддающийся повторной герметизации слоистый материал 9, например, в качестве крышки. Сварочный слой предпочтительно имеет толщину 8-20 мкм, соответствующую приблизительно 10-20 г/м2, в зависимости от плотности используемого полимерного слоя или слоев.
Если в сварочном слое 1 присутствует подслой ПЭТ, поддающийся повторной герметизации слоистый материал 9 может быть нанесен на упаковочные материалы, например листы или контейнеры, поддоны или т.п., выполненные из ПЭТ или имеющие поверхностный слой из ПЭТ; если в сварочном слое 1 присутствует подслой ПП, поддающийся повторной герметизации слоистый материал 9 может быть нанесен на упаковочные материалы, например листы или контейнеры, поддоны или т.п., выполненные из ПП или имеющие поверхностный слой из ПП, и если в сварочном слое 1 присутствует подслой ПЭНП, поддающийся повторной герметизации слоистый материал 9 может быть нанесен на любой упаковочный материал, выполненный из ПЭ, или на который нанесен поверхностный слой, содержащий ПЭ, например ПЭНП.
В предпочтительном воплощении поддающегося повторной герметизации слоистого материала 9 сварочный слой 1 состоит из одного из следующих сочетаний:
- сополимер ПЭ/ПЭТ; при этом общая толщина сварочного слоя составляет приблизительно 10 мкм или соответствует 12 г/м2, подслой ПЭТ имеет толщину 3-4 мкм или 4-6 г/м2,
- сополимер ПЭ/ПП; при этом общая толщина сварочного слоя составляет приблизительно 10 мкм или соответствует 12 г/м2, подслой ПП имеет толщину 3-4 мкм или 4-6 г/м2,
- сополимер ПЭ/ПЭНП; при этом общая толщина сварочного слоя составляет приблизительно 10 мкм или соответствует 12 г/м2, подслой ПЭНП имеет толщину 3-4 мкм или 4-6 г/м2, или
- гомо- или сополимер ПЭНП присутствует в качестве одного единственного слоя для контакта с ЧДК или термоклеем и в качестве сварочного слоя; при этом общая толщина сварочного слоя составляет приблизительно 10 мкм или соответствует 12 г/м2.
Состав сополимера ПЭ имеет меньшее значение для получения слоистого материала, в котором образование трещин или «отслоение» снижают или устраняют. Таким образом, гомополимер ПЭ, такой как, не ограничиваясь им, ПЭНП, также пригоден для получения требуемого снижения или устранения «отслоения» в слоистом материале. Оказывается, что наиболее важным параметром для снижения «отслоения» в слоистом материале является скорость сдвига термоклея или ЧДК, как описано выше, в особенности, в поддающемся повторной герметизации слоистом материале, имеющем сварочный слой с тонким слоем содержащего ПЭ полимера, нанесенным на слой термоклея или ЧДК.
В качестве примеров количества, толщины, можно отметить, что если используемый слой 3 основы является раствором ОПП, он может иметь толщину слоя 20 мкм, соответствующую 18-20 г/м2. В случае, когда слой 3 основы выполнен из ПЭ, толщина может составлять 10-15 мкм, что соответствует приблизительно 10 г/м2. В случае, когда слой 3 основы выполнен из ПЭТ, толщина слоя 3 основы может составлять 8-12 мкм, что соответствует 11,2-20 г/м2, и предпочтительно 10-12 мкм, что соответствует 14-20 г/м2.
Сварочный слой 1 предпочтительно представляет собой слой сополимера ПЭ/ПЭТ, как описано выше, в сочетании с любым из вышеупомянутых слоев 3 основы.
Способы по изобретению получения поддающегося повторной герметизации слоистого материала 9, который можно применять в качестве поддающейся повторной герметизации крышки на упаковочной таре, описаны со ссылкой на Фиг.1 и Фиг.2 соответственно.
В качестве исходной точки для изготовления в способах используют слой 3 основы, который непрерывно продвигают, как показано стрелкой 10 на схеме выполнения изобретения.
Затем наносят клеевой слой 2, как показано на Фиг.1, посредством аппликаторного устройства 6, причем клеевой слой 2 наносят на продвигающийся слой 3 основы в жидкой форме термоклея или чувствительного к давлению клея (ЧДК).
Аппликаторное устройство 6 может включать в общем известный наконечник аппликатора, с помощью которого наносят термоклей/ЧДК либо путем непосредственного контакта, или таким образом, что клей распыляют на слой 3 основы.
Поскольку клеевой слой 2 термоклея быстро охлаждается на слое 3 основы, сварочный слой можно со-экструдировать сразу после этого через соэкструдер 7, причем подслой гомо- или сополимера ПЭ сварочного слоя 1 наносят непосредственно на поверхность клеевого слоя 2. При этом сварочный слой 1 также служит в качестве защитного слоя для клеевого слоя 2.
