Область техники, к которой относится изобретение
Настоящее изобретение относится к колесной паре из материала, допускающего возможность микрообработки, причем данная колесная пара шарнирно соединена с цельным валом, и способу изготовления указанной колесной пары. Более конкретно, настоящее изобретение относится к зубчатой передаче, которая содержит колесную пару этого типа.
Уровень техники
В часах обычно используются кремниевые колеса. Однако такие колеса неудобны в обращении и на сегодняшний день невозможно изготовить шарнирно соединенную колесную пару часов без риска ее повреждения и даже поломки.
Раскрытие изобретения
Задача настоящего изобретения - полностью или частично устранить вышеупомянутые недостатки путем создания зубчатой передачи, которая содержит, по меньшей мере, одну шарнирно соединенную колесную пару из материала, допускающего возможность микрообработки, и способа изготовления указанной пары.
Таким образом, настоящее изобретение относится к зубчатой передаче, которая содержит вал, один конец которого выполнен за одно целое с фланцем, первое колесо из материала, допускающего возможность микрообработки, причем первое колесо соединено без зазора со вторым концом вала, отличающейся тем, что зубчатая передача содержит второе колесо из материала, допускающего возможность микрообработки, при этом перемещения второго колеса не зависят от перемещений указанного первого колеса, причем второе колесо содержит отверстие, стенка которого расположена против указанного вала, то есть второе колесо соединено с указанным первым концом вала с возможностью вращения относительно вала.
Очевидно, что в соответствии с настоящим изобретением можно изготовить зубчатую передачу, одно колесо которой, к примеру, колесо из кристаллического кремния, шарнирно установлено на цельном металлическом вале.
В соответствии с другими предпочтительными признаками настоящего изобретения:
- вал выполнен за одно целое со вторым фланцем, который расположен на втором конце вала и частично закрывает второе колесо;
- указанный второй фланец имеет зубья, образуя вторую ступень указанного первого колеса;
- по меньшей мере, часть поверхности первого колеса снабжена внешним покрытием;
- указанный вал изготовлен из материала с низким коэффициентом трения;
- материалы, допускающие возможность микрообработки, имеют кремниевую основу.
Кроме того, настоящее изобретение относится к часам, отличающимся тем, что они включают в себя, по меньшей мере, одну зубчатую передачу, которая соответствует одному из вышеперечисленных вариантов.
Наконец, настоящее изобретение относится к способу изготовления зубчатой передачи, который включает в себя следующие этапы:
a) подготовка основания, которое включает в себя верхний слой и нижний слой, выполненные из материала, допускающего возможность микрообработки, причем данные слои соединены друг с другом через промежуточный слой;
b) травление, по меньшей мере, одного рисунка в верхнем слое и промежуточном слое до обнажения нижнего слоя, чтобы получить, по меньшей мере, одну первую выемку, относящуюся к первому колесу;
c) нанесение электропроводящего покрытия, по меньшей мере, на дно каждой из указанных первых выемок;
d) электролитическое формование материала, по меньшей мере, в нижней части каждой из указанных первых выемок;
e) травление второго рисунка в нижнем слое до самого покрытия из указанного электропроводящего материала, чтобы получить, по меньшей мере, одну вторую выемку, относящуюся ко второму колесу;
