Предлагаемое изобретение относится к насосам необъемного вытеснения с вращательным движением рабочих органов, более конкретно - к конструктивным узлам центробежных лопастных насосов. Изобретение может быть преимущественно использовано при изготовлении насосов крупных размеров со сложной пространственной формой межлопастых каналов, в частности главных циркуляционных насосов, применяемых в ядерных энергетических установках на атомных электростанциях.
Создание потока текучей среды и увеличение ее энергии в лопастном центробежном насосе производят с помощью рабочего колеса, вращаемого двигателем. В рабочем колесе закрытого типа с односторонним входом выделяют ступицу, основной (ведущий, задний) диск покрывающий (ведомый, передний) или покрывной, диск с входным отверстием, а также лопасти, соединяющие указанные диски и образующие в пространстве между дисками межлопастные каналы [1: С.13]. Рабочее колесо центробежных лопаточных машин для подачи и сжатия газов (компрессора, вентилятора и прочих), в общем случае, имеет такие же элементы [2: С.126, 128].
Основные параметры насоса, главными из которых являются подача, напор (давление), мощность и КПД, обеспечивают, в частности, соответствующим выбором формы межлопастных каналов рабочего колеса и надлежащим качеством выполнения последних (например, чистотой их поверхности). Надежность колеса определяет, среди прочих факторов, прочность рабочего колеса.
Задача, решаемая изобретением, состоит в упрощении сборочных и сварочных операций при изготовлении рабочего колеса со сложной пространственной формой межлопастных каналов совместно с обеспечением качества сварных соединений, удовлетворяющего требованиям, которые предъявляют к нему условия эксплуатации насоса.
Известно, что рабочее колесо насоса ЦВН-8 (диаметром 1280 мм) для АЭС с реактором типа РБМК сваривают из двух частей: диска с лопатками двоякой кривизны и покрывного диска [3: С.182; 4: С.35]. По технологической схеме изготовления рабочих колес обработку профиля диска с лопатками производят на копировально-фрезерном станке с программным управлением, покрывной диск и диск с лопатками сваривают между собой аргонодуговой сваркой, для снятия напряжений после сварки производят термообработку колеса [Будов В.М., Фарафонов В.А. Конструирование основного оборудования АЭС: - М., Энергоатомиздат, 1985, с.205].
Недостатками этого способа являются трудность обеспечения высокой прочности колеса с помощью тех сварных соединений, которые возможны при указанном разделении колеса на части, например, таврового или в виде прорезных швов (электрозаклепок), а также необходимость термообработки всего колеса после сварки. При этом сварные швы, вообще говоря, искажают форму межлопастных каналов.
Из описания изобретения рабочее колесо центробежного нагнетателя (а.с. СССР 423944, МПК F 04 d 29/28, опубл. 15.04.1974) известен способ изготовления рабочего колеса из двух частей с образованием каждой лопатки из двух элементов, один из которых выполняют в виде выступа на основном диске заодно с последним, а другой - на покрывающем диске заодно с последним при штамповке указанных дисков, посредством соединения этих пустотелых выступов (например, заклепками или при помощи контактной сварки). Недостатками этого способа являются невозможность получения сложной пространственной формы межлопастных каналов, а также, в общем случае, несовершенство профиля лопастей вблизи сопрягаемых торцов выступов.
Применяемые в обоих способах виды соединений частей колеса ведут, вообще говоря, к увеличению массы колеса (сверх конструктивно необходимой) и ее относительному перераспределению (по радиусу колеса), то есть к изменению инерционных характеристик.
Во всех случаях испрашиваемого объема правовой охраны наше изобретение обеспечивает (среди технических результатов) увеличение прочности сварных соединений (в частности, предотвращение и устранение дефектов сварных швов), предотвращение искажения формы межлопастных каналов (по сравнению с заданной), увеличения массы рабочего колеса (сверх конструктивно необходимой) и ее относительного перераспределения (по радиусу рабочего колеса) в результате сварки.
