Настоящее изобретение относится к способу изготовления монолитных строительных элементов и к установке для осуществления такого способа, которые обеспечивают возможность массового, с соблюдением оптимальных допусков, производства легких модульных строительных элементов, обладающих высокой конструкционной прочностью, в оптимальные сроки и с минимальными производственными издержками.
УРОВЕНЬ ТЕХНИКИ
Известно массовое производство полых призматических монолитных железобетонных строительных элементов прямоугольного сечения для возведения сборных жилых строений. Таким образом, имеется возможность сборки зданий из элементов заводского изготовления.
Под «монолитным строительным элементом» подразумевается элемент, который является однородным с точки зрения материала, из которого он состоит. В этом отношении можно говорить о нескольких степенях монолитности, которые тем выше, чем выше однородность элемента.
Монолитность обеспечивает большую конструкционную прочность, поскольку большая монолитность указывает на меньшее количество имеющихся в элементе соединений и, в целом, меньшее количество слабых мест.
В своем патенте ES 2285877 автор настоящей заявки, обладающий опытом в области производства модульных строительных элементов, описывает способ изготовления модульных элементов, согласно которому используются четыре предварительно изготавливаемые железобетонные панели, из которых составляют четыре стенки (боковые, нижнюю и верхнюю, причем две последние стенки также называют «половой плитой» и «потолочной плитой» соответственно) элемента заводского изготовления. Более конкретно, в этом патенте заявлен предпочтительный вариант реализации, в котором модульные элементы заводского изготовления получают путем прикрепления указанных четырех стенок к двум стальным рамам. Указанные четыре панели изготавливают с использованием известного в данной области способа, а именно литьем в опалубку на горизонтальных столах, для чего может быть использована самоуплотняющаяся бетонная смесь. Укладка бетонной смеси на горизонтальные столы является важным условием для обеспечения наивысшей однородности изготавливаемых таким образом панелей, поскольку раствор не должен проходить большие расстояния. Данный способ также предотвращает дезинтеграцию бетонной смеси из-за ее вертикального падения. Под самоуплотняющейся бетонной смесью подразумевается бетонная смесь в текучем состоянии.
Однако несмотря на то, что каждая панель является однородной и может иметь высокую прочность, получаемое таким образом изделие не является монолитным, поскольку все соединения по краям выполняются уже после изготовления панелей. Кроме того, несмотря на то, что эти рамы обеспечивают удовлетворительную устойчивость и прочность, они содержат соединения, получаемые уже после отверждения панелей, а следовательно, не являются оптимальными с точки зрения общей монолитности, поскольку в этом случае прочность всего элемента определяется, главным образом, прочностью этих рам.
Известны способы, которые позволяют получать относительно монолитные элементы. Наиболее распространенным способом является литье или укладка бетонной смеси в неподвижную опалубку с получением элемента призматической формы. Укладка бетонной смеси в этом случае неизбежно будет происходить вертикально, ввиду вертикальности стенок опалубки, что приведет к дезинтеграции бетонной смеси, которая при этом вынуждена проходить большое расстояние.
Указанный недостаток усугубляется, когда требуется получить железобетонные элементы с тонкими стенками, поскольку помимо того, что материал, образующий конечное изделие, может оказаться недостаточно однородным, проходное сечение для жидкой бетонной смеси уменьшено, а смесь к тому же сталкивается с арматурными стержнями, которые уже размещены в опалубке, в результате чего весьма вероятно образование в конечном продукте пузырей или раковин. Очевидно, что этот недостаток усиливается при увеличении размеров конечного изделия.
Еще одним недостатком неподвижной опалубки является сложность извлечения составляющих ее частей, особенно внутренних, после отверждения бетонной смеси.
Еще одним решением является использование вращающейся опалубки, которая обеспечивает последовательное литье на разные стенки в горизонтальной плоскости путем поворота барабана, в котором эта опалубка размещена. Однако это решение, несмотря на то, что оно обеспечивает достижение высокой степени монолитности, имеет следующие недостатки:
- Данное устройство является сложным, поскольку оно требует наличия громоздкого оборудования, способного приводить во вращение большие массы. Это обстоятельство ограничивает максимальные габариты получаемого элемента.
- Могут быть получены лишь элементы одних и тех же габаритов, так что этот способ не является универсальным с точки зрения получаемого продукта, если не используются дополнительные формы или заливочные отверстия.
