Изобретение относится к области производства изделий, в том числе несущих конструкций, работающих под большими нагрузками и/или в агрессивных средах.
Известен способ футерования металлических труб (его вариант) (А.С. СССР №908498), преимущественно петрургическим материалом, включающий нанесение футеровочного слоя во вращаемую металлическую трубу. В известном способе для повышения надежности закрепления футеровочного слоя в металлической трубе, повышения качества и надежности готового изделия, перед заливкой футеровочного слоя на внутреннюю поверхность металлической трубы наносят слой засыпки толщиной 0,5-2 мм, содержащий измельченный перлит и минеральный наполнитель.
По другому варианту способа по А.С. СССР №908498 перед заливкой футеровочного слоя на внутреннюю поверхность металлической трубы наносят измельченный перлит фракции 0,2-1 мм.
В результате осуществления известного способа по обоим вариантам получается изделие, наружная поверхность которого является металлической трубой, а внутренняя поверхность образована футеровочным материалом, преимущественно петрургическим. Форма полученного таким образом изделия обусловлена технологией его производства - центробежное литье. Поэтому получаемое изделие имеет форму полого цилиндра.
Недостатком известного металлокаменного изделия (труб, внутренняя поверхность которых футерована петрургическим материалом) является его дороговизна, обусловленная сложностью процесса его изготовления, ограничение функциональных возможностей при использовании полученного известным способом изделия - изделие может быть использовано только в качестве элемента трубопровода. Также недостатком изделия, получаемого по способу согласно А.С. СССР №908498, является то, что для надежного соединения нескольких аналогичных изделий между собой необходимо использование дополнительных средств крепления.
Известен способ получения металлокаменных полых изделий (А.С. СССР №979120) путем полунепрерывной отливки, включающий заливку петрургического расплава, выдержку в форме и термообработку изделий. В известном способе для повышения качества изделий, расширения их номенклатуры и снижения энергетических затрат заливку петрургического расплава ведут периодически в кристаллизатор, после чего производят заливу металла с вытеснением незатвердевшего петрургического расплава, выдерживают формующуюся отливку, а затем осуществляют вытяжку отливки.
В результате осуществления известного способа получают изделие, геометрическая форма сечения которых может быть любой - круглой, овальной, квадратной, прямоугольной, корытообразной и.т.п. Наружная поверхность получаемого изделия является металлической, а внутренняя поверхность - из петрургического материала.
Изделие, полученное согласно способу по А.С. СССР №979120, принято в качестве ближайшего аналога (прототипа).
Недостатком изделия, получаемого по способу согласно А.С. СССР №979120, является то, что для надежного соединения нескольких аналогичных изделий между собой необходимо использование дополнительных средств крепления.
Кроме того, согласно способу по А.С. СССР №979120 могут быть получены изделия ограниченного размера. Изготовление протяженных изделий по известному способу невозможно, т.к. металл, поступающий вдоль поверхности петрургического материала, будет по мере его распространения застывать.
Технический результат, достигаемый заявляемым изобретением - снижение трудоемкости при изготовлении металлокаменных изделий, расширение функциональных возможностей изделий.
Заявляемый технический результат достигается тем, что в металлокаменном полом изделии, содержащем металлический корпус с внутренней сквозной полостью, корпус образован боковыми и торцевыми поверхностями, при этом боковые поверхности представляют собой замкнутые по периметру наружную и внутреннюю поверхности с образованием между ними полости, заполненной петрургическим материалом, внутренняя сквозная полость корпуса ограничена его внутренней боковой поверхностью, каждая торцевая поверхность связана с соответствующими торцами наружной и внутренней боковых поверхностей, при этом каждая торцевая поверхность выполнена с отверстием, обеспечивающим доступ к внутренней полости корпуса, боковые и торцевые поверхности корпуса образованы элементами опалубки, предназначенной для заливки петрургического материала.
Корпус из элементов опалубки может быть выполнен неразъемным.
Поверхности корпуса могут быть выполнены с отверстиями, сообщающимися с полостью, образованной между наружной и внутренней боковыми поверхностями, и предназначенными для заливки петрургического материала.
Целесообразно, чтобы толщина петрургического слоя составляла не менее 20 мм и не более 100 мм.
Поверхности корпуса могут быть изготовлены из металлических листов толщиной 6-12 мм.
Целесообразно выполнение петрургического слоя армированным.
