Изобретение относится к способу изготовления многослойного слоистого пластика согласно отличительным частям пунктов 1 и 2 формулы изобретения, а также многослойному слоистому пластику согласно отличительным частям пунктов 16 и 17 формулы изобретения.
Многослойные слоистые пластики известны достаточно давно и применяются, среди прочего, в упаковочной промышленности. Возможной областью применения является, например, изготовление пленочных упаковок, таких как рукавные упаковки, круглые упаковки и упаковочные емкости нового типа в виде банок. Благодаря барьерному слою, наличие которого предусмотрено в слоистом пластике, изготовленные из него упаковочные емкости могут быть адаптированы под физико-химические свойства многочисленных продуктов-наполнителей, при этом с помощью барьерного слоя в слоистом пластике может быть достигнута как непроницаемая преграда, так и, если это желательно, заданная устанавливаемая проницаемость слоистого пластика для продукта-наполнителя или окружающих материалов.
Помимо этого, в области вышеописанных многослойных слоистых пластиков используются ориентированные пленки. Их барьерный эффект имеет относительно небольшую эффективность, поэтому для достижения барьерного эффекта необходим дополнительный барьерный слой, который должен быть склеен с другими слоями многослойного слоистого пластика. Ориентированная пленка, как правило, предусмотрена на внешней стороне слоистого пластика и также соединена клеем с другими слоями слоистого пластика, которые, со своей стороны, могут иметь в своем составе вышеописанный барьерный слой. Известные из уровня техники подобные слоистые пластики приводят к созданию слоистых пластиков с большой толщиной слоев и имеют поэтому многочисленные недостатки, связанные с расходом материала, возможностью складывания и возможностью формования, а также в связи с удалением отходов.
Необходимость использования клеев для нанесения ориентированной пленки на имеющую в своем составе барьерный слой комбинацию слоев также приводит согласно уровню техники к многочисленным недостаткам. Так, например, использование клея, как уже упомянуто, ведет к негативному эффекту в виде увеличенной толщины слоев, при этом использование клеев также негативно влияет на гибкость и физико-химические свойства слоистого пластика. Это отрицательно влияет не только на жесткость и тактильные свойства слоистого пластика, но и на возможность нанесения надписей и на возможность формования, и не в последнюю очередь - на его внешний вид из-за использования клеев согласно уровню техники для нанесения на слоистый пластик пленки.
Кроме того, требуемое для изготовления такого слоистого пластика клеящее вещество удорожает изготовление слоистого пластика, с одной стороны, из-за потребности в дополнительном материале, а именно, например, клее, а с другой стороны, из-за необходимости устройства емкостей и магистралей для подачи клея, удаления и утилизации паров растворителя, а также, среди прочего, работ по очистке, обусловленных использованием клеящих веществ. Кроме того, утилизация содержащего клей слоистого пластика достаточно проблематична из-за большей неоднородности входящих в него материалов.
В основу изобретения положена задача разработки способа, обеспечивающего изготовление по сравнению с уровнем техники тонкого, многослойного слоистого пластика по меньшей мере с одной ориентированной пленкой и по меньшей мере с одним барьерным слоем, а также с улучшенными по сравнению с традиционными слоистыми пластиками физико-химическими свойствам. Помимо этого задача изобретения также заключается в разработке такого слоистого пластика.
Эта задача решена посредством способа согласно пунктам 1 или 2 формулы изобретения или же посредством слоистого пластика согласно пунктам 16 или 17 формулы изобретения.
Прежде всего задача решена посредством способа изготовления многослойного слоистого пластика, прежде всего, для изготовления имеющих форму тубы упаковок по меньшей мере с одной ориентированной пленкой и по меньшей мере с одним барьерным слоем, отличающегося следующими шагами:
- подготовка двух, прежде всего, имеющих возможность соединения термосваркой наружных пленок, при этом по меньшей мере одна наружная пленка представляет собой ориентированную наружную пленку, и
- введение экструдированием по меньшей мере трехслойного, имеющего материал барьерного слоя экструдата в виде содержащего барьер экструзионного связующего слоя между двумя наружными пленками, при этом содержащий барьер экструзионный связующий слой ограничен двумя внешними пленками, каждую из которых путем ламинирования непосредственно соединяют с соответствующей наружной пленкой.