f) размещение фоточувствительного слоя полимера на дне нижнего слоя, так чтобы данный фоточувствительный слой образовал покрытия на стенках каждой из указанных вторых выемок и углублений, которые граничат с указанными вторыми выемками и коаксиальны им;
g) продолжение электролитического формования, начатого на этапе d), для заполнения каждой из указанных первых выемок и начало электролитического формования материала в каждой из указанных вторых выемок и указанных углублений, чтобы получить вал, снабженный фланцем;
h) удаление фоточувствительного полимерного слоя;
i) удаление промежуточного слоя для отделения первого и второго колеса и
j) отделение изготовленной зубчатой передачи от основания.
Очевидно, что в соответствии с настоящим изобретением можно с большой точностью изготовить вышеописанную зубчатую передачу из цельного основания по комбинированным технологиям LIGA и DRIE.
В соответствии с другими предпочтительными признаками настоящего изобретения:
- этап f) также включает в себя операцию k), которая заключается в следующем:
нанесение, по меньшей мере, на дно каждого из указанных углублений второго электропроводящего покрытия для оптимизации выполнения указанного фланца;
- перед этапом d) способ включает в себя операцию 1), которая заключается в следующем: размещение элемента на верхней поверхности субстрата для выполнения, по меньшей мере, одного другого углубления, каждое из которых граничит с соответствующей первой выемкой и коаксиально ей, чтобы обеспечить уровень материала, полученного путем электролитического формования, выше верхнего слоя;
- этап с) допускает также нанесение указанного электропроводящего покрытия, по меньшей мере, на дно каждого из указанных других углублений;
- после этапа с) способ включает в себя этап m): размещение стержня в каждой из указанных первых выемок для получения отверстия в будущей зубчатой передаче;
- перед этапом g) способ включает в себя этап n): размещение стержня в каждой из указанных вторых выемок для получения отверстия в будущей зубчатой передаче;
- этапы b) и е) включают в себя операции размещения, по меньшей мере, одной маски на слое, подлежащем травлению, выполнение анизотропного травления указанного слоя вдоль участков, которые не закрыты указанной, по меньшей мере, одной маской, и удаление указанной маски;
- несколько зубчатых передач изготовляются на одном и том же основании;
- каждое покрытие содержит, по меньшей мере, один слой золота;
- материалы, допускающие возможность микрообработки, имеют кремниевую основу.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения будут очевидны из нижеследующего описания, приведенного в качестве примера со ссылкой на прилагаемые чертежи, на которых:
фиг.1-11 - схемы последовательных этапов способа изготовления зубчатой передачи в соответствии с одним вариантом выполнения настоящего изобретения;
фиг.12 - вид в перспективе зубчатой передачи, соответствующей одному варианту выполнения настоящего изобретения;
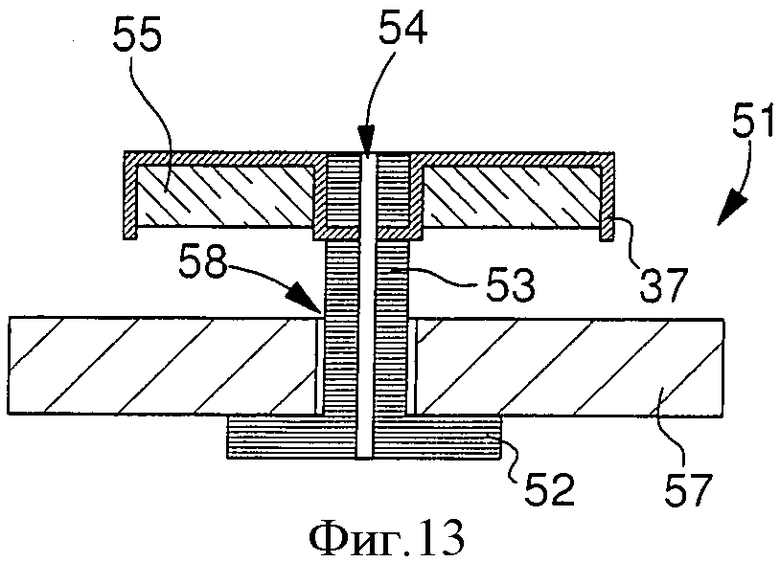
фиг.13 - схема последнего этапа способа изготовления зубчатой передачи в соответствии со вторым вариантом выполнения настоящего изобретения;
фиг.14 - вид в перспективе зубчатой передачи, соответствующей второму варианту выполнения настоящего изобретения;
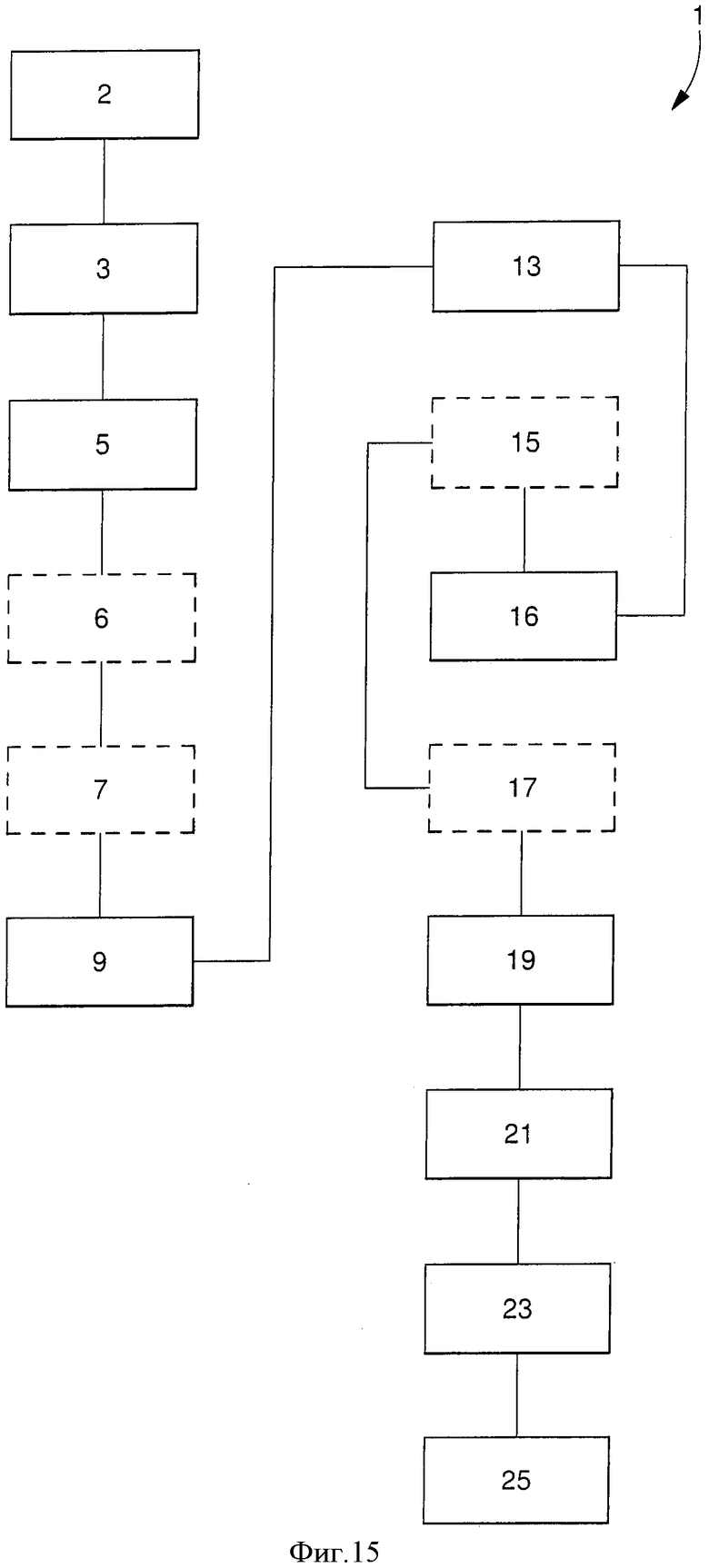
фиг.15 - блок-схема способа изготовления зубчатой передачи в соответствии с настоящим изобретением.