Изделия из петрургического материала (каменного расплава) предназначены для работы в условиях высоких нагрузок в качестве несущих элементов или в условиях воздействия агрессивных сред как изделия не подверженные коррозионному износу.
Заявляемое металлокаменное изделие получено методом заливки петрургического материала в опалубку. В качестве опалубки использован металлический корпус будущего металлокаменного изделия. Корпус образован боковыми и торцевыми поверхностями, выполненными из металлических листов. Боковые поверхности образованы наружной и внутренней поверхностями, расположенными на расстоянии друг от друга с образованием между ними полости. Внутренняя полость корпуса выполнена сквозной и ограничена его внутренней боковой поверхностью. Торцы боковых поверхностей закрыты торцевыми поверхностями, в каждой из которых выполнено отверстие, сообщенное с внутренней полостью корпуса. Таким образом, внутренняя полость корпуса остается открытой и обеспечивает возможность прохождения через внутреннюю полость заявляемого металлокаменного изделия какой-либо среды, в том числе агрессивной.
Петрургический материал залит в полость, образованную между наружной и внутренней поверхностями.
Преимуществом заявляемого металлокаменного изделия состоит в том, что корпусом является опалубка, в которую залит петрургический материал. Т.е. первоначально корпус являлся опалубкой, выполняющей роль литейной формы. Опалубка изготавливается по форме изделия, определяемой его назначением. Форма изделия может быть любой - цилиндрической, в виде параллелепипеда и т.п. Петрургический материал заливается, например, через отверстия, выполненные в металлических листах, образующих опалубку. После затвердевания петрургического материала опалубка не разбирается, а используется в качестве корпуса полученного металлокаменного изделия. Корпус и петрургический материал после его затвердевания прочно связаны между собой.
Корпус может быть снабжен крепежными элементами, обеспечивающими соединение нескольких металлокаменных изделий между собой. Можно несколько заявляемых металлокаменных изделий крепить между собой посредством сварки, при которой сварке между собой подлежат наружные поверхности корпуса.
В процессе эксплуатации заявляемого металлокаменного изделия, например в агрессивных средах, металлический лист, образующий внутреннюю поверхность корпуса, будет подвергаться коррозии и постепенно изнашиваться. При этом наружная поверхность защищена от доступа агрессивной среды петрургическим материалом. В результате после износа внутренней поверхности удержание петрургического материала и крепеж системы, собранной из нескольких металлокаменных изделий, будет обеспечиваться металлическими листами, образующими наружную поверхность корпуса.
Преимущества заявляемого металлокаменного изделия заключаются в том, что его корпусом служит опалубка, в которую заливается петрургический материал. Опалубка изготавливается сразу по форме изделия и после остывания и затвердевания петрургического материала служит корпусом изделия. К опалубке заранее можно прикрепить необходимые крепежные элементы, служащие для соединения нескольких металлокаменных изделий между собой.
Таким образом, заявляемое металлокаменное изделие является простым и технологичным в изготовлении, надежным и удобным в эксплуатации. По мере износа металлических листов, образующих внутреннюю поверхность корпуса, надежность конструкции не падает, т.к. необходимое удержание и крепление конструкции обеспечивается металлическими листами, образующими наружную поверхность корпуса. Коррозионная стойкость и стойкость к механическим воздействиям обеспечивается застывшим и затвердевшим петрургическим материалом.
Заявляемое металлокаменное изделие не имеет ограничений по форме - возможна любая форма изделия, которая необходима для выполнения изделием своей функции. Опалубка может иметь коробчатую или цилиндрическую форму.
В качестве петрургического материала можгут быть использованы различные горные породы, традиционно используемые для получения каменного литья. Основное требование к применяемым горным породам - возможность получения бездефектного камнелитного элемента.
Толщина петрургического материала определяется необходимой коррозионной стойкостью и надежностью изделия.
Толщина петрургического слоя не должна быть менее 20 мм. Экспериментально установлено, что меньшая толщина петрургического слоя не может быть удовлетворительно залита каменным (петрургическим) расплавом.
Ввиду высокой коррозионной стойкости каменного литья и его высокой надежности нецелесообразно использование петрургического слоя толщиной более 100 мм. Т.к. экспериментально установлено, что при толщине петрургического слоя 100 мм обеспечивается необходимая абразивная стойкость изделия и его надежность в эксплуатации.
Надежность изделия и конструкции из нескольких заявляемых изделий будут обеспечены при использовании для изготовления опалубки металлических листов толщиной 6-12 мм.