Далее, задача согласно изобретению решена посредством способа изготовления многослойного слоистого пластика, прежде всего, для изготовления имеющих форму тубы упаковок, с двумя ориентированными пленками и по меньшей мере с одним барьерным слоем, отличающегося следующими шагами:
- подготовка двух, прежде всего, имеющих возможность соединения термосваркой наружных пленок, и
- введение экструдированием по меньшей мере трехслойного, имеющего материал барьерного слоя экструдата в виде содержащего барьер экструзионного связующего слоя между двумя наружными пленками, при этом содержащий барьер экструзионный связующий слой ограничен двумя внешними пленками, каждую из которых путем ламинирования непосредственно соединяют с соответствующей наружной пленкой.
Существенный момент изобретения заключается в том, что содержащий барьер экструзионный связующий слой непосредственно и прямо вводится между двумя наружными пленками с использованием технологии получения нескольких слоев за один проход (one-shot), то есть в процессе одноступенчатого процесса совместной экструзии. Согласно изобретению это происходит за счет того, что две наружные пленки с соответственно двух противолежащих сторон подают в блок валков, при этом свежий экструдат, приготовленный методом совместной экструзии и имеющий в своем составе материал барьерного слоя, подается так, что он вводится между двумя наружными пленками и после прокатки парой валков с обеих сторон прочно соединен с ними.
При этом существенная идея изобретения заключается в том, что экструдат должен быть введен, прежде всего введен экструдированием, между двумя наружными пленками в еще горячем состоянии, непосредственно после его изготовления методом совместной экструзии при температуре от 200°С до 250°С, так что, прежде всего, под давлением вальцов и воздействием температуры происходит подгонка и прижим обеих наружных пленок к экструдату, то есть к содержащему барьер экструзионному связующему слою, и обеспечивается непосредственное прочное ламинатное соединение между соответствующим внешним слоем содержащего барьер экструзионного связующего слоя и соответствующей наружной пленкой.
Следующая существенная идея изобретения заключается в том, что в качестве наружной пленки, во-первых, используют ориентированную пленку, которая, помимо этого, выполнена в виде, прежде всего, совместно экструдируемой, выполненной с возможностью соединения термосваркой пленки скин-слоя (Skin-Layer). Тем самым наружная пленка состоит из по меньшей мере одной образующей сердцевину пленки, которая снаружи, если это желательно, например, для выполнения краевого герметика (Lap-Seal), с обеих сторон покрыта имеющим возможность соединения термосваркой материалом, который, прежде всего, совпадает с материалом внешнего слоя содержащего барьер экструзионного связующего слоя или, по меньшей мере, выполнен с возможностью соединения с ним термосваркой.
Ориентированная наружная пленка может представлять собой как моноаксильную, так и биаксиальную пленку. Ориентированная пленка согласно первому варианту осуществления изобретения расположена только на одной стороне содержащего барьер экструзионного связующего слоя, в то время как другая сторона представляет собой обычную, то есть неориентированную пленку. Если необходимо, то согласно второму и предпочтительному варианту изобретения ориентированная пленка может быть расположена на обеих сторонах содержащего барьер экструзионного связующего слоя в качестве наружной пленки. Как уже упоминалось, наружные пленки на одной или обеих наружных сторонах выполнены с возможностью соединения термосваркой, так что, например, посредством Fin-Seal, а также Lap-Seal, путем двухстороннего соединения термосваркой кромок разреза может быть образовано тело в виде бесшовного рукава.
Согласно изобретению барьерный слой расположен между внешними слоями содержащего барьер экструзионного связующего слоя, при этом между барьерным и соответствующими внешними слоями содержащего барьер экструзионного связующего слоя может быть размещен дополнительный промежуточный адгезионный слой. Таким образом, содержащий барьер экструзионный связующий слой образован по меньшей мере тремя, однако, прежде всего, пятью слоями.
Далее, внешний слой содержащего барьер экструзионного связующего слоя может быть выполнен многослойным, прежде всего двухслойным. Согласно этому примеру осуществления изобретения содержащий барьер экструзионный связующий слой выполнен по меньшей мере семислойным.
Тем самым содержащий барьер экструзионный связующий слой в самом простом случае состоит из двух закрывающих барьерный слой внешних слоев, при этом, как уже упоминалось, между барьерным и одним внешним слоем может находиться дополнительный промежуточный адгезионный слой, что приводит к образованию пятислойного содержащего барьер экструзионного связующего слоя. Далее, в случае двухслойного наружного слоя возможен семислойный содержащий барьер экструзионный связующий слой. Однако в любом случае содержащий барьер экструзионный связующий слой выполнен симметричным, при этом, прежде всего, по обеим сторонам барьерного слоя расположено одинаковое количество слоев в отношении зеркального отображения структуры относительно барьерного слоя.
