[0001] Настоящее изобретение относится к крышкам, предназначенным для герметичного запечатывания емкостей. Так, в частности, оно относится к крышкам, принимающим форму отслаивающихся крышек, предназначенных для запечатывания емкостей, в типичном исполнении банок и бутылок, содержащих жидкие продукты, такие как свежие молочные продукты или иные пищевые продукты с малым сроком годности при хранении, не требуя ни пастеризации, ни стерилизации.
[0002] В общем случае, пищевые продукты с малым сроком годности при хранении такие, как нестерилизованные и непастеризованные молочные продукты, например свежие молочные продукты, разливаются в емкости (банки или бутылки) в типичном исполнении из стекла или пластмассы. Указанные емкости затем закрываются крышкой, выполненной либо из листа металлопласта, включающего слой алюминиевого сплава, либо из комбинированного листа, включающего бумагу и пластик (в типичном исполнении из полиэтилентерефталата), которая запечатывается термосваркой в зоне емкости, окружающей верхний край полости емкости, называемой "кольцевой зоной запечатывания". Такие крышки прилипают к упаковочной емкости с достаточной силой для обеспечения герметичности, в частности с защитой от пара, но достаточно слабой, позволяя отделить их путем отслаивания от кольцевой зоны запечатывания. Учитывая, что настоящее изобретение, в частности, хорошо подходит для емкостей, имеющих поясок (или горлышко), окружающий разливочное отверстие, мы также обозначим указанную кольцевую зону запечатывания термином "горловина", что обычно обозначает верхний край горлышка, окружающего разливочное отверстие.
[0003] Обычные значения скорости заполнения для таких банок или бутылок для непастеризованных или нестерилизованных молочных продуктов и иных пищевых продуктов с малым сроком годности при хранении в типичном исполнении составляют примерно 30 упаковочных емкостей в минуту. Более того, упаковочные емкости могут заполняться и запечатываться одновременно, при этом одна машина, способная функционировать в течение 24 часов, в типичном исполнении способна обработать 40000 банок в час. Ясно, что при таких показателях скорости условия позиционирования и запечатывания термосваркой крышки емкости являются фактором первостепенной важности в части влияния на качество герметичности емкостей, запечатанных таким образом. Применяемое герметизирующее изделие может представлять собой либо лист для запечатывания, устанавливаемый поверх ряда емкостей одновременно перед выполнением одновременного запечатывания термосваркой указанных емкостей, либо индивидуальную крышку, устанавливаемую на отверстие одной емкости.
[0004] Патентная заявка WO 2006/016038 описывает структуру запечатывающего средства, индивидуальной крышки или листа для запечатывания, которая состоит из:
- несущей структуры, которая может состоять из слоя алюминиевого сплава или слоя бумаги, либо слоя пластика, обладающего достаточными механическими характеристиками, в типичном исполнении полиэтилентерефталат;
- многослойной структуры, обычно соэкструдированной, на одной из сторон которой находится клеевой слой, включающий клеевой материал, обеспечивающий сцепление с несущим слоем, а на другой стороне - герметизирующий слой, обеспечивающий сцепление с кольцевой зоной запечатывания после запечатывания термосваркой.
[0005] В частности, для индивидуальных крышек, обычно предварительно вырезанных в форме диска, диаметр которых больше диаметра разливочного отверстия, возникает проблема размещения указанных крышек поверх кольцевой зоны запечатывания с высокой степенью точности. Плохо позиционированная крышка склонна после запечатывания термосваркой не прилипать идеально по всей окружности кольцевой зоны запечатывания, так, что емкость не может гарантировать надлежащее сохранение содержащегося продукта. Тем более важно решить эту проблему с учетом того, что показатели производительности высоки и позиционирование крышки и контроль позиционирования должны выполняться за долю секунды, и что к тому времени, когда это произойдет и будет ясно, что обнаружен незначительный дефект позиционирования, в результате появится большое количество брака.
