Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки в свободном состоянии в форме жгута текстильных материалов в технологических машинах непрерывного действия.
Известен способ транспортирования ткани в машинах отделочного текстильного производства (Авторское свидетельство СССР №213760, D06B 3/28, 1968 г.), состоящий в том, что ткань транспортируют между двумя валиками, а навстречу движущейся ткани в зазор между нею и валиком подают струю обрабатывающего агента, что предотвращает наматывание ткани на валики.
Недостаток указанного способа связан с невозможностью его применения для управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине, поскольку отсутствует контроль количества текстильного материала в технологической машине.
Наиболее близким к заявляемому способу является «Способ заправки и проводки ткани» (Авторское свидетельство СССР №341535, В05С 3/12, 1972 г.), заключающийся в транспортировании с заданной линейной скоростью текстильного материала в технологической машине.
Недостатком данного способа является невозможность его применения для управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине ввиду различия релаксационных свойств, т.е. степени усадки текстильного материала в процессе обработки, что неминуемо приводит к запутыванию параллельных потоков и, как следствие, вызывает аварийную остановку технологического процесса, а также отсутствие раздельного регулирования количества текстильного материала в технологической машине, что вследствие естественного некоторого различия линейных скоростей параллельных потоков текстильного материала может привести к значительному отклонению количества текстильного материала в одном из потоков за допустимые границы и вызвать аварийный останов технологического процесса.
Технический результат предлагаемого способа заключается в обеспечении возможности раздельного регулирования количества текстильного материала в технологической машине и выравнивания количества текстильного материала в технологической машине в параллельных потоках.
Технический результат достигается тем, что в способе управления количеством транспортируемого в свободном состоянии параллельными потоками текстильного материала в технологической машине непрерывного действия, включающем транспортирование с заданной линейной скоростью текстильного материала в технологической машине, заполняют U-образную технологическую машину непрерывного действия транспортируемым в свободном состоянии текстильным материалом, обеспечивают контроль количества текстильного материала в технологической машине и релейное регулирование линейной скорости текстильного материала на входе в технологическую машину при отклонении количества текстильного материала в технологической машине за допустимые границы, причем измеряют количество текстильного материала в технологической машине отдельно в каждом из параллельных потоков, регулируют линейную скорость текстильного материала на входе в технологическую машину при отклонении в любом из параллельных потоков количества текстильного материала в технологической машине за допустимые границы, используют свойства эластичности текстильного материала для выравнивания его количества в технологической машине в параллельных потоках, при этом увеличивают натяжение текстильного материала на входе в технологическую машину в потоке с большим количеством текстильного материала и уменьшают натяжение текстильного материала на входе в технологическую машину в потоке с меньшим количеством текстильного материала.
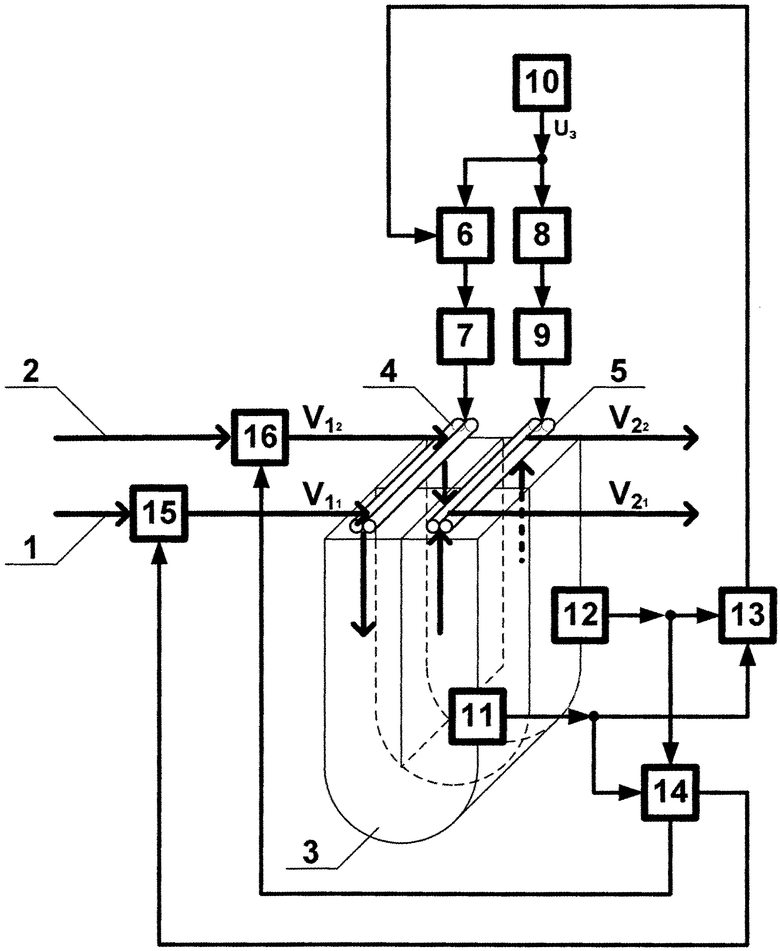
На фиг.1 приведена блок-схема устройства, реализующего предлагаемый способ управления количеством транспортируемого в свободном состоянии параллельными потоками текстильного материала в технологической машине непрерывного действия.
В данном устройстве текстильный материал обрабатывают и транспортируют в свободном состоянии в параллельных потоках 1 и 2 в двухсекционной U-образной технологической машине 3.
Транспортирование текстильного материала в технологической машине 3 производится входным рабочим органом 4 и выходным рабочим органом 5.
К входному рабочему органу 4 подключен привод 7, соединенный с блоком управления 6, а к входному рабочему органу 5 подсоединен привод 9, соединенный с блоком управления 8.
Входы блоков управления 6 и 8 объединены и связаны с выходом задающего блока 10.
Количество (вес) текстильного материала в технологической машине 3 контролируется в потоке 1 датчиком 11, а в потоке 2 - датчиком 12.
Выходы датчиков 11 и 12 соединены с соответствующими входами блока коррекции линейной скорости текстильного материала 13 и блока коррекции натяжения текстильного материала 14.
Выход блока коррекции линейной скорости текстильного материала 13 подключен ко второму входу блок управления 6.
Первый выход блока коррекции натяжения текстильного материала 14 подсоединен к входу регулятора натяжения 15 текстильного материала потока 1, а второй выход блока коррекции натяжения текстильного материала 14 подключен к входу регулятора натяжения 16 текстильного материала потока 2.
Способ осуществляется следующим образом.
В соответствии с сигналом задания Uз задающего блока 10 блоки управления 6 и 8 устанавливают линейные скорости текстильного материала в параллельных потоках на входе V1 и выходе V2 технологической машины 3: 