Далее, согласно изобретению содержащий барьер экструдированный соединительный слой в любом случае, то есть и с тремя, пятью, семью или более слоями, изготавливают с использованием технологии получения нескольких слоев за один проход (one-shot), то есть в ходе одноступенчатого процесса совместной экструзии.
Скорость сведения обеих наружных пленок с содержащим барьер экструзионным связующим слоем согласно изобретению находится в диапазоне от 50 до 250 м/мин, при этом прилагаемое давление находится в диапазоне от 5×104 Па (=0,5 бар) до 4×105 Па (=4 бар).
При соблюдении этих параметров можно обеспечить внутреннее соединение обеих наружных пленок с содержащим барьер экструзионным связующим слоем, что позволяет изготовить слоистый пластик, который имеет значительно меньшую толщину отдельных составляющих его слоев по сравнению с известными из уровня техники слоистыми пластиками и тем самым существенно меньшую толщину слоистого пластика в совокупности. Так, толщина слоев известного, содержащего барьер слоистого пластика находится в диапазоне от 200 до 400 мкм, в то время как изготовленные согласно изобретению слоистые пластики при таких же или сравнимых тактильных характеристиках, изолирующих характеристиках и жесткости, однако, при существенно лучшей формуемости и сопротивлении продавливанию, а также лучших оптических характеристиках, таких как прозрачности, имеют толщину слоев от 100 до 200 мкм.
Помимо этого благодаря существенно меньшей толщине слоя изготовленных согласно изобретению слоистых пластиков возникает большая гибкость при формовании емкостей и сосудов, производимых из изготовленных согласно изобретению слоистых пластиков, поскольку требуемые радиусы сгиба слоистого пластика из-за его меньшей толщины могут быть уменьшены. Далее, посредством изготовленных согласно изобретению слоистых пластиков можно придать соответствующий внешний вид и сделать тонкими некрасивые толстые сварные швы, которые возникают при сваривании слоистых пластиков согласно уровню техники. Это очень позитивно проявляется при изготовлении, прежде всего, круглых, имеющих форму рукава или же тубы упаковок, так как удается избежать образования грушевидной в поперечном сечении формы имеющих форму рукава круглых упаковок, как это происходит при использовании обычных толстых слоистых пластиков согласно уровню техники. С помощью слоистого пластика согласно изобретению возможно получение посредством соединения термосваркой конечной зоны пленочной заготовки, прежде посредством соединения термосваркой Lap-Seal, по существу действительно круглого упаковочного рукава, из которого в ходе последующей обработки могут быть изготовлены упаковки.
Дальнейшие преимущества изготовленного согласно изобретению тонкого слоистого пластика с уменьшенной толщиной слоев по сравнению с уровнем техники заключаются в уменьшенном расходе сырья, сниженных затратах на логистику и транспортировку, возможности экологически чистой утилизации, поскольку более тонкий слоистый пластик состоит из меньшего количества материала, а также в создании возможности более продолжительной работы станков, поскольку рулон слоистого пластика при одинаковом весе и одинаковых размерах содержит большее количество погонных метров, что ведет к снижению частоты замены рулонов, ведущей к остановке процесса изготовления. То же самое действительно и для изготовления слоистого пластика и его намотки на катушку, так как на этой катушке может уместиться большее количество погонных метров тонкого слоистого пластика.
Как уже упоминалось, в зависимости от области использования внешний слой может быть изготовлен многослойным и/или из различных материалов, которые указаны далее, что в зависимости от области применения также приводит к особым, улучшенным изолирующим свойствам и/или характеристикам стойкости и обработки слоистого пластика.
Помимо этого необходимо упомянуть, что согласно другому варианту изобретения предусмотрена возможность нанесения методом экструзии по меньшей мере на одну наружную пленку дополнительного слоя. Для этого наряду с другими, упомянутыми далее материалами покрытия рассматривается, например, покрытие из полипропилена. В этом случае является возможной, например, противоположная печать на дополнительном слое, при этом необходимо подчеркнуть, что возможность нанесения печати на изготовленный согласно изобретению слоистый пластик также и непосредственно оптимизирована под нанесение красивых отпечатков.
Дополнительный слой может быть нанесен на симметричный слоистый пластик, например, на второй стадии совместного экструдирования после первого этапа экструдирования по технологии one-shot.
