1. Область техники, к которой относится изобретение
Заявленная в качестве изобретения экструзионная насадка представляет собой деталь разъемной экструзионной головки, используемой в составе экструзионной линии. Насадка изготавливается из металла (преимущественно сталь), выполняется как деталь внутренней части разъемной фильеры, именуемая дорн или дорнодержатель. Фильера имеет призматические каналы переменной высоты в месте выхода расплава. Переменность высоты обеспечена за счет имеющейся в составе фильеры внешней части (мундштук) и внутренней части (дорнодержатель). Используется для изготовления многополостных профильных полимерных листовых изделий из термопластов (преимущественно для изготовления листов сотового поликарбоната).
2. Уровень техники
Известными заявителю аналогами изобретения являются дорновые детали экструзионной головки в составе производственных линий для формования пластиков и иных материалов в пластичном состоянии, обычно именуемые в совокупности с мундштуком, как экструзионная фильера. Название составных частей разъемной экструзионной фильеры в виде двух составных ее частей: внешней части, именуемой «мундштук», и внутренней части, именуемой «дорн» (для единичной внутренней части в составе детали) или «дорнодержатель» (для нескольких идентичных друг другу дорновых частей, закрепленных на едином держателе) встречается реже (см. «Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов», Н.И. Басов, В.А. Брагинский, Ю.В. Казаков, изд. «Химия», Москва, 1991 г.).
Фильера представляет собой формующую часть экструзионной головки, где происходит выдавливание расплава и преобразование его в конечную форму. Равномерное выдавливание расплава по сечению формующего канала в значительной мере зависит от расположения формующей щели относительно оси экструзии. («Экструзия профильных изделий из термопластов» ред. В.П. Володин, изд. Профессия, СПб, 2005).
Фильеры, как и их составные части, обычно изготовляются из адгезионно- и коррозионностойких сплавов (например, никелевых) и нержавеющих сталей (Большая советская энциклопедия. - М.: Советская энциклопедия).
Формующие детали, образующие фильеру, можно выполнять разъемными или неразъемными («Экструзия профильных изделий из термопластов» ред. В.П. Володин, изд. Профессия, СПб, 2005).
Неразъемные фильеры для производства изделий из термопластиков не позволяют регулировать толщину стенок готового изделия и, преимущественно, содержат в своем составе пластины с колибровочными отверстиями различной формы, повторяющими сечение конечного изделия (см. «Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов», Н.И. Басов, В.А. Брагинский, Ю.В. Казаков, изд. «Химия», Москва, 1991 г., «Экструзия профильных изделий из термопластов», ред. В.П. Володин, изд. Профессия, СПб, 2005).
С учетом назначения заявляемой в качестве изобретения дорновой части фильеры как съемной детали, преимущественно используемой для производства листов сотового поликарбоната, аналогом изобретения является дорнодержатель в составе разъемной фильеры корпусной экструзионной головки (см. фиг. 1). Для целей выпуска листовых многополостных пластиков наиболее распространен дорн с формующей частью на выходе расплава в форме прямоугольника (выноска 15.1, фиг. 1). Корпусная конструкция головок применяется для изготовления сплошных листовых или профильных изделий и содержит в своем составе мундштук и дорнодержатель, которые формируют поток расплава («Экструзия профильных изделий из термопластов», ред. В.П. Володин, изд. Профессия, СПб, 2005).
Наиболее близким аналогом изобретения (прототипом), известным на дату приоритета заявляемого изобретения, является форма дорна входного участка в составе изобретения по авторскому свидетельству SU 887236 A (кл. B29C 47/12, B29F 3/04, опубликованный 07.12.1981 года, к ближайшему аналогу отнесена фиг. 2, B-B по авторскому свидетельству SU 887236 A). Рассматриваемый в качестве ближайшего аналога (прототипа) изобретения дорн имеет наиболее близкую форму к заявляемому изобретению и, так же, как заявленное изобретение, выполняет функцию формования расплава в составе экструзионной головки. Аналог (прототип) изобретения представляет собой разъемную деталь в составе головки экструзионной линии, выполненную в формообразующей части на основе прямоугольного дорна. На верхней плоскости формообразующей части дорна, являющегося прототипом, выполнена прямоугольная фаска путем отсечения одного верхнего прямого угла по длине формообразующей части прямоугольного дорна, в результате чего дорн в поперечном сечении формообразующей части имеет форму пятиугольника, в нижнем основании которого два прямых угла, а в верхнем основании один прямой угол и два тупых угла, равных друг другу (выноска 15.2, фиг. 2).