Обычно

где ε1, ε2 - относительное изменение длины (усадка) обрабатываемого текстильного материала соответственно в потоке 1 и в потоке 2. В общем случае

Кроме того, вследствие, например, различия в проскальзывании потоков текстильного материала во входном рабочем органе 4 и в выходном рабочем органе 5

Поскольку ε1 и ε2 величины случайные, из выражений (1) и (2) получаем условия целесообразной настройки соотношения линейных скоростей для параллельных потоков:

где mε1, mε2 - математическое ожидание относительного изменения длины (усадки) обрабатываемого текстильного материала соответственно в потоке 1 и в потоке 2.
Поскольку ε≠mε1 и ε2≠mε2, реальное соотношение линейных скоростей для параллельных потоков по формулам (1), (2) отличается от условия настройки соотношения линейных скоростей для параллельных потоков по формулам (6), (7), это с учетом различия в проскальзывании потоков текстильного материала во входном рабочем органе 4 и в выходном рабочем органе 5 ведет к значительному отклонению количества текстильного материала в одном из параллельных потоков за допустимые границы.
Если в каком-то потоке количество текстильного материла, контролируемого датчиками 11 и 12, выходит за максимальную границу, блок коррекции линейной скорости текстильного материала 13 воздействует на блок управления 6 и снижает линейные скорости