Осуществление изобретения
Как видно из фиг.15, настоящее изобретение относится к способу 1 изготовления зубчатой передачи 51, 51', используемой, к примеру, в часах. Способ 1 изготовления включает в себя последовательные этапы приготовления основания 29 из материалов, допускающих возможность микрообработки, предпочтительно - материалов на основе кремния или других. Соответствующие размеры на нижеприведенных чертежах имеют в действительности различный порядок. Толщины таких элементов как покрытия 37 и 47 увеличены для более удобного восприятия чертежей.
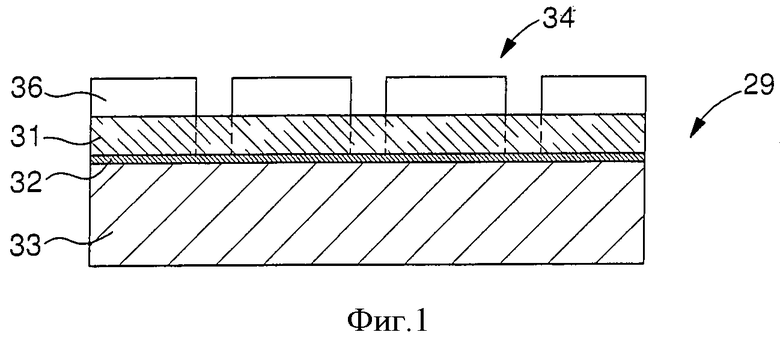
Первый этап 2 способа заключается в использовании основания 29, включающего в себя верхний слой 31 и нижний слой 33, которые выполнены из материала, допускающего возможность микрообработки, и зафиксированы друг относительно друга с помощью промежуточного слоя 32 (фиг.1).
Предпочтительно, чтобы основание 29 представлял собой кремний на диэлектрике (КНД). Таким образом, предпочтительно, чтобы промежуточный слой 32 был выполнен из диоксида кремния. Кроме того, верхний и нижний слои 31 и 33 выполнены из кристаллического кремния.
В соответствии с настоящим изобретением способ 1 включает в себя второй этап 3, на котором в верхнем слое 31 и промежуточном слое 32 вытравливается, по меньшей мере, один рисунок 34 до частичного обнажения верхней поверхности нижнего слоя 33.
На втором этапе 3 на верхнем слое 31 сначала располагают, по меньшей мере, одну маску 36 для травления (фиг.1). Как видно из фиг.1, маска 36 содержит, по меньшей мере, один рисунок 34, который не закрывает верхний слой 31. Эта маска 36 может быть получена, к примеру, путем фотолитографии с использованием позитивного или негативного полимерного фоторезиста.
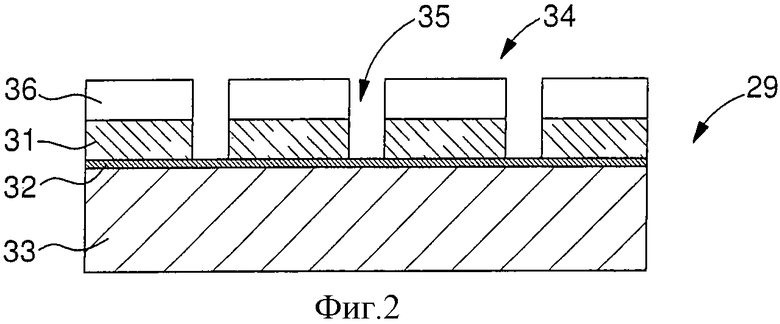
Затем верхний слой 31 травят до обнажения промежуточного слоя 32 (фиг.2). В соответствии с настоящим изобретением предпочтительно, чтобы травление включало в себя сухое анизотропное глубокое реактивное ионное травление (DRIE). Анизотропное травление верхнего слоя 31 выполняют вдоль рисунка 34 маски 36.
После этого рисунок 34 углубляют путем травления промежуточного слоя до частичного обнажения верхней поверхности нижнего слоя 33. В соответствии с настоящим изобретением непокрытые участки слоя 32 могут быть подвергнуты химическому или направленному травлению.
Следующим шагом удаляют маску 36. Конечно, в зависимости от стойкости маски 36 к применяемому травлению промежуточного слоя 32 маска 36 может быть удалена до или после указанного травления.
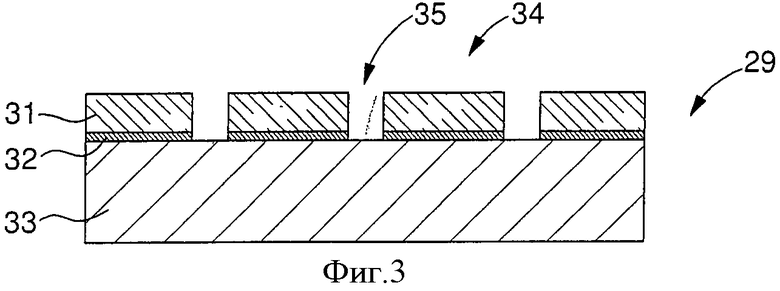
Таким образом, как видно из фиг.3, к концу второго этапа верхний и промежуточный слои 31 и 32 вытравлены по всей толщине с образованием, по меньшей мере, одной выемки 35, что позволяет выполнить первое колесо 55, 55' будущей зубчатой передачи 51, 51'.
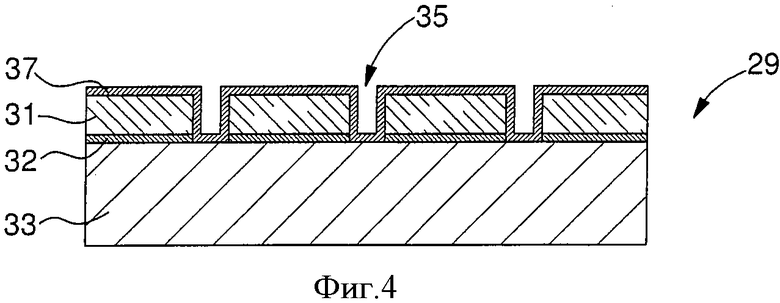
На третьем этапе 5, по меньшей мере, на дно каждого из указанных отверстий 35 наносят электропроводящее покрытие 37. В примере, проиллюстрированном на фиг.4, покрыта вся верхняя поверхность основания 29. Как поясняется ниже, стенки каждого из указанных отверстий 35 могут не содержать покрытия, хотя оно может быть необходимо на верхней поверхности верхнего слоя 31 в соответствии с альтернативным вариантом выполнения зубчатой передачи 51', описанной ниже.