А в конкретных формах реализации изобретение обеспечивает упрощение центрирования при сборке рабочего колеса и исключение необходимости термообработки колеса после сварки.
Сущность изобретения заключается в том, что в способе изготовления рабочего колеса центробежного насоса, при котором рабочее колесо выполняют из двух частей, образуя каждую лопасть посредством соединения двух элементов, один из которых выполняют в виде выступа на основном диске за одно целое с последним, а другой - на покрывающем диске за одно целое с последним,
элементы каждой лопасти фрезеруют с возможностью их сварного стыкового соединения и контроля качества последнего просвечиванием проникающим излучением так, что после сопряжения перед сваркой части колеса геометрически разделяет поверхность вращения, при перемещении по которой от входа в рабочее колесо к выходу из него не увеличивается меньший из углов между осью вращения рабочего колеса и нормалью к указанной поверхности вращения;
элементы каждой лопасти сваривают между собой посредством стыкового соединения.
В частном случае реализации изобретения, выполняя элементы лопастей за одно целое с основным диском, на прилегающем к входу в рабочее колесо участке кромки элемента каждой лопасти целесообразно фрезеровать скос со стороны элемента, обращенной к оси вращения рабочего колеса, на прилегающем к выходу из рабочего колеса участке - с противоположной стороны, а на переходном участке - с обеих сторон элемента.
В частном случае, предпочтительно сначала выполнять сварные швы с обеих сторон лопасти на переходном участке, а затем - односторонние швы на участках, прилегающих к входу в рабочее колесо и выходу из колеса.
В частном случае, целесообразно элементы каждой лопасти фрезеровать так, что меньший из углов между осью вращения рабочего колеса и нормалью к поверхности вращения, которая после сопряжения перед сваркой геометрически разделяет части рабочего колеса, превышал нуль при входе в рабочее колесо.
В частном случае, образующую поверхности вращения, которая после сопряжения перед сваркой геометрически разделяет части рабочего колеса, можно составлять из дуг окружностей.
Материальным эквивалентом для признака, характеризуемого как возможность сварного стыкового соединения элементов каждой лопасти и контроля его качества просвечиванием проникающим излучением (радиографическим методом), является выполнение элементов лопастей в виде выступов с таким распределением высот этих выступов по длине лопасти, которое обеспечивает указанную возможность. Конкретные параметры этого распределения, связанные с параметрами поверхности вращения, которая после сопряжения перед сваркой геометрически разделяет части рабочего колеса, могут быть указаны для любого колеса (исходя, в частности, из характеристик технологического оборудования, используемого для изготовления колеса).
Применением стыковых сварных соединений увеличивают прочность соединений элементов лопастей (в частности, предотвращают и устраняют дефекты сварных швов) за счет, во-первых, присущей этому виду сварных соединений прочности, которая близка к прочности основного металла, во-вторых, большей доступности стыковых швов для различных методов контроля, включая радиографический, что позволяет достоверно обнаружить внешние и внутренние дефекты, в-третьих, большего удобства работы сварщика, что также повышает качество сварных швов. А зачисткой сварных швов (например, механическим способом) заподлицо с поверхностью каждой лопасти предотвращают искажение формы межлопастных каналов (по сравнению с заданной), а также увеличение массы рабочего колеса (сверх конструктивно необходимой) и ее относительное перераспределение (по радиусу колеса).
Выполнением элементов лопастей так, что меньший из углов между осью вращения рабочего колеса и нормалью к поверхности вращения, которая после сопряжения перед сваркой геометрически разделяет части рабочего колеса, превышает нуль при входе в рабочее колесо (при этом поверхность вращения отлична от плоскости), облегчают центрирование при сборке рабочего колеса. Указанными выше разделкой кромок и чередованием сварных швов обеспечивают уменьшение остаточных напряжений и прогнозирование их вида и величины, что позволяет исключить необходимость термообработки всего колеса после сварки.
