Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки в свободном состоянии текстильных материалов в технологических машинах непрерывного действия.
Известен способ транспортирования ткани в машинах отделочного текстильного производства (Авторское свидетельство СССР №213760, D06B 3/28, 1968 г.), состоящий в том, что ткань транспортируют между двумя валиками, а навстречу движущейся ткани в зазор между нею и валиком подают струю обрабатывающего агента, что предотвращает наматывание ткани на валики.
Недостаток указанного способа связан с невозможностью его применения для управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине, поскольку отсутствует контроль количества текстильного материала в технологической машине.
Наиболее близким к заявляемому способу является «Способ заправки и проводки ткани» (Авторское свидетельство СССР №341535, В05С 3/12, 1972 г.), заключающийся в транспортировании с заданной линейной скоростью текстильного материала в технологической машине.
Недостаток указанного способа заключается в невозможности его применения для управления количеством (уровнем) транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия вследствие невозможности контроля количества текстильного материала в технологической машине, а также в недостаточной надежности и точности из-за отсутствия автоматической компенсации параметрических и внешних возмущающих воздействий, могущих привести к значительному отклонению количества текстильного материала за допустимые границы и вызвать аварийный останов технологического процесса.
Технический результат предлагаемого способа заключается в обеспечении надежности и точности управления количеством (уровнем) транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия.
Технический результат достигается тем, что в способе управления уровнем транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия, включающем транспортирование с заданной линейной скоростью текстильного материала в технологической машине, заполняют U-образную технологическую машину непрерывного действия транспортируемым в свободном состоянии текстильным материалом, обеспечивают контроль количества текстильного материала в технологической машине и релейное регулирование с соответствующим знаком линейной скорости текстильного материала на входе в технологическую машину на величину ΔV при отклонении количества текстильного материала в технологической машине за допустимые границы, причем контролируют количество текстильного материала в технологической машине верхним и нижним датчиками уровня, измеряют промежуток времени t↑ нарастания уровня текстильного материала в технологической машине от нижнего датчика уровня до верхнего датчика уровня и измеряют промежуток времени t↓ убывания уровня текстильного материала в технологической машине от верхнего датчика уровня до нижнего датчика уровня, сравнивают величины t↑ и t↓, а при t↑≠t↓ фиксируют несимметрию автоколебаний и вычисляют эквивалентное отклонение от заданного значения линейной скорости δV текстильного материала на входе в технологическую машину вследствие внешних и/или параметрических возмущающих воздействий по формуле
δV={[T2·(ΔH)2+(|t↑-t↓|)2·(|ΔV|)]-l/2-T·ΔH}/(|t↑-t↓|),
где ΔН - расстояние между верхним и нижним датчиками уровня, м;
Т - постоянная интегрирования, определяемая типом текстильного материала и характеризующая динамику изменения уровня текстильного материала в технологической машине при |ΔV|=1 м/c и δV=0,
и корректируют линейную скорость текстильного материала на входе в технологическую машину, причем при t↑>t↓ увеличивают линейную скорость текстильного материала на входе в технологическую машину на величину δV, а при t↑<t↓ уменьшают линейную скорость текстильного материала на входе в технологическую машину на величину δV.
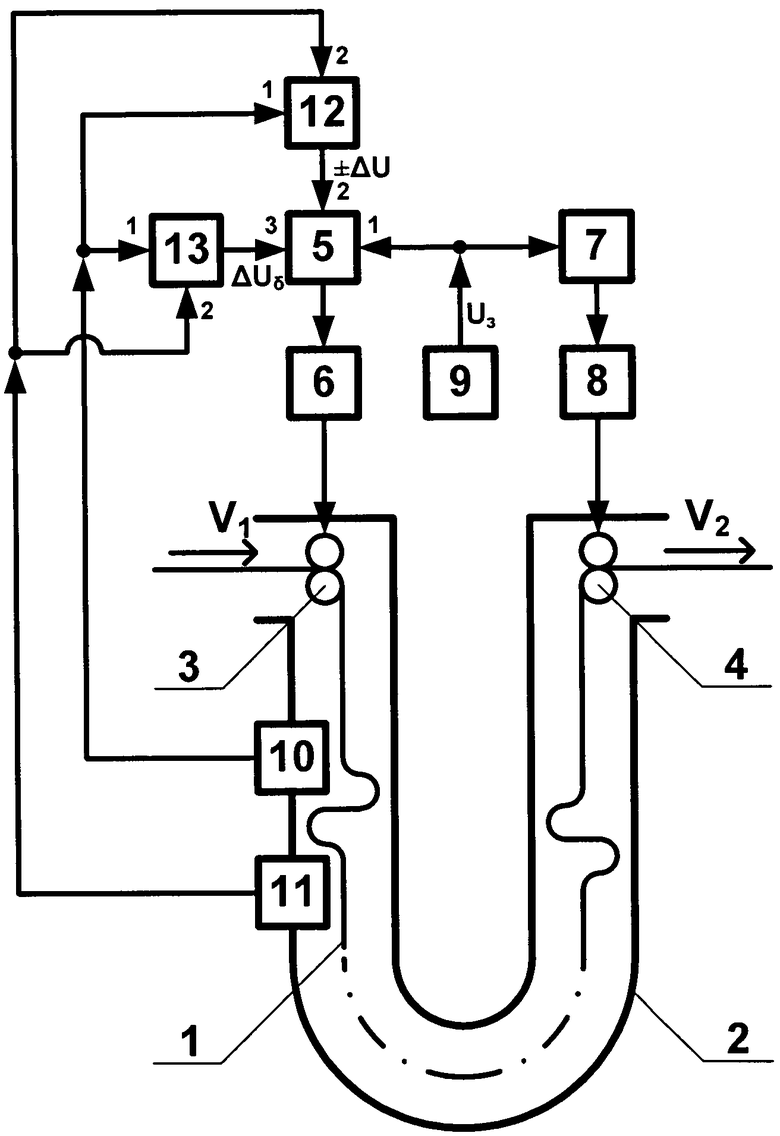
На чертеже приведена блок-схема устройства, реализующего предлагаемый способ управления уровнем транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия.
В данном устройстве текстильный материал 1 обрабатывают и транспортируют в свободном состоянии в U-образной технологической машине 2.
Транспортирование текстильного материала 1 в технологической машине 2 производится входным рабочим органом 3 и выходным рабочим органом 4.
К входному рабочему органу 3 подключен привод 6, соединенный с блоком управления 5, а к выходному рабочему органу 4 подсоединен привод 8, соединенный с блоком управления 7. Первый вход блока управления 5 и вход блока управления 7 объединены и связаны с выходом задающего блока 9.
Выходы верхнего датчика уровня 10 и нижнего датчика уровня 11 подключены соответственно к первым и вторым входам релейного блока 12 и блока коррекции 13.
Выход релейного блока 12 подсоединен ко второму входу блока управления 5.
Выход блока коррекции 13 подключен к третьему входу блока управления 5.
Способ осуществляется следующим образом.
В рабочем режиме в соответствии с сигналом задания Uз задающего блока 9 блоки управления 5 и 7 устанавливают линейные скорости текстильного материала 1 на входе V1 и выходе V2 технологической машины 2.
Для стабилизации количества (уровня) текстильного материала 1 в технологической машине 2 необходимо выполнение соотношения

