Область техники, к которой относится изобретение
Изобретение относится к системе крепления детали, выполненной из материала, не имеющего зоны пластичности, т.е. из материала, который не может быть запрессован, в частности из материала на основе кремния.
Уровень техники
Известно, что в часовом деле детали устанавливают на осях путем запрессовки, т.е. посредством пластической деформации детали и/или оси. Использование деталей, выполненных из кремния, делает невозможным их закрепление путем запрессовки на ось из-за риска их повреждения. В современных технологических установках для закрепления кремниевых деталей на осях используется клеящее вещество полимерного типа или другое фиксирующее устройство, т.е. третью механическую деталь. Однако такие решения не являются удовлетворительными, так как в первом случае клеящее вещество стареет непредсказуемо, иногда очень быстро, а во втором случае система крепления слишком сложна для осуществления.
Раскрытие изобретение
Задачей изобретения является преодоление указанных недостатков или их части путем создания системы крепления детали, выполненной из материала, не имеющего зоны пластичности, на оси без запрессовки или приклеивания.
Указанная задача решена за счет того, что в системе крепления детали, выполненной из материала, не имеющего зоны пластичности, на оси, проходящей через отверстие в детали и имеющей средства фиксации, согласно изобретению средства фиксации представляют собой выемку, сообщающуюся с отверстием в детали, и крепежный элемент, прикрепленный к оси и по меньшей мере частично соответствующий форме выемки, так что обеспечивается совместное движение детали с осью без запрессовки или приклеивания.
Предпочтительно деталь, выполненная из материала, не имеющего зоны пластичности, не подвергается напряжениям в зоне контакта (не запрессовывается), а просто механически перемещается осью с крепежным элементом.
Кроме того, предпочтительно:
- выемка является несквозной, образуя паз;
- выемка не имеет торца;
- крепежный элемент представляет собой вкладыш из металлического материала;
- металлический вкладыш образован путем частичного расплавления оси, или путем расплавления припоя, или путем горячей запрессовки металлического материала в аморфном виде;
- средства фиксации дополнительно содержат расположенный на оси кольцевой выступ для упора детали;
- материал, не имеющий зоны пластичности, является материалом на основе кремния.
Изобретение также относится к часам, содержащим описанную систему крепления.
Наконец, изобретение относится к способу крепления на оси детали, выполненной из материала, не имеющего зоны пластичности, включающему этапы, на которых:
а) изготавливают деталь с отверстием для приема оси и с выемкой, сообщающейся с этим отверстием;
б) изготавливают ось;
в) устанавливают ось в отверстие детали;
г) заполняют выемку металлическим материалом так, чтобы он соответствовал форме выемки и участку наружного диаметра оси;
д) осуществляют затвердевание металлического материала, обеспечивая фиксацию детали на оси без запрессовки или приклеивания.
Предпочтительно:
- этап г) выполняют путем местного расплавления оси или расплавления припоя посредством высокоэнергетического излучения;
- этап г) выполняют путем горячей запрессовки металлического материала в аморфном состоянии;
- этап в) осуществляют так, чтобы деталь уперлась в кольцевой выступ на оси, образованный на этапе б);
- материал, не имеющий зоны пластичности, является материалом на основе кремния.
Другие особенности и преимущества изобретения станут более понятными из дальнейшего подробного описания со ссылкой на чертежи, которые представлены в качестве примера, не носящего ограничительный характер.