Заявляемое изобретение( в частном случае реализации) поясняется следующими чертежами:
фиг.1 - общий вид рабочего колеса (со стороны покрывающего диска);
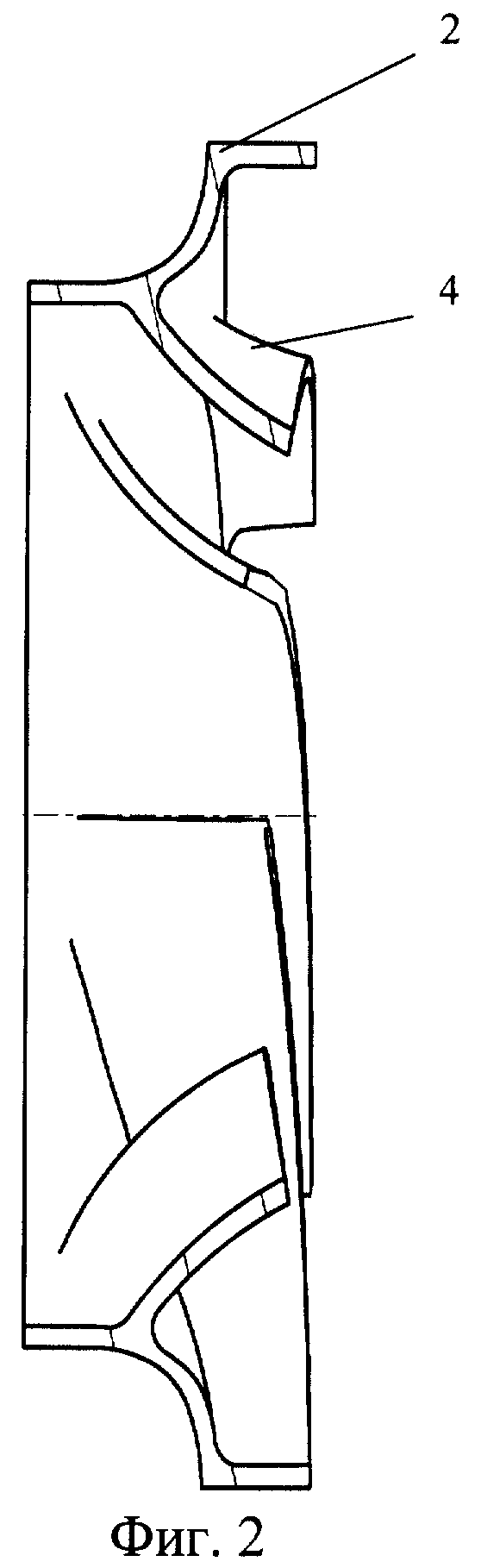
фиг.2 - покрывающий диск с элементами лопастей;
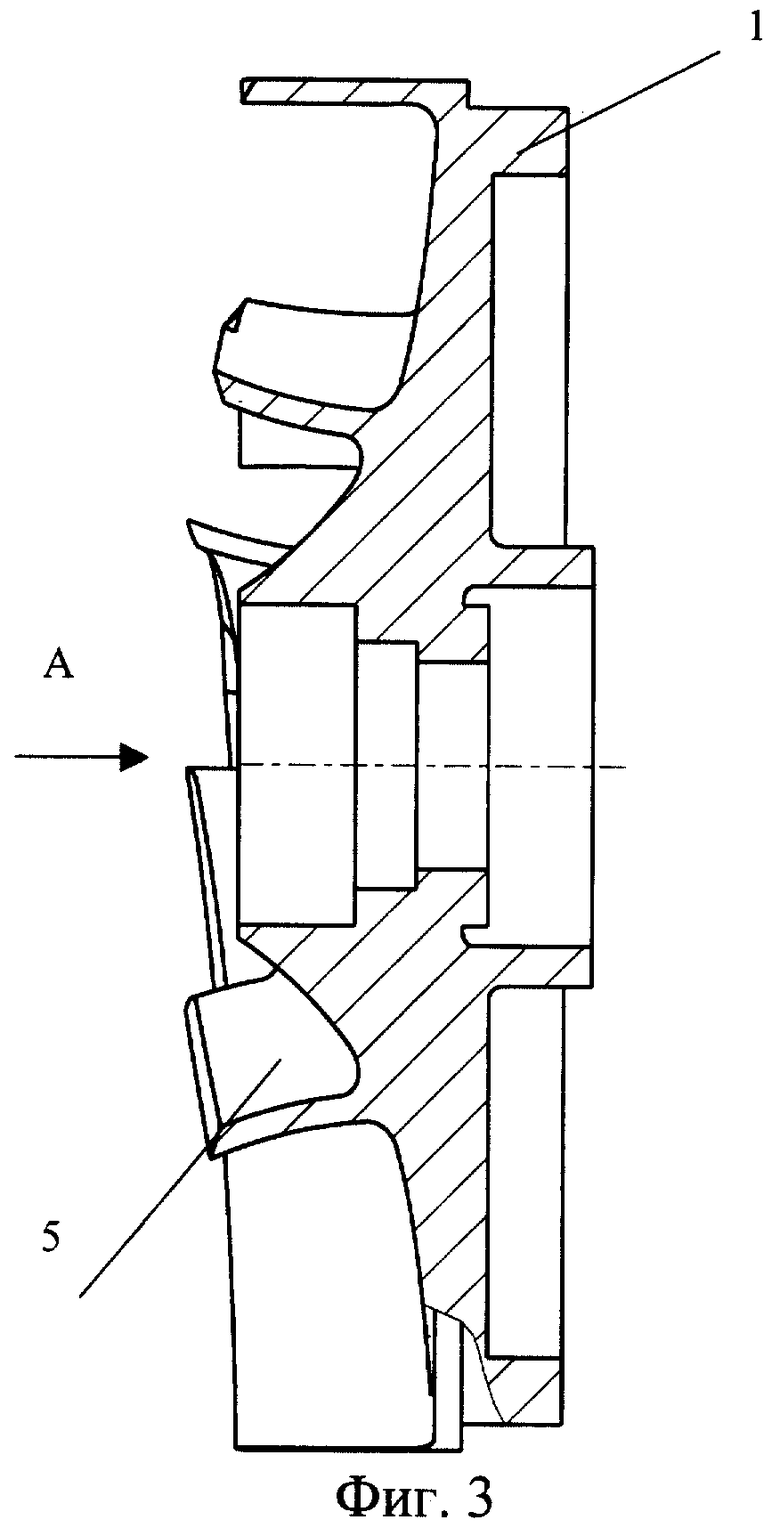
