Изобретение относится к пищевой промышленности, в частности к производству изделий из раскатанного теста.
Известен способ раскатывания тестовой полосы, предусматривающий перемещение тестовой массы между раскатывающими элементами, обеспечивающими калибрование ее толщины воздействием на ограниченных по ширине полосы участках, причем раскатывание осуществляют, смещая воздействие раскатывающих элементов последовательно по ходу движения тестовой полосы и по меньшей мере к одному ее продольному краю, при этом на каждом участке осуществляют однократное воздействие, обеспечивающее получение заданного размера толщины раскатанной тестовой полосы (RU 2004127599 A, 20.02.1994).
В указанном способе воздействуют раскатывающими элементами на срединной части тестовой полосы с последующим по ходу ее движения симметричным, относительно срединной части, смещением воздействия в двух направлениях к обоим продольным краям тестовой полосы.
В указанном способе каждое последующее по ходу движения тестовой полосы воздействие раскатывающих элементов смещают по отношению к предыдущему воздействию на величину, меньшую, чем размер участка воздействия предыдущих раскатывающих элементов.
В указанном способе пределах участка воздействия раскатывающих элементов на одной его части осуществляют воздействие с равномерным усилием, а на другой части, со стороны продольного края тестовой полосы, к которому осуществляют смещение - с усилием воздействия, уменьшающимся к упомянутому краю.
В указанном способе тестовую массу перемещают между двумя рядами последовательно установленных раскатывающих элементов, выполненных с калибрующими участками, оказывающими на тестовую массу воздействие.
В указанном способе при раскатывании к тестовой массе и/или к раскатанной тестовой полосе прикладывают микровибрационное воздействие.
Известен способ раскатки теста вращающимися навстречу друг другу валками, предусматривающий прохождение теста между парой верхних валков и между установленной под ними парой нижних валков, а валки каждой пары смонтированы с заданным зазором между собой и вращаются в направлении подачи теста вниз, отличающийся тем, что вращают верхние валки с переменной скоростью, а нижние валки с постоянной скоростью, при подаче теста из зазора между верхними валками в зазор между нижними валками измеряют, когда тесто вошло в зазор между нижними валками, угол поворота каждого нижнего валка от точки, где поверхность теста входит в контакт с наружной частью нижнего валка, до заданной точки, сравнивают этот угол с заданным диапазоном углов и регулируют частоту вращения верхних валков, чтобы обеспечить значение указанного угла в заданном диапазоне углов такое, при котором тесто, имеющее равномерный объем по его длине, выгружалось из зазора между нижними валками без разрушения тканевой структуры теста (RU 2020824 C1, А21С 3/02, 15.10.1994).
Предусмотрен второй вариант способа по патенту RU 2020824 C1, в котором тесто проходит между парой верхних валков и между установленной под ними парой нижних валков, валки каждой пары смонтированы с заданным зазором между собой и вращаются в направлении подачи теста вниз, причем вращают верхние валки с переменной скоростью, а нижние - с постоянной скоростью, при подаче теста из зазора между верхними валками в зазор между нижними валками измеряют толщину теста перед его подачей в зазор между нижними валками, сравнивают указанную толщину с заданным диапазоном толщин и регулируют частоту вращения верхних валков, чтобы обеспечить значение указанной толщины в заданном диапазоне толщин такое, при котором тесто, имеющее равномерный объем по его длине, может выгружаться из зазора между нижними валками без разрушения тканевой структуры теста.
Из известных наиболее близким техническим решением к представленному в данном описании техническому решению является устройство для раскатки теста и получения из него тестовой ленты, содержащее раму, на которой установлена верхняя пара валиков, имеющих привод их вращения в противоположные стороны, а также нижняя пара валиков, имеющих другой привод их вращения в противоположные стороны, между каждой парой валиков образован регулируемый зазор, причем устройство оснащено блоком управления, электрически соединенным с приводом вращения верхней пары валиков и датчиками положения тестовой ленты, между верхней и нижней парами валиков на раме посредством оси закреплен маятник с установленным на нем поддерживающим роликом, служащим для отслеживания положения тестовой ленты и стабилизации ее рабочего положения при ее перемещении и отклонении от заданного положения, при этом на раме закреплены расположенный с одной стороны от маятника датчик натяжения тестовой ленты и расположенный на раме с другой стороны от маятника датчик провисания тестовой ленты, причем маятник выполнен в виде рамки с бортами, ограничивающими перемещение тестовой ленты в ее поперечном направлении, и в его нижней части имеется выступ, предназначенный для взаимодействия с датчиками положения тестовой ленты, кроме того, нижняя пара валиков смещена в одну из сторон относительно верхней пары валиков, а ширина каждого валика нижней пары больше ширины каждого валика верхней пары на 2-10 мм (RU 128457 U1, 27.05.2013).