где ε - относительное изменение длины (усадка) обрабатываемого текстильного материала 1,
ΔV - регулирующее воздействие релейного блока 12, м/с.
Величина ΔV<0 при срабатывании верхнего датчика уровня 10 и ΔV>0 при срабатывании нижнего датчика уровня 11 определяется выходным сигналом ±ΔU релейного блока 12.
Поскольку ε - величина случайная, из выражения (1) получаем условие целесообразной настройки соотношения линейных скоростей:

где mε - математическое ожидание относительного изменения длины (усадки) обрабатываемого текстильного материала 1.
Т.к. ε≠mε, реальное соотношение линейных скоростей по формуле (1) отличается от условия настройки соотношения линейных скоростей по формуле (2), а это с учетом различия в проскальзывании текстильного материала 1 во входном рабочем органе 3 и в выходном рабочем органе 4, износа рабочих органов 3 и 4, смены артикула текстильного материала 1 и т.д. ведет к несимметрии автоколебаний в устройстве и может вызвать отклонение уровня текстильного материала 1 в технологической машине 2 за пределы, контролируемые верхним датчиком уровня 10 и нижним датчиком уровня 11, что чревато остановкой технологического процесса.
Уровень Н текстильного материала 1 в технологической машине 2 изменяется в соответствии с зависимостью

где Н0 - начальное значение уровня текстильного материала 1,
или

где ΔН - расстояние между верхним 10 и нижним 11 датчиками уровня, м.
Наличие внешних и/или параметрических возмущающих воздействий приводит к эквивалентному отклонению δV от заданного значения линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2.
Из соотношения (4) можно определить промежуток времени t↑ нарастания уровня текстильного материала 1 в технологической машине 2 от нижнего датчика уровня 11 до верхнего датчика уровня 10 и промежуток времени t↓ убывания уровня текстильного материала 1 в технологической машине 2 от верхнего датчика уровня 10 до нижнего датчика уровня 11:


Решая совместно выражения (5) и (6) относительно δV, находим

Блок коррекции 13 на основании измерения промежутков времени t↑ и t↓ вычисляет величину δV и формирует сигнал ΔUδ, обеспечивающий изменение линейной скорости V1 на величину -δV с целью компенсации возмущающих воздействий.
Если t↑>t↓, ΔUδ>0 и V1 возрастает на δV, если t↑<t↓, ΔUδ<0 и V1 убывает на -δV.
Постоянный контроль промежутков времени t↑ и t↓ позволяет устройству практически с предельным быстродействием (за 1 цикл изменения уровня текстильного материала 1 в технологической машине 2) и с высокой точностью восстановить симметрию автоколебаний в устройстве, адаптируясь к изменению внешних условий, смене артикула текстильного материала 1, износу оборудования и т.п.
Таким образом, реализация предложенного способа позволяет с высоким быстродействием надежно осуществлять управление уровнем текстильного материала в технологической машине непрерывного действия с учетом внешних или/и параметрических возмущений.
Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов в машинах непрерывного действия. При осуществлении способа управления уровнем транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия заполняют U-образную машину текстильным материалом. Обеспечивают контроль количества текстильного материала в машине. Количество материала контролируют верхним и нижним датчиками уровня. Измеряют промежуток времени t↑ нарастания уровня текстильного материала в машине от нижнего датчика уровня до верхнего датчика уровня и измеряют промежуток времени t↓ убывания уровня текстильного материала в машине от верхнего датчика уровня до нижнего датчика уровня. Сравнивают величины t↑ и t↓, а при t↑≠t↓ фиксируют несимметрию автоколебаний. Вычисляют эквивалентное отклонение от заданного значения линейной скорости δV текстильного материала на входе в технологическую машину вследствие возмущающих воздействий. Корректируют линейную скорость текстильного материала на входе в технологическую машину. Обеспечиваются надежность и точность управления количеством текстильного материала в технологической машине. 1 ил.
Способ управления уровнем транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия, включающий транспортирование с заданной линейной скоростью текстильного материала в технологической машине, отличающийся тем, что заполняют U-образную технологическую машину непрерывного действия транспортируемым в свободном состоянии текстильным материалом, обеспечивают контроль количества текстильного материала в технологической машине и релейное регулирование с соответствующим знаком линейной скорости текстильного материала на входе в технологическую машину на величину ΔV при отклонении количества текстильного материала в технологической машине за допустимые границы, причем контролируют количество текстильного материала в технологической машине верхним и нижним датчиками уровня, измеряют промежуток времени t↑ нарастания уровня текстильного материала в технологической машине от нижнего датчика уровня до верхнего датчика уровня и измеряют промежуток времени t↓ убывания уровня текстильного материала в технологической машине от верхнего датчика уровня до нижнего датчика уровня, сравнивают величины t↑ и t↓, а при t↑≠t↓ фиксируют несимметрию автоколебаний и вычисляют эквивалентное отклонение от заданного значения линейной скорости δV текстильного материала на входе в технологическую машину вследствие внешних и/или параметрических возмущающих воздействий по формуле
δV={[T2·(ΔH)2+(|t↑-t↓|)2·(|ΔV|)]-l/2-T·ΔH}/(|t↑-t↓|),
где ΔН - расстояние между верхним и нижним датчиками уровня, м;
Т - постоянная интегрирования, определяемая типом текстильного материала и характеризующая динамику изменения уровня текстильного материала в технологической машине при |ΔV|=1 м/c и δV=0, и корректируют линейную скорость текстильного материала на входе в технологическую машину, причем при t↑>t↓ увеличивают линейную скорость текстильного материала на входе в технологическую машину на величину δV, а при t↑<t↓ уменьшают линейную скорость текстильного материала на входе в технологическую машину на величину δV.
| СПОСОБ ЗАПРАВКИ И ПРОВОДКИ ТКАНИ | 0 |
|
SU341535A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ТКАНИ В МАШИНАХ ОТДЕЛОЧНОГО ТЕКСТИЛЬНОГО ПРОИЗВОДСТВА | 0 |
|
SU213760A1 |
| Устройство для стабилизации количества текстильного материала в технологической машине | 1984 |
|
SU1265129A1 |
| JP 2001146676 A, 29.05.2001 | |||