На Фиг.2 показан другой способ, с помощью которого термоклей/ЧДК наносят на слой 3 основы из наконечника 6 аппликаторного валика 11. Поверхность валика выполнена нелипкой путем нанесения слоя 12 кремнийорганического полимера. При этом возможно обеспечить полностью равномерно и точно распределенный клеевой слой 2.
Способ обеспечивает возможность изготовления поддающегося повторной герметизации слоистого материала за одну операцию, и применение термоклея, который быстро расплавляется и охлаждается, позволяет ему восстанавливать свою силу сцепления, что является необходимым для обеспечения оптимального клеящего вещества и посредством этого возможности повторной герметизации.
Применение поддающегося повторной герметизации слоистого материала 9, получаемого этим способом, далее описано со ссылкой на Фиг.3 и Фиг.4.
В показанном примере поддающийся повторной герметизации слоистый материал 9 приваривают к нижнему полотну 5, которое может представлять собой зону ободка на контейнере 4, например поддоне, как показано на Фиг.4. Этот слой поддающегося повторной герметизации слоистого материала 9 покрывает упаковочную тару как крышка. Угловая секция 8 представлена на Фиг.4, чтобы показать, что пленку можно захватить и поднять при ее снятии.
Как показано справа на Фиг.3, когда упаковочная тара открыта, поддающийся повторной герметизации слоистый материал 9, в котором слой 3 основы служит также в качестве барьерного слоя, отделен. Сварочный слой 1 остается на слое 3 основы и клеевом слое 2, за исключением области, где поддающийся повторной герметизации слоистый материал 9 был приварен к нижнему полотну 5. В этой области сварочный слой 1 остается на нижнем полотне 5.
Клеевой слой 2, т.е. термоклей/ЧДК, который обеспечивает возможность повторной герметизации упаковочной тары, остается на слое 3 основы, как показано, или альтернативно (не показано), он может также оставаться поверх сварочного слоя 1, оставшегося на нижнем полотне 5, например листе или ободке контейнера или поддона, после открытия упаковочной тары.
При этом клеевой слой 2 обнажен, и поддающуюся повторной герметизации крышку можно снова закрыть путем соединения этой части клеевого слоя 2 с оставшейся частью слоистого материала.
Таким путем слоистый материал может служить в качестве повторно герметизируемого слоя, например закрывающей пленки, и поскольку клеящее вещество является неповрежденным и защищенным, эта повторная герметизация может работать в течение всего срока службы упаковочной тары.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВТОРНО ЗАКРЫВАЮЩАЯСЯ УПАКОВКА | 2004 |
|
RU2347731C2 |
| ЭКСТРУДИРУЕМЫЙ ЧУВСТВИТЕЛЬНЫЙ К ДАВЛЕНИЮ КЛЕЙ НА ОСНОВЕ ПОЛИМЕРА ПОЛИБУТЕНА-1 И СОПОЛИМЕРА СТИРОЛА, ПРИЕМЛЕМЫЙ ДЛЯ УПАКОВОК С ВОЗМОЖНОСТЬЮ ПОВТОРНОГО ЗАКРЫВАНИЯ | 2017 |
|
RU2752564C2 |
| УПАКОВОЧНАЯ ПЛЕНКА, СКОНФИГУРИРОВАННАЯ ДЛЯ РАСПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ | 2013 |
|
RU2592535C2 |
| ТЕРМОКЛЕЙ НА ОСНОВЕ СОПОЛИМЕРОВ ОЛЕФИН/α-ОЛЕФИН, ПОЛУЧЕННЫХ НА МЕТАЛЛОЦЕНОВЫХ КАТАЛИЗАТОРАХ | 2009 |
|
RU2528665C2 |
| Упаковочный слоистый материал для упаковки жидких пищевого масла или пищевого продукта, содержащего пищевое масло | 1984 |
|
SU1544182A3 |
| УПАКОВОЧНАЯ ПЛЕНКА | 2015 |
|
RU2685651C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СЛОИСТОГО ПЛАСТИКА И МНОГОСЛОЙНЫЙ СЛОИСТЫЙ ПЛАСТИК | 2007 |
|
RU2420401C2 |
| СЛОИСТЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ | 2010 |
|
RU2446951C1 |
| ПРОЗРАЧНЫЙ ВЫСОКОБАРЬЕРНЫЙ МАТЕРИАЛ | 2016 |
|
RU2624704C1 |
| БРУСОК МЫЛА, УПАКОВКА, СОДЕРЖАЩАЯ БРУСОК МЫЛА, И СПОСОБ УПАКОВКИ БРУСКА МЫЛА | 1998 |
|
RU2183663C2 |
Изобретение относится к многослойным материалам для упаковки и касается слоистого материала для применения в упаковке и способа получения поддающегося повторной герметизации слоистого материала. Включает слой основы, сварочный слой и клеевой слой, расположенный между ними. Клеевой слой представляет собой термоклей или чувствительный к давлению клей (ЧДК), имеющий скорость сдвига 10-150 мин при 40°С, с использованием нагрузки 1000 г при 40°С на испытательной площади 12,5 мм × 25 мм. Сварочный слой включает слой сополимера полиэтилена (ПЭ) и, при необходимости, дополнительный слой ПЭТ, ПЭ, такого как полиэтилен низкой плотности (ПЭНП), и/или ПП. Способ получения слоистого материала позволяет наносить на слой основы клеевой слой из термоклея/ЧДК, а затем сварочный слой в одном и том же рабочем процессе, чтобы образовать поддающийся повторной герметизации слоистый материал. Этот слоистый материал может служить в качестве поддающейся повторной герметизации крышки, например, на упаковочном поддоне. Изобретение обеспечивает создание слоистого материала с пониженным риском образования трещин, т.е отслоения пленки в слоистом материале. 2 н. и 7 з.п. ф-лы, 4 ил.