Общими признаками заявленного и известного технических решений является то, что сначала тесто подают в зазор между вращающимися в противоположных направлениях одной пары валков и получают на выходе из зазора толстую ленту из теста, после этого полученную толстую ленту пропускают через зазор следующей пары вращающихся в противоположных направлениях валков и получают тонкую ленту с уменьшенным поперечным сечением тонкой ленты.
Существенным недостатком известного технического решения является то, что его использование не позволяет повышать скорость раскатки теста в требуемых пределах, поскольку в случаях превышения этих пределов качество получаемой ленты снижается, возникают разрывы тестовой ленты, забивание устройства тестом и, как следствие, устройство останавливается и требует его чистки.
Техническим результатом изобретения является повышение качества и производительности раскатки теста.
Технический результат получен способом раскатки теста, заключающимся в том, что сначала тесто подают в зазор между вращающимися в противоположных направлениях одной пары валков и получают на выходе из зазора толстую ленту из теста, после этого придают ленте постоянную форму в ее поперечном сечении по всей длине толстой ленты и затем полученную толстую ленту пропускают через зазор следующей пары вращающихся в противоположных направлениях валков, получают тонкую ленту с уменьшенным поперечным сечением тонкой ленты, причем в зоне между зазорами пар валков осуществляют произвольное провисание h ленты в пределах (0,2-0,8)Н, где