Согласно изобретению слои слоистого пластика изготавливаются из одного или нескольких перечисленных в приводимой ниже таблице материалов":
Далее, слои слоистого пластика с помощью способа согласно изобретению могут быть изготовлены с толщиной, указанной в приведенной далее таблице 1, при этом толщины слоев, которые приведены в таблице 2, являются согласно изобретению предпочтительными и приводят к получению вышеупомянутых преимуществ изготовленных согласно изобретению тонких слоистых пластиков.
Помимо этого задача согласно изобретению решена посредством многослойного слоистого пластика по меньшей мере с одной ориентированной пленкой и по меньшей мере с одним барьерным слоем, при этом между двумя, прежде всего, имеющими возможность соединения термосваркой наружными пленками размещен содержащий материал барьерного слоя экструдат в виде содержащего барьер экструзионного связующего слоя, который ограничен двумя внешними слоями, которые с использованием технологии получения нескольких слоев за один проход (one-shot) путем ламинирования в каждом случае непосредственно нанесены на соответствующую наружную пленку, при этом по меньшей мере одна наружная пленка является ориентированной пленкой.
Далее, задача согласно изобретению решена посредством многослойного слоистого пластика с двумя ориентированными, имеющими возможность соединения термосваркой наружными пленками и по меньшей мере с одним барьерным слоем, при этом между двумя наружными пленками с использованием технологии получения нескольких слоев за один проход (one-shot) расположен имеющий в своем составе материал барьерного слоя экструдат в виде содержащего барьер экструзионного связующего слоя, который ограничен двумя внешними слоями, которые путем ламинирования в каждом случае непосредственно нанесены на соответствующую наружную пленку.
Другие варианты осуществления изобретения изложены в зависимых пунктах формулы изобретения.
Далее изобретение описывается на основании примера осуществления, который поясняется более подробно со ссылкой на изображение. При этом представлено на:
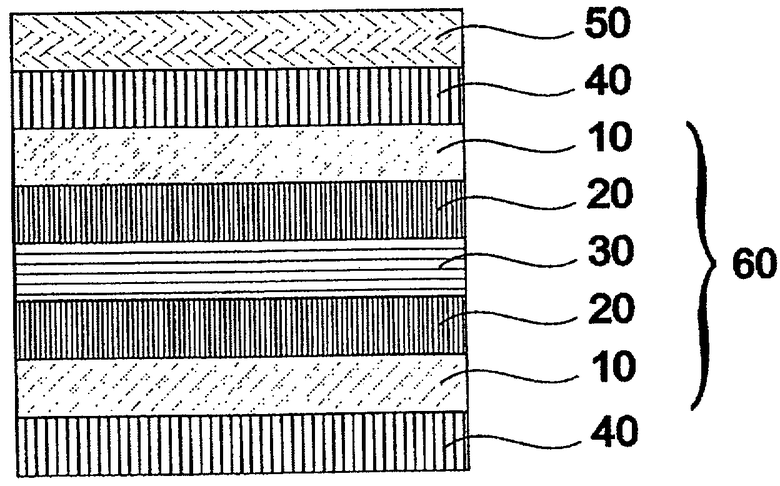
чертеже схематическое изображение конструкции слоистого пластика согласно изобретению.
В последующем описании для одинаковых и имеющих одинаковое воздействие слоев используются одни и те же ссылочные обозначения.
На чертеже показано схематическое изображение изготовленного посредством предлагаемого способа слоистого пластика, при этом слоистый пластик в совокупности состоит из восьми слоев. Содержащий барьер экструзионный связующий слой 60 состоит из двух соответствующих внешних слоев, которые через соответствующий адгезионный слой 20 соединены с барьерным слоем 30. Образованный таким образом пятислойный содержащий барьер экструзионный связующий слой 60 путем экструзии введен между двумя наружными пленками 40, при этом соответствующие внешние слои 10 непосредственно и напрямую, то есть без использования клеящего вещества, соединены с наружной пленкой 40. Далее, на одну сторону слоистого пластика (на фиг.1 показанную сверху) нанесен дополнительный слой 50 в виде полипропиленового покрытия.
