Область техники
Изобретение в общем относится к компрессорам, и в частности, к рабочим колесам, изготовленным с использованием функционально градиентного материала.
Уровень техники
Компрессор представляет собой устройство, придающее ускорение частицам сжимаемой текучей среды, например газа, посредством сообщения им механической энергии, что, в конечном итоге, приводит к повышению давления этой сжимаемой текучей среды. Компрессоры применяют в различных отраслях, например, в качестве первой ступени газотурбинного двигателя. Среди компрессоров различного типа можно назвать так называемые центробежные компрессоры, сообщающие направляемому в компрессор газу механическую энергию посредством центробежного ускорения, ускоряющего движение частиц газа, например, при помощи вращения центробежного рабочего колеса, через которое пропускают газ. В более общем случае, центробежные компрессоры считают частью оборудования, известного как «турбомашины».
Центробежные компрессоры могут быть снабжены одним рабочим колесом, т.е. иметь одноступенчатую конфигурацию, или множеством рабочих колес, установленных последовательно - в этом случае, их часто называют многоступенчатыми компрессорами. Каждая из ступеней центробежного компрессора обычно включает впускной трубопровод для ускоряемого газа, рабочее колесо, способное сообщать кинетическую энергию вводимому газу, и диффузор, превращающий кинетическую энергию газа, покидающего рабочее колесо, в энергию давления.
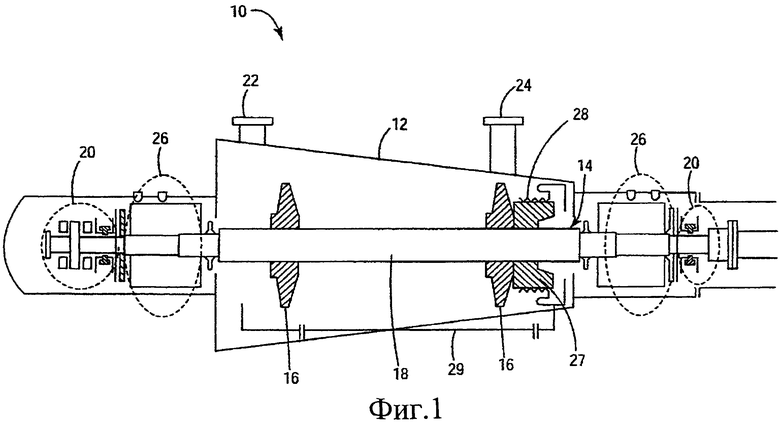
На Фиг.1 схематически показан многоступенчатый центробежный компрессор 10. Так, компрессор 10 включает коробку или корпус (статор) 12, внутри которого установлен вращающийся вал 14 компрессора, снабженный центробежными рабочими колесами 16. Ротор 18 в сборе включает вал 14 и рабочие колеса 16 и его удерживают в радиальном и аксиальном направлениях подшипники 20, расположенные по обе стороны ротора 18 в сборе.
При работе многоступенчатого центробежного компрессора 10, в него поступает вводимый через впускной трубопровод 22 технологический газ, и частицы технологического газа проходят через ротор 18 в сборе, приобретая ускорение, после чего технологический газ выходит через выпускной трубопровод 24 при конечном давлении, превышающем давление ввода. Между рабочими колесами 16 и подшипниками 20 установлены уплотнительные системы 26, предотвращающие попадание технологического газа в подшипники 20. Корпус 12 выполнен таким образом, что закрывает как подшипники 20, так и уплотнительные системы 26, предотвращая утечку газа из центробежного компрессора 10. На Фиг.1 также показан балансировочный цилиндр 27, который компенсирует осевое давление, создаваемое рабочими колесами 16, лабиринтное уплотнение 28 балансировочного цилиндра и уравнительный трубопровод 29, который поддерживает давление с внешней стороны балансировочного цилиндра 27 приблизительно равным давлению, при котором технологической газ поступает в трубопровод 22.
Многоступенчатые центробежные компрессоры можно эксплуатировать с различными технологическими газами. Например, технологический газ может представлять собой один из следующих газов: диоксид углерода, сероводород, бутан, метан, этан, пропан, сжиженный природный газ или их сочетание. При работе с коррозионным технологическим газом, в центробежных компрессорах могут быть установлены рабочие колеса, выполненные из коррозионно-стойких сплавов, например нержавеющих сталей, жаропрочных сплавов на основе никеля и титановых сплавов. Однако материалы, входящие в состав таких коррозионно-стойких сплавов, имеют высокую стоимость.
Альтернативные решения также включают применение покрытий, повышающих коррозионную стойкость, и нанесение плакирующего слоя для предотвращения коррозионного растрескивания под напряжением. Однако было показано, что такие способы защиты деталей рабочего колеса, подвергаемых действию текучей среды, неэффективны из-за сложной геометрической формы деталей, что приводит к невозможности нанесения покрытий на часть деталей, а также из-за деформации рабочего колеса при нанесении плакирующего слоя.