Н - межцентровое расстояние между первой и второй парами валков, измеряют величину провисания ленты и в зависимости от этой величины уменьшают или увеличивают скорость вращения первой пары валков, причем между указанными зазорами валков ленте придают наклонное положение.
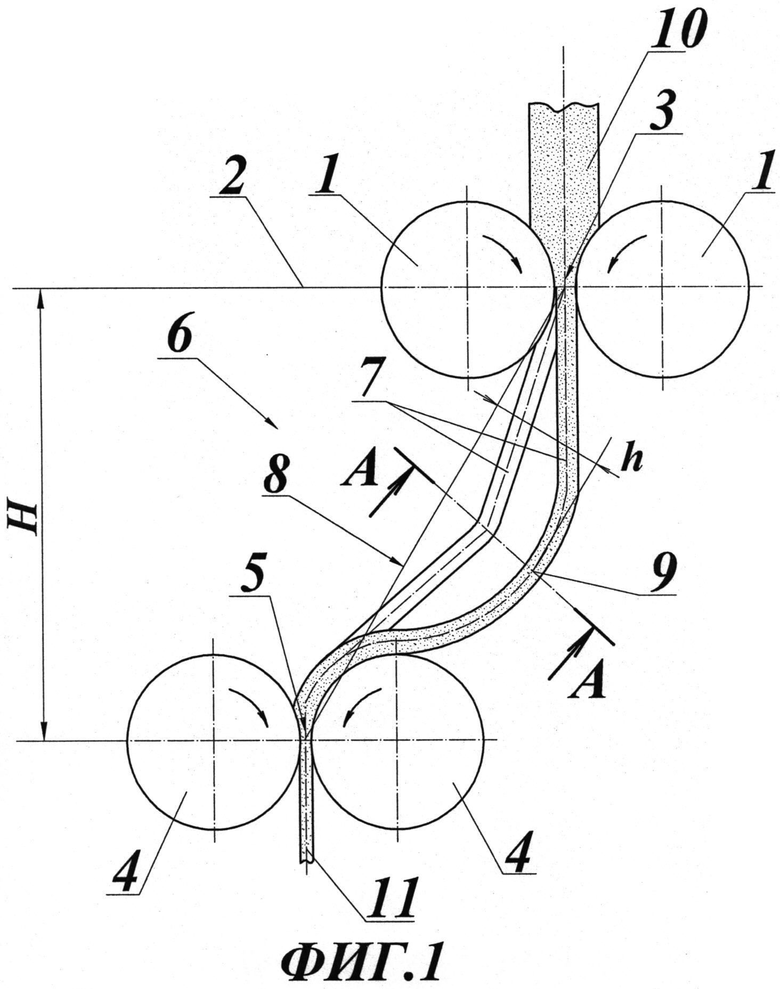
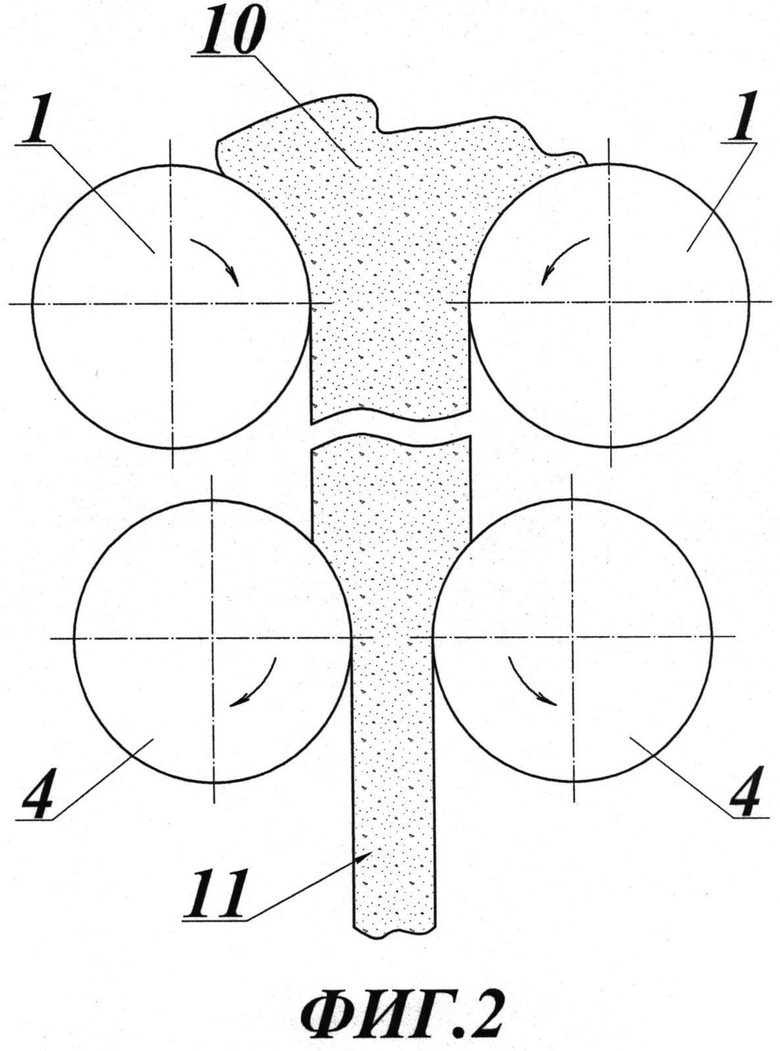
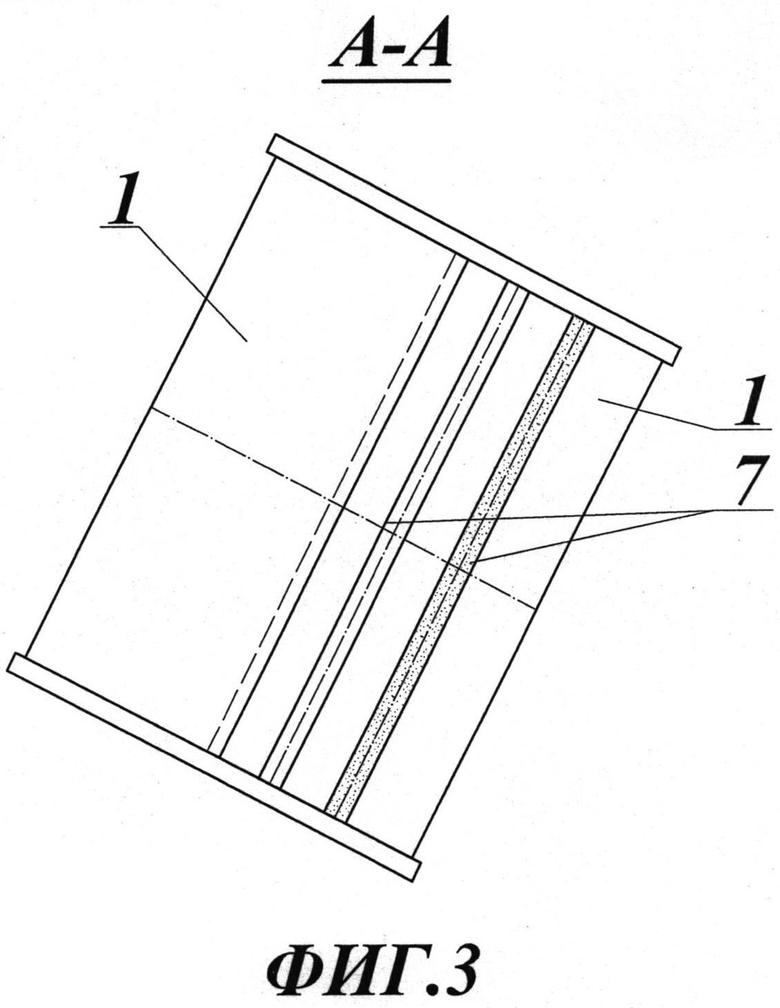
На фиг. 1 показана схема устройства для раскатки теста, поясняющая способ; на фиг. 2 - принципиальная схема раскатки, поясняющая способ; на фиг. 3- сечение А-А на фиг. 1.
Устройство для реализации способа содержит вращающуюся от привода в противоположных направлениях первую пару валков, которая образована валками 1 (фиг. 1), расположенными на геометрической оси 2 так, что между валками 1 имеется зазор 3. Устройство содержит вращающуюся от привода в противоположных направлениях вторую пару валков, которая образована валками 4 с зазором 5 между ними. Вторая пара валков расположена ниже первой пары валков и смещена в сторону так, что между зазорами 3 и 5 пар валков образована зона 6. В этой зоне осуществлено произвольное провисание h тестовой толстой ленты 7. На фиг. 1 показаны два крайних положения тестовой толстой ленты, которые лента может занимать в процессе раскатки теста. Эта лента занимает различные положения между двумя крайними (минимальным и максимальным) провисаниями h толстой ленты 7, показанными на фиг. 1.