- Несмотря на то, что такое решение позволяет производить элементы массово, общее время изготовления одного элемента примерно в четыре раза больше минимального времени отверждения каждой из четырех его стенок.
- Если изготавливаемый элемент имеет ребра, а наличие ребер является обязательным условием для любой сборной модульной системы из соображений ее облегчения, распалубливание (снятие опалубки) становится проблематичным. В связи с этим было предложено использовать дополнительные части, которые удаляются после извлечения изделия из барабана. Однако это решение требует дополнительных затрат на вспомогательные элементы, увеличивает время обработки и создает проблемы с допусками, поскольку введение дополнительных этапов и вспомогательных компонентов неизбежно приводит к погрешностям позиционирования.
Известны также такие аналоги, как «Способ производства сборных бетонных конструкций» - WO 9513172, «Машина для формования и возведения» - US 4207042 А и «Установка для изготовления сборно-монолитных объемных изделий» - SU 1717368 А1.
Необходимо отметить, что возможность соблюдения допусков и размеров в таких производственных процессах ограничена, поскольку во всех случаях имеется большое количество движущихся частей и производственных этапов. Это ограничивает максимальное количество этажей, которое может иметь здание, собранное из таких модульных элементов. Таким образом, в данной области техники нет способа, который позволяет массово, в оптимальные сроки и с точным соблюдением допусков производить модульные строительные элементы, такие как описано выше, имеющие высокую степень монолитности.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Предлагаются способ и установка, которые устраняют перечисленные выше недостатки и обеспечивают дополнительные преимущества и характеристики, описание которых приведено ниже.
Предлагается способ для изготовления полых призматических монолитных модульных железобетонных элементов прямоугольного сечения, отличающийся тем, что он содержит этапы:
a) формирования из бетонной смеси боковых стенок модульного элемента в двух горизонтально расположенных опалубках,
b) поворота указанных опалубок, после достаточного отверждения указанных боковых стенок, в вертикальное положение и расположения указанных опалубок с обеих сторон третьей опалубки, которая является горизонтальной,
c) формирования из бетонной смеси половой плиты указанного элемента в третьей опалубке,
d) размещения между боковыми стенками еще одной опалубки, которая поддерживается на нужной высоте для формирования из бетонной смеси потолочной плиты элемента,
e) формирования из бетонной смеси потолочной плиты указанного элемента и
f) извлечения модульного элемента из третьей опалубки по достижении степени отверждения, позволяющей осуществить такое извлечение.
Применение указанного способа позволяет решить следующие задачи:
- Достигается высокая степень монолитности, поскольку боковые стенки отверждены лишь частично в момент литья в опалубки половой и потолочной плит, что позволяет создать прочные соединения между указанными стенками и указанными плитами. Обеспечению монолитности способствует тот факт, что все четыре соединения создаются практически в один и тот же момент, поскольку этапы c) и d) длятся пренебрежимо мало по сравнению с последующим отверждением плит и, следовательно, соединений этих плит с боковыми стенками.
- В предложенном способе все операции по укладке бетонной смеси выполняются в горизонтальной плоскости, за счет чего сводится к минимуму перемещение бетонной смеси, что предотвращает ее дезинтеграцию, позволяет заполнить все части опалубки и в результате обеспечить высокую однородность получаемого таким образом изделия. Это позволяет получать стенки малой толщины, даже несмотря на наличие арматуры.
- Обеспечивается точное соблюдение размеров получаемого элемента, поскольку единственным перемещением в технологическом процессе является поворот боковых стенок вокруг неподвижных осей. Это позволяет получать элементы с точными размерами. Данная характеристика важна для обеспечения высокого сопротивления сжатию элементов при их укладке друг на друга и прогнозируемости их реакции на напряжения.
Таким образом, описанный процесс позволяет получить элемент с большой однородностью составляющего его материала, чрезвычайно прочный, тонкий, с точно соблюденными допусками.
Благодаря указанным характеристикам эти элементы чрезвычайно хорошо подходят для сборки из них зданий, поскольку:
- Тонкость обеспечивает минимальный вес каждого элемента.
- Прочность этих элементов гарантирует их конструкционную прочность, которая в сочетании с минимальным весом позволяет возводить здания в шесть этажей и даже больше.