Поликарбонат относится к термопластичным пластикам (термопластам), получаемым в результате многостадийного синтеза гранулированного сырья. Сотовый поликарбонат представляет собой листовой пластик, который, по сравнению с монолитным, облегчен за счет полой ячеистой структуры внутри листа, напоминающей соты. Из общеизвестных до даты приоритета образцов листа сотового поликарбоната следует, что при его производстве преимущественно используют разъемные фильеры в составе дорнодержателей, придающих ячейкам в составе готового изделия четырехугольные, прямоугольные и треугольные формы в продольном сечении листа. При этом каждая из внутренних продольных перегородок в составе листа, так называемых «ребер жесткости», образует с верхней, поперечной или нижней стенками листа прямой или тупой угол, создавая соответствующие геометрические фигуры. Общеизвестные формы ячеек листов в продольном сечении приведены на фиг. 3 и взяты из общедоступной информации сети Интернет (http://www.novattro.ru/products/polycarbonate_novattro).
Известные на дату приоритета формы ячеек многополостных профильных листов (листов сотового поликарбоната) позволяют сделать вывод, что дорн, отнесенный к ближайшему аналогу изобретения, не используется непосредственно в формующей части экструзионной головки (в месте выхода расплава).
Считается, что при разработке конструкций экструзионных насадок для производства листовых ячеистых пластиков основным технологическим требованием к экструзионным насадкам является обеспечение минимально возможной толщины стенки готового изделия. Производительность агрегатов при производстве толстостенных изделий очень низка из-за малой скорости охлаждения, велика материалоемкость этих изделий, на поверхности готового изделия неизбежно возникновение усадочных вмятин и утяжек. Второе технологическое требование к конструкциям экструзионных насадок - это равнотолщинность стенок в составе готового изделия. Для равнотолщинных стенок в составе конечного изделия намного проще выбор геометрии каналов, обеспечивающей равенство скоростей экструзии в различных точках выходного сечения формующего канала. Скорость охлаждения профиля в калибрующем устройстве и охлаждающей ванне также одинакова в различных местах сечения, вследствие чего в материале конечного изделия практически отсутствуют внутренние напряжения, изделие поэтому не коробится (см. «Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов», Н.И. Басов, В.А. Брагинский, Ю.В. Казаков, изд. «Химия», Москва, 1991 г. ).
Таким образом, у прототипа изобретения можно выделить следующие существенные признаки, характерные для заявленного изобретения:
1) выполняется из металла (преимущественно сталь);
2) выполняется в виде дорна в составе дорнодержателя, как составной детали корпусной конструкции разъемной экструзионной головки. Разъемная конструкция экструзионной головки позволяет регулировать толщину стенок в составе готового изделия;
3) является разъемной деталью, образующей в составе с мундштуком экструзионной головки призматический канал переменной высоты в местах прохода расплава;
4) имеет прямые углы основания в поперечном сечении формообразующей части.
В то же время использование прототипа изобретения в составе формующей части дорнодержателя на выходе расплава не позволяет достичь технического результата, обеспечиваемого изобретением, по причине ассиметричной толщины верхней стенки в составе готового многополостного профильного листового изделия (лист сотового поликарбоната).
3. Раскрытие изобретения
(1) Сведения, раскрывающие сущность изобретения.
(1.1) Сущность изобретения как технического решения выражается в совокупности следующих существенных признаков устройства, достаточной для достижения обеспечиваемого изобретением технического результата:
1) выполнение формообразующей части каждого дорна формующего участка в составе дорнодержателя в виде объемной геометрической фигуры, образующей в поперечном сечении шестиугольник, имеющий в нижнем основании два прямых угла и в верхнем основании четыре тупых угла, равных друг другу (фиг. 4 «Экструзионная насадка, заявленная в качестве изобретения», выноска 15.3).
(1.2) Заявляемое изобретение направлено на обеспечение технического результата, выраженного в симметричном частичном утолщении верхней стенки в составе готового изделия (листа сотового поликарбоната). Технический результат влияет на повышение технических свойств готового изделия, изготовленного с использованием заявленного изобретения. В том числе, технический результат выражается в следующих улучшенных технических характеристиках готового изделия:
1) повышение общей несущей способности конечного изделия;
2) увеличение односторонней гибкости верхней стенки готового изделия (изгиб со стороны арки);
3) увеличение площади пропускания видимого спектра света за счет увеличения общей площади верхней стенки каждой ячейки.