Краткое описание чертежей
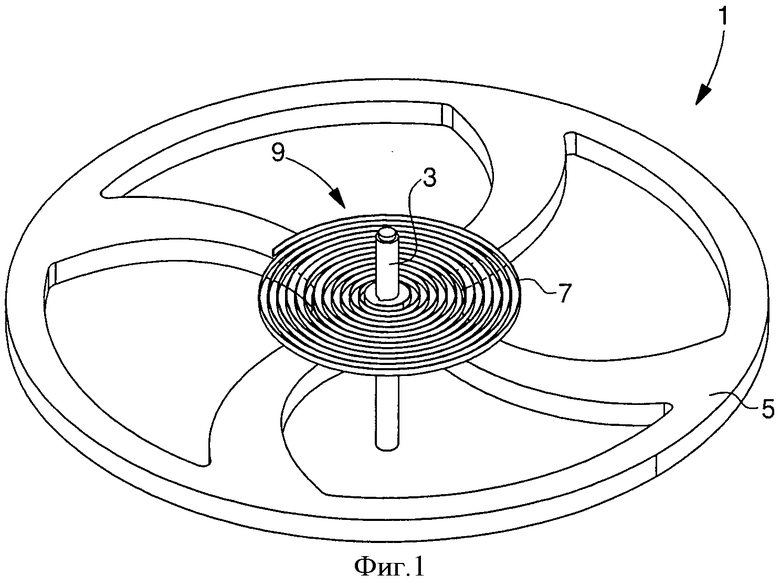
На фиг.1 показан балансовый регулятор согласно изобретению;
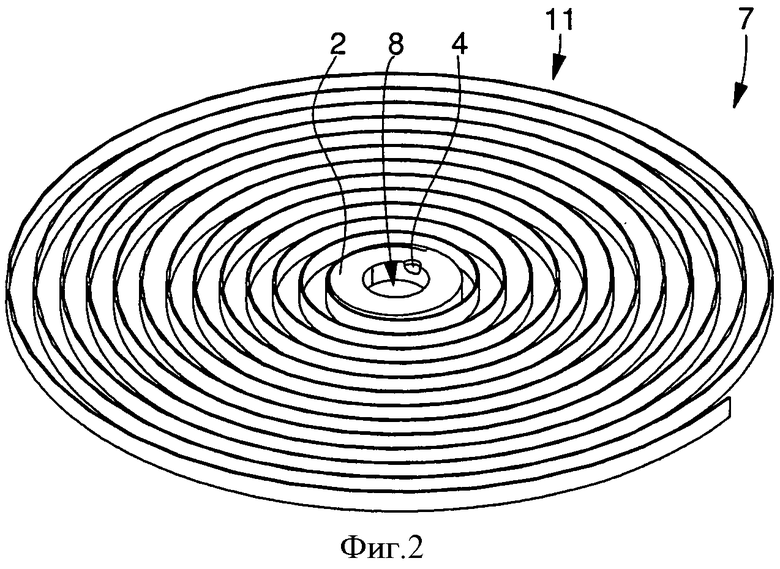
на фиг.2 - спираль баланса согласно изобретению;
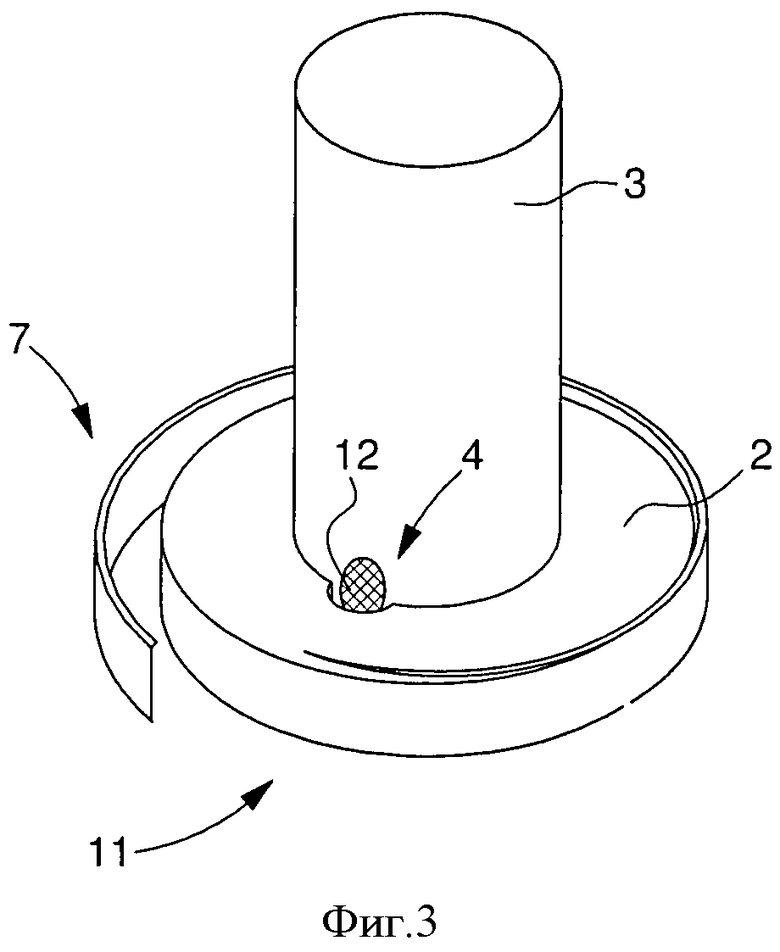
на фиг.3 - фрагмент спирали, изображенной на фиг.2;
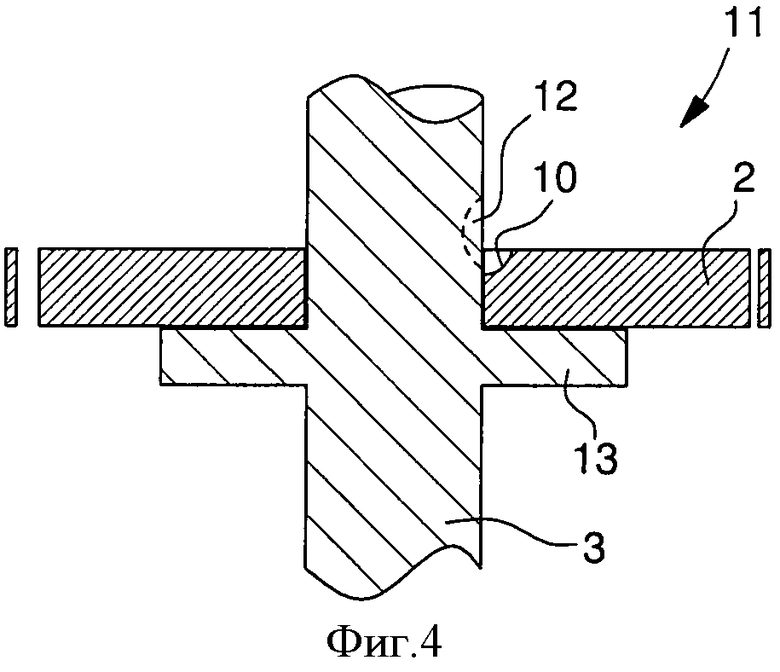
на фиг.4 - то же в сечении;
на фиг.5 - сечение, показанное на фиг.4, со средствами фиксации согласно изобретению.
Осуществление изобретения
Изобретение будет описано на примере балансового регулятора 1, показанного на фиг.1. При этом изобретение также может быть использовано, например, в колесной системе или спусках в области часового дела или в другой области.
Балансовый регулятор 1 содержит ось 3, баланс 5, спираль 7 и систему 9 крепления. Ось 3, которая также может быть названа опорой баланса в примере, показанном на фиг.1, используется для установки баланса 5 с возможностью вращения и спирали 7 между двумя опорами, которые, например, расположены, соответственно на мосту и пластине (не показаны).