Предпочтительно, чтобы покрытие 37 было получено путем осаждения из паровой фазы. Однако могут быть предусмотрены и другие виды осаждения, к примеру, химическое осаждение. Предпочтительно, чтобы покрытие 37 включало в себя, по меньшей мере, один слой золота, который может быть нанесен на слой грунтовки из хрома.
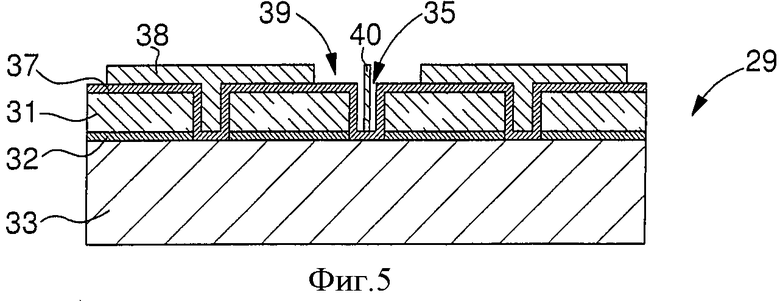
Для ограничения участков предстоящего электролитического формования предпочтительно, чтобы способ 1 включал в себя этап 6 размещения элемента 38 на верхней поверхности субстрата 29. Данный этап 6 может заключаться, к примеру, в формировании рисунка в позитивном или негативном полимерном фоторезисте путем фотолитографии.
Предпочтительно, чтобы этап 6 позволял также выполнить, по меньшей мере, одно углубление 39, которое граничит с соответствующей выемкой 35 и коаксиально ей, для выполнения указанного варианта зубчатой передачи 51' (фиг 5).
Предпочтительно, чтобы способ 1 включал в себя этап 7 (одновременно, до или после этапа 6), заключающийся в установке стержня 40 (фиг.5), который будет отходить от дна соответствующего из указанных выемок 35, для получения отверстия 54, 54' в вале зубчатой передачи 51, 51' непосредственно во время предстоящего электролитического формования. Его преимуществом является не только отсутствие необходимости механической обработки зубчатой передачи 51, 51' после завершения электролитического формования, но и возможность придания внутреннему сечению любой формы - одинаковой или неодинаковой - над всей верхней частью будущего отверстия 54, 54'. Данный этап 7 может заключаться, к примеру, и в выполнении рисунка в позитивном или негативном полимерном фоторезисте путем фотолитографии.
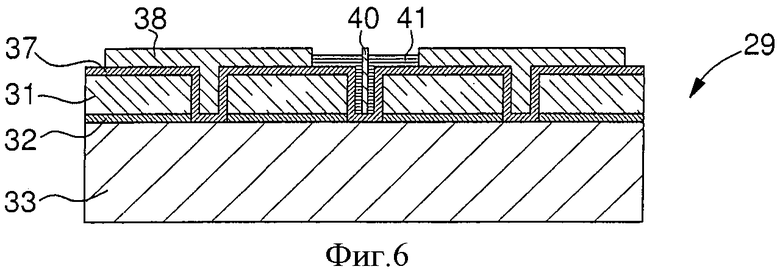
Следующий этап 9 способа 1 заключается в электролитическом формовании для электролитического осаждения 41, по меньшей мере, дна каждой из указанных выемок 35. На фиг.6 изображен вариант 51' зубчатой передачи, содержащей осаждение 41 как в одной из указанных выемок 35, так и в одном из указанных углублений 39 вокруг стержня 40.
Предпочтительно, чтобы этап 9 завершался до выхода осаждения за пределы верхней поверхности основания 29. В зубчатой передаче, соответствующей первому варианту 51, верхняя поверхность основания 29 представляет собой верхнюю плоскость указанных выемок 35. В зубчатой передаче, соответствующей второму варианту 51', верхняя поверхность основания 29 представляет собой верхнюю плоскость указанных углублений 39, как показано на фиг.6. Очевидно, что во втором варианте может быть необходимо, чтобы верхняя поверхность верхнего слоя 31, то есть нижняя поверхность указанных углублений 39 также содержала покрытие 37, выполненное на этапе 5.
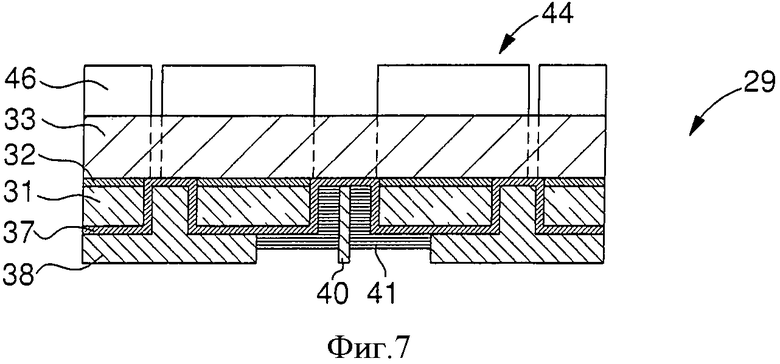
В соответствии с настоящим изобретением следующий этап 13 способа 1 включает в себя травление, по меньшей мере, одного рисунка 44 в нижнем слое 33 до обнажения покрытия 37 и - по возможности - осаждения 41.