(2) Признаки, характеризующие устройство, заявленное в качестве изобретения. Заявленная в качестве изобретения экструзионная насадка является устройством и характеризуется следующими признаками:
1) выполняется из металла (преимущественно сталь);
2) выполняется в составе формующего участка дорнодержателя корпусной конструкции разъемной экструзионной головки. Разъемная конструкция экструзионной головки позволяет регулировать толщину стенок в составе готового изделия;
3) является разъемной деталью, образующей в составе с мундштуком экструзионной головки призматический канал переменной высоты в местах прохода расплава;
4) имеет шестиугольную форму поперечного сечения на выходе расплава, за счет удаления второго верхнего прямого угла по длине формообразующей части ближайшего аналога (дорн с пятиугольной формой поперечного сечения на выходе расплава).
4. Краткое описание чертежей
Перечень фигур, прилагаемых к описанию с краткими пояснениями того, что изображено на каждой из них:
1. Фигура 1. Аналог изобретения. Изображает схематично состав разъемной экструзионной головки и ее составных частей, в том числе:
Фигура 1А: общий вид конструкции экструзионной головки для изготовления полого профиля. В состав чертежа включены: 1 - центрирующий бурт фланца 23 головки; 2 - решетка; 3 - термопары; 4 - наружная кольцеобразная часть дорнодержателя; 5 - ребра дорнодержателя; 6 - дорнодержатель (центральная часть); 7 - корпус головки; 8 - трубка отвода жидкости, охлаждающей калибрующее устройство; 9 - каналы, сообщающие полость Г с полостью Д и атмосферой; 10 - электронагреватели; 11 - мундштук; 12 - формующий канал; 13 - калибрующее устройство; 14 - теплоизолирующие вставки и прокладки; 15 - дорн; 16 - штанга калибрующего устройства и отвода от него охлаждающей жидкости; 17 - основание штанги 16; 18, 22 - подводящий канал; 19 - болт для радиального смещения мундштука относительно дорна; 20 - трубка подвода жидкости, охлаждающей калибрующее устройство; 21 - радиальное отверстие в дорнодержателе; 23 - фланец головки; 24 - болты, крепящие головку к фланцу цилиндра экструдера.
Фигура 1Б: конструкция блендовой экструзионной головки. В состав чертежа включены: 25 - Адаптер; 7 - Корпус головки; 6 - Дорнодержатель; 15 - дорн; 11 - Мундштук; 26 - Гильза для крепления термопары; 27, 28 - Нагреватели.
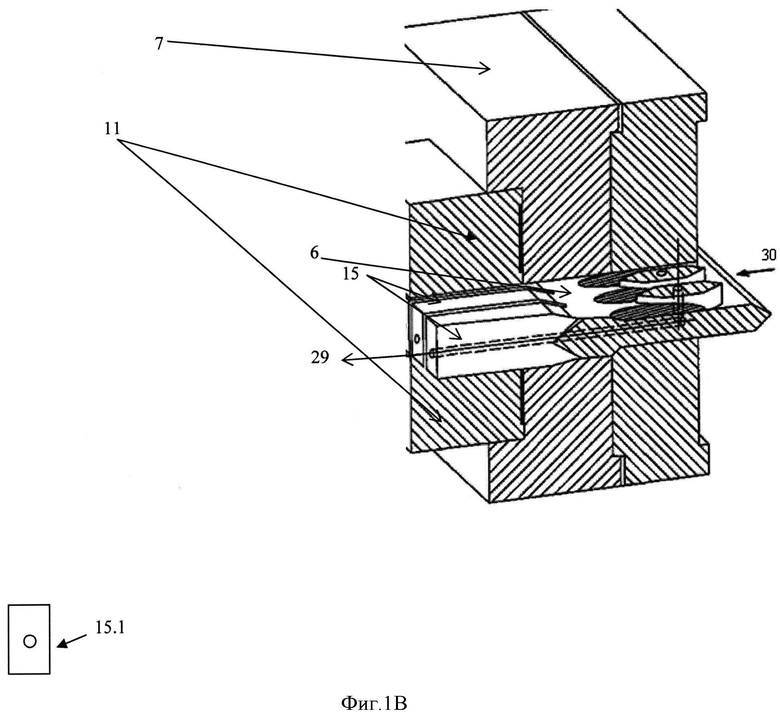
Фигура 1В: конструкция экструзионной головки для изготовления многополостного профильного листа. В состав чертежа включены: 11 - Мундштук; 6 - Дорнодержатель; 7 - Корпус головки; 15 - Дорн; 29 - Воздушный канал (с указанием направления потока воздуха); 30 - место входа расплава; выноска 15.1 - поперечное сечение формообразующей части дорна в месте выхода расплава.