На фиг.2 в увеличенном масштабе показана спираль 7, выполненная из материала, не имеющего зоны пластичности, такого как, например, кристаллический кремний, кварц, кристаллический оксид алюминия, нитрид кремния или даже карбид кремния. При этом баланс 5 также может быть изготовлен из такого же типа материала и, следовательно, также может быть установлен на оси 3 посредством второй системы 9 крепления.
Предпочтительно спираль 7 содержит выполненную с ней за одно целое колодку 2. Спираль 7 баланса может быть получена, например, сквозным травлением пластины с использованием фотолитографии и фоточувствительной смолы и протравливания участков пластины, на которых нет смолы.
Присоединение спирали 7 к оси 3 обеспечивается системой 9 крепления, содержащей средства 11 фиксации, включающие в себя выемку 4 и крепежный элемент 6. Как показано на фиг.2, выемка 4 сообщена с осевым отверстием 8 в колодке 2 спирали. Выемка 4 образует скос 10 между по существу вертикальной внутренней стенкой осевого отверстия 8 и по существу горизонтальной поверхностью колодки 2, что более ясно показано на фиг.4. Таким образом, скос 10 образует несквозной паз, не имеющий торцов и окружающий крепежный элемент 6. Такой скос 10 описан в документе СТ-11549/09, который включен в данное описание посредством ссылки.