Для повышения надежности заявляемого металлокаменного изделия петрургический слой целесообразно выполнить армированным. Для этого перед заливкой каменного расплава (петрургического материала) в опалубке крепится каркас, например проволочный. Заливка каменного литья осуществляется на указанный каркас.
Расширение функциональных возможностей заявляемого металлокаменного полого изделия обеспечивается за счет того, что изделие может иметь любую геометрическую форму, адаптированную к области использования изделия.
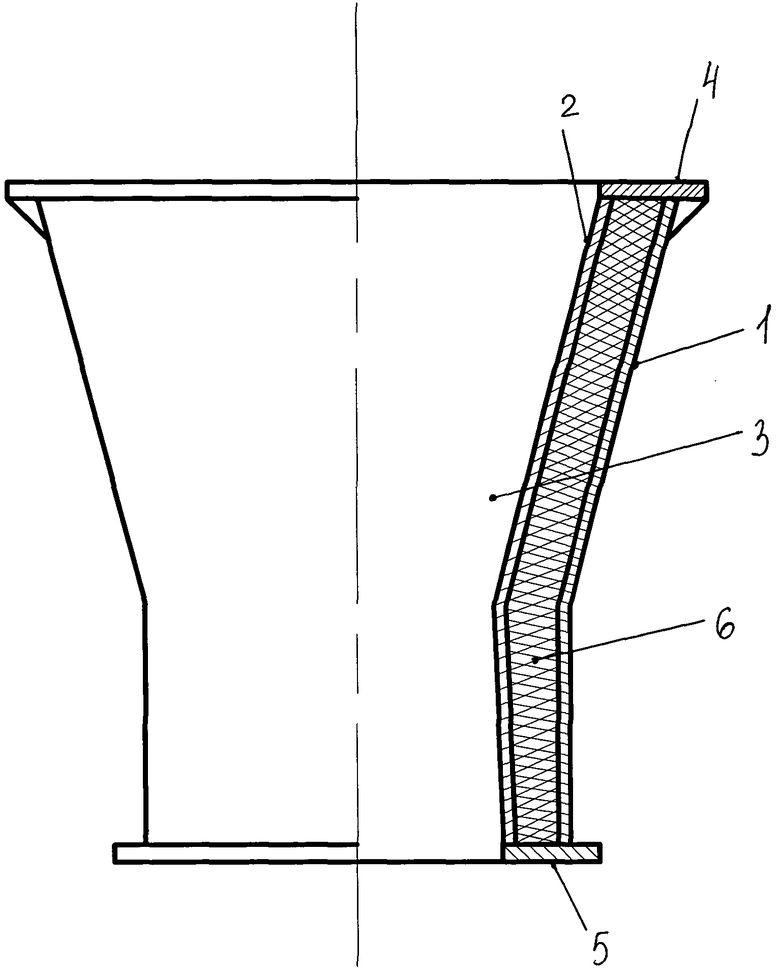
На чертеже изображено сечение заявляемого металлокаменного полого изделия.
Заявляемое металлокаменное полое изделие содержит металлический (например, стальной) корпус, состоящий из боковых поверхностей 1 и 2, при этом боковая поверхность 1 является наружной поверхностью корпуса, а боковая поверхность 2 является внутренней поверхностью корпуса, ограничивающей внутреннюю сквозную полость 3. Торцы боковых поверхностей 1 и 2 закрыты торцевыми поверхностями 4 и 5, соединенными с поверхностями 1 и 2. Все поверхности корпуса выполнены из металлических (стальных) листов толщиной 6-12 мм. Между боковыми поверхностями 1 и 2 образована полость, залитая петрургическим материалом (каменным расплавом) 6. Слой петрургического материала составляет 20-100 мм. В металлических листах, образующих торцевые поверхности 4 и 5, выполнены сквозные отверстия, сообщенные с внутренней полостью 3. При этом обеспечено беспрепятственное прохождение агрессивной среды через изделие.
Корпус заявляемого металлокаменного изделия предварительно являлся опалубкой (литейной формой), в которую заливался каменный расплав. Между поверхностями 1 и 2 может быть размещен проволочный каркас для образования армированного петрургического слоя. Заливку каменного расплава в опалубку можно осуществлять через отверстия, выполненные в металлических листах, образующих наружную поверхность корпуса (опалубки).
Несколько заявляемых металлокаменных изделий соединяют между собой, например, посредством сварки металлических листов, образующих наружные поверхности соседних металлокаменных изделий.