- Соблюдение размеров элементов обеспечивает высокую конструкционную прочность, поскольку способствует устранению неточностей относительного расположения элементов, а следовательно, предотвращает накопление неточностей при увеличении количества этажей.
- Кроме того, по сравнению с уровнем техники, в процессе изготовления элемента выполняется меньшее количество перемещений, а сами перемещения незначительны, что позволяет получить монолитный элемент. Этот факт в сочетании с возможностью автоматизации процесса снижает рабочие риски, связанные с грузоподъемными операциями.
Формирование из бетонной смеси потолочной плиты предпочтительно выполняют сразу после завершения формирования из бетонной смеси половой плиты, так что верхние и нижние соединения затвердевают в одно и то же время, за счет чего обеспечивается высокая однородность изделия.
После этапа b) опалубки боковых стенок целесообразно снова размещать горизонтально, чтобы начать изготовление нового элемента, т.е. после этапа b) указанные опалубки уже готовы к началу изготовления нового элемента. Это позволяет оптимизировать использование установки и сократить время производства.
Настоящее изобретение также относится к установке, которая обеспечивает возможность реализации описанного способа, более конкретно к установке для изготовления полых призматических монолитных железобетонных элементов прямоугольного сечения, которая содержит две опалубки для формирования из бетонной смеси боковых стенок, одну опалубку для формирования из бетонной смеси половой плиты и одну опалубку для формирования из бетонной смеси потолочной плиты и которая отличается тем, что каждая опалубка для формирования из бетонной смеси боковых стенок шарнирно установлена на горизонтальной оси с возможностью поворота из горизонтального положения, при котором в них укладывается бетонная смесь, в вертикальное положение, при котором бетонная смесь укладывается в опалубку половой плиты модульного элемента, причем установка дополнительно включает средства ввода опалубки потолочной плиты. Таким образом, благодаря частичному отверждению стен обеспечена возможность нахождения соединений в контакте с половой и потолочной плитами для окончательного отверждения вместе с указанными плитами.
Установка позволяет точно соблюдать производственные допуски, поскольку в производственном процессе имеются лишь три перемещения: поворот боковых опалубок и перемещение опалубки потолочной плиты.
Указанные поворотные перемещения переводят боковые стенки в их окончательное положение внутри элемента, и поэтому в способе согласно настоящему изобретению после этапа поворота боковых стенок (опалубок) следует этап формирования из бетонной смеси половой плиты. Также очевидно и то, что после поворота края опалубок боковых стенок совмещаются с боковыми краями опалубки половой плиты, которую также называют донной платформой.
Указанное поворотное перемещение также обеспечивает возможность распалубливания в несколько этапов, в частности, позволяет распалубливать боковые стенки, при таком их частичном отверждении, при котором они без деформации могут располагаться вертикально. Такое частичное отверждение позволяет соединениям, которые образуются в местах контакта с половой и потолочной плитами, затвердевать вместе с этими плитами.
Более предпочтительно, опалубки боковых стенок содержат донную платформу, ограниченную боковыми бортами, и отличаются тем, что боковой борт вблизи указанной оси шарнирно соединен с указанной платформой, так что боковые опалубки могут быть сняты путем поворота. Во время заливки опалубки эти борта являются ее частью, а после поворота боковой стенки они становятся также нижними опорами этой стенки. Таким образом, для обеспечения возможности снятия боковых опалубок указанные боковые борта должны быть выполнены с возможностью их отделения путем поворота от основной поверхности опалубки.
Благодаря шарнирному соединению перпендикулярно указанному отделенному борту может быть установлен второй боковой борт для формирования опалубки боковой стенки следующего элемента.
Более предпочтительно, если горизонтальные оси шарнирного перемещения выполнены с возможностью горизонтального перемещения, так что установка позволяет получать элементы разной ширины. Аналогичным образом может регулироваться длина элементов.