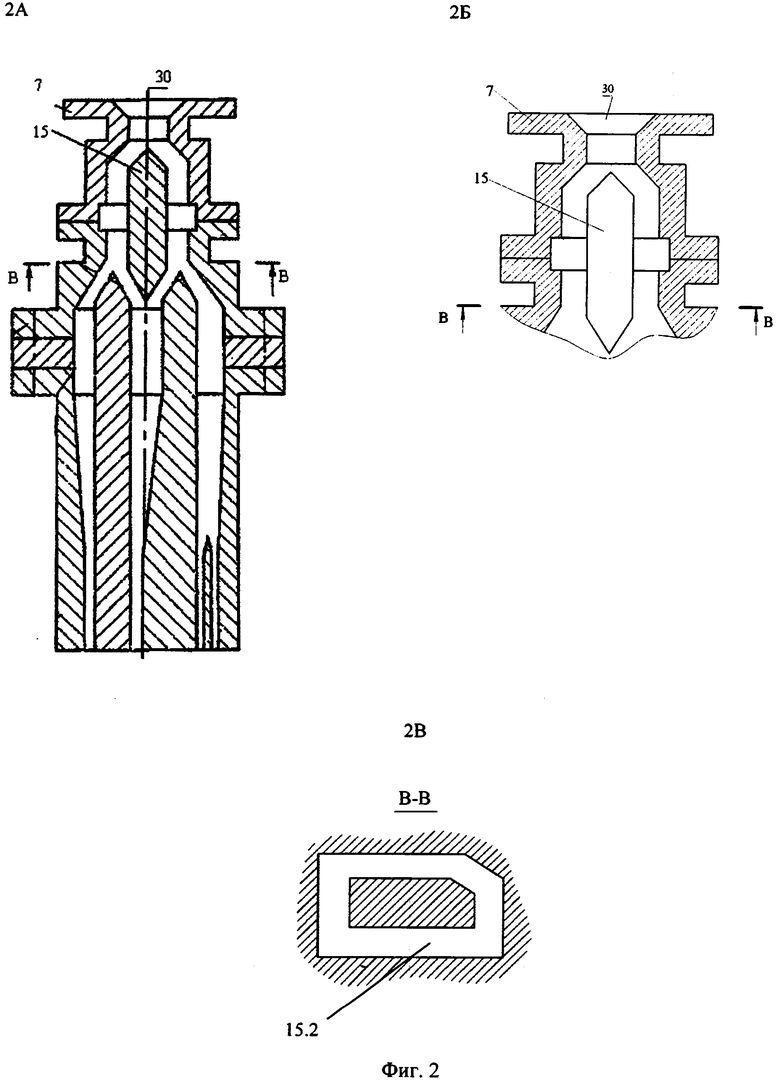
2. Фигура 2. Ближайший аналог (прототип изобретения). Изображает схематично:
Фигура 2А: в составе конструкции экструзионной головки общий вид места расположения дорна, являющегося ближайшим аналогом (прототипом) изобретения. В состав чертежа включены: 7 - Корпус головки; 15 - Дорн; 30 - место входа расплава, сечение B-B - место расположения формующей части дорна.
Фигура 2Б: увеличенный вид места расположения дорна, являющегося прототипом изобретения, в составе экструзионной головки. В состав чертежа включены: 7 - Корпус головки; 15 - Дорн; 30 - место входа расплава, сечение B-B - предполагаемое место выхода расплава в формообразующей части дорна;
Фигура 2В: В состав чертежа включены: поперечное сечение B-B с выноской 15.2 - поперечное сечение формообразующей части дорна в составе прототипа изобретения.
3. Фигура 3. Общеизвестные типы внутренней структуры готового изделия (листа сотового поликарбоната). На рисунке схематично изображена геометрия ячеек поперечного среза листов сотового поликарбоната, общеизвестных до даты приоритета изобретения.