[0006] Существующий уровень техники предполагает предварительную резку крышки с диаметром, значительно большим, чем наружный диаметр горловины емкости и перегибание "нахлесточной" части по цилиндрической стенке снаружи пояска или горлышка. Для такого варианта подходит только структура из металлопласта. Ее алюминиевый несущий слой с минимальной толщиной 30 мкм обеспечивает неразъемное соединение перегибаемого нахлесточного края путем обжимания вокруг горлышка емкости, не повреждая зону запечатывания. С другой стороны, структуру не из металлопласта нельзя обжимать вокруг горлышка, при этом крышка приобретает непривлекательный вид, а упаковка становится ненадежной и может открыться при транспортировке; кроме того, если не соблюдать при изготовлении крышек заданные размеры, можно получить множество плохо упакованных емкостей.
[0007] Структура из металлопласта, применяемая для упаковки, имеет недостатки:
- трудности при вторичной переработке;
- с учетом того, что она содержит значительное количество алюминия, стоимость упаковки достаточно высока, а ее производство вносит существенный вклад в парниковый эффект и, таким образом, упаковка не соответствует современным важным требованиям в части экологически безвредного развития;
- она имеет металлический внешний вид, который сложно или дорого изменить (нанесение лака, печать и т.д.);
- подверженность в значительной степени образованию трещин, в частности, во время транспортировки: вследствие вибраций, возникающих во время транспортировки, слой алюминиевого сплава может подвергаться воздействию сильных усилий и растрескиванию, что более не может гарантировать желаемую степень герметичности.
[0008] Цель изобретения состоит в изготовлении запечатывающих изделий в виде листов для запечатывания или предварительно вырезанных крышек, которые, не обладая вышеуказанными недостатками крышек из металлопласта, позволяют выполнять запечатывание при высокой производительности, удовлетворительное с точки зрения герметичности запечатанных продуктов, а также внешнего вида и надежности. Другая цель изобретения состоит в обеспечении рентабельности производства крышек и соответствия современным нормам по упаковочным материалам в части защиты окружающей среды.
[0009] В соответствии с настоящим изобретением запечатывающее изделие, предназначенное для герметического закрепления, по меньшей мере, на одной кольцевой зоне запечатывания на отверстии емкости, выполненное из листа для запечатывания, включающего:
a) несущий слой, выполненный из волокнистого материала, преимущественно растительного происхождения, обычно это бумага;
b) многослойную структуру, обычно соэкструдированную, включающую клеевой слой, на одной стороне включающий клеевой материал, обеспечивающий сцепление с несущим слоем, и герметизирующий слой - на другой стороне, включающий герметизирующий материал, обеспечивающий сцепление с кольцевой зоной запечатывания после запечатывания термосваркой,
которое отличается тем, что:
c) запечатывающее изделие подвергается штамповке с тем, чтобы выполнить рельеф, форма которого такова, что ее основание совпадает, по меньшей мере периодически, с контуром, близким к контуру внутреннего края кольцевой зоны запечатывания; и
d) структура листа для запечатывания дополнительно включает промежуточный слой, выполненный из пластика, имеющего хорошую прочность и способного подвергаться пластической деформации, имеющего среднюю толщину, которая в типичном исполнении в пять раз выше средней толщины несущего слоя, где средняя толщина выражается в единицах поверхностной плотности и является такой, что придает всему герметизирующему изделию достаточную пластичность и прочность для способности выполнять штамповку требуемой формы без разрыва.
[0010] Запечатывающее изделие согласно изобретению представляет собой либо индивидуальную штампованную крышку, либо лист или скорее рельефную пластину, включающую ряд штампованных углублений. Она выполнена из листа для запечатывания, структура которого состоит из нескольких слоев пластика и, по меньшей мере, один несущий слой бумаги либо, в общем случае, материала из волокон преимущественно растительного происхождения.
[0011] Материал несущего слоя является недорогим и выдерживает лучше, чем пластик, тепловой удар, вызванный инструментом для запечатывания термосваркой. Тепловой удар выше еще и потому, что материал, обладая плохой теплопроводностью, требует разогрева инструмента для запечатывания термосваркой до температуры, выше, чем температура, используемая для запечатывания термосваркой крышек из металлопласта, используемых современными технологиями. Формулировка "преимущественно растительного происхождения" означает, что могут использоваться и другие волокна, например синтетические органические волокна, однако материал должен выдерживать температуру и давление, создаваемые инструментом для запечатывания термосваркой, которая может превышать 210-230ºC. В типичном исполнении можно рассматривать, что этот материал включает как минимум 80% растительного волокна.