Соответственно, существует потребность в разработке систем и способов, позволяющих снизить материальные затраты на оборудование, но придать материалу свойства, приемлемые для работы в таких рабочих средах.
Описание изобретения
Согласно одному из воплощений, предложен способ изготовления рабочего колеса, устанавливаемого в компрессоре. Способ включает прикрепление промежуточного слоя к основному металлу размещением первого металлического порошка в зазоре между первой вставкой и основным металлом; проведение горячего изостатического прессования основного металла, первого металлического порошка и первой вставки, при котором промежуточный слой связывается с основным металлом, и пористость промежуточного слоя в общем составляет менее одного процента, а значение коэффициента теплового расширения промежуточного слоя находится между значениями коэффициентов теплового расширения основного металла и внешнего слоя; удаление первой вставки; прикрепление внешнего слоя к промежуточному слою размещением второго порошка в зазоре между второй вставкой и промежуточным слоем; обработку основного металла, промежуточного слоя, второго металлического порошка и второй вставки горячим изостатическим прессованием, при котором внешний слой связывается с промежуточным слоем, и пористость внешнего слоя в общем составляет менее одного процента, и удаление второй вставки с получением рабочего колеса с коррозионно-стойким внешним слоем после горячего изостатического прессования.
Согласно другому воплощению, предложен способ изготовления рабочего колеса, устанавливаемого в компрессоре. Способ включает прикрепление первого слоя к вставке, где первый слой после проведения горячего изостатического прессования обладает коррозионной стойкостью; прикрепление второго слоя к первому слою, и при этом значение коэффициента теплового расширения второго слоя находится между значениями коэффициентов теплового расширения основного металла и первого слоя; прикрепление сочетания вставки, первого слоя и второго слоя к основному металлу таким образом, что второй слой и основной металл контактируют друг с другом; обработку вставки, первого слоя, второго слоя и основного металла горячим изостатическим прессованием, при котором второй слой связывается с основным металлом, первый слой связывается со вторым слоем, и пористость как первого слоя, так и второго слоя в общем составляет менее одного процента, и удаление вставки с получением рабочего колеса.
Согласно другому воплощению, предложено рабочее колесо, применяемое в компрессоре. Рабочее колесо включает диск, выполненный из углеродистой стали; покрывающий диск, выполненный из углеродистой стали;
лопатки, выполненные из углеродистой стали, находящиеся в контакте с диском и покрывающим диском; промежуточный слой, присоединенный к поверхностям, которые подвергаются действию коррозионного технологического газа при его прохождении через диск, покрывающий диск и лопатки, где промежуточный слой присоединен посредством горячего изостатического прессования, в результате чего получают пористость, в общем составляющую менее одного процента, и коэффициент теплопроводности, значение которого находится между значениями коэффициентов теплопроводности углеродистой стали и внешнего слоя, и внешний слой присоединен к промежуточному слою посредством горячего изостатического прессования, и при этом пористость внешнего слоя составляет менее одного процента после проведения горячего изостатического прессования, и указанный слой отличается коррозионной стойкостью.
Краткое описание чертежей
Прилагаемые чертежи иллюстрируют воплощения изобретения.
На Фиг.1 представлен компрессор.
На Фиг.2 представлено рабочее колесо с покрывающим диском согласно типичным воплощениям.
На Фиг.3 показаны объединенные диск, лопатка и покрывающий диск, снабженные внешним слоем согласно типичным воплощениям.
На Фиг.4 представлен градиент состава функционально градиентного материала согласно типичным воплощениям.
На Фиг.5 показано послойное ступенчатое изменение состава функционально градиентного материала согласно типичным воплощениям.
На Фиг.6 показаны рабочее колесо, вставка и металлический порошок согласно типичным воплощениям.
На Фиг.7 показаны выполненные отдельно и затем соединенные диск, лопатка и покрывающий диск с внешним слоем согласно одному из воплощений.
На Фиг.8 представлены объединенные лопатка и покрывающий диск, присоединенные к диску, и внешний слой согласно типичным воплощениям.
На Фиг.9 показана составная лопатка, часть которой объединена с диском, а вторая часть лопатки объединена с покрывающим диском, и внешний слой согласно типичным воплощениям.
На Фиг.10 показана лопатка, объединенная с внешним слоем, присоединенная к диску и покрывающему диску согласно типичным воплощениям.
На Фиг.11 показано рабочее колесо с промежуточным слоем и внешним слоем согласно типичным воплощениям.
На Фиг.12 представлена блок-схема способа изготовления рабочего колеса согласно типичным воплощениям.
На Фиг.13 представлена блок-схема альтернативного способа изготовления рабочего колеса согласно типичным воплощениям.