Сначала на этапе 13 на нижнем слое 33 размещают, по меньшей мере, одну маску 46 для травления (фиг.7). Как видно из фиг.7, маска 46 включает в себя, по меньшей мере, один рисунок 44, который не закрывает нижнего слоя. Эта маска 46 может быть получена, к примеру, путем фотолитографии с использованием позитивного или негативного полимерного фоторезиста.
Затем нижний слой 33 травят до обнажения покрытия 37 и - по возможности - осаждения 41. В соответствии с настоящим изобретением предпочтительно, чтобы травление включало в себя сухое анизотропное глубокое реактивное ионное травление (DRIE). Нижний слой 33 подвергают анизотропному травлению в соответствии с рисунком 44 маски 46.
После этого удаляют маску 46. Таким образом, к концу этапа 13 вытравлен нижний слой 33 по всей его толщине с образованием, по меньшей мере, одной второй выемки 45, что позволяет выполнить второе колесо 57, 57' будущей зубчатой передачи 51, 51'.
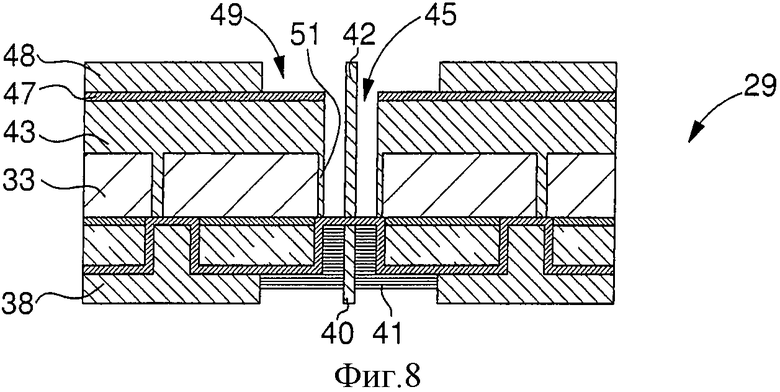
Следующий этап 16 способа 1 включает в себя размещение на дне нижнего слоя 33 слоя 43 фоточувствительного полимера, который образует покрытие 51 на стенках указанных вторых выемок 45.
Предпочтительно, чтобы на следующем этапе 15 на верхнюю поверхность слоя 43 структурированного полимера было нанесено электропроводящее покрытие 47. Как и в случае со стенками первых выемок 35, вторые выемки 45 могут быть не покрыты покрытием 51.
Предпочтительно, чтобы покрытие 47 было получено путем осаждения из паровой фазы. Однако могут быть предусмотрены и другие виды осаждения, к примеру, химическое осаждение. Предпочтительно, чтобы покрытие 47 содержало, по меньшей мере, один слой золота, который может быть нанесен на слой грунтовки из хрома.
Может быть выполнено, по меньшей мере, одно второе углубление 49, которое граничит с соответствующей второй выемкой и коаксиально ей; для этого предпочтительно, чтобы способ 1 включал в себя этап 17 размещения элемента 48 на дне основания 29. Этот этап 17 может заключаться, к примеру, в выполнении рисунка в позитивном или негативном полимерном фоторезисте путем фотолитографии.
Предпочтительно, чтобы этап 17 способа 1 включал в себя также размещение стержня 42 (фиг.8), который отходил бы от дна соответствующей второй выемки 45, для получения отверстия 54, 54' зубчатой передачи 51, 51' непосредственно во время последующего электролитического формования; это дает те же преимущества, что и при размещении стержня 40. Если стержни 40 и 42 выполнены в выемках 35 и 45 соответственно, то предпочтительно, чтобы они были расположены на одной прямой.
На этапе 19 способа 1 продолжают электролитическое формование, начатое на этапе 9, для заполнения указанных выемок 35 (и по возможности - указанных углублений 39) и начала электролитического формования материала во вторых указанных выемках 45 и вторых углублениях 49, то есть выполнения вала 53, 53', снабженного фланцем 52, 52' и - возможно - вторым фланцем 54'.
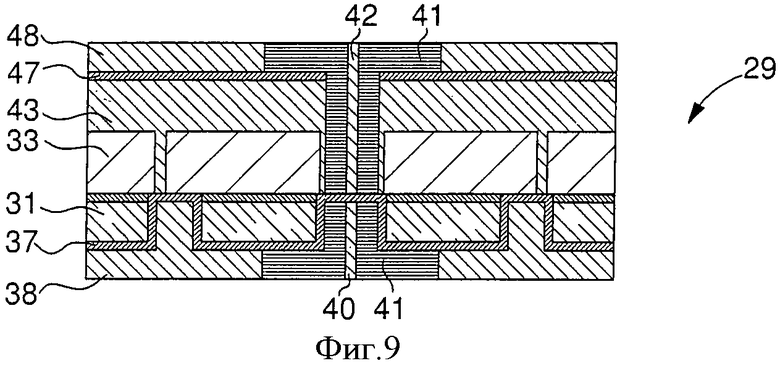
Предпочтительно, чтобы к концу этапа 19 электролитическое осаждение 41 выходило за пределы верхней и нижней поверхностей основания 29. Затем выполняют доводку для выравнивания уровня осаждения 41 с уровнем основания 29, как показано на фиг.9.