Для изготовления заявляемого металлокаменного полого изделия готовят неразъемную опалубку, внутри которой размещен каркас. В опалубку заливают каменный расплав. После затвердевания каменного расплава (петрургического материала) опалубка выполняет роль корпуса полученного изделия. Изделие монтируется по месту назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлокаменных полых изделий | 1981 |
|
SU979120A1 |
| Способ футерования металлических труб (его вариант) | 1980 |
|
SU908498A1 |
| Способ получения армированного каменного литья | 1977 |
|
SU745683A1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ И ФУТЕРОВКА ДЛЯ МЕТАЛЛОАГРЕГАТОВ | 2000 |
|
RU2160654C1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ И МНОГОФУНКЦИОНАЛЬНАЯ ФУТЕРОВКА ДЛЯ МЕТАЛЛОАГРЕГАТОВ | 2000 |
|
RU2160655C1 |
| Элемент несъёмной опалубки | 2023 |
|
RU2810257C1 |
| Способ получения камнелитых изделий с поверхностным рисунком | 1981 |
|
SU996187A1 |
| БОРДЮР ДОРОЖНЫЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2392368C1 |
| СПОСОБ ВОЗВЕДЕНИЯ СВАЙНО-ПЛИТНОГО ФУНДАМЕНТА | 2021 |
|
RU2774443C1 |
| Блок несъемной опалубки с декоративной фасадной панелью | 2023 |
|
RU2800972C1 |
Изобретение относится к области производства изделий, в том числе несущих конструкций, работающих под большими нагрузками и/или в агрессивных средах. Металлокаменное полое изделие содержит металлический корпус с внутренней сквозной полостью, корпус образован боковыми и торцевыми поверхностями, при этом боковые поверхности представляют собой замкнутые по периметру наружную и внутреннюю поверхности с образованием между ними полости, заполненной петрургическим материалом. Внутренняя сквозная полость корпуса ограничена его внутренней боковой поверхностью, каждая торцевая поверхность связана с соответствующими торцами наружной и внутренней боковых поверхностей, при этом каждая торцевая поверхность выполнена с отверстием, обеспечивающим доступ к внутренней полости корпуса. Боковые и торцевые поверхности корпуса образованы элементами опалубки, предназначенной для заливки петрургического материала. Технический результат - снижение трудоемкости при изготовлении металлокаменных изделий, расширение функциональных возможностей изделий. 5 з.п. ф-лы, 1 ил.
1. Металлокаменное полое изделие, содержащее металлический корпус с внутренней сквозной полостью, корпус образован боковыми и торцевыми поверхностями, при этом боковые поверхности представляют собой замкнутые по периметру наружную и внутреннюю поверхности с образованием между ними полости, заполненной петрургическим материалом, внутренняя сквозная полость корпуса ограничена его внутренней боковой поверхностью, каждая торцевая поверхность связана с соответствующими торцами наружной и внутренней боковых поверхностей, при этом каждая торцевая поверхность выполнена с отверстием, обеспечивающим доступ к внутренней полости корпуса, боковые и торцевые поверхности корпуса образованы элементами опалубки, предназначенной для заливки петрургического материала.
2. Металлокаменное полое изделие по п.1, отличающееся тем, что корпус из элементов опалубки выполнен неразъемным.
3. Металлокаменное полое изделие по п.1, отличающееся тем, что поверхности корпуса выполнены с отверстиями, сообщающимися с полостью, образованной между наружной и внутренней боковыми поверхностями, и предназначенными для заливки петрургического материала.
4. Металлокаменное полое изделие по п.1, отличающееся тем, что толщина петрургического слоя составляет не менее 20 мм и не более 100 мм.
5. Металлокаменное полое изделие по п.1, отличающееся тем, что поверхности корпуса изготовлены из металлических листов толщиной 6-12 мм.
6. Металлокаменное полое изделие по п.1, отличающееся тем, что петрургический слой выполнен армированным.
| Способ получения металлокаменных полых изделий | 1981 |
|
SU979120A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 2008 |
|
RU2378111C1 |
| Способ центробежного литья труб | 1981 |
|
SU1025490A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРИЗМАТИЧЕСКИХ МОДУЛЬНЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКИХ ЭЛЕМЕНТОВ | 2009 |
|
RU2471620C2 |
| Опалубка для полых бетонных изделий | 1976 |
|
SU737595A1 |
| US 2003218265 A1, 27.11.2003 | |||
| US 2009057531 A1, 05.03.2009 | |||