Подробное описание изобретения
Ниже представлено подробное описание некоторых типичных воплощений со ссылками на прилагаемые чертежи. На чертежах одинаковыми позициями указаны одинаковые или подобные элементы. Кроме того, чертежи не всегда представлены в масштабе. Кроме того, предлагаемое подробное описание не ограничивает изобретение. Напротив, объем защиты изобретения ограничен прилагаемой формулой изобретения. Упоминание в настоящем описании «одного из воплощений» или «воплощения» означает, что конкретный признак, конструкция или характеристика, описанная при рассмотрении воплощения, включена в по меньшей мере одно воплощение рассматриваемого объекта изобретения. Таким образом, фразы «в одном из воплощений» или «в воплощении», встречающиеся в разных частях описания, не всегда означают одно и то же воплощение. Кроме того, конкретные признаки, конструкции или характеристики могут быть использованы в любом подходящем сочетании в одном или более воплощений.
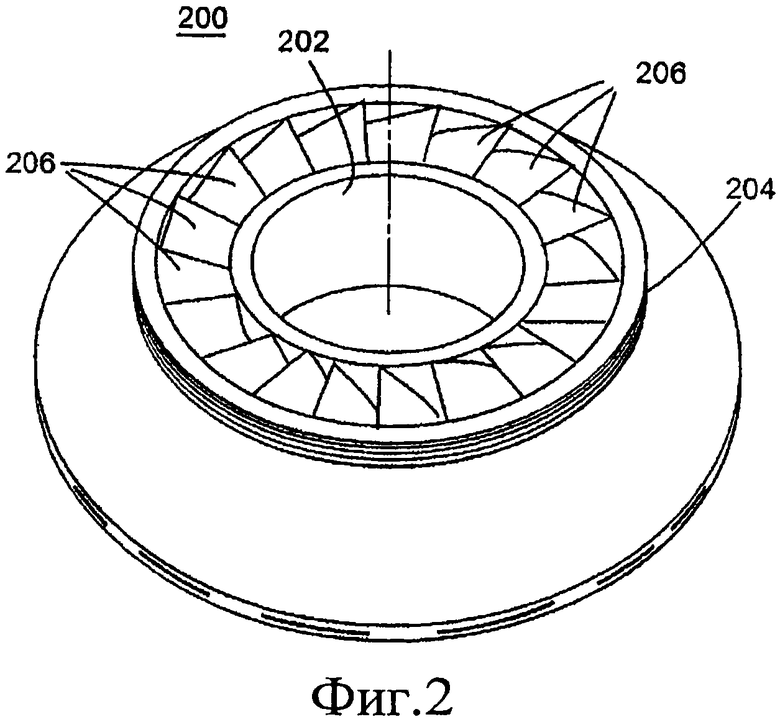
Как указано в разделе, посвященном рассмотрению известного уровня техники, в компрессорах могут применять технологические газы, которые могут обладать коррозионным действием. Например, технологический газ может представлять собой один из следующих газов: диоксид углерода, сероводород, бутан, метан, этан, пропан, сжиженный природный газ или их сочетание. Рабочее колесо вращается, сообщая технологическому газу кинетическую энергию, и, таким образом, поверхности рабочего колеса подвергаются воздействию технологического газа. В тех случаях, когда технологический газ является коррозийным, рабочее колесо традиционно полностью изготавливают из коррозионно-стойкого сплава. Однако такие материалы имеют высокую стоимость. В типичных воплощениях, рассмотренных в настоящем описании, предложены системы и способы изготовления рабочего колеса, содержащего меньшее количество дорогостоящих коррозионно-стойких сплавов, что позволяет снижать стоимость рабочего колеса при сохранении требуемых свойств материала. Пример рабочего колеса показан на Фиг.2.
Согласно типичным воплощениям, рабочее колесо 200 включает диск 202, покрывающий диск 204 (также называемый экраном) и лопатки 206. Обладающий коррозионным действием технологический газ направляют между лопатками в область, ограниченную внешней поверхностью диска 202 и внутренней поверхностью покрывающего диска 204. Поэтому эти поверхности должны быть защищены от коррозионного воздействия технологических газов, в то время как не подвергающиеся этому воздействию поверхности и внутренние части не нуждаются в защите. Согласно типичным воплощениям, в качестве основы рабочего колеса можно использовать основной металл, например углеродистую сталь (имеющую более низкую стоимость по сравнению с коррозионно-стойким материалом), на который наносят коррозионно-стойкие сплавы, обеспечивающие требуемые свойства материала. Например, рабочие колеса центробежного компрессора могут быть изготовлены с использованием функционально градиентных материалов, наносимых на основной металл с целью защиты от коррозии и эрозии сплавов, находящихся на участках, подвергающихся воздействию среды, например на пути потока технологического газа и на краях лопаток. В общем случае, в настоящем описании термин «коррозия» применяют для описания коррозии, эрозии и других аналогичных разрушающих материал внешних воздействий, оказываемых технологическими газами, например растрескивания под действием сульфидов, которое может происходить при сжатии кислотных и кислых газов, применительно к рабочему колесу.