[0012] Однако такой материал плохо пригоден для штамповки, так как он легко рвется. Крайне важно иметь возможность центрировать крышку по отношению к кольцевой зоне запечатывания и эта проблема может быть легко решена, не прибегая к сложному дисплею и инструментам позиционирования, путем образования рельефа, основание которого, по меньшей мере частично, закрывает внутреннюю часть полости, предназначенной для хранения пищевых продуктов, причем указанная полость сама граничит с кольцевой зоной запечатывания так, что рельеф должен иметь основание, контур которого приближен к контуру внутреннего края кольцевой зоны запечатывания. Последнего можно добиться, например, с помощью "смещения" или "образования параллельного контура". Это может также, находясь внутри контура внутреннего края кольцевой зоны спая, включать только несколько зон вблизи указанного контура, удобно расположенных с тем, чтобы при размещении крышки на верхнем крае емкости, указанный рельеф вставлен в полость емкости и его основание находится в контакте - по меньшей мере в нескольких точках - с внутренней стенкой емкости на уровне ее открытого конца, при этом крышка не может свободно перемещаться относительно открытого конца емкости.
[0013] Естественно, для ограничения риска разрыва волокнистый материал эффективно выбран из материалов, содержащих длинные волокна, таких как бумага, обычно называемая крафт-бумагой, имеющих хорошие характеристики удлинения при разрыве для бумаги, в типичном исполнении выше 5%, независимо от испытательного направления. Это предполагает использование нестандартной бумаги, так как, в основном, и на основании нижеприведенного примера удлинение при разрыве в продольном направлении стандартной бумаги ниже. Кроме того, основание штампованного углубления эффективно тороидальной формы с радиусом кривизны в типичном исполнении в 5 раз большем общей толщины листа для запечатывания. Также предпочтительно, что наклонная стенка рельефа не имеет крутого угла наклона по отношению к плоскостям листа для запечатывания. В типичном исполнении следует стремиться к наличию наклонной стенки с углом меньше 45º по отношению к указанной плоскости.
[0014] Несущий слой может иметь среднюю толщину, выраженную в единицах поверхностной плотности, также называемой "базовый вес" или "граммаж," в диапазоне значений от 40 до 110 г/м2. Предпочтителен слой, имеющий толщину около 70 г/м2.
[0015] Запечатывающее изделие согласно изобретению включает многослойную структуру, обычно соэкструдированную, на одной стороне которой нанесен клеевой материал, обеспечивающий сцепление с несущим слоем, а на другой стороне - герметизирующий материал, обеспечивающий сцепление с кольцевой зоной запечатывания во время запечатывания термосваркой. Эта многослойная структура также включает в себя предпочтительно с прилеганием к клеевому слою, выполненному из связующего вещества, имеющего сродство с несущим слоем, промежуточный слой, выполненный из пластика с высокой прочностью и способный подвергаться пластической деформации, толщина которого такова, что она придает всему запечатывающему изделию достаточную пластичность и прочность для способности штамповки с приданием требуемой формы без разрыва. Данный промежуточный слой позволяет отслаивать крышку без разделения на волокна или разрыв. В типичном исполнении, при выражении в единицах поверхностной плотности средняя толщина промежуточного слоя в десять раз выше средней толщины несущего слоя и предпочтительно в пять раз выше средней толщины несущего слоя. Предпочтительно, чтобы прочность была выше 60 МПа, и, предпочтительно, даже выше 80 МПа. Высокая пластичность материала преимущественно приводит к удлинению при разрыве выше 5%, и, предпочтительно, выше 10%.
[0016] Предпочтительно, чтобы указанный материал принадлежал к группе полиамидов и термопластичных полиэфиров. Из полиамидов полиамид 6 оказывается непосредственно пригодным, так как он придает листу для запечатывания очень хорошие показатели прочности на отрыв, даже при малой толщине. Из термопластичных полиэфиров (насыщенных полиэфиров) предпочтительно выбирать полиэтилентерефталат, который быстро охлаждается (для достижения аморфного строения или строения с низкой степенью кристалличности) и не двуосноориентирован.