Крепежный элемент 6 предназначен для прикрепления к оси 3 и по меньшей мере частично соответствует форме выемки 4. Предпочтительно крепежный элемент 6 представляет собой вкладыш из металлического материала, который согласно вариантам осуществления изобретения может быть получен путем частичного расплавления оси 3, или путем расплавления припоя, или путем горячей запрессовки металлического материала в аморфном виде.
Как показано на фиг.5, затвердевание вставки обеспечивает закрепление предпочтительно металлической оси 3, а также образует фиксатор, взаимодействующий с выемкой 4, которая в этом случае действует в качестве паза.
Крепежный элемент 6 не должен крепиться к колодке 2 спирали, а должно быть прикреплен только к оси 3. При этом поворотное движение оси 3, сообщающей это движение крепежному элементу 6, также механически приводит в движение колодку 2 спирали, т.е. спираль 7 баланса, посредством указанного соединения вкладыш-паз. Согласно изобретению предпочтительно, чтобы спираль 7, выполненная из материала, не имеющего зоны пластичности, не подвергалась напряжению в зоне контакта.
Предпочтительно средства 11 фиксации дополнительно содержат расположенный на оси 3 кольцевой выступ 13, являющийся упором для спирали 7 баланса вблизи колодки 2 спирали. Такая конструкция позволяет зафиксировать колодку 2 вдоль оси 3 посредством ее контакта с кольцевым выступом 13, образующим упор, и с крепежным элементом 6, образующим фиксатор.
Далее будут описаны три варианта осуществления способа изготовления балансового регулятора. На этапе а) изготавливают деталь 7 с отверстием 8 для приема оси 3 и с выемкой 4, сообщающейся с отверстием 8, как показано на фиг.2.
На этапе б), который может выполняться до, во время или после этапа а), изготавливают ось 3, предпочтительно с выступом 13. На этапе в) устанавливают ось 3 в отверстие 8 спирали 7 до упора спирали в кольцевой выступ 13 на оси 3.
Кроме того, способ включает этап г), на котором заполняют выемку 4 крепежным элементом 6, таким, как например, металлический материал, так чтобы он соответствовал форме выемки и участку внешнего диаметра оси 3. И наконец, способ заканчивается последним этапом д), на котором осуществляют затвердевание металлического материала, обеспечивая фиксацию спирали 7 на оси 3.
Согласно первому варианту осуществления изобретения этап г) выполняют путем местного расплавления оси 3, т.е. ось 3 частично расплавляется в зоне 12 так, что одна часть оси 3 в жидком состоянии перетекает в выемку 4, как показано на фиг.4 и 5. Предпочтительно указанное расплавление выполняют с помощью высокоэнергетического излучения, например лазером.
Согласно второму варианту осуществления изобретения этап г) выполняют путем расплавления припоя, т.е. металлический материал между зоной 12 оси 3 и выемкой 4, расплавляют для образования жидкого припоя и его затекания в выемку 4 таким же образом, что и в первом варианте. Расплавление согласно второму варианту осуществления изобретения также предпочтительно выполняют с помощью высокоэнергетического излучения, например, лазером.
Согласно третьему варианту осуществления изобретения этап г) выполняют путем горячей запрессовки металлического материала в аморфном виде, т.е. металлический материал нагревают до температуры, находящейся в интервале между температурой его перехода в стекловидное состояние и температурой кристаллизации, а затем запрессовывают в выемку 4 для его формования по форме выемки 4.
Какой бы вариант осуществления изобретения не использовался, на заключительном этапе д) крепежный элемент, застывая, прикрепляется к оси 3 с образованием фиксатора, который позволяет приводить спираль 7 баланса во вращение с помощью ее колодки 2. Таким образом, если деталь, т.е. спираль 7 баланса, выполнена из материала, не имеющего зоны пластичности, она может быть прикреплена к оси 3 без необходимости ее запрессовки или приклеивания.
Конечно, изобретение не ограничено проиллюстрированным примером и допускает различные варианты его осуществления, что понятно специалистам в данной области техники. В частности, скос 10 может быть заменен вертикальной и горизонтальной стенками, т.е. выемка 4 может содержать основание, приблизительно параллельное верхней поверхности колодки 2 спирали. В любом случае ясно, что выемка 4 является несквозной, т.е. не проходит насквозь закрепляемой детали.
