1
.Изобретение относится к области камнелитейного производства и может быть использовано при. массовом изготовлении армированных камнелитых изделий.
Известен способ получения армированного каменного литья для защиты различных агрегатов и аппаратов от воздействия агрессивных сред. Для получения таких камнелитых изделий в литейную форму перед .заливкой расплава устанавливают стальную арматуру. Если же в изделии предусматриваются отверстия, то в форме устанавливаются стержни. Сформированная отливка после заливки расплава в форму подвергается термической обработке по обычной камнелитейной технологии (кристаллизация и отжиг) 2.
Известные способы получения армированного каменного литья не позволяют решить вопрос надежности и удобства их креплеиия во многих случаях, когда футеруются агрегаты, подвергающиеся вибрации или определенным динамическим нагрузкам, а также при защите потолочных поверхностей.
Например, часто камнелитые изделия монтируются на цементной подущке толщиной от 5 до 15 мм в зависимости от состояния футеруемой поверхности и размера применяемых изделии. Монтаж футеровки конструкций, предназначенной для защиты от коррозионных сред, производят на кислотоупорной замазке.
В ряде случаев для усиления прочности футеровки ее монтаж производят с применением металлических уголков, закрепленнь1х к. стеНке конструкций.
Часто при облицовке крупных металли10ческих или бетонных бункеров для- руды, кокса, угля и т. п. материалов плитами из каменного литья предварительно замуровывают металлическую рещетку. Далее на рещетку наносят слой цементного раствора 5 и укладывают плиты, скрепляя через 3-4 ряда - горизонтальными металлическими угольниками.
Для крепления каменного литья может применяться пластическая замазка типа «Арзамит. Однако плохая адгезия с каменным
20 литьем препятствует сочетанию этих прогрессивных материалов с обеспечением достаточной надежности их работы. Для активизацйн Процесса сцшления может быть
применена пескоструйная или механическая обработка поверхности готового каменного литья, но это трудоемкий и малоэффективный способ улучшения адгезии 3.
Известен способ получения армированного каменного литья для устройств , подвергающихся значительным динамическим нагрузкам (вибрация, толчки и т. п). В этом случае к стальной арматуре, устанавливаемой перед заливкой расплава, приваривается шпилька или болт. После заливки расплава осуществляют кристаллизацию и отжиг отливки. При монтаже такого изделия шпилька пропускается через отверстие в футеруемом агрегате. С этой же целью в армируемом изделии из каменного литья может быть предусмотрено отверстие, а к футеруемой поверхности в этом же случае приваривается шпилька 4.
Этот способ производства каменного литья не дает возможности получать изделия, удобные при монтаже. Процесс футеровки такими изделиями трудоемок и малопроизводителен, особенно при защите наклонных и потолочных поверхностей. При монтаже вначале на футеруемой поверхности выкладываются камнелитые изделия, намечаются места их крепления. Затем изделия снимают, на защищаемой поверхности делают отверстия или приваривают в местах крепления шпильки.После этого опять выкладывается и крепится изделие из каменного литья:
Целью изобретения является обеспечение надежности и удобства монтажа каменного литья.
Поставленная цель достигается тем, что при способе получения армированного каменного литья путем установки в форму стальной арматуры, заливки расплава, кристаллизации и отжига отливки к арматуре приваривают стальную конусную втулку с углом 40-60°, а заливку расплава осуществляют, оставляя над поверхностью отливки суженную часть втулки высотой 3-5 мм.
Угол раскрытия стальной втулки, равный 40-60°, связан с необходимостью обеспечения прочного удержания втулки в отливке, с удобством приваривании ее к защищаемой поверхности с одновременно небольшой поверхностью, не защищенной каменным литьем. При угле раскрытия втулки больщей 60° существенно увеличивается поверхность, уязвимая для абразивного изнашивания или коррозии, т. к. материал втулки не износоустойчив. Угол раскрытия втулки меньще 40° затрудняет операцию приваривания.
Выступающая на 3-5 мм над поверхностью отливки часть втулки дает возможность соединения каменного литья с футеруемой поверхностью с помощью электросварки и обеспечивает применение уплотняющего слоя цемента или замазки между
камнелитым изделием и защищаемой поверхностью агрегата или устройства.
Если выступающая часть втулки будет превышать 5 мм, то в условиях динамических нагрузок возможно выкрашивание час$ ти уплотняющего слоя и в результате может произойти перекос камнелитых элементов.
Уменьшение выступающей части втулки затрудняет приваривание ее к футеруемой металлической поверхности.