[0017] Клеевой слой состоит из связующего вещества, включающего, по меньшей мере, одно из следующих соединений: привитые сополимеры и/или сополимеры и/или тройные сополимеры, включая кислотные группы или иономеры, металлоцен привитого полиэтилена на основе малеинового ангидрида, привитой линейный полиэтилен на основе малеинового ангидрида, сополимер этилена и винилацетата EVA, эластомерные сополимеры этилена и метакриловой кислоты ЕМА, эластомерные сополимеры этилена и этилакрилата ЕЕА, сополимеры этилена и бутилакрилата ЕВА. Несущий слой может иметь среднюю толщину, выраженную в единицах поверхностной плотности, в диапазоне значений от 3 до 15 г/м2 и предпочтительно в районе 5 г/м2.
[0018] Указанный герметизирующий слой в зависимости от материала упаковочной емкости, на которой крышка должна герметично закрываться, может содержать одно из следующих соединений: сополимер этилена и винилацетата EVA, эластомерные сополимеры этилена и метакриловой кислоты ЕМА, эластомерные сополимеры этилена и этилакрилата ЕЕА, сополимеры этилена и бутилакрилата ЕВА, функциональные тройные сополимеры, включая кислотные группы или сложные эфиры, сополимеры на основе кислот типа эластомерных сополимеров этилена и метакриловой кислоты ЕМА, эластомерных сополимеров этилена и этилакрилата ЕЕА, тройные сополимеры, включая малеиновый ангидрид. Герметизирующий слой может включать,по меньшей мере, одно из следующих соединений и опционально смолу, повышающую липкость. Герметизирующий слой может иметь среднюю толщину, выраженную в единицах поверхностной плотности, в диапазоне значений от 3 до 20 г/м2 и, предпочтительно, около 10 г/м2. Герметизирующий слой также может включать минеральный или органический наполнитель, например тальк, с весовым содержанием в типичном исполнении от 5% до 30%, таким образом способствуя разрыву когезии герметизирующего слоя при открытии упаковки.
[0019] Промежуточный слой может иметь среднюю толщину в диапазоне значений от 3 до 20 г/м2, предпочтительно около 15 г/м2 для несущего слоя со средней толщиной приблизительно до 70 г/м2. Многослойный материал, обычно соэкструдированный, может иметь среднюю толщину в диапазоне значений от 12 до 65 г/м2 предпочтительно около 35 г/м2 для несущего слоя со средней толщиной приблизительно до 70 г/м2.
[0020] Упаковочная емкость может быть выполнена из стекла, металла или пластика, однородного или многослойного или рулонного материала. Пластик(и) выбирается (выбираются) из насыщенного полистирола (SP), полиэфиров (например, полиэтилентерефталат (РЕТ), полиолефинов, в частности полиэтилена (РЕ) или полипропилена (РР), и поливинилхлорида (PVC).
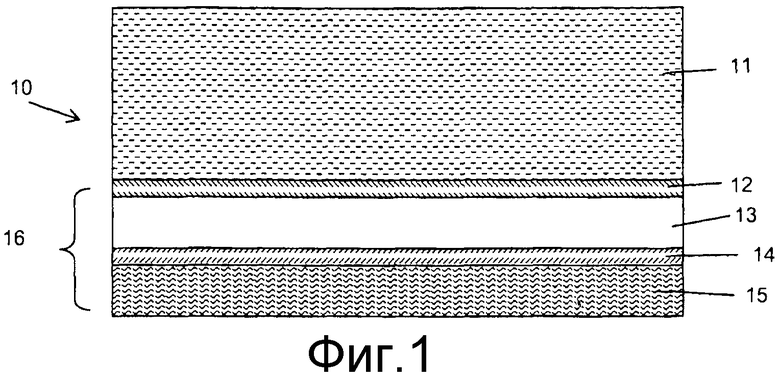
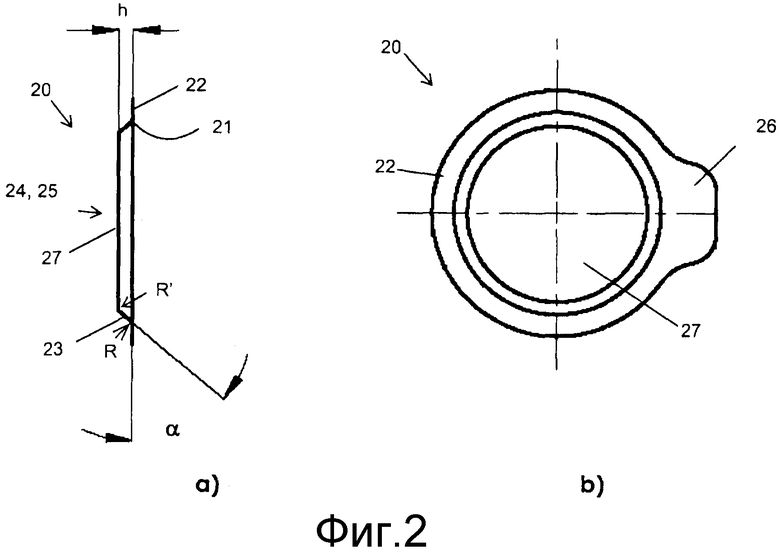
[0021] На фиг. 1-3 схематично показан пример осуществления изобретения. На фиг. 1 представлена структура листа для запечатывания, из которого вырезается и штампуется крышка, приведенная на фиг. 2. Фиг. 2a представляет вертикальный профиль крышки согласно изобретению. Фиг. 2b представляет вид сверху этой крышки. На фиг. 2а и 2b приводятся примеры крышки с конкретными размерами, которые не должны рассматриваться в качестве ограничивающих объем изобретения. На фиг. 3 показано, как происходит посадка крышки, приведенной на фиг. 2, на открытую часть цилиндрической банки.