Материалы слоистого пластика согласно фиг.1 имеют следующий состав. Окруженный соответствующим промежуточным адгезионным слоем барьерный слой 30 состоит из сополимера этилена и винилового спирта (EVOH) с толщиной слоя 15 мкм. Промежуточный адгезионный слой, соединяющий внешний слой 10 с барьерным слоем 30, имеет толщину 10 мкм, в то время как выполненный из полипропилена внешний слой имеет толщину 13 мкм. Соединенная путем ламинирования с внешним слоем 10 наружная пленка состоит из бинаправленно ориентированного полипропилена с толщиной слоя 48 мкм. Этот слой из ориентированного полипропилена непосредственно соединен с являющимся внешним слоем содержащего барьер экструзионного связующего слоя 60 слоем из полипропилена. Далее, толщина имеющегося дополнительного слоя 50 из полипропилена составляет 33 мкм, что приводит к общей толщине слоистого пластика в 190 мкм.
Согласно следующему варианту осуществления изобретения толщина слоя наружной пленки 40 из ориентированного полипропилена составляет 50 мкм. Содержащий барьер экструзионный связующий слой 60 состоит из полипропилена, промежуточного адгезионного вещества и из EVOH в качестве материала барьера с соответствующими толщинами в 12,5 мкм для полипропиленового слоя, 10 мкм для промежуточного адгезионного слоя и 15 мкм для слоя EVOH. Вторая наружная пленка 40 состоит из полипропилена с толщиной слоя 75 мкм.
Таким образом, слоистый пластик согласно этому примеру осуществления выглядит следующим образом:
Слоистый пластик согласно другому варианту осуществления с двумя ориентированными наружными пленками 40 имеет структуру слоев со следующими толщинами:
На этом месте необходимо отметить, что все вышеописанные части сами по себе и в любой комбинации, прежде всего представленные на чертеже подробности, заявляются как существенные для изобретения. Их видоизменения известны специалисту.
Заявленная группа изобретений относится к способу изготовления многослойного слоистого пластика, а также многослойному слоистому пластику. Техническим результатом заявленной группы изобретений является обеспечение изготовления тонкого, многослойного слоистого пластика с одним барьерным слоем с улучшенными физико-химическими свойствами. Технический результат достигается способом изготовления многослойного слоистого пластика для изготовления имеющих форму тубы упаковок с одной ориентированной пленкой и с одним барьерным слоем. Способ включает подготовку двух, имеющих возможность соединения термосваркой наружных пленок. При этом, по меньшей мере, одна наружная пленка представляет собой ориентированную наружную пленку. Затем проводят введение экструдированием по меньшей мере трехслойного, имеющего материал барьерного слоя экструдата в виде содержащего барьер экструзионного связующего слоя между двумя наружными пленками. При этом содержащий барьер экструзионный связующий слой ограничен двумя внешними пленками, каждую из которых путем ламинирования непосредственно соединяют с соответствующей наружной пленкой. 2 н. и 24 з.п. ф-лы, 1 ил., 5 табл.
1. Способ изготовления многослойного слоистого пластика, прежде всего для изготовления имеющих форму тубы упаковок по меньшей мере с одной ориентированной пленкой (40) и по меньшей мере с одним барьерным слоем (30), отличающийся следующими шагами:
подготовка двух, прежде всего, имеющих возможность соединения термосваркой наружных пленок (40), при этом по меньшей мере одна наружная пленка (40) представляет собой ориентированную наружную пленку (40), и
введение экструдированием по меньшей мере трехслойного, имеющего материал барьерного слоя экструдата (60) в виде содержащего барьер экструзионного связующего слоя (60) между двумя наружными пленками (40), при этом содержащий барьер экструзионный связующий слой (60) ограничен двумя внешними пленками (10), каждую из которых путем ламинирования непосредственно соединяют с соответствующей наружной пленкой (40).
2. Способ по п.1, отличающийся тем, что слоистый пластик изготовлен с двумя ориентированными наружными пленками (40)
3. Способ по п.1, отличающийся тем, что в качестве ориентированной пленки (40) используют моно- и биаксиально ориентированную пленку (40).
4. Способ по п.1, отличающийся тем, что барьерный слой (30) располагают между двумя внешними слоями (10) содержащего барьер экструдированного соединительного слоя (60), прежде всего совместно экструдируют с этими внешними слоями (10).
5. Способ по одному из предшествующих пунктов, отличающийся тем, что между по меньшей мере одним внешним слоем (10) и барьерным слоем (30) располагают, прежде всего совместно экструдируют с этими внешними слоями (10) и барьерным слоем (30), промежуточный адгезионный слой (20).
6. Способ по п.1, отличающийся тем, что содержащий барьер экструзионный связующий слой (60) выполняют, прежде всего экструдируют, симметрично относительно барьерного слоя.