Изобретение также относится к полому, призматическому, монолитному железобетонному элементу прямоугольного сечения, получаемому описанным выше способом с помощью описанной выше установки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания всего вышеописанного прилагается несколько чертежей, которые схематично иллюстрируют один из вариантов практической реализации предлагаемого способа с помощью предлагаемой установки. Этапы способа иллюстрируются на чертежах путем соответствующего последовательного расположения основных элементов установки, при этом установка показана в поперечном сечении, т.е. продольная ось изготавливаемого элемента перпендикулярна плоскости листа. На чертежах:
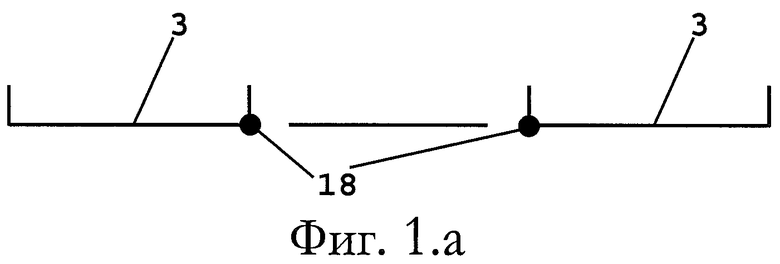
- Фиг.1.a показывает относительное расположение опалубок боковых стенок и опалубки половой плиты в начале процесса.
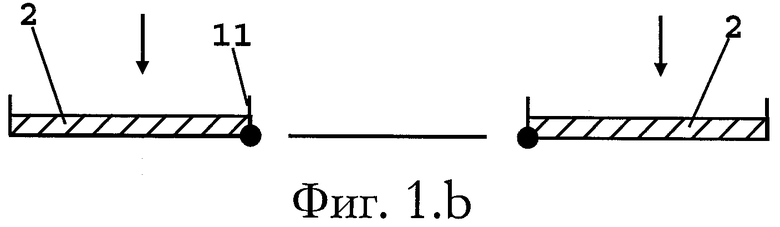
- Фиг.1.b показывает конец этапа формирования из бетонной смеси боковых стенок.
- Фиг.1.c показывает момент этапа подъема боковых стенок в вертикальное положение после такого их отверждения, при котором они не деформируются сверх максимальных допусков конечного изделия.
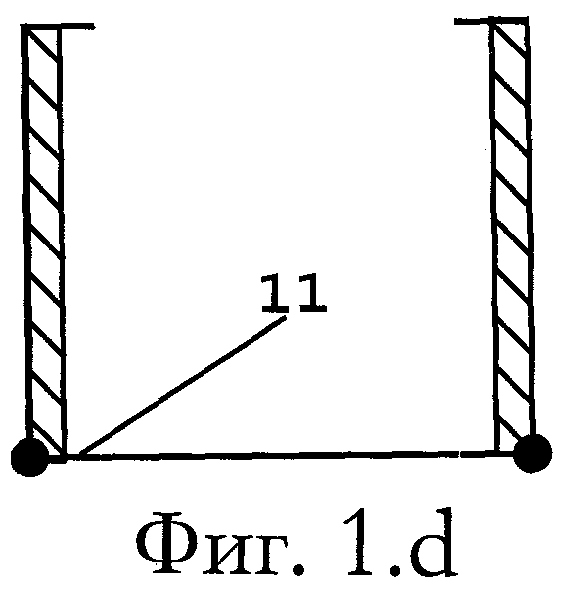
- Фиг.1.d показывает относительное расположение элементов в конце поворота.
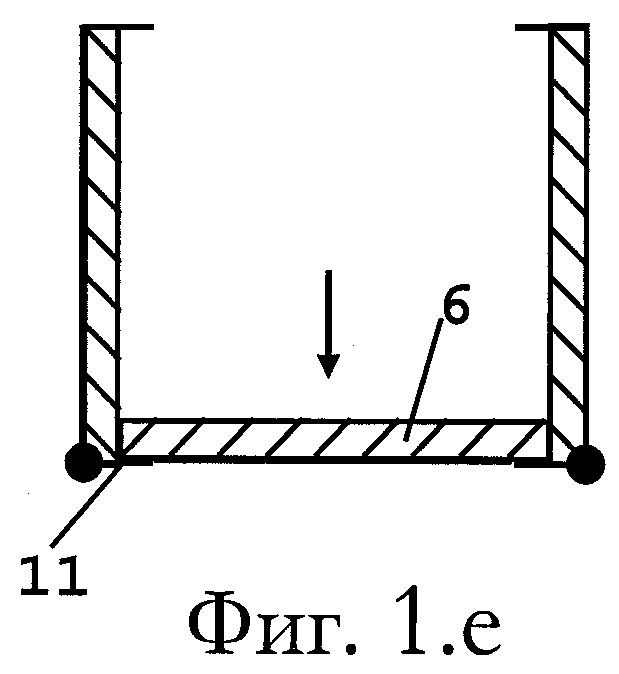
- Фиг.1.e показывает конец этапа формирования из бетонной смеси половой плиты элемента.