Согласно типичным воплощениям, рабочее колесо 200 может быть изготовлено из одного цельного основного металла 302 и содержать защитный сплав 304, выполненный из одного или более соединенных слоев, нанесенных на участки рабочего колеса 200, подвергающиеся воздействию среды, как показано на Фиг.3. Согласно типичным воплощениям, как показано на Фиг.3, достигают снижения количества дорогостоящего коррозионно-стойкого (и/или эрозионно-стойкого) защитного сплава 304 по сравнению с традиционным рабочим колесом, полностью изготовленным из защитного сплава 304. Как показано на Фиг.3, этот пример включает только два слоя из различных материалов: слой 302 основного металла и слой 304 защитного сплава. Основной металл 302, который образует остов рабочего колеса 200, может быть обработан при помощи различных традиционных способов, например штамповки, машинной обработки и подобных им способов, или способом горячего изостатического прессования металлических порошков. Защитный сплав, который представляет собой последний или внешний слой, может быть нанесен при помощи порошковых методик нанесения металлических покрытий, например горячего изостатического прессования, после чего рабочее колесо 200 приобретает требуемые конечные размеры. Однако в некоторых случаях, коэффициенты теплового расширения слоя 302 основного металла и слоя 304 защитного сплава существенно различаются, что приводит к разрушению в результате неоднородного теплового расширения и потенциальных напряжений во время эксплуатации. Согласно типичным воплощениям, на рабочее колесо, предназначенное для эксплуатации в коррозионных средах, может быть нанесено множество слоев или слой с приемлемым градиентом термических и механических свойств.
Перед описанием других типичных воплощений, кратко рассмотрим функционально градиентные материалы и пример способа их изготовления. Функционально градиентные материалы представляют собой материалы, структура и состав которых может меняться по толщине конструкции. Например, на одном конце металлическая матрица может содержать 5% жаропрочного никелевого сплава, а на другом конце - 20% жаропрочного никелевого сплава. Такой состав может быть получен постепенным изменением состава порошкового металла при заполнении формы. Это позволяет получать постепенное изменение свойств материала, не приобретая нежелательных свойств, например избыточного термического напряжения или расширения. Пример градиента, представляющего собой изменение свойств материала, например коэффициента теплового расширения, показан для функционально градиентного материала на Фиг.4, где по мере увеличения толщины (представленной расстоянием от основной заготовки) увеличивается процентное содержание благородного сплава, например жаропрочного никелевого сплава, приводя к постепенному непрерывному изменению коэффициента 402 теплового расширения. Несмотря на то что линия 402 показана в виде прямой, другие формы кривых могут представлять реальные изменения, зависящие от свойств и процентного содержания благородного сплава (или другого материала).
Согласно другому воплощению, функционально градиентный материал может быть нанесен в виде слоев, где каждый слой содержит определенное количество требуемого материала. Пример, включающий множество слоев или ступеней, показан на Фиг.5. В этом примере, на кривой 502 показаны три различных слоя 504, 506 и 508, каждый из которых находится на определенном расстоянии от основной заготовки. Кроме того, каждый слой 504, 506 и 508 включает определенное, относительно постоянное, процентное содержание благородного сплава, придающее каждому слою материала отличные друг от друга свойства. Такое послойное строение позволяет регулировать свойства материала, например коэффициент теплового расширения, в соответствии с определенными требованиями, а также позволяет получать последний или внешний слой, имеющий свойства, требуемые для применения в рабочем колесе 200, например коррозионную стойкость. Согласно типичным воплощениям, примеры материалов, т.е. благородных сплавов, которые могут быть использованы в качестве функционально градиентных материалов, включают нержавеющие стали, жаропрочные никелевые сплавы, жаропрочные кобальтовые сплавы, титановые сплавы, карбид вольфрама, внедренный в кобальтовую или никелевую матрицу, или другие металлические материалы, придающие материалу требуемые свойства. Другие примеры материалов включают: Сплав 625, Сплав 725, WC, содержащий приблизительно 17% Со, приблизительно 86% WC матрицы, содержащей приблизительно 10% Со и приблизительно 4% Cr, и Ti 6246.
Согласно типичным воплощениям, функционально градиентный материал и слои функционально градиентного материала могут быть присоединены к металлу основы посредством горячего изостатического прессования (ГИП). ГИП представляет собой способ изготовления, выполняемый при высокой температуре, под давлением, в емкости, способной выдерживать высокое давление, в атмосфере инертного газа, например аргона. Инертный газ применяют для предотвращения протекания химических реакций материалов во время проведения ГИП. ГИП обеспечивает снижение пористости металлов, что улучшает механические свойства материала. ГИП можно применять как для формования, так и для соединения компонентов, часто с использованием металлического порошка.