ПРИМЕР ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0022] Крышки (1) были выполнены вырезанием из листа для запечатывания, структура которого схематично представлена на фиг. 1. Крышки были проштампованы для достижения формы, представленной на фиг. 2а.
[0023] Лист для запечатывания изготовлен из структуры (10), которая содержит несущий слой (11), выполненный из бумаги, и смежную с ним многослойную структуру (16) из пластика.
[0024] Бумага, используемая для выполнения несущего слоя (11), представляет бумагу с длинными волокнами с весом на квадратный метр, т.е. поверхностной плотностью 70 г/м2. Эта бумага имеет множество длинных волокон, которые придают ей улучшенные механические характеристики по сравнению с стандартной бумагой с такой же поверхностной плотностью. В таблице ниже можно увидеть, что бумага, выбранная в рамках изобретения, имеет механические свойства, менее анизотропные, чем стандартная бумага такого же веса на квадратный метр, улучшенный показатель прочности на отрыв и, в частности, хороший показатель удлинения при разрыве в продольном направлении по сравнению с стандартной бумагой, и это является последним свойством, наилучшим образом характеризующим качество специальной бумаги, требуемой для изготовления несущего слоя запечатывающего изделия согласно изобретению:
[0025] Многослойная структура (16) включает в себя:
- слой (12) связующего вещества, выполненного из функционального тройного сополимера, содержащего кислотные группы и сложные эфиры, обеспечивающего связь несущего слоя и промежуточного слоя, средняя толщина 5 г/м2;
- промежуточный слой (13) полиамида 6 (PA6); средняя толщина 15 г/м2;
- слой (14) связующего вещества, выполненного из материала, идентичного материалу слоя 12, обеспечивая связь промежуточного слоя с герметизирующим слоем, средняя толщина 5 г/м2;
- герметизирующий слой (15), выполненный из модифицированного полиэтилена, включая минеральные наполнители, средняя толщина 10 г/м2.
[0026] Благодаря штампованной форме, как показано на фиг. 2а, крышка (20) может легко центрироваться по отношению к кольцевой зоне (4) запечатывания емкости (1), которую она должна закрыть, без необходимости применения сложного дисплея и инструментов позиционирования. На фиг. 3 показано, как происходит посадка крышки (20) на открытый конец (2) цилиндрической банки (1): основание (21) штампованного профиля (24) проходит по всему, в данном случае по всей окружности, контуру, близкому к внутреннему краю (41) кольцевой зоны (4) запечатывания, которая здесь соответствует горловине (5). Контур внутреннего края (41) соответствует внутренней части (3) полости (6), предназначенной для хранения пищевых продуктов. Периферический край (22) крышки, не подвергнутый штамповке и остающийся в плоскости листа для запечатывания, устанавливается поверх горловины (5), затем фиксируется в контакте с ним во время запечатывания термосваркой с помощью инструмента (100) для запечатывания термосваркой (100).