Зона 6 ограничена по вертикали наикратчайшим расстоянием Н между зазорами 3 и 5. Такое расстояние в данном способе находится на перпендикуляре, восстановленном из точки симметрии зазора 3 и простирающимся в сторону нижнего зазора 5. Зазор 5 смещен в горизонтальном направлении от указанного перпендикуляра на величину, выбранную в зависимости от провисания тестовой ленты между зазорами. В зоне 6 тестовая толстая лента 7 на всем ее протяжении по длине имеет постоянное поперечное сечение (фиг. 3).
Следует отметить, что провисанием h тестовой толстой ленты 7 в данном способе является расстояние между линией 8 (фиг. 1), проходящей через ось симметрии каждого зазора, и наиболее удаленной от линии 8 точкой 9, находящейся в середине ленты 7 по ее толщине.
Способ осуществляют следующим образом. Тесто 10 подают в зазор 3 между вращающейся в противоположных направлениях одной парой валков 1 и 2 и получают на выходе из зазора 3 условно толстую тестовую ленту 7 (фиг. 2). Придают толстой ленте 7 формователем (не показан) постоянную форму в ее поперечном сечении по всей длине ленты. Полученную толстую ленту 7 пропускают через зазор 5 следующей пары вращающихся в противоположных направлениях валков 4 и получают тонкую ленту 11 с уменьшенным ее поперечным сечением. В зоне 6 между зазорами 3 и 5 пар валков осуществляют произвольное провисание ленты на величину h. Измеряют величину h провисания ленты и в зависимости от этой величины уменьшают или увеличивают скорость вращения первой пары валков 1. При этом провисание h ленты осуществляют в пределах (0,2-0,8)Н, где Н - межцентровое расстояние между первой и второй парами валков.