Также ясно, что хотя деталь в вышеприведенном примере является спиралью 7 баланса, чья колодка 2 имеет отверстие 8 и выемку 4, изобретение может быть легко приспособлено к колесной системе, ступица которой имеет отверстие и выемку, или даже к спуску, рычаг которого имеет отверстие и выемку. Как отмечено выше, все эти примеры относятся к области часового дела, однако изобретение также может быть использовано и в других областях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ШЕСТЕРЕН ДЛЯ ЧАСОВ | 2009 |
|
RU2498383C2 |
| СПОСОБ ФИКСАЦИИ ДЕТАЛИ ОТ ПРОВОРАЧИВАНИЯ ВОКРУГ ОСИ КРЕПЛЕНИЯ | 1999 |
|
RU2174197C2 |
| СБОРОЧНАЯ СИСТЕМА ХРАПОВОГО ЗАМКА | 2012 |
|
RU2589665C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФИКСИРОВАНИЯ СОЕДИНЕНИЯ | 2013 |
|
RU2664207C2 |
| СПИРАЛЬНАЯ ПРУЖИНА | 2010 |
|
RU2551478C2 |
| КОНСТРУКЦИЯ ПРОВОЛОЧНОГО ПРИПОЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ГЕРМЕТИЧНЫЙ СОЕДИНИТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487788C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТКАНИ ИЛИ СООТВЕТСТВУЮЩЕГО ПРОТЕЗА В ОТВЕРСТИИ, ВЫПОЛНЕННОМ В КОСТИ ЧЕЛОВЕКА ИЛИ ЖИВОТНОГО, И ПРЕДНАЗНАЧЕННОЕ ДЛЯ СПОСОБА КРЕПЕЖНОЕ СРЕДСТВО | 2011 |
|
RU2712021C2 |
| СБОРОЧНЫЙ УЗЕЛ, ИСПОЛЬЗУЮЩИЙ ПЛОСКИЙ, УПРУГИЙ ФИКСИРУЮЩИЙ ЭЛЕМЕНТ | 2014 |
|
RU2679451C2 |
| Устройство для ориентации внешнего конца часовой спирали относительно импульсного камня и правки концевой кривой | 1977 |
|
SU708292A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТКАНИ ИЛИ СООТВЕТСТВУЮЩЕГО ПРОТЕЗА В ОТВЕРСТИИ, ВЫПОЛНЕННОМ В КОСТИ ЧЕЛОВЕКА ИЛИ ЖИВОТНОГО, И ПРЕДНАЗНАЧЕННОЕ ДЛЯ СПОСОБА КРЕПЕЖНОЕ СРЕДСТВО | 2011 |
|
RU2567603C2 |
Изобретение относится к области часового производства, в частности к системе (9) крепления детали (7), выполненной из кремния. Указанная деталь крепится на оси (3), проходящей через отверстие 8 в этой детали. Система крепления содержит средства (11) фиксации. Причём средства (11) фиксации представляют собой выемку (4) на оси, сообщающуюся с отверстием (8) в детали, и крепежный элемент (6), прикрепленный к оси (3) и частично соответствующий форме выемки (4). При этом крепёжный элемент образуется путём заполнения выемки металлическим материалом после установки детали на ось и затвердеванием указанного материала. Технический результат - упрощение крепления и повышение его надёжности. 3 н. и 14 з.п. ф-лы, 5 ил.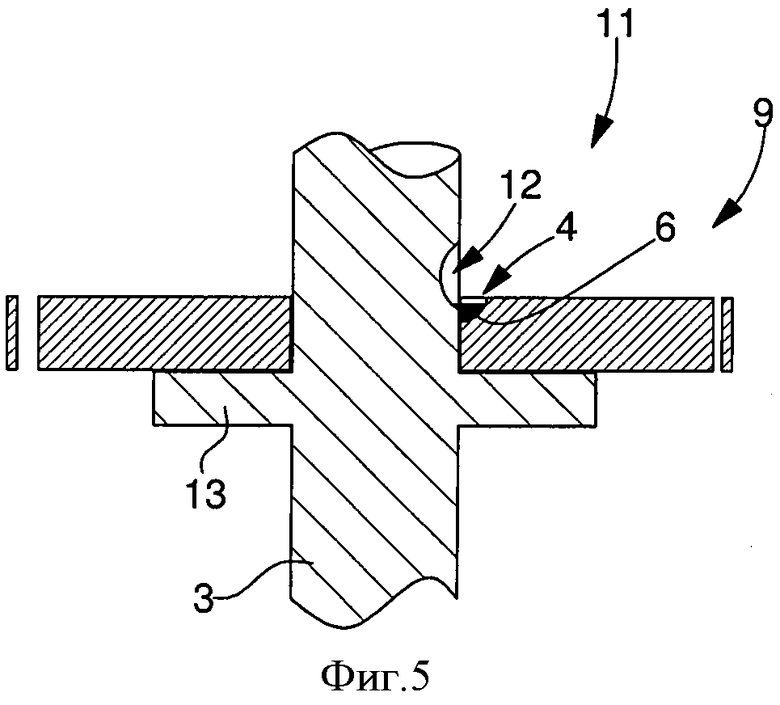
1. Система (9) крепления детали (7), выполненной из материала на основе кремния, на оси (3), проходящей через отверстие (8) в детали и имеющей средства (11) фиксации, отличающаяся тем, что средства (11) фиксации имеют выемку (4), сообщающуюся с отверстием (8) в детали, и крепежный элемент (6), прикрепленный к оси (3) и по меньшей мере частично соответствующий форме выемки (4), так что обеспечивается совместное движение детали (7) с осью (3) без запрессовки или приклеивания.