[0027] При наружном диаметре (не включая ушко) примерно 34 мм штампованная центральная часть (27) имеет глубину (h) примерно 2 мм по отношению к периферийному краю (22). Основание (21) штампованного углубления (25), переходной зоны между углублением (25) и периферийным краем (22), имеет преимущественно тороидальную форму с радиусом вогнутого перехода (R) 0,5 мм. Наклонная стенка (23) углубления (25) наклонена под углом α, в данном случае примерно 50º, по отношению к плоскости листа для запечатывания. Переходная зона между наклонной стенкой (23) и штампованной центральной частью (27) также имеет тороидальную форму с радиусом вогнутого перехода (R), приближенного к R.
[0028] Крышка (20) вырезана из листа материала для запечатывания так, что она имеет захватное ушко (26), с помощью которого можно снять отслаивающуюся крышку.
[0029] Были изготовлены также крышки аналогичной стандартной формы, но без штамповки, которые использовались для запечатывания термосваркой аналогичных емкостей, изготовленных путем формовки из полиэтилена высокой плотности (HD PE). Упомянутые крышки имели следующие структуры:
A. Структура из металлопласта: алюминиевый слой (30 г/м2)/совместно эктсрудированный многослойный элемент (30 г/м2).
B. Бумага/соэкструдированная многослойная структура, где
- бумага представляет стандартную бумагу, механические свойства которой представлены выше;
- экструдированная многослойная структура имеет:
a) слой связующего вещества, выполненного из функционального тройного сополимера, содержащего кислотные группы и сложные эфиры, связывающий несущий слой и промежуточный слой; средняя толщина 5 г/м2;
b) промежуточный слой (13) из полиэтилена низкой плотности, средняя толщина 15 г/м2;
c) слой связующего вещества, выполненного из материала, идентичного материалу слоя пункта а); средняя толщина 5 г/м2;
d) герметизирующий слой, выполненный из модифицированного полиэтилена, включающего минеральные наполнители; средняя толщина 10 г/м2.
Были проведены сравнительные испытания на отслаиваемость, где были отмечены следующие экспериментальные результаты:
Крышки типа А: легко отслаиваются, открывание со сцеплением без разрыва материала;
Крышки типа В: отслаивание невозможно, так как материал рвется;
Крышки, приведенные в примере, согласно изобретению: легко отслаиваются, открывание со сцеплением без разрыва материала.
[0030] Наблюдается, что материал промежуточного слоя, в данном случае полиамид 6, придает бумаге/комплексному пластику согласно изобретению свойства стойкости к разрыву, почти как у структуры из металлопласта, при этом отсутствуют такие недостатки как дороговизна и трудность вторичной переработки. Кроме того, металлопласт (типа А) поддается штамповке, однако это потребовало бы более толстого слоя алюминия (по меньшей мере 40 мкм) и в результате привело бы к указанным выше недостаткам.
[0031] Кроме того, крышки аналогичной стандартной формы изготавливались вырезанием из нескольких листов материала для уплотнения (I, J, K, L, M), которые имели практически одинаковое строение, но отличались только толщиной промежуточного слоя (13), изготавливаемого из полиамида 6:
- несущий слой (11) из бумаги, аналогичный описанному ранее: бумага с длинными волокнами, весом 70 г/м2, с незначительно анизотропными механическими характеристиками, которые указаны выше:
- слой (12) связующего вещества, изготовленный из функционализирующего триполимера, содержащего кислотные группы и эфиры; связывает несущий слой и промежуточный слой; средняя толщина 5 г/м2;
- промежуточный слой (13) из полиамида 6 (PA6); средняя толщина 5 г/м2 (материал I); 7 г/м2 (материал J); 10 г/м2 (материал K); 15 г/м2 (материал L); 20 г/м2 (материал М);
- слой (14) связующего вещества, изготовленный из материала, идентичного материалу слоя (12), связывает промежуточный слой и герметизирующий слой; средняя толщина 5 г/м2;
- герметизирующий слой (15), изготовленный из модифицированного ПЭ, с минеральными добавками, средняя толщина 10 г/м2.