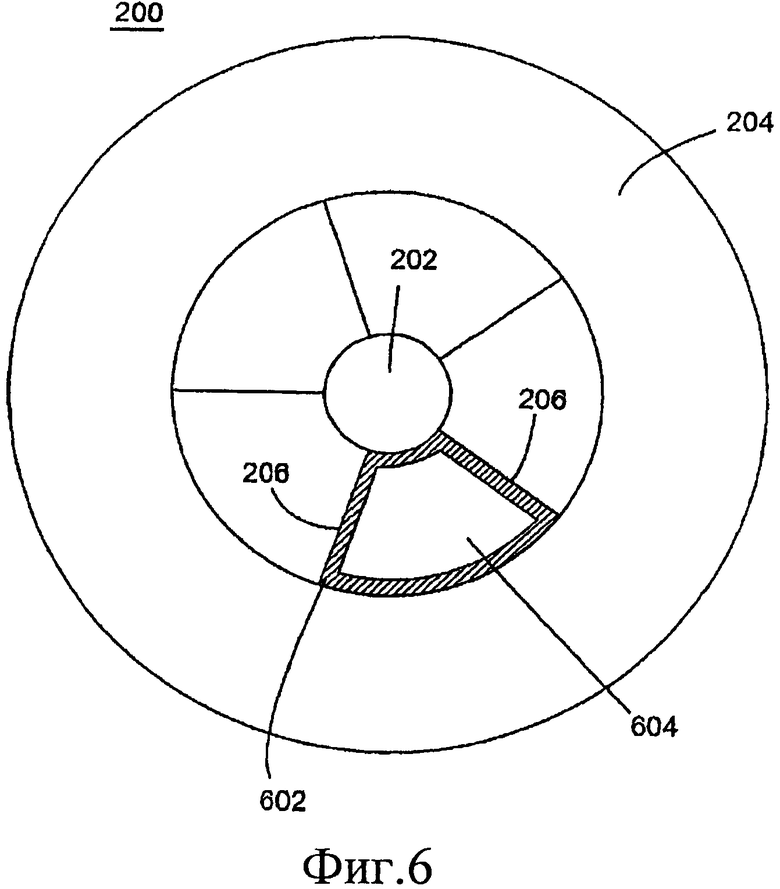
Когда ГИП используют в типичных воплощениях, рассмотренных в настоящем описании, способ ГИП для прессования металлических порошков может включать последовательность процедур, превращающих исходные металлические порошки в готовый менее пористый, плотный материал. Предварительно легированные металлические порошки стали, другие коррозионно-стойкие сплавы или эрозионно-стойкие сплавы могут быть введены в мягкое стальное приспособление (или оправку и/или вставку), изготовленную таким образом, что она соответствует геометрии компонента и может деформироваться по мере необходимости. Пример этого представлен на Фиг.6, где показано рабочее колесо 200, вставка 604 и металлический порошок (порошки) 602, находящийся между частями рабочего колеса 200 и вставкой 604. Вставку 604 нагревают в печи для проведения ГИП при температуре, которая обычно превышает 1100°С, и давлении до 108 Па (1000 бар); однако, согласно другим неограничивающим воплощениям, для других материалов могут использовать другие сочетания температур и давлений. Металлические порошки 602 диффундируют друг в друга (или металлические порошки 602 диффундируют друг в друга и в более твердый основной металл), образуя прочную металлургическую связь; при этом пористость металлических порошков 602 в приспособлении 604 в общем составляет менее 1% от их первоначальной пористости. Затем приспособление 604 удаляют, применяя химическое травление, например кислотное травление, или фрезерование. ГИП также можно применять для соединения двух твердых деталей путем использования между твердыми деталями металлического порошка и осуществления способа ГИП. В этом случае, в зависимости от геометрии деталей, может быть использована одна вставка или множество вставок. Согласно типичным воплощениям, описанным ниже, ГИП можно применять для получения рабочего колеса, деталей рабочего колеса, создания стойких слоев на поверхностях рабочего колеса, которые могут быть подвергнуты воздействию коррозионных технологических газов, для соединения компонентов рабочего колеса и выполнения различных сочетаний указанных операций.
Согласно одному из воплощений, показанному на Фиг.7, применение способов и систем, описанных выше, позволяет изготавливать рабочее колесо 200, которое может содержать диск 202, покрывающий диск 206 и лопатки 204, выполненные по отдельности из основного металла. Эти компоненты могут быть изготовлены традиционными способами или способом ГИП с применением металлических порошков. Компоненты могут быть соединены друг с другом горячим изостатическим прессованием с одновременным образованием слоя 304 защитного сплава. Слой 304 защитного сплава может включать промежуточные и внешние слои. В этом случае, защитный слой 304 одновременно защищает основной материал и соединяет лопатки с диском 202 и покрывающим диском 204.
Согласно одному из воплощений, показанному на Фиг.8, способы и системы, описанные выше, позволяют изготавливать рабочее колесо 200, которое содержит диск 202, покрывающий диск 206 и лопатки 204. Покрывающий диск 206 и лопатки 204 представляют собой одну цельную деталь, а диск 202 представляет собой отдельную деталь. Эти две детали соединены способом горячего изостатического прессования с одновременным образованием слоя 304 защитного сплава. Слой 304 защитного сплава может включать промежуточные и внешние слои.
Согласно одному из воплощений, показанному на Фиг.9, способы и системы, описанные выше, позволяют изготавливать рабочее колесо 200, которое содержит диск 202, покрывающий диск 206 и лопатки 204. Диск 202 выполнен как единое целое с частью лопаток, и покрывающий диск 206 выполнен как единое целое с другой частью лопаток. Эти две детали соединены способом горячего изостатического прессования с одновременным образованием слоя 304 защитного сплава. Слой 304 защитного сплава может включать промежуточные и внешние слои.