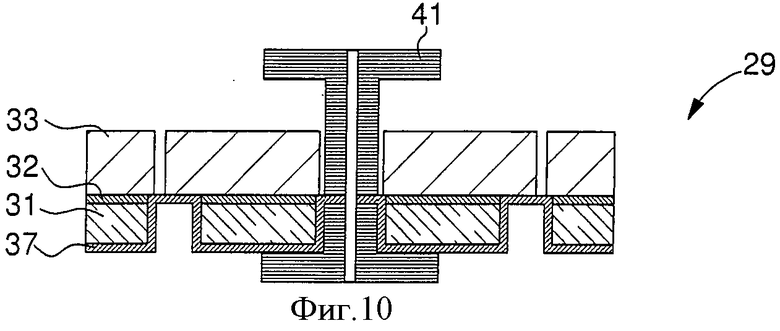
На этапе 21 способа 1 полимерный слой 43 удаляют с элемента 48, а также по возможности удаляют элемент 38, как показано на фиг.10. На следующем этапе 23 удаляют промежуточный слой 32 для отделения первого колеса 55, 55' и второго колеса 57, 57', выполненных в верхнем слое 31 и нижнем слое 33 соответственно. В соответствии с настоящим изобретением слой удаляют путем травления, к примеру, химического травления. Наконец, на заключительном этапе 25 полученную зубчатую передачу 51, 51' отделяют от основания 29.
Таким образом, в соответствии с первым вариантом способа 1, проиллюстрированным на фиг.13 и 14, настоящее изобретение позволяет выполнить составную зубчатую передачу 51; данная передача включает в себя вал 53, первый конец которого выполнен за одно целое с фланцем 52, первое колесо 55, которое выполнено из материала, допускающего возможность микрообработки, и расположено на втором конце вала 53, и второе колесо 57, которое выполнено из материала, допускающего возможность микрообработки, при этом перемещения второго колеса не зависят от перемещений первого колеса и второе колесо содержит отверстие 58, стенка которого расположена против вала 53, то есть второе колесо 57 шарнирно соединено с указанным первым концом вала 53. Как видно из фиг.13 и 14, вал 53 содержит отверстие 54, которое позволяет вращать или поворачивать зубчатую передачу 51 относительно вала.
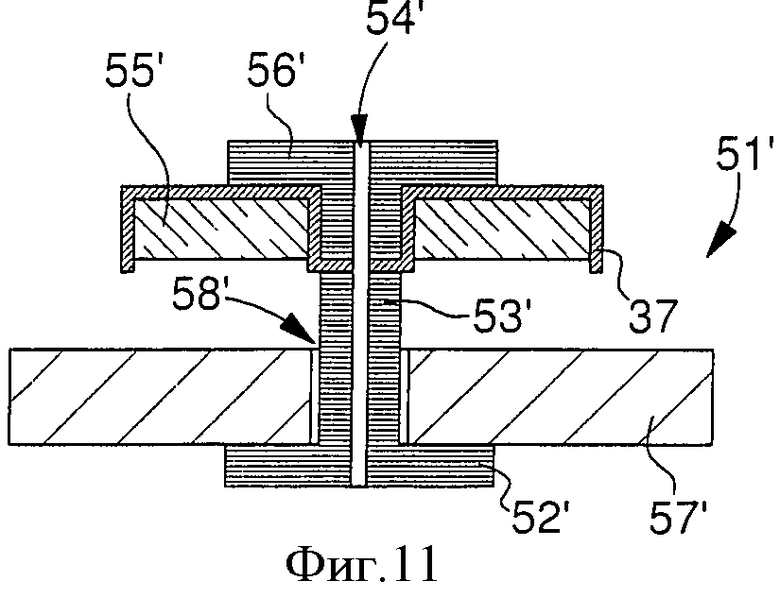
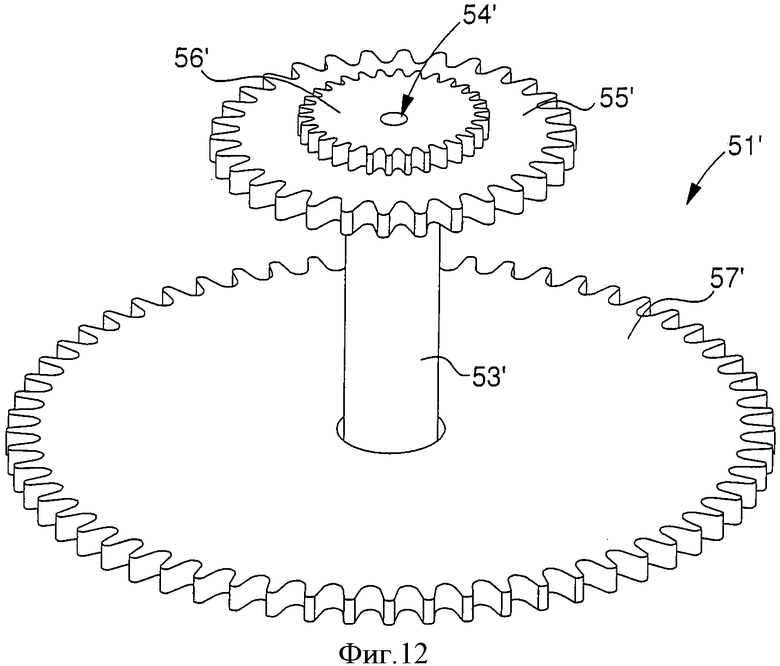
В соответствии со вторым вариантом способа 1, проиллюстрированным на фиг.11 и 12, настоящее изобретение позволяет выполнить составную зубчатую передачу 51', включающую в себя вал 53', первый и второй концы которого составляют одно целое с фланцами 52', 56'. Кроме того, зубчатая передача 51' включает в себя колесную пару, первое колесо 55' которой выполнено из материала, допускающего возможность микрообработки, сопряжено со вторым концом вала 53', закреплено на втором фланце и частично закрывает его, при этом указанный фланец образует второе колесо 56', которое выполнено путем электролитического формования материала. Вторая колесная пара 57' выполнена из материала, допускающего возможность микрообработки, при этом перемещения второй колесной пары не зависят от перемещений указанной первой колесной пары и вторая пара содержит отверстие 58', стенка которого расположена против указанного вала, то есть вторая колесная пара 57' шарнирно соединена с указанным первым концом вала 53'. Как видно из фиг.11 и 12, вал 53' содержит отверстие 54', которое позволяет вращать или поворачивать зубчатую передачу 51' относительно вала.