4. Фигура 4. Экструзионная насадка, заявленная в качестве изобретения. В составе чертежа включены: 31 - Фаска; 15 - Дорн; 6 - Дорнодержатель; 29 - Воздушный канал; 32 - коллектор воздушных каналов; 33 - уплотнение. В составе чертежа выноска 15.3 показывает фронтальное изображение формообразующей части дорнов в составе дорнодержателя в месте выхода расплава.
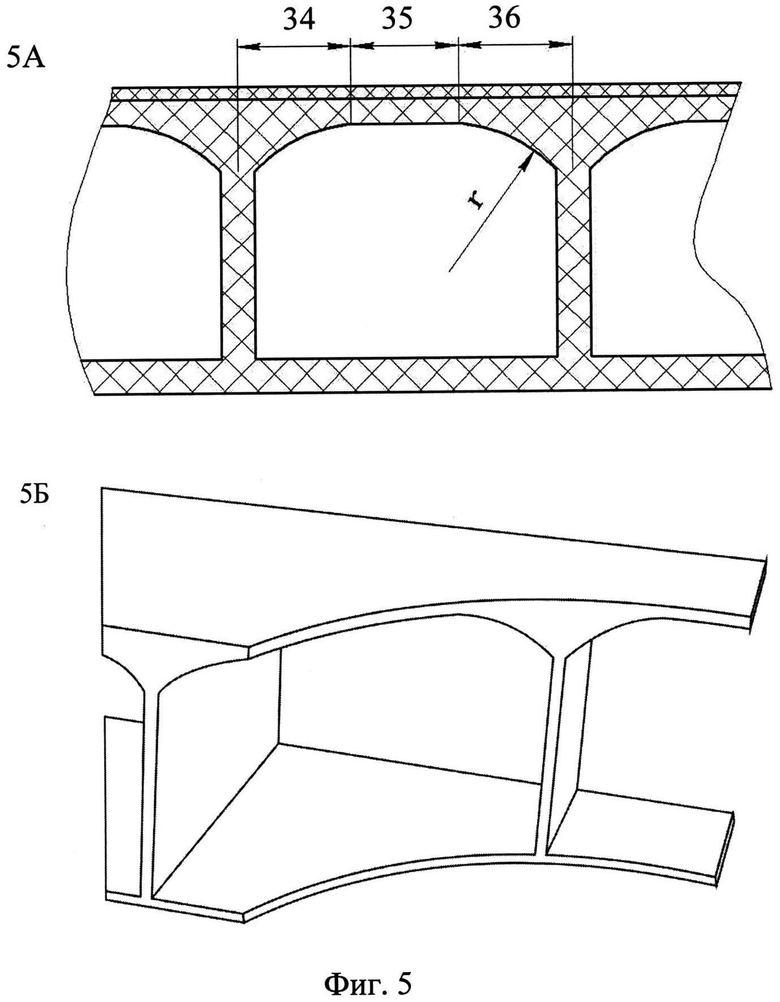
5. Фигура 5. Схематичное изображение относительного соотношения размеров усиления верхней части вертикальных перегородок, в составе верхней части готового изделия (лист ячеистого пластика). Рисунок показывает геометрию поперечного среза готового изделия, полученного при изготовлении готового изделия с использованием в составе экструзионной головы насадки, заявленной в качестве изобретения.
Фигура 5А. Соотношение размеров усиления верхней части вертикальных перегородок, при котором, части под номерами 34, 35, 36 равны друг другу и каждая из них составляет 1/3 от общей длины ячейки в составе готового изделия. При этом, на части под номерами 1 и 3 приходится усиление верхней части перегородки, а на часть под номером 2 собственная толщина верхней стенки в составе готового изделия.
Фигура 5Б. Приведено схематичное пространственное изображение готового изделия (лист ячеистого пластика) в поперечно-вертикальном срезе.
6. Рисунок 6. Схематичное изображение распределения нагрузки при давлении на верхнюю стенку готового изделия. Рисунок показывает, каким образом проявляется одна из составных частей технического результата, достигаемого при использовании насадки, заявленной в качестве изобретения, в частности, каким образом распределяется нагрузка на верхнюю стенку в составе изделия, увеличивая общую несущую способность готового изделия.