Выбирают скорость вращения каждой пары валков в процессе раскатки теста и скоростями вращения пар валков регулируют величину провисания h и качество тонкой ленты 11. В зависимости от качества тонкой ленты регулируют скорость раскатки теста и производительность устройства для раскатки теста.
В сравнении с известными способами раскатки теста использование данного способа позволило существенно повысить производительность раскатки теста и качества раскатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ ТЕСТА | 2014 |
|
RU2597126C1 |
| Способ раскатки теста | 2019 |
|
RU2714049C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА И ПОЛУЧЕНИЯ ИЗ НЕГО ТЕСТОВОЙ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2515393C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА И ПОЛУЧЕНИЯ ИЗ НЕГО ТЕСТОВОЙ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2598573C1 |
| ДОЗАТОР НАЧИНКИ ВЫСОКОПРОИЗВОДИТЕЛЬНОГО УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ С ТЕСТОВОЙ ОБОЛОЧКОЙ | 2005 |
|
RU2297147C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2014 |
|
RU2579801C1 |
| СПОСОБ РАСКАТЫВАНИЯ ТЕСТОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2278518C2 |
| ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТЕСТА С НАЧИНКОЙ | 2005 |
|
RU2272410C1 |
| ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТЕСТА С НАЧИНКОЙ | 2005 |
|
RU2598140C9 |
| ПРОСТЫЕ В ПРОИЗВОДСТВЕ И УДОБНЫЕ В УПОТРЕБЛЕНИИ ВКУСНЫЕ ДИЕТИЧЕСКИЕ ПЕЛЬМЕНИ МАЛЕЙШИЕ С ПРИВЛЕКАТЕЛЬНЫМ ВНЕШНИМ ВИДОМ, А ТАКЖЕ СООТВЕТСТВУЮЩИЙ ИМ НАБОР | 2007 |
|
RU2341958C1 |
Изобретение относится к пищевой промышленности. Тесто подают в зазор между вращающимися в противоположных направлениях одной пары валков и получают на выходе из зазора толстую ленту из теста. После этого придают ленте постоянную форму в ее поперечном сечении по всей длине толстой ленты между парами валков. Полученную толстую ленту пропускают через зазор следующей пары вращающихся в противоположных направлениях валков и получают тонкую ленту с уменьшенным поперечным сечением тонкой ленты. В зоне между зазорами пар валков осуществляют произвольное провисание ленты, измеряют величину провисания ленты и в зависимости от этой величины уменьшают или увеличивают скорость вращения первой пары валков. Между зазорами двух пар валков ленте придают наклонное положение, а провисание h ленты осуществляют в пределах (0,2-0,8)Н, где Н - межцентровое расстояние между первой и второй парами валков. Изобретение позволяет повысить качество и скорость раскатки теста. 3 ил.
Способ раскатки теста, заключающийся в том, что сначала тесто подают в зазор между вращающейся в противоположных направлениях одной парой валков и получают на выходе из зазора толстую ленту из теста, далее полученную толстую ленту пропускают через зазор следующей пары вращающихся в противоположных направлениях валков и получают тонкую ленту с уменьшенным поперечным сечением тонкой ленты, отличающийся тем, что после прохождения тестовой ленты через зазор между первой парой валков, тестовой ленте придают постоянную форму в ее поперечном сечении по всей длине толстой ленты в зоне между зазорами обеих пар валков и в этой зоне осуществляют произвольное провисание h ленты в пределах (0,2-0,8)Н, где Н - межцентровое расстояние между первой и второй парами валков, затем измеряют величину провисания ленты и в зависимости от этой величины уменьшают или увеличивают скорость вращения первой пары валков, причем между указанными зазорами валков ленте придают наклонное положение.
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА В ПЛАСТ | 2011 |
|
RU2478292C1 |
| Способ очистки фурфурола | 1959 |
|
SU128457A1 |
| US 20040022915 A1, 05.02.2004 | |||
| . | |||