Как видно из фиг.11 и 13, первое колесо 55, 55' может включать в себя внешнее покрытие, которое расположено, по меньшей мере, на части ее поверхности и соответствует тонкому покрытию 37, для улучшения характеристик трения первого колеса 55, 55'. Кроме того, предпочтительно, чтобы вал 53, 53', полученный путем электролитического формования, был выполнен из материала с низким коэффициентом трения.
Конечно, настоящее изобретение не ограничено проиллюстрированным примером и предполагает различные варианты и модификации, которые будут очевидны лицам, сведущим в данной области техники. Так, на одном основании 29 может быть изготовлено несколько зубчатых передач 51, 51', что позволит наладить серийное производство зубчатых передач 51, 51', которые могут быть не идентичны друг другу. Кроме того, материалы на основе кремния могут быть заменены на кристаллический оксид алюминия, кристаллический оксид кремния или карбид кремния.
Покрытия 37 и/или 47 могут иметь различную природу и/или быть нанесены различными из вышеописанных способов. Покрытия 37 и/или 47 могут быть лишними, если используется электропроводящий материал, допускающий возможность микрообработки, к примеру, легированный кремний, и/или если полимер 43 проводит ток.
Наконец, фланец 52, 52' подобно фланцу 54, 54' может также иметь зубья. Кроме того, зубчатая передача 51, 51' может быть использована не только в часах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКОГО КОМПОНЕНТА | 2009 |
|
RU2498382C2 |
| КОМПОЗИЦИОННЫЙ МИКРОМЕХАНИЧЕСКИЙ КОМПОНЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2544289C2 |
| СИСТЕМА ШЕСТЕРЕН ДЛЯ ЧАСОВ | 2009 |
|
RU2498383C2 |
| МИКРОМЕХАНИЧЕСКИЙ КОМПОНЕНТ, ХАРАКТЕРИЗУЮЩИЙСЯ УМЕНЬШЕННОЙ ПОВЕРХНОСТЬЮ КОНТАКТА, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2707712C1 |
| ФОРМА ДЛЯ ГАЛЬВАНОПЛАСТИКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2526108C2 |
| ЕМКОСТНОЙ ПРЕОБРАЗОВАТЕЛЬ, ПОЛУЧЕННЫЙ МИКРООБРАБОТКОЙ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2627062C2 |
| ЕМКОСТНОЙ ПРЕОБРАЗОВАТЕЛЬ, ПОЛУЧЕННЫЙ МИКРООБРАБОТКОЙ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2618731C2 |
| ЦЕЛЬНАЯ СТАБИЛИЗИРУЮЩАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2009 |
|
RU2473947C2 |
| КОМПОНЕНТ ЧАСОВ НА ОСНОВЕ ФОТОСТРУКТУРИРУЕМОГО СТЕКЛА | 2015 |
|
RU2687073C2 |
| СОСТАВНОЙ МИКРОМЕХАНИЧЕСКИЙ КОМПОНЕНТ ИЗ КРЕМНИЯ С МЕТАЛЛОМ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА | 2008 |
|
RU2474532C2 |
Настоящее изобретение относится к области микромеханических элементов, используемых, к примеру, в часах. Предлагается способ, включающий в себя последовательные этапы изготовления зубчатой передачи из материалов, допускающих возможность микрообработки, предпочтительно - на основе кремния. Зубчатая передача (51, 51') представляет собой вал (53, 53'), первый конец которого выполнен за одно целое с фланцем (52, 52'), первое колесо (55, 55') выполнено из материала, допускающего возможность микрообработки, и соединено без зазора со вторым концом вала (53, 53'), а также содержит второе колесо (57, 57') из материала, допускающего возможность микрообработки, при этом перемещения второго колеса не зависят от перемещений первого колеса и второе колесо содержит отверстие (58, 58'), стенка которого расположена против указанного вала, то есть второе колесо (57, 57') соединено с первым концом вала (53, 53') с возможностью вращения колеса относительно вала. 3 н. и 14 з.п. ф-лы, 15 ил.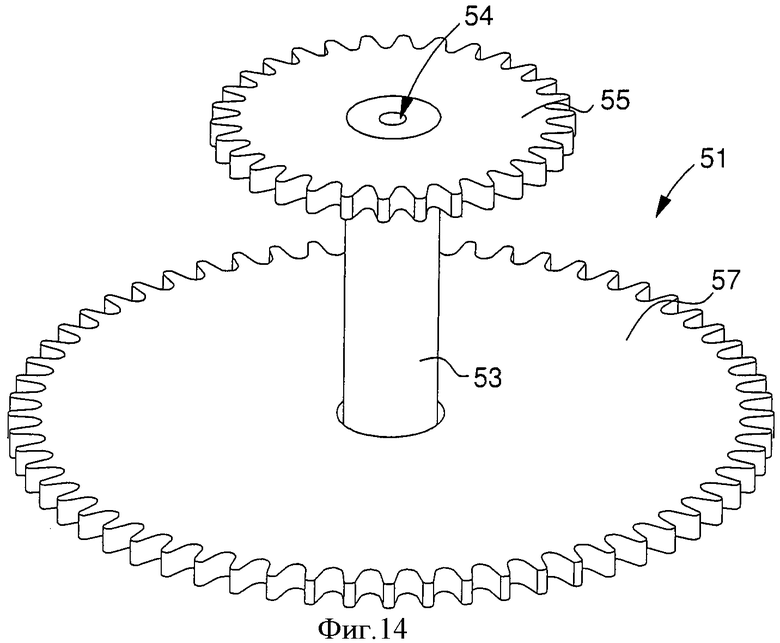
1. Способ (1) изготовления зубчатой передачи (51, 51'), который включает в себя следующие этапы:
a) подготовка основания (2) субстрата (29), включающего в себя верхний слой (31) и нижний слой (33), которые выполнены из материала, допускающего возможность микрообработки, и соединены между собой через промежуточный слой (32);
b) травление (3) по меньшей мере одного рисунка (34) в верхнем слое (31) и промежуточном слое (32) до обнажения нижнего слоя (33), чтобы выполнить по меньшей мере одну первую выемку (35), соответствующую первому колесу (55, 55');
c) нанесение (5), по меньшей мере, на дно каждой из указанных первых выемок (35) электропроводящего покрытия (37);
d) электролитическое формование (9) материала, по меньшей мере, в нижней части каждой из указанных первых выемок (35);
e) травление (13) второго рисунка (44) в нижнем слое (33) до самого покрытия (37) из указанного электропроводящего материала, чтобы выполнить по меньшей мере одну вторую выемку (45), соответствующую второму колесу (57, 57');