Согласно одному из воплощений, показанному на Фиг.10, способы и системы, описанные выше, позволяют изготавливать рабочее колесо 200, которое содержит диск 202, покрывающий диск 206 и лопатки 204. Лопатки включают как неотъемлемую часть поверхность, покрывающую внешнюю поверхность диска и внутреннюю часть покрывающего диска. Поверхностное покрытие и лопатки 204 выполнены из коррозионно-стойкого материала и присоединены к диску 202 и покрывающему диску 206 способом горячего изостатического прессования.
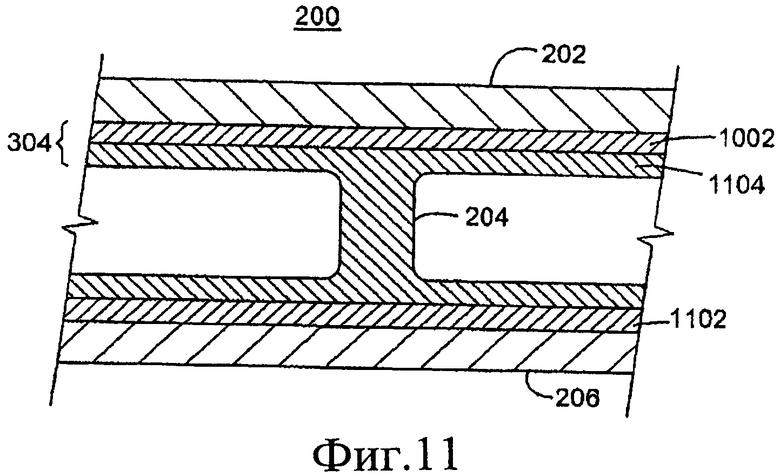
Согласно одному из воплощений, описанному выше, слой 304 защитного сплава может включать промежуточный и внешний слои. Пример такой конструкции показан на Фиг.11, на которой представлено рабочее колесо 200. Рабочее колесо 200 содержит диск 202, покрывающий диск 206, промежуточный слой 1102 и внешний слой 1104, который включает лопатку 204. Несмотря на то что показанный слой 304 защитного сплава включает два слоя и лопатка 204 представлена как часть внешнего слоя 1004, возможны и другие сочетания. Например, различные неограничивающие воплощения изготовления рабочего колеса способом ГИП, рассмотренные в настоящем описании, могут включать два, три или более слоев. Эти два или более слоев могут иметь переменный состав, показанный, например, на Фиг.4 и Фиг.5.
Согласно альтернативным воплощениям, на вставку при помощи различных способов может быть нанесен один или более слоев, например распылением покрытия, высокоскоростным сверхзвуковым газопламенным напылением с кислородным топливом (HVOF), плазменным напылением и пайкой высокотемпературным припоем, причем первый слой имеет требуемые свойства, например коррозионную стойкость. На первый слой могут быть нанесены другие слои, каждый из которых может иметь различный состав материала, и при этом после проведения ГИП последний слой имеет требуемую прочность сцепления с основным металлом, к которому его прикрепляют способом ГИП. Это альтернативное неограничивающее воплощение позволяет применять другой способ изготовления рабочего колеса, устанавливаемого в компрессоре, работающем с технологическими газами, описанными выше. Кроме того, при проведении ГИП, происходит требуемое повышение плотности, т.е. снижение пористости дополнительных слоев, с образованием требуемой формы рабочего колеса.
Согласно типичным воплощениям, системы и способы, рассмотренные в настоящем описании, позволяют разработать способ изготовления рабочего колеса с использованием ГИП с требуемой производительностью. Такие способы изготовления не ограничены конкретной геометрической формой, как это часто бывает при нанесении слоев покрытия распылением на сложную поверхность, например лопатку. Кроме того, в примерах осуществления способа ГИП деформируется вставка, а не детали рабочего колеса 200, что позволяет осаждать слой в соответствии с геометрической формой готового рабочего колеса 200. Внешний слой 304 защитного сплава может быть разработан в соответствии с предполагаемым составом технологического газа, который сжимают в компрессоре. Предлагаемые неограничивающие примеры систем и способов позволяют защищать лишь определенные детали, то есть обеспечивают более низкую стоимость материала по сравнению с изготовлением традиционных рабочих колес, эксплуатируемых в средах, рассмотренных в настоящем описании, при меньшей продолжительности изготовления и с требуемыми допусками.
Несмотря на то что в типичных воплощениях, описанных выше, способ ГИП рассмотрен в качестве способа соединения, в некоторых других случаях могут применять другие способы соединения. Например, для соединения деталей из основного металла, полученных по отдельности, в некоторых случаях могут применять другие формы соединения металлическими порошками, например пайка твердым припоем со спеканием, электродуговая сварка, сварка трением, диффузионная сварка и диффузионная пайка твердым припоем.