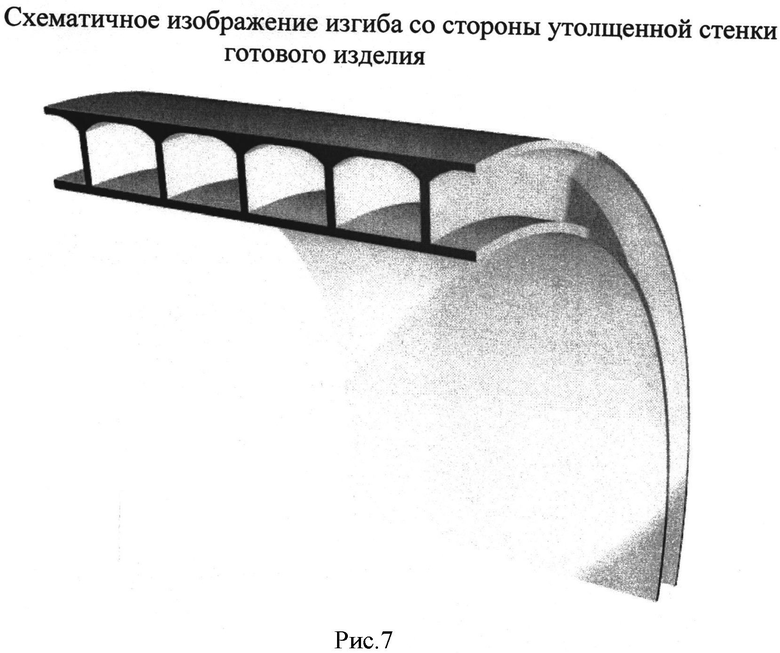
7. Рисунок 7. Схематичное изображение изгиба со стороны утолщенной стенки готового изделия. На рисунке показана форма изгиба готового изделия со стороны арки.
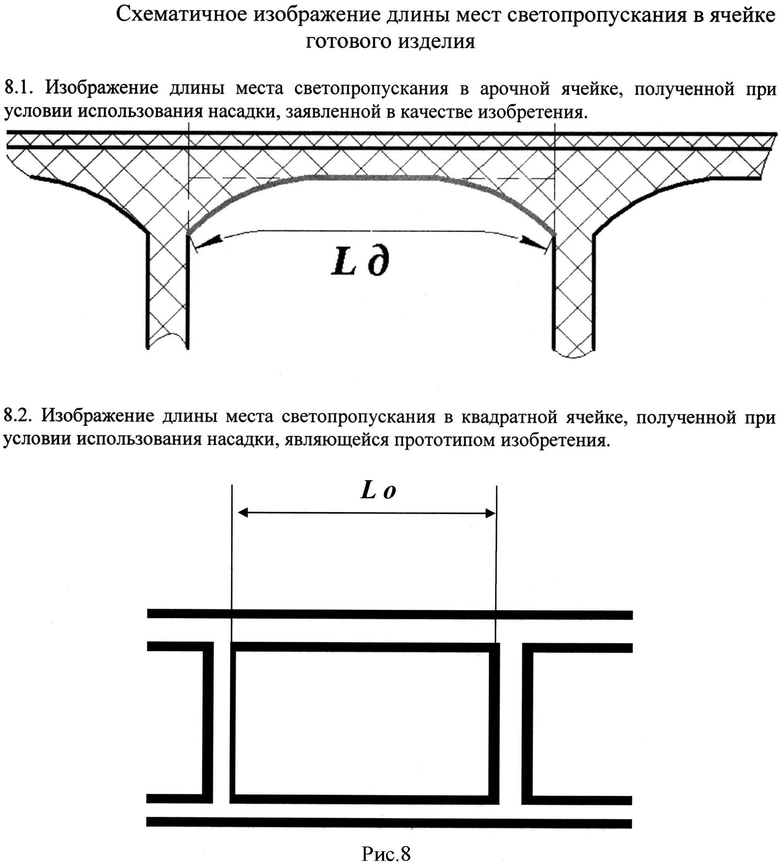
8. Рисунок 8. Схематичное изображение длины мест светопропускания в ячейке готового изделия.
Рисунок 8.1. Изображение длины места светопропускания в арочной ячейке, полученной при условии использования насадки, заявленной в качестве изобретения. На рисунке показано место светопропускания в составе готового изделия, изготовленного с помощью насадки, заявленной в качестве изобретения, где L∂ - длина дуги светопропускания.
Рисунок 8.2. Изображение длины места светопропускания в квадратной ячейке, полученной при условии использования насадки, являющейся прототипом изобретения. На рисунке показано место светопропускания в составе готового изделия, изготовленного с помощью насадки, являющейся прототипом изобретения где Lо - длина дуги светопропускания.