[0032] После вырезания была выполнена штамповка 20 крышек из каждого материала, при этом использовался один и тот же штамп, придающий крышкам форму, описанную выше. После штамповки были выполнены следующие измерения:
г/м2
г/м2
г/м2
Толщина промежуточного слоя (13)
Толщина несущего слоя (11)
[0033] Следует отметить, что из структуры I нельзя изготавливать крышки без складок и разрывов. Результаты становятся более ясными при сравнении с материалом J, т.е. со случаем, когда толщина промежуточного слоя РА6 достигает одной десятой толщины несущего слоя из бумажного волокна. У структур с промежуточным слоем толщиной не менее 15 г/м2 результаты являются превосходными.
Запечатывающее изделие (20) предназначено для герметичного закрепления, по меньшей мере, на одной кольцевой зоне (4) запечатывания, окружающей отверстие (2) емкости (1), выполнено из листа для запечатывания, состоящего из несущего слоя (11) из материала, содержащего, по меньшей мере, 80% волокон преимущественно растительного происхождения, и многослойной структуры (16), содержащей с одной стороны клеевой слой (12) и с другой стороны герметизирующий слой (15), при этом упомянутое запечатывающее изделие изготавливается методом штамповки, в результате чего формируется рельеф (24), основание (21) которого повторяет, по меньшей мере периодически, форму контура, которая близка к контуру внутреннего края упомянутой кольцевой зоны запечатывания, при этом структура листа для запечатывания дополнительно включает промежуточный слой (13), выполненный из достаточно прочного пластика, способного выдерживать пластическую деформацию, средняя толщина которого такова, что он придает готовому изделию достаточную упругость и прочность и позволяет штамповать изделие до требуемой формы, без разрывов. 13 з.п. ф-лы, 3 ил.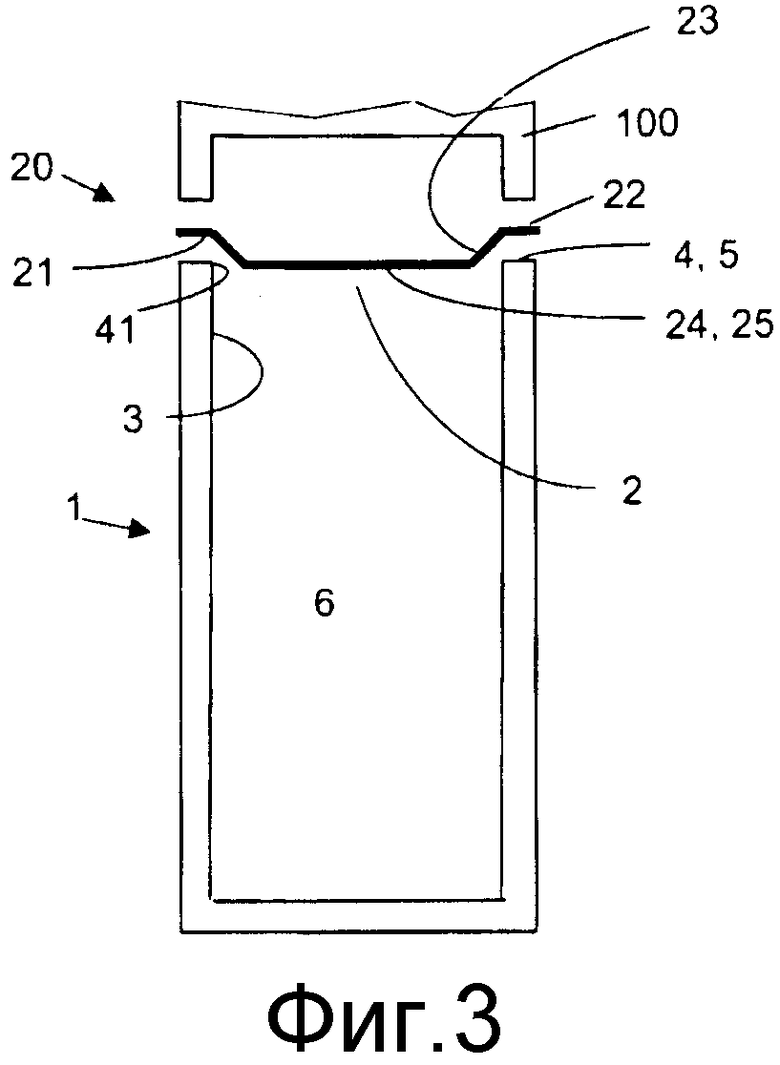
1. Запечатывающее изделие (20), предназначенное для герметического закрепления, по меньшей мере, на одной кольцевой зоне (4) запечатывания, окружающей отверстие (2) емкости (1), и выполненное из листа для запечатывания, состоящего из:
a) несущего слоя (11); и
b) многослойной структуры (16), обычно соэкструдированной, содержащей:
i. на одной из своих сторон клеевой слой (12), включающий клеевой материал, выбранный для обеспечения сцепления с несущим слоем,
ii. промежуточный слой (13), выполненный из пластика, и
iii. на другой своей стороне герметизирующий слой (15), включающий герметизирующий материал, выбранный для обеспечения сцепления с кольцевой зоной запечатывания после запечатывания термосваркой;
отличающееся тем, что:
c) упомянутый несущий слой (11) выполнен из волокнистого материала, содержащего, по меньшей мере, 80% волокон растительного происхождения, имеет среднюю толщину, составляющую в единицах плотности поверхности от 40 до 110 г/м2, и имеет относительное удлинение при разрыве, составляющее не менее 5% в любом направлении испытания;