фиг.3 - основной диск с элементами лопастей;
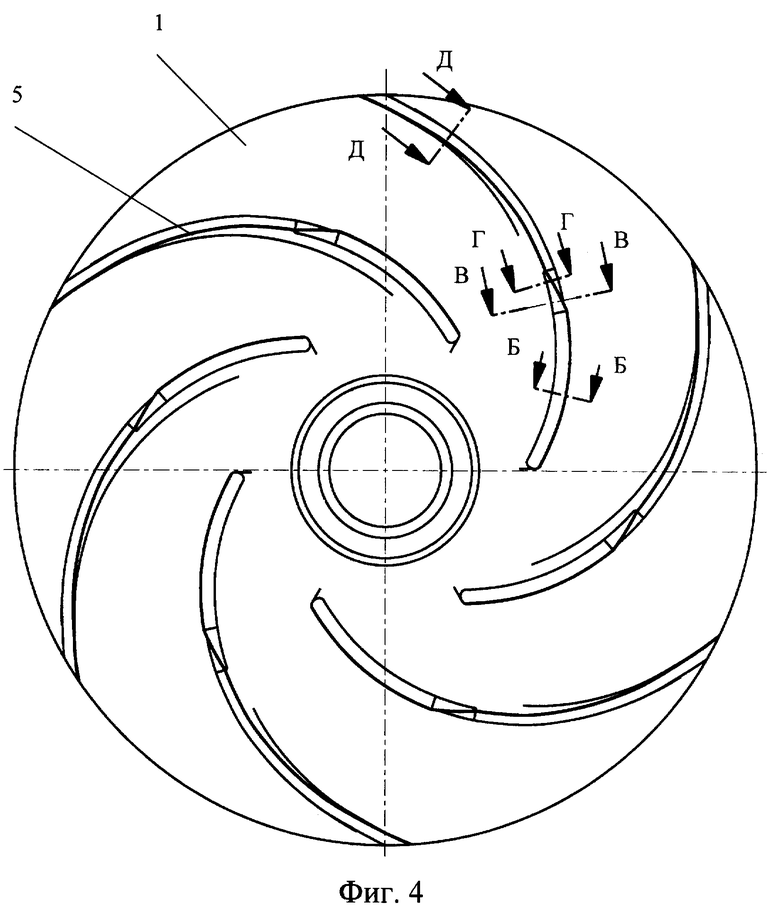
фиг.4 - вид А (фиг.3);
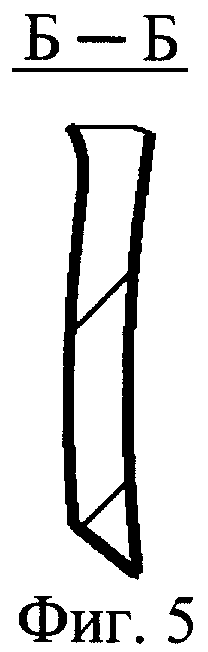
фиг.5 - разрез элемента лопасти на основном диске по Б-Б (фиг.4);
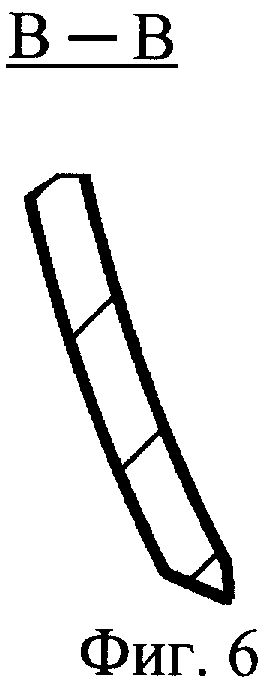
фиг.6 - разрез элемента лопасти на основном диске по В-В (фиг.4);