9. Рисунок 9. Схематичное изображение проходимости световых лучей под прямым и наклонным углом в квадратной арочной ячейке готового изделия. На рисунке схематично показано прохождение лучей света сквозь готовое изделие и увеличение количества световых лучей за счет их преломления в местах утолщения верхней стенки в составе изделия.
5. Осуществление изобретения
Выполнение изобретения обеспечивается за счет выполненных двух фасок верхних углов каждого дорна, вместо одной фаски, выполненной в составе дорнодержателя, указанного в качестве ближайшего аналога (прототипа) изобретения. Фаски выполняются путем отсечения двух верхних прямых углов по все длине формообразующей части каждого дорна в составе дорнодержателя.
Для достижения технического результата необходимо соблюдение определенных пропорций:
1) удаляемые верхние углы по всей длине формообразующей части дорна должны образовывать в месте выхода расплава равнобедренный прямоугольный треугольник в поперечном сечении, кроме того, фаска может иметь максимальную длину катета в поперечном срезе формообразующей части дорна, и плавное заужение катета фаски в направлении к основанию дорнодержателя;
2) в месте выхода расплава (формующей части дорна) длина катета прямоугольного треугольника, отсекаемого от дорна при устройстве фаски, соотносится с общей длиной верхнего основания в поперечном сечении до отсечения фаски, как 1:5.
Повышение несущей способности готового изделия, выполненного с применением дорнов, входящих в состав изобретения, достигается за счет усиления узла примыкания верхней стенки и вертикальных перегородок (ребер жесткости) готового изделия. Усиление достигается за счет округленности места примыкания каждой вертикальной перегородки (ребра жесткости) к верхней горизонтальной стенке листа. За счет указанного способа примыкания, при рассмотрении вертикального среза листа, выполненного по ширине готового изделия, визуально создается образ прямоугольной ячейки с арочными закруглениями углов в верхней части конструкции (фиг. 5 «Схематичное изображение относительного соотношения размеров усиления верхней части вертикальных перегородок, в составе верхней части готового изделия (лист ячеистого пластика)»). При этом соблюдение пропорций при отсечении верхних прямых углов по длине формообразующей части дорна, позволяет достичь в готовом изделии следующих пропорций утолщения верхней стенки: на собственную толщину верхней стенки листа в каждой из отдельно взятых ячеек приходится по 1/3 от расстояния между двумя вертикальными перегородками. Остальное расстояние между двумя вертикальными перегородками по верхней стенке листа приходится на утолщения узлов пересечения верхней стенки и вертикальных перегородок готового изделия. Таким образом, за счет округлости мест примыкания каждой вертикальной перегородки к верхней горизонтальной стенке листа, общая толщина верхней стенки в каждой ячейке увеличена на 2/3 от расстояния между двумя вертикальными перегородками (ребрами жесткости). Усиление узла примыкания верхней стенки и ребер жесткости в составе готового изделия позволяет увеличить общую несущую способность готового изделия за счет перераспределения нагрузки на утолщения узлов примыкания в области вертикальных перегородок, так как площадь опоры на вертикальную перегородку увеличивается (фиг. 6 «Схематичное изображение распределения нагрузки при давлении на верхнюю стенку готового изделия»).
Перераспределение материала в область усиленного узла примыкания увеличивает одностороннюю гибкость верхней стенки готового изделия. Прочность на изгиб со стороны арки (фиг. 7 «Схематичное изображение изгиба со стороны утолщенной стенки готового изделия») подтверждена протоколом испытаний образцов листа сотового поликарбоната с арочной структурой ячеек и с прямоугольной структурой ячеек. Испытания проведены на разрывной машине P-05 м. Результаты испытаний показали, что прочность на изгиб со стороны арки увеличена по сравнению с изделиями, изготовленными с использованием дорнодержателя, указанного в качестве ближайшего аналога изобретения в соотношении 1:1,8. Данное улучшение технических характеристик готового изделия позволяет более широко применять готовое изделие, выполненное с применением насадки, заявленной в качестве изобретения, в строительстве, в том числе при устройстве арочных конструкций. Кроме того, возможность визуального определения верхней стенки в составе готового изделия, за счет своеобразных утолщений мест примыкания, позволяет избежать ошибок при монтаже готовой продукции, так как на верхнюю стенку листов сотового поликарбоната обычно нанесен UV слой, защищающий готовое изделие от разрушительного воздействия UV лучей.