7. Способ по п.1, отличающийся тем, что предусмотрена возможность изготовления внешнего слоя (10) многослойным, прежде всего двухслойным.
8. Способ по п.1, отличающийся тем, что содержащий барьер экструзионный связующий слой (60) совместно экструдируют и непосредственно после совместной экструзии сводят вместе с наружными пленками (40), и соединяют с ними с использованием давления и, прежде всего, имеющегося из процесса экструзии тепла.
9. Способ по п.8, отличающийся тем, что используемая скорость сведения находится в диапазоне от 50 до 250 м/мин.
10. Способ по п.8, отличающийся тем, что используемое давление находится в диапазоне от 5·104 Па (=0,5 бар) до 4·105 Па (=4 бар).
11. Способ по п.1, отличающийся тем, что снаружи по меньшей мере на одну наружную пленку (40) наносят, прежде всего экструдируют, дополнительный слой (50).
12. Способ по п.1, отличающийся тем, что в качестве ориентированной наружной пленки (40) используют, прежде всего, совместно экструдируемую, имеющую возможность соединения термосваркой пленку.
13. Способ по п.1, отличающийся тем, что слои слоистого пластика (10, 20, 30, 40, 50, 60) изготавливают из одного или нескольких следующих материалов:
14. Способ по п.13, отличающийся тем, что слои слоистого пластика (10, 20, 30, 40, 50, 60) изготавливают со следующей толщиной:
15. Способ по п.13, отличающийся тем, что слои слоистого пластика (10, 20, 30, 40, 50, 60) изготавливают со следующей толщиной:
16. Многослойный, прежде всего, тонкий слоистый пластик по меньшей мере с одной ориентированной пленкой (40) и по меньшей мере с одним барьерным слоем (30), при этом между двумя, прежде всего, имеющими возможность соединения термосваркой наружными пленками (40) размещен содержащий материал барьерного слоя экструдат (60) в виде содержащего барьер экструзионного связующего слоя (60), который ограничен двумя внешними слоями (10), которые с использованием технологии получения нескольких слоев за один проход путем ламинирования в каждом случае непосредственно нанесены на соответствующую наружную пленку (40), при этом по меньшей мере одна наружная пленка (40) является ориентированной пленкой (40).
17. Многослойный слоистый пластик по п.16, отличающийся тем, что слоистый пластик имеет две ориентированные, имеющие возможность соединения термосваркой наружные пленки (40).
18. Многослойный слоистый пластик по п.16, отличающийся тем, что ориентированная пленка (40) представляет собой моно- и биаксиально ориентированную пленку(40).
19. Многослойный слоистый пластик по п.16, отличающийся тем, что барьерный слой (30) размещен между двумя внешними слоями (10) содержащего барьер экструзионного связующего слоя (60).
20. Многослойный слоистый пластик по одному из пп.16-19, отличающийся тем, что между по меньшей мере одним внешним слоем (10) и барьерным слоем (30) расположен промежуточный адгезионный слой (20).
21. Многослойный слоистый пластик по п.16, отличающийся тем, что содержащий барьер экструзионный связующий слой (60) выполнен симметрично относительно барьерного слоя.
22. Многослойный слоистый пластик по п.16, отличающийся тем, что внешний слой (10) является многослойным, прежде всего двухслойным.
23. Многослойный слоистый пластик по п.16, отличающийся тем, что снаружи по меньшей мере одной наружной пленки (40) нанесен дополнительный слой (50).
24. Многослойный слоистый пластик по п.16, отличающийся тем, что ориентированная наружная пленка (40) представляет собой совместно экструдированную пленку по меньшей мере с одним имеющим возможность соединения термосваркой скин-слоем.
25. Многослойный слоистый пластик по п.16, отличающийся тем, что слои слоистого пластика (10, 20, 30, 40, 50, 60) изготовлены из одного или нескольких следующих материалов:
26. Многослойный слоистый пластик по п.25, отличающийся тем, что слои слоистого пластика (10, 20, 30, 40, 50, 60) изготовлены со следующей толщиной:
| СПОСОБ ПОЛУЧЕНИЯу-АЛКИЛ-у- | 0 |
|
SU183212A1 |
| WO 2005030478 А1, 07.04.2005 | |||
| DE 3618775 А1, 10.12.1987 | |||
| ЛАМИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННОГО МАТЕРИАЛА И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ПРОИЗВОДИМЫЙ ИЗ НЕГО | 1999 |
|
RU2202473C2 |