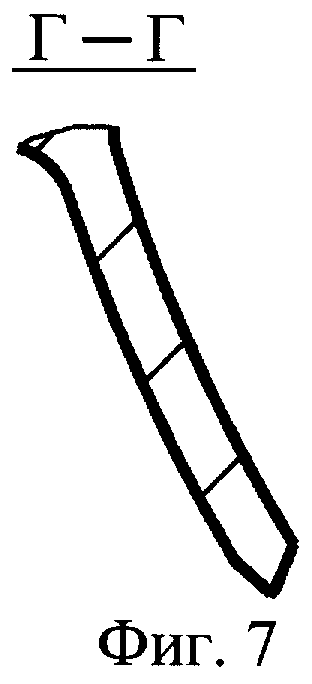
фиг.7 - разрез элемента лопасти на основном диске по Г-Г (фиг.4);
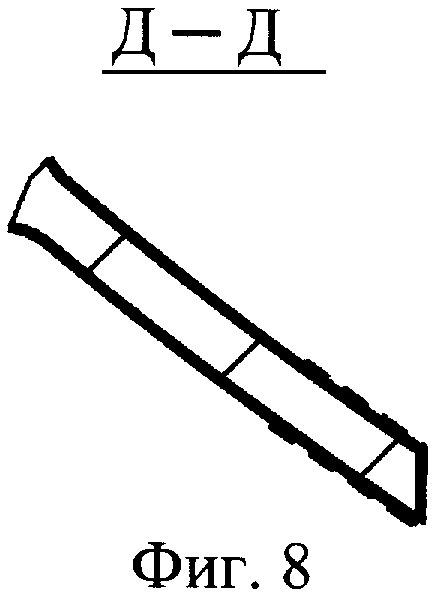
фиг.8 - разрез элемента лопасти на основном диске по Д-Д (фиг.4);
фиг.9 - схема сопряжения частей рабочего колеса перед сваркой.