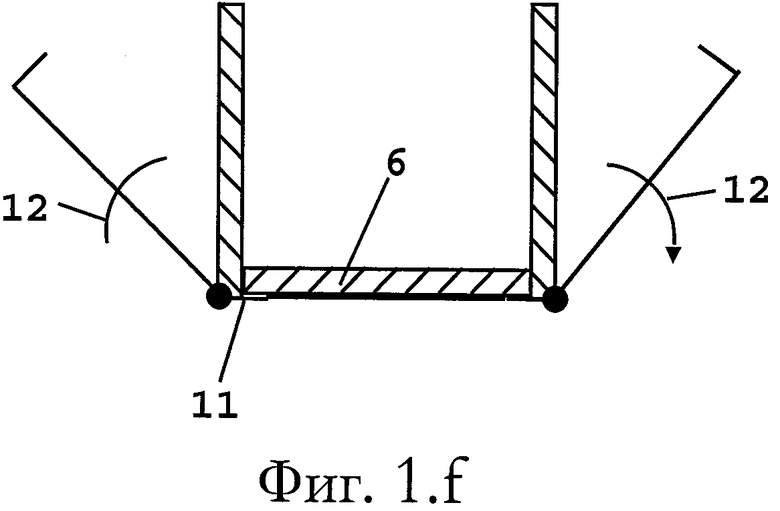
- Фиг.1.f показывает опускание опалубок боковых стенок.
- Фиг.1.g показывает установку, в которой боковые опалубки возвращены в горизонтальное положение, а опалубка потолочной плиты поставлена в требуемое положение.
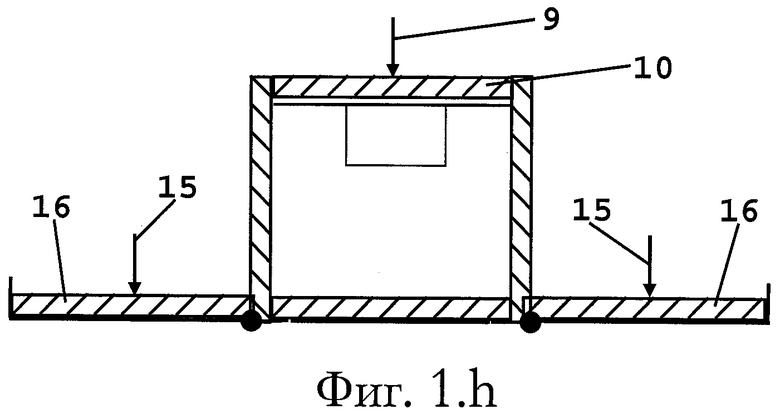
- Фиг.1.h показывает установку, в которой залиты потолочная плита и боковые стенки следующего элемента.
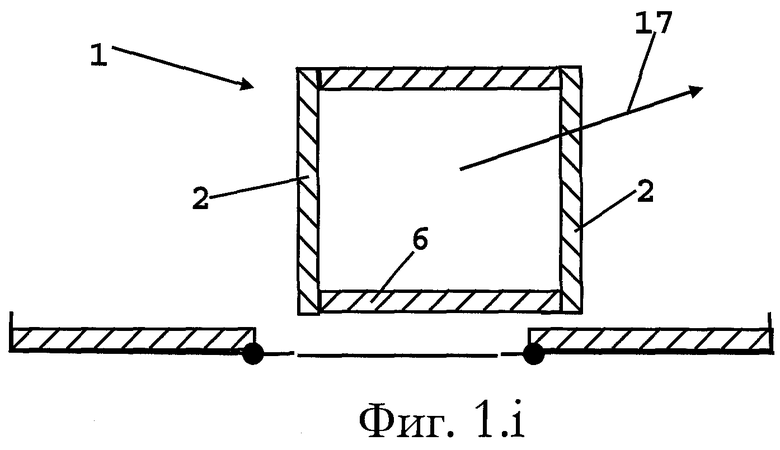
- Фиг.1.i показывает установку, в которой опалубка снята и в которой начато снятие элемента после его достаточного отверждения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА РЕАЛИЗАЦИИ
Согласно предпочтительному варианту реализации предлагаемый способ изготовления полых, призматических, монолитных модульных железобетонных элементов 1 прямоугольного сечения содержит следующие этапы.