В способе изготовления рабочего колеса, показанном на блок-схеме, представленной на Фиг.12, применяют описанные выше неограничивающие примеры систем согласно воплощениям изобретения. Способ изготовления рабочего колеса, устанавливаемого в компрессоре, работающем с коррозионным технологическим газом, включает: стадию 1202 прикрепления промежуточного слоя к основному металлу размещением первого металлического порошка в зазоре между первой вставкой и основным металлом; стадию 1204 проведения горячего изостатического прессования основного металла, первого металлического порошка и первой вставки, при котором промежуточный слой связывается с основным металлом; стадию 1206 удаления первой вставки; стадию 1208 прикрепления внешнего слоя к промежуточному слою размещением второго порошка в зазоре между второй вставкой и промежуточным слоем; стадию 1210 обработки основного металла, промежуточного слоя, второго металлического порошка и второй вставки горячим изостатическим прессованием, при котором внешний слой связывается с промежуточным слоем, и стадию 1212 удаления второй вставки с получением рабочего колеса.
В другом способе изготовления рабочего колеса, показанном на блок-схеме, представленной на Фиг.13, применяют описанные выше неограничивающие примеры системы согласно типичным воплощениям изобретения. Способ изготовления рабочего колеса, устанавливаемого в компрессоре, работающем с коррозионным технологическим газом, включает:
стадию 1302 прикрепления первого слоя к вставке; стадию 1304 прикрепления второго слоя к первому слою, и при этом значение коэффициента теплового расширения второго слоя находится между значениями коэффициентов теплового расширения основного металла и первого слоя; стадию 1306 прикрепления сочетания вставки, первого слоя и второго слоя к основному металлу таким образом, что второй слой и металл основы контактируют друг с другом; стадию 1308 обработки вставки, первого слоя, второго слоя и основного металла горячим изостатическим прессованием, при котором второй слой связывается с основным металлом, и стадию 1310 удаления вставки с получением рабочего колеса.
Описанные выше неограничивающие воплощения приведены только для иллюстрации и не ограничивают настоящее изобретение. Таким образом, детальное воплощение настоящего изобретения включает множество вариантов, понятных специалисту в данной области техники после прочтения настоящего описания. Например, неограничивающие примеры рабочего колеса, рассмотренные в настоящем описании, могут быть применены в компрессоре (или турбомашине), показанном на Фиг.1, или в других компрессорах, включающих рабочие колеса. Все такие варианты и модификации включены в объем настоящего изобретения, ограничиваемый прилагаемой формулой изобретения. Ни один из элементов, действий или инструкций, рассмотренных в описании настоящего изобретения, не должен восприниматься как критический или существенный для осуществления изобретения, если это не указано в описании особо. Кроме того, используемое в настоящем описании единственное число включает множественное число соответствующего понятия. Примеры объектов изобретения, рассмотренные в описании, предназначены для облегчения специалисту в данной области техники реализации изобретения, включая изготовление и применение устройств или систем и выполнение описанных способов. Область защиты изобретения определена формулой изобретения и может включать другие примеры, очевидные специалистам в данной области техники. Такие примеры включены в объем защиты изобретения, ограничиваемый формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ТУРБОМАШИНЫ | 2015 |
|
RU2688985C2 |
| Способ изготовления рабочего колеса малоразмерного центробежного насоса | 2018 |
|
RU2699888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С НЕОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ИНТЕГРАЛЬНЫЙ БЛИСК | 2011 |
|
RU2467177C1 |
| КОРПУС ТУРБИНЫ С ТУГОПЛАВКИМИ СКОБАМИ, ИЗГОТОВЛЕННЫЙ СПОСОБОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2005 |
|
RU2372496C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСКОВ С ЛОПАТКАМИ | 1989 |
|
SU1739585A1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ ЛОПАТКИ | 2003 |
|
RU2252110C1 |
| Способ получения компонента турбомашины, компонент, полученный этим способом, и турбомашина, содержащая этот компонент | 2017 |
|
RU2730916C2 |
| Способ изготовления биметаллического рабочего колеса турбины | 2021 |
|
RU2766654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВКИ УДЛИНЕННОЙ ФОРМЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2011 |
|
RU2566238C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С ОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ, ИНТЕГРАЛЬНЫЙ БЛИСК И ОХЛАЖДАЕМАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2478796C1 |









Устройства и способы изготовления рабочего колеса, применяемого в компрессоре. Способ изготовления рабочего колеса включает прикрепление промежуточного слоя к основному металлу размещением первого металлического порошка в зазоре между первой вставкой и основным металлом; проведение горячего изостатического прессования основного металла, первого металлического порошка и первой вставки, так что промежуточный слой связывается с основным металлом; прикрепление внешнего слоя к промежуточному слою размещением второго порошка в зазоре между второй вставкой и промежуточным слоем; обработку основного металла, промежуточного слоя, второго металлического порошка и второй вставки горячим изостатическим прессованием, так что внешний слой связывается с промежуточным слоем, и удаление второй вставки с получением импеллера, внешний слой которого отличается коррозионной стойкостью. Изобретение направлено на снижение материальных затрат на изготовление компрессоров. 3 н. и 7 з.п. ф-лы, 13 ил.