1. Слоистый материал для применения в упаковочной таре, включающий слой основы, сварочный слой и клеевой слой, расположенный между ними, отличающийся тем, что клеевой слой (2) представляет собой термоклей или чувствительный к давлению клей (ЧДК), имеющий скорость сдвига 10-150 мин при 40°С, при использовании нагрузки 1000 г при 40°С на испытательной площади 12,5 мм × 25 мм, и сварочный слой (1) включает слой полиэтиленового (ПЭ) гомо- или сополимера толщиной 8-20 мкм, соответствующей примерно 10-20 г/м2.
2. Слоистый материал по п. 1, отличающийся тем, что клеевой слой (2) имеет скорость сдвига 30-70 мин при 40°С, при использовании нагрузки 1000 г при 40°С на испытательной площади 12,5 мм × 25 мм.
3. Слоистый материал по п. 1, отличающийся тем, что клеевой слой (2) имеет толщину 6-35 мкм, предпочтительно толщину примерно 15-23 мкм, соответствующую 12-18 г/м2.
4. Слоистый материал по любому из пп. 1-3, отличающийся тем, что (ПЭ) гомо- или сополимер в сварочном слое (1) представляет собой гомо- или сополимер ПЭ, такой как гомо- или сополимер ПЭНП.
5. Слоистый материал по п. 1, отличающийся тем, что сварочный слой (1) дополнительно включает дополнительный слой ПЭТ, ПЭ, такого как полиэтилен низкой плотности (ПЭНП), и/или ПП.
6. Способ получения поддающегося повторной герметизации слоистого материала, такого как закрывающая пленка для упаковочной тары, который включает слой основы, отличающийся тем, что нанесение термоклея или ЧДК (2) и сварочного слоя (1) осуществляют за одну рабочую операцию в течение подачи (10) слоя (3) основы.
7. Способ по п. 6, отличающийся тем, что клеевой слой (2) наносят непосредственно на слой (3) основы.
8. Способ по п. 6, отличающийся тем, что клеевой слой (2) наносят на слой (3) основы посредством валика (11).
9. Способ по любому из пп. 6-8, отличающийся тем, что сварочный слой (1) включает два подслоя, которые совместно экструдируют на клеевой слой (2).
| ГИДРООБЪЕМНЫЙ ПРИВОД ХОДОВОЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА, СИСТЕМА АВТОМАТИЧЕСКОЙ СМЕНЫ РАБОЧЕЙ ЖИДКОСТИ ГИДРООБЪЕМНОГО ПРИВОДА ХОДОВОЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА, НАСОСНЫЙ АГРЕГАТ ГИДРООБЪЕМНОГО ПРИВОДА ХОДОВОЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА, СИСТЕМА КОНДИЦИОНИРОВАНИЯ И РЕВЕРСА ГИДРООБЪЕМНОГО ПРИВОДА ХОДОВОЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА И ГИДРОМОТОРНЫЙ АГРЕГАТ ГИДРООБЪЕМНОГО ПРИВОДА ХОДОВОЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2108507C1 |
| WO 02055300 A1, 18.07.2002 | |||
| ТЕРМОИНДИКАТОРНАЯ КРАСКА | 0 |
|
SU245949A1 |
| ПОВТОРНО ЗАКРЫВАЮЩАЯСЯ УПАКОВКА | 2004 |
|
RU2347731C2 |
| ДВУХОСНО ВЫТЯНУТАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯСЯ МНОГОСЛОЙНАЯ ПЛЕНКА | 1994 |
|
RU2134276C1 |