f) размещение (16) фоточувствительного слоя (42, 43, 48) полимера на дне нижнего слоя (33), чтобы данный фоточувствительный слой образовал покрытие (51) на стенках каждой из указанных вторых выемок (45) и каждого углубления (49), которое граничит с соответствующей второй выемкой (45) и коаксиально ей;
g) продолжение (19) электролитического формования, начатого на этапе d), для заполнения каждой из указанных первых выемок (35) и начало электролитического формования (19) материала в каждой из указанных вторых выемок (45) и каждом из указанных углублений (49), чтобы выполнить вал (53, 53'), снабженный фланцем (52, 52');
h) удаление (21) фоточувствительного слоя (38, 40, 42, 43, 48) полимера;
i) удаление (23) промежуточного слоя (32) для отделения первого колеса (55, 55') и второго колеса (57, 57'); и
j) отделение (25) изготовленной зубчатой передачи (51, 51') от основания (29).
2. Способ (1) по п.1, отличающийся тем, что этап (f) включает в себя также следующую операцию:
k) нанесение (15), по меньшей мере, на дно каждого из указанных углублений (49) второго электропроводящего покрытия (47) для оптимизации выполнения указанного фланца.
3. Способ (1) по п.1, отличающийся тем, что перед этапом d) он включает в себя следующий этап:
1) размещение элемента (38) на верхней поверхности основания (29) для выполнения по меньшей мере одного другого углубления (39), которое граничит с соответствующей первой выемкой (35) и кооксиально ей, чтобы получить над верхним слоем (31) слой материала путем электролитического формования.
4. Способ (1) по п.3, отличающийся тем, что этап с) допускает также нанесение, по меньшей мере, на дно каждого из указанных других углублений (39) указанного электропроводящего покрытия (37).
5. Способ (1) по п.1, отличающийся тем, что после этапа с) он включает в себя следующий этап:
m) размещение (7) стержня (40) в каждой из указанных первых выемок (35) для выполнения отверстия (54, 54') в будущей зубчатой передаче (51, 51').
6. Способ (1) по п.1, отличающийся тем, что перед этапом g) он включает в себя следующий этап:
n) размещение (17) стержня (42) в каждой из указанных вторых выемок (45) для выполнения отверстия (54, 54') в будущей зубчатой передаче (51, 51').
7. Способ (1) по п.1, отличающийся тем, что этапы b) и е) включают в себя следующие операции:
- размещение по меньшей мере одной маски (36, 46) на слое (31, 33), подлежащем травлению;
- анизотропное травление указанного слоя вдоль участков, не покрытых указанными масками;
- удаление маски.
8. Способ (1) по п.1, отличающийся тем, что на одном и том же основании (29) изготовляются несколько зубчатых передач (51, 51').
9. Способ (1) по п.1, отличающийся тем, что каждое покрытие (37, 47) содержит по меньшей мере один слой золота.
10. Способ (1) по любому из пп.1-9, отличающийся тем, что материалы, допускающие возможность микрообработки, имеют кремниевую основу.
11. Зубчатая передача (51, 51'), содержащая вал (53, 53'), первый конец которого выполнен за одно целое с фланцем (52, 52'), первое колесо (55, 55'), которое выполнено из материала, допускающего возможность микрообработки, и соединено без зазора со вторым концом вала (53, 53'), отличающаяся тем, что данная зубчатая передача (51, 51') содержит второе колесо (57, 57') из материала, допускающего возможность микрообработки, при этом перемещения во втором колесе не зависят от перемещений указанного первого колеса и второе колесо содержит отверстие (58, 58'), стенка которого расположена против указанного вала, то есть второе колесо (57, 57') соединено с первым концом вала (53, 53') с возможностью вращения относительно вала.
12. Зубчатая передача по п.11, отличающаяся тем, что второй конец вала снабжен вторым фланцем (56'), который выполнен за одно целое с валом (53') и частично закрывает первое колесо (55').
13. Зубчатая передача по п.12, отличающаяся тем, что второй фланец (56') имеет зубья, образуя вторую ступень указанного первого колеса (55').
14. Зубчатая передача по п.11, отличающаяся тем, что, по меньшей мере, часть поверхности первого колеса (55, 55') снабжена внешним покрытием (37).
15. Зубчатая передача по п.11, отличающаяся тем, что вал (53, 53') выполнен из материала с низким коэффициентом трения.
16. Зубчатая передача по п.11, отличающаяся тем, что материалы, допускающие возможность микрообработки, имеют кремниевую основу.
17. Часы, отличающиеся тем, что они включают в себя по меньшей мере одну зубчатую передачу по любому из пп.11-16.
| Механизм (вибратор) для вибрирования кристаллизаторов машин непрерывного литья заготовок | 1975 |
|
SU579093A1 |
| WO 2008135817 A2 13.11.2008 | |||
| FR 2064009 A1 16.07.1971 | |||
| US 6434086 B1 13.08.2002 | |||