d) упомянутый промежуточный слой (13) выполнен из прочного пластика, который способен подвергаться пластической деформации и средняя толщина которого такова, что придает всему герметизирующему изделию достаточную пластичность и прочность для того чтобы штамповать его без разрыва, так чтобы сформировать рельеф (24), имеющий такую форму, что его основание (21) совпадает, по меньшей мере периодически, с контуром, близким к контуру внутреннего края (41) упомянутой кольцевой зоны запечатывания.
2. Запечатывающее изделие по п. 1, отличающееся тем, что промежуточный слой выполнен из пластика, имеющего прочность выше 60 МПа, предпочтительно выше 80 МПа.
3. Запечатывающее изделие по п. 1, отличающееся тем, что промежуточный слой выполнен из пластика, имеющего удлинение при разрыве выше 5%, предпочтительно выше 10%.
4. Запечатывающее изделие по п. 1, отличающееся тем, что промежуточный слой выполнен из пластика, принадлежащего к группе, содержащей полиамиды и термопластичные полиэфиры.
5. Запечатывающее изделие по п. 4, отличающееся тем, что промежуточный слой выполнен из полиамида 6 (РА6).
6. Запечатывающее изделие по п. 4, отличающееся тем, что промежуточный слой выполнен из полиэтилентерефталата (PET), не являющегося биаксиально ориентированным.
7. Запечатывающее изделие по п. 6, отличающееся тем, что полиэтилентерефталат (PET) был быстро охлажден для достижения аморфной или слегка кристаллизованной структуры.
8. Запечатывающее изделие по любому из пп. 1-7, отличающееся тем, что средняя толщина промежуточного слоя превышает десятую часть, и предпочтительно превышает пятую часть средней толщины упомянутого несущего слоя, когда упомянутые значения средней толщины выражаются в единицах плотности
поверхности.
9. Запечатывающее изделие по любому из пп. 1-7, отличающееся тем, что средняя толщина несущего слоя (11), выражаемая в единицах плотности поверхности, составляет около 70 г/м2.
10. Запечатывающее изделие по любому из пп. 1-7, отличающееся тем, что промежуточный слой (13) имеет среднюю толщину от 3 до 20 г/м2 и предпочтительно около 15 г/м2 для несущего слоя, имеющего среднюю толщину около 70 г/м2.
11. Запечатывающее изделие по любому из пп. 1-7, отличающееся тем, что герметизирующий слой (15) имеет среднюю толщину, выраженную в единицах поверхностной плотности, в диапазоне значений от 3 до 20 г/м2 и предпочтительно около 10 г/м2.
12. Запечатывающее изделие по любому из пп. 1-7, отличающееся тем, что основание (21) рельефа (24) имеет тороидальную форму с радиусом кривизны обычно, в 5 раз превышающим суммарную толщину листа для запечатывания.
13. Запечатывающее изделие по любому из пп. 1-7, отличающееся тем, что наклонная стенка (23) рельефа (24) наклонена под углом менее 45° к плоскости листа для запечатывания.
14. Запечатывающее изделие по любому из пп. 1-7, отличающееся тем, что также имеет ушко (26) для захвата.
| ПНЕВМАТИЧЕСКИЙ ВИБРАТОР | 0 |
|
SU262652A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 5342684 A, 30.08.1994 | |||