Одновременно блок коррекции натяжения текстильного материала 14 при недопустимом расхождении значений количества текстильного материала в технологической машине 3 по потокам производит с помощью регуляторов натяжения 15 и 16 коррекцию натяжения F текстильного материала, используя его свойства эластичности. При этом увеличивается натяжение текстильного материала на входе в технологическую машину 3 в потоке с большим количеством текстильного материала и уменьшается натяжение текстильного материала на входе в технологическую машину 3 в потоке с меньшим количеством текстильного материала.
Предположим, что в потоке 1 натяжение текстильного материала увеличилось на величину +ΔF, а в потоке 2 уменьшилось на -ΔF, тогда количество материала в потоках будет изменяться:


где ΔL1, ΔL2 - приращения длины текстильного материала соответственно в потоке 1 и потоке 2, м;
E1, Е2 - модули упругости текстильного материала соответственно в потоке 1 и потоке 2, Н;
Т - интервал времени действия ΔF, с.
В итоге в потоке 1 количество текстильного материала будет уменьшаться, а в потоке 2 - возрастать, что будет способствовать выравниванию количества текстильного материала технологической машине 3 по параллельным потокам.
Таким образом, реализация предложенного способа позволяет надежно осуществлять раздельное регулирование количества текстильного материала в технологической машине и выравнивание количества текстильного материала в технологической машине в параллельных потоках.
Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов в технологических машинах непрерывного действия. При осуществлении способа управления количеством транспортируемого материала заполняют U-образную технологическую машину непрерывного действия транспортируемым в свободном состоянии текстильным материалом. Обеспечивают контроль количества текстильного материала в технологической машине. Регулируют линейную скорость текстильного материала на входе в машину при отклонении количества материала за допустимые границы. Для выравнивания количества материала в параллельных потоках увеличивают или уменьшают натяжение материала на входе в машину. Обеспечивается возможность раздельного регулирования количества текстильного материала и выравнивания количества текстильного материала в параллельных потоках. 1 ил.
Способ управления количеством транспортируемого в свободном состоянии параллельными потоками текстильного материала в технологической машине непрерывного действия, включающий транспортирование с заданной линейной скоростью текстильного материала в технологической машине, отличающийся тем, что заполняют U-образную технологическую машину непрерывного действия транспортируемым в свободном состоянии текстильным материалом, обеспечивают контроль количества текстильного материала в технологической машине и релейное регулирование линейной скорости текстильного материала на входе в технологическую машину при отклонении количества текстильного материала в технологической машине за допустимые границы, причем измеряют количество текстильного материала в технологической машине отдельно в каждом из параллельных потоков, регулируют линейную скорость текстильного материала на входе в технологическую машину при отклонении в любом из параллельных потоков количества текстильного материала в технологической машине за допустимые границы, используют свойства эластичности текстильного материала для выравнивания его количества в технологической машине в параллельных потоках, при этом увеличивают натяжение текстильного материала на входе в технологическую машину в потоке с большим количеством текстильного материала и уменьшают натяжение текстильного материала на входе в технологическую машину в потоке с меньшим количеством текстильного материала.
| СПОСОБ ЗАПРАВКИ И ПРОВОДКИ ТКАНИ | 0 |
|
SU341535A1 |
| Устройство для регулирования натяже-Ния ТКАНи HA ТЕКСТильНОй МАшиНЕ | 1979 |
|
SU846472A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ТКАНИ В МАШИНАХ ОТДЕЛОЧНОГО ТЕКСТИЛЬНОГО ПРОИЗВОДСТВА | 0 |
|
SU213760A1 |
| JP 2001146676 A, 29.05.2001 | |||