2. Система (9) по п. 1, отличающаяся тем, что выемка (4) является несквозной, образуя паз.
3. Система (9) по п. 2, отличающаяся тем, что выемка (4) образует скос (10) между по существу вертикальной внутренней стенкой отверстия (8) и по существу горизонтальной верхней поверхностью детали (7).
4. Система (9) по п. 1, отличающаяся тем, что крепежный элемент (6) представляет собой вкладыш из металлического материала.
5. Система (9) по п. 4, отличающаяся тем, что металлический вкладыш получен путем частичного расплавления оси.
6. Система (9) по п. 4, отличающаяся тем, что металлический вкладыш получен путем расплавления припоя.
7. Система (9) по п. 4, отличающаяся тем, что металлический вкладыш получен путем горячей запрессовки металлического материала в аморфном виде.
8. Система (9) по п. 1, отличающаяся тем, что средства (11) фиксации дополнительно содержат расположенный на оси (3) кольцевой выступ (13) для упора детали.
9. Часы, характеризующиеся тем, что содержат систему (9) крепления по любому из пп. 1-8.
10. Способ крепления на оси (3) детали (7), выполненной из материала на основе кремния, характеризующийся тем, что включает этапы, на которых:
а) изготавливают деталь (7) с отверстием (8) для приема оси и с выемкой (4), сообщающейся с этим отверстием (8);
б) изготавливают ось;
в) устанавливают ось (3) в отверстие (8) детали (7);
г) заполняют выемку (4) металлическим материалом (6) так, чтобы он соответствовал форме выемки (4) и участку наружного диаметра оси;
д) осуществляют затвердевание металлического материала (6), обеспечивая фиксацию детали (7) на оси (3) без запрессовки или приклеивания.
11. Способ по п. 10, характеризующийся тем, что этап г) выполняют путем местного расплавления оси (3).
12. Способ по п. 10, характеризующийся тем, что этап г) выполняют путем расплавления припоя.
13. Способ по п. 11, характеризующийся тем, что расплавление на этапе г) осуществляют посредством высокоэнергетического излучения.
14. Способ по п. 10, характеризующийся тем, что этап г) выполняют путем горячей запрессовки металлического материала в аморфном состоянии.
15. Способ по п. 10, характеризующийся тем, что выемка (4) является несквозной, образуя паз.
16. Способ по п. 15, характеризующийся тем, что выемка (4) образует скос (10) между по существу вертикальной внутренней стенкой отверстия (8) и по существу горизонтальной верхней поверхностью детали (7).
17. Способ по любому из пп. 10-16, характеризующийся тем, что этап в) осуществляют так, чтобы деталь уперлась в кольцевой выступ (13) на оси (3), образованный на этапе б).
| US 3830577 A 20.08.1974 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ и устройство для создания в жидкости низкочастотного акустического поля | 1978 |
|
SU698677A1 |
| Узел колодки со спиралью для часов | 1975 |
|
SU556407A1 |