1. Способ изготовления рабочего колеса, применяемого в компрессоре, включающий:
прикрепление промежуточного слоя к основному металлу размещением первого металлического порошка в зазоре между первой вставкой и основным металлом;
проведение горячего изостатического прессования основного металла, первого металлического порошка и первой вставки, при котором промежуточный слой связывается с основным металлом, и пористость промежуточного слоя в общем составляет менее одного процента, а значение коэффициента теплового расширения промежуточного слоя находится между значениями коэффициентов теплового расширения основного металла и внешнего слоя;
удаление первой вставки;
прикрепление внешнего слоя к промежуточному слою размещением второго порошка в зазоре между второй вставкой и промежуточным слоем;
обработку основного металла, промежуточного слоя, второго металлического порошка и второй вставки горячим изостатическим прессованием, при котором внешний слой связывается с промежуточным слоем, и пористость внешнего слоя в общем составляет менее одного процента, и
удаление второй вставки с получением рабочего колеса с коррозионно-стойким внешним слоем после горячего изостатического прессования.
2. Способ по п.1, в котором коэффициент теплового расширения промежуточного слоя и внешнего слоя изменяется с изменением расстояния от основного металла до промежуточного и внешнего слоев.
3. Способ по п.1, дополнительно включающий образование промежуточного слоя, включающего по меньшей мере два слоя, причем эти два слоя имеют различный коэффициент теплового расширения.
4. Способ по п.1, в котором рабочее колесо содержит диск, покрывающий диск и лопатки, выполненные из одной цельной заготовки основного металла.
5. Способ по п.1, в котором рабочее колесо содержит диск, покрывающий диск и лопатки, выполненные по отдельности из основного металла и соединенные посредством горячего изостатического прессования, так что между ними образованы промежуточные и внешние слои.
6. Способ по п.1, в котором рабочее колесо содержит диск, покрывающий диск и лопатки, и при этом покрывающий диск и лопатки представляют собой одну цельную деталь, и диск представляет собой одну деталь, и эти детали соединены посредством горячего изостатического прессования, так что между ними образованы промежуточные и внешние слои.
7. Способ по п.1, в котором рабочее колесо содержит диск, покрывающий диск и лопатки, причем диск выполнен как единое целое с частью лопаток, и покрывающий диск выполнен как единое целое с другой частью лопаток, и эти детали соединены посредством горячего изостатического прессования, так что между ними образованы промежуточные и внешние слои.
8. Способ по п.1, в котором рабочее колесо содержит диск, покрывающий диск и лопатки, и при этом лопатки включают поверхность, покрывающую как внешнюю поверхность диска, так и внутреннюю часть покрывающего диска, и выполнены из коррозионно-стойкого материала и присоединены к диску и покрывающему диску посредством горячего изостатического прессования.
9. Способ изготовления рабочего колеса, применяемого в компрессоре, включающий:
прикрепление первого слоя к вставке, где первый слой после проведения горячего изостатического прессования обладает коррозионной стойкостью;
прикрепление второго слоя к первому слою, и при этом значение коэффициента теплового расширения второго слоя находится между значениями коэффициентов теплового расширения основного металла и первого слоя;
прикрепление сочетания вставки, первого слоя и второго слоя к основному металлу таким образом, что второй слой и основной металл контактируют друг с другом;
обработку вставки, первого слоя, второго слоя и основного металла горячим изостатическим прессованием, при котором второй слой связывается с основным металлом, первый слой связывается со вторым слоем, и пористость как первого слоя, так и второго слоя в общем составляет менее одного процента, и
удаление вставки с получением рабочего колеса.
10. Рабочее колесо, применяемое в компрессоре, включающее:
диск, выполненный из углеродистой стали;
покрывающий диск, выполненный из углеродистой стали;
лопатки, выполненные из углеродистой стали, находящиеся в контакте с диском и покрывающим диском;
промежуточный слой, присоединенный к поверхностям, которые подвергаются действию коррозионного технологического газа при его прохождении через диск, покрывающий диск и лопатки, где промежуточный слой присоединен посредством горячего изостатического прессования, в результате чего получают пористость, в общем составляющую менее одного процента, и коэффициент теплопроводности, значение которого находится между значениями коэффициентов теплопроводности углеродистой стали и внешнего слоя, и
внешний слой присоединен к промежуточному слою посредством горячего изостатического прессования, и при этом пористость внешнего слоя составляет менее одного процента после проведения горячего изостатического прессования, и указанный слой отличается коррозионной стойкостью.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО НАСОСА | 2004 |
|
RU2274509C2 |
| РАБОЧЕЕ КОЛЕСО ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2008 |
|
RU2387883C1 |
| DE 3032593 A, 02.04.1981 | |||
| US 5593085 A, 14.01.1997 | |||