С учетом округлости мест примыкания верхней стенки и внутренних вертикальных перегородок в составе готового изделия, площадь пропускания видимого спектра света увеличивается за счет увеличения общей площади верхней стенки каждой ячейки (см. обозначение арочной дуги L∂ на фиг. 8 «Схематичное изображение длины мест светопропускания в ячейке готового изделия», в отличии от готовых изделий листов сотового поликарбоната, изготовленных с прямоугольной ячейкой имеющих длину поверхности пропускания света Lо). Увеличение длины верхней стенки внутри арочной ячейки готового изделия, позволяет увеличить общую светопропускную способность готового изделия. Эффект достигается за счет того, что к возможности прямого потока света добавлен сфокусированный поток преломленного света, на участках арочного закругления по краям ячейки, в более широком диапазоне угла падения солнечных лучей (фиг. 9 «Схематичное изображение проходимости световых лучей под прямым и наклонным углом в квадратной арочной ячейке готового изделия»). Увеличение светопропускной способности готового изделия является важным составляющим достигаемого технического результата, так как наиболее широко готовая продукция в виде листов ячеистого поликарбоната используется для устройства легковозводимых конструкций в виде теплиц, уличных навесов, кровельных фонарей естественного освещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ СОТОВОГО ПОЛИКАРБОНАТА С АРОЧНОЙ ЯЧЕЙКОЙ | 2013 |
|
RU2552433C2 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| Экструзионная головка для изготовления полимерных трубчатых изделий | 1980 |
|
SU889453A1 |
| СПОСОБ ПОЛУЧЕНИЯ И КОНСТРУКЦИЯ ЗАМКОВЫХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИКАРБОНАТА | 2019 |
|
RU2728440C1 |
| Экструзионная головка для изготовления трубчатых полимерных изделий | 1978 |
|
SU722777A1 |
| Дорнодержатель экструзионных головок для полимеров | 1977 |
|
SU870171A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |





Экструзионная насадка дорн в составе дорнодержателя изготавливается из нержавеющей стали, представляет собой деталь внутренней части разъемной фильеры в составе линии по производству ячеистых пластиков. Изобретение обеспечивает изменение формы формообразующей части дорна путем выполнения по длине всей формообразующей части дорна фасок в местах двух верхних углов формообразующей части дорна для образования шестиугольной фигуры. Фаска выполняется в форме равнобедренного прямоугольного треугольника в поперечном сечении. Изобретения обеспечивает технический результат, выраженный в дополнительном утолщении верхней стенки в составе готового изделия (листа сотового поликарбоната), повышает технические свойства готового изделия, а именно: повышает общую несущую способность конечного изделия и увеличивает площадь пропускания видимого спектра света за счет увеличения общей площади верхней стенки каждой ячейки. 1 з.п. ф-лы, 15 ил.
1. Экструзионная насадка для формования термопластов, представляющая собой дорн в составе дорнодержателя разъемной экструзионной головки, формообразующая часть которого выполнена в виде объемной геометрической фигуры, отличающаяся тем, что на верхней плоскости формообразующей части дорна выполнена прямоугольная фаска путем отсечения верхнего прямого угла по длине всей формообразующей части прямоугольного дорна, в результате чего дорн в поперечном сечении формообразующей части имеет форму шестиугольника, в нижнем основании которого два прямых угла и в верхнем основании четыре тупых угла, равных друг другу.
2. Экструзионная насадка по п. 1, отличающаяся тем, что длина катета прямоугольной фаски, отсеченной от дорна, в поперечном сечении в месте выхода расплава имеет соотношение с длиной верхнего основания - формующей части дорна, образованного после отсечения углов формообразующей части дорна, как 1:5.
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯМНОГОПОЛОСТНЬ!Х ПРОФИЛЬНЫХ ИЗДЕЛИЙИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU433035A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| JP 2006175675 A, 06.07.2006 | |||
| Роторный опрокидыватель для разгрузки вагонеток | 1973 |
|
SU512146A1 |
| Система автоматического управления процессом варки целлюлозы | 1981 |
|
SU999030A1 |
| ШВАРЦ О | |||
| и другие, Переработка пластмасс, Санкт-Петербург, Профессия, 2005, с.62-67 | |||