На первом этапе, начало и конец которого показаны соответственно на фиг.1.a и 1.b, боковые стенки 2 указанного элемента формируют из бетонной смеси (литьем в опалубку) в двух опалубках 3, которые расположены горизонтально, за счет чего возможна оптимальная укладка бетонной смеси с точки зрения обеспечения однородности материала. Такая горизонтальная укладка бетонной смеси позволяет получать стенки толщиной не более 50 мм, обладающие высокой механической прочностью, т.е. эти стенки являются тонкими и имеют минимальный вес, что позволяет собирать из получаемых модульных элементов многоэтажные здания.
Согласно предпочтительному варианту реализации изобретения оси 18 вращения в установке выполнены с возможностью горизонтального перемещения, за счет чего установка может быть настроена на изготовление модулей разных размеров, в частности, разной ширины. В этом случае предусмотрена возможность внесения дополнительных элементов опалубки для изменения ширины опалубки 5 половой плиты.
После достаточного отверждения стенок 2 выполняют поворот 4 опалубок боковых стенок (фиг.1.c) с переведением их в вертикальное положение, показанное на фиг.1.d. Под достаточным отверждением подразумевается такое отверждение, при котором выполнение указанного поворота не приводит к деформации стенки.
Следует отметить, что поворот боковых стенок на 90° переводит их в окончательное положение в элементе 1, так что до окончания изготовления элемента 1 дополнительное перемещение этих стенок не требуется.
Поскольку, как было сказано, поворот переводит боковые стенки в окончательное положение в элементе, нижние концы стенок 2 вместе с днищем 5 образуют опалубку половой плиты 6. Фиг.1.e иллюстрирует окончание процесса формирования из бетонной смеси половой плиты, который выполняют перед полным отверждением стенки 2 с тем, чтобы отверждение соединительных ребер 7 между плитой 6 и стенками 2 привело к образованию в этих местах соединения без зазора. Указанное соединение без зазора в значительной степени способствует монолитности элемента.
После формирования из бетонной смеси половой плиты или даже перед ним, по достижении соответствующей степени отверждения, опалубки боковых стенок могут быть перемещены в горизонтальное положение (фиг.1.f), так что элемент вдоль его боковых сторон остается распалубленным, и, таким образом, готовы к изготовлению боковых стенок нового элемента.
При этом согласно настоящему изобретению указанный распалубливающий поворот возможен лишь в том случае, если от опалубки 2 были путем поворота предварительно отделены боковые стенки 11, называемые также бортами. Присоединение и отделение указанных бортов может быть осуществлено с помощью системы стержней, которые соответственно вставляют или извлекают, например, вдоль оси шарнирного перемещения между опалубкой 2 и бортами 11. Очевидно, что размеры боковых опалубок и указанных бортов, а также их позиционирование внутри установки чрезвычайно важны, поскольку они в значительной степени влияют на соблюдение размеров получаемого элемента.
Также необходимо отметить, что борта выполняют двойную функцию. С одной стороны, они образуют часть периметра опалубки боковой стенки, с другой стороны, когда эта опалубка (стенка) размещена вертикально, служат опорой боковой стенки.
После этого в продольном направлении, т.е. перпендикулярно плоскости листа, вводят опалубку 7 потолочной плиты, которая поддерживается движущимся приспособлением 8, а затем поднимают эту опалубку на нужную высоту для формирования 9 из бетонной смеси потолочной плиты 10, как показано на фиг.1.h.
Следует отметить, что одним из преимуществ настоящего изобретения является то, что оно позволяет оптимизировать использование опалубок.
Действительно, из фиг.1.g видно, что опалубки 3 уже освобождены для формирования из бетонной смеси стенок 2 следующего элемента.
Для поворота 12 опалубок 3 в горизонтальное положение от них были отделены борта, но с помощью указанной выше системы стержней имеется возможность установить новые борта 13, расположенные перпендикулярно бортам 14, которые в этот момент выполняют опорную функцию, как показано на фиг.1.g.
На фиг.1.h показано, что после установки указанных новых бортов можно выполнять формирование 15 из бетонной смеси боковых стенок 16 следующего элемента.