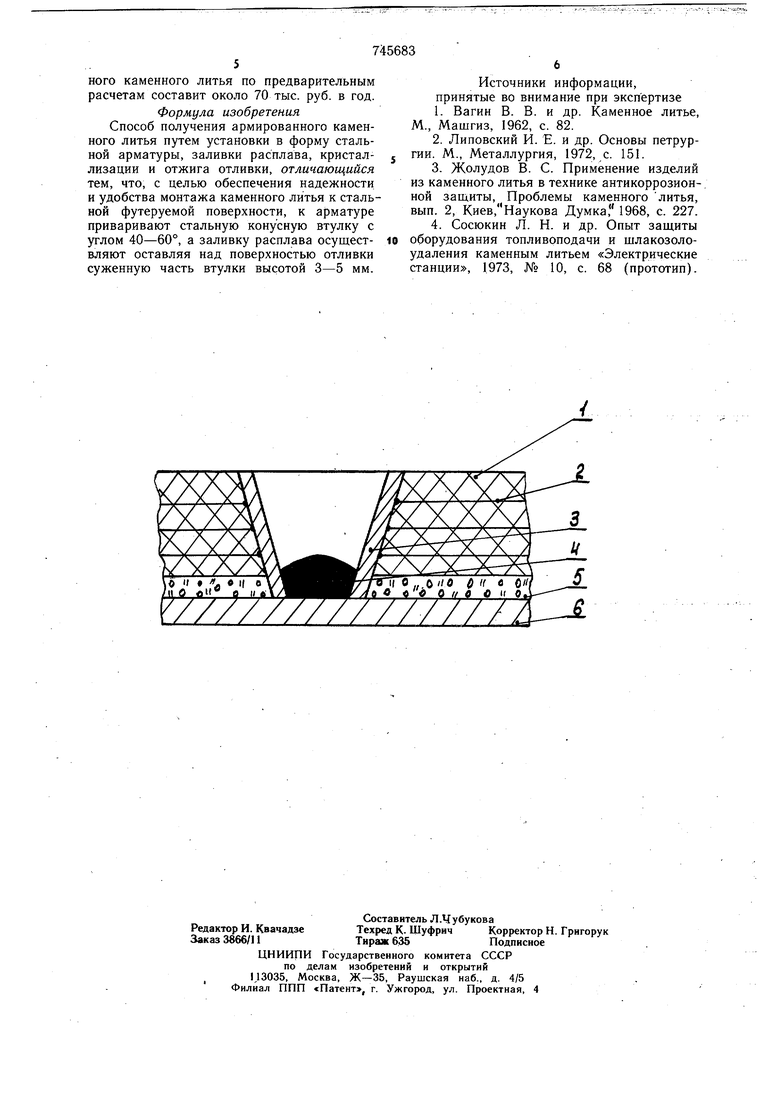
На чертеже изображена схема крепления армированного каменного литья, полученного по предлагаемому способу, к футеруемой стальной поверхности.
Каменное литье 1 включает в себя арматуру 2 и стальную конусную втулку 3, с помощью которой электрозаклепкой 4 каменное литье и слой цемента 5 крепятся к защищаемой поверхности 6.
Пример. Для защиты улитки дымососов и мельничных вентиляторов подвергающихся сильному газоабразивному износу и работающих в условиях значительной вибрации, были изготовлены плиты из армированного каменного литья размером 675х х(500, 335) X 250x40 мм.
i Изделия отливали в графитовые формы. Перед заливкой петрургического расплава на основе базальта в форме устанавливали стальную арматуру 2 в виде сетки с ячейкой 20x20 мм и диаметром проволоки 1,5- 2 мм. В двух местах формы устанавливали
и приваривали к сетке конусные стальные
втулки 3 с углом раскрытия 60°. Высота втулок была рассчитана так, чтобы в готовом камнелитом изделии 1 -они выступали на 5 мм над нерабочей поверхностью.
J Расплав при температуре 1250-1270°С заливали из ковща в форму. Затвердевание отливки, в форме происходило в течение 2-3 мин, после чего отливку извлекали из формы и помещали на подину камерной термической печи в зону с температурой 650-
700°С. В этой зоне отливка находилась 30 мин, а затем ее перемещали в зону кристаллизации (t 900°C). Процесс кристаллизации происходит в течение 1 час. Затем отливку медленно охлаждали вместе с печью в течение 24 час.
Процесс монтажа полученного .армированного каменного литья 1 производили с помощью электрозаклепок 4- Такой метод монтажа был значительно удобнее и проще, чем применявшийся ранее с помощью болтового соединения. При этом длительность футеровочных работ сократилась в 2-3 раза, а число рабочих, занятых на монтаже, уменьшилось вдвое. Качество же футеровки было достаточно высоким и обеспечивало увеличение стойкости агрегатов в 3-4 раза.
Ожидаемый экономический эффект от применения способа получения армированного каменного литья по предварительным расчетам составит около 70 тыс. руб. в год.
Формула изобретения Способ получения армированного каменного литья путем установки в форму стальной арматуры, заливки расплава, кристаллизации и отжига отливки, отличающийся тем, что, с целью обеспечения надежности и удобства монтажа каменного литья к стальной футеруемой поверхности, к арматуре приваривают стальную конусную втулку с углом 40-60°, а заливку расплава осуществляют оставляя над поверхностью отливки суженную часть втулки высотой 3-5 мм.
Источники информации, принятые во внимание при экспертизе
1.Вагин В. В. и др. Каменное литье, М., Машгиз, 1962, с. 82.
2.Липовский И. Е. и др. Основы петрургии. М., Металлургия, 1972, с. 151.
3.Жолудов В. С. Применение изделий из каменного литья в технике антикоррозион-. ной защиты. Проблемы каменного литья, вып. 2, Киев,Наукова Думка, 1968, с. 227.
4.Сосюкин Л. Н. и др. Опыт защиты оборудования топливоподачи и щлакозолоудаления каменным литьем «Электрические станции, 1973, № 10, с. 68 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения армированного каменного литья | 1982 |
|
SU1033330A1 |
| Способ изготовления изделий изКАМЕННОгО лиТья | 1979 |
|
SU833607A1 |
| Способ изготовления рифленых камнелитых изделий | 1977 |
|
SU652133A1 |
| Каменное литье | 1983 |
|
SU1201251A1 |
| Способ изготовления камнелитых армированных труб | 1991 |
|
SU1813040A3 |
| Каменное литье | 1982 |
|
SU1058924A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАМНЕЛИТЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ | 1992 |
|
RU2040393C1 |
| Каменнок литье | 1989 |
|
SU1694540A1 |
| Способ получения камнелитых изделий с поверхностным рисунком | 1981 |
|
SU996187A1 |
| Способ получения металлокаменных полых изделий | 1981 |
|
SU979120A1 |