Наконец, как показано на фиг.1.i, после достаточного отверждения элемента 1 выполняют его подъем или перенос 17, т.е. снимают его с установки, для отправки на следующие производственные операции, при этом центральная платформа освобождается, а боковые опалубки могут быть подняты, так что происходит переход сразу на этап, показанный на фиг.1.b.


Изобретение относится к области строительства, а именно к способам и устройствам для изготовления объемных строительных блоков, и позволит повысить конструкционную прочность блоков. Способ для изготовления модульных полых, призматических, монолитных железобетонных элементов прямоугольного сечения включает формование из бетонной смеси боковых стенок модульного элемента в двух горизонтально расположенных опалубках, поворот их до вертикального положения по обеим сторонам третьей горизонтальной опалубки для формования плиты пола из бетонной смеси, размещение между боковыми стенками опалубки для формования из бетонной смеси потолочной плиты и извлечение модульного элемента. Укладка бетонной смеси осуществляется при горизонтальном положении опалубок. 3 н. и 5 з.п. ф-лы, 9 ил.
1. Способ изготовления модульных полых призматических монолитных железобетонных элементов (1) прямоугольного сечения, отличающийся тем, что он содержит этапы:
a) формирования из бетонной смеси боковых стенок (2) модульного элемента в двух горизонтально расположенных опалубках (3),
b) поворота указанных опалубок, после достаточного отверждения боковых стенок (2), в вертикальное положение и расположение указанных опалубок с обеих сторон третьей опалубки (5), которая является горизонтальной,
c) формирования из бетонной смеси половой плиты (6) указанного элемента (1) в третьей опалубке (5),
d) размещения между боковыми стенками (2) еще одной опалубки (7), которая поддерживается на нужной высоте для формирования из бетонной смеси потолочной плиты (10) модульного элемента (1),
e) формирования из бетонной смеси плиты (10) указанного элемента (1) и
f) извлечения модульного элемента (1) по достижении степени отверждения, позволяющей осуществить такое извлечение.
2. Способ по п.1, отличающийся тем, что формирование из бетонной смеси потолочной плиты (10) выполняют сразу после завершения формирования из бетонной смеси половой плиты (6).
3. Способ по п.1, отличающийся тем, что после этапа b) опалубки (3) боковых стенок (2) снова размещают горизонтально, с тем чтобы начать изготовление следующего элемента.
4. Установка для изготовления полых, призматических, монолитных железобетонных модульных элементов (1) прямоугольного сечения, которая содержит две опалубки (3) для формирования из бетонной смеси боковых стенок (2), одну опалубку (5) для формирования из бетонной смеси половой плиты и одну опалубку (7) для формирования из бетонной смеси потолочной плиты (10), отличающаяся тем, что опалубки (3) для формирования из бетонной смеси боковых стенок (2) шарнирно установлены на горизонтальных осях (18) с возможностью поворота из горизонтального положения, в котором в них укладывается бетонная смесь, в вертикальное положение, в котором бетонная смесь укладывается в опалубку половой плиты (6) модульного элемента (1), причем установка дополнительно включает средства ввода опалубки потолочной плиты, так что благодаря частичному отверждению стен обеспечена возможность нахождения соединений в контакте с половой и потолочной плитами для окончательного отверждения вместе с указанными плитами.
5. Установка по п.4, в которой опалубки (3) содержат донную платформу, ограниченную боковыми бортами, причем боковой борт (11) вблизи указанной оси (18) шарнирно соединен с указанной платформой.
6. Установка по п.5, отличающаяся тем, что указанное шарнирное соединение позволяет устанавливать второй боковой борт (13) перпендикулярно указанному боковому борту (11).
7. Установка по п.4, отличающаяся тем, что указанное горизонтальное шарнирное соединение и указанные горизонтальные оси (18) вращения выполнены с возможностью горизонтального перемещения.
8. Модульный полый призматический монолитный железобетонный элемент (1) прямоугольного сечения, полученный способом по любому из пп.1-4.
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Установка для изготовления сборно-монолитных объемных изделий | 1990 |
|
SU1717368A1 |
| US 4207042 A, 10.06.1980 | |||
| Установка для изготовления сборно-монолитных объемных элементов | 1990 |
|
SU1735011A1 |
| СУШИЛКА | 2005 |
|
RU2285877C1 |