Способ изготовления рабочего колеса (фиг.1), включающего основной диск 1, покрывающий диск 2 и загнутые назад лопасти 3, осуществляют следующим образом.
В качестве заготовок основного и покрывающего дисков используют поковки. Каждую заготовку устанавливают на станке с числовым программным управлением, фрезеруя элементы 4 лопастей за одно целое с покрывающим диском 2 (фиг.2), а элементы 5 - за одно целое с основным диском 1 (фиг.3) с распределением высот выступов по длине лопасти, требуемым для выполнения сварного стыкового соединения парных элементов 4 и 5 и обеспечивающим отличную от плоскости форму той поверхности вращения, которая после сопряжения перед сваркой геометрически разделит части рабочего колеса (например, с образующей поверхности, составленной из дуг окружностей). При этом на основном диске 1 выполняют разделку под сварку (фиг.4): на прилегающем к входу в рабочее колесо участке (фиг. 5) кромки элемента 5 каждой лопасти, фрезеруют скос со стороны элемента, обращенной к оси вращения колеса (внутренней, или тыльной, стороны лопасти), на прилегающем к выходу из рабочего колеса участке (фиг.8) - с противоположной стороны (наружной, лицевой), а на находящемся примерно в середине лопасти переходном участке (фиг.6 и 7) - с обеих сторон.
Во время сборки угловое смещение одной части рабочего колеса относительно другой исключают тем, что фиксируют элементы 5 лопастей, выполненные за одно целое с основным диском 1, между технологическими планками (или стержнями), приваренными к элементам 4 лопастей, выполненных за одно целое с покрывающим диском 2, и направленными параллельно оси вращения рабочего колеса. Эти планки (или стержни) удаляют (например, механическим способом) после прихватки (посредством аргонодуговой сварки) элементов 4 и 5 лопастей 3 на участках с односторонними скосами кромок. Центрирование частей рабочего колеса при сборке осуществляют за счет формы поверхности вращения 6 (фиг.9), которая после сопряжения перед сваркой геометрически разделяет части рабочего колеса и по разные стороны от которой лежат сопрягаемые кромки обоих элементов каждой лопасти (соответствующее перемещению по поверхности вращения 6 изменение угла между нормалью 7 к ней и осью вращения характеризует эту форму).
Затем сваривают элемент 5 каждой лопасти 3, выполненный за одно целое с основным диском 1, и элемент 4 той же лопасти 3, выполненный за одно целое с покрывающим диском 2, посредством дуговой сварки в среде защитного газа (например, аргонодуговой сварки) с присадкой сварочной проволоки из материала, соответствующего материалу рабочего колеса, при следующей последовательности наложения швов. На переходном участке с двухсторонним скосом сначала выполняют сварку с одной стороны лопасти 3, а затем (после зачистки корня шва) - с другой стороны. Далее односторонним швом производят сварку на прилегающем к входу в рабочее колесо участке (последовательно на диаметрально противоположных лопастях) и на прилегающем к выходу из рабочего колеса участке (в такой же последовательности), причем в обоих случаях с заходом на переходный участок. При такой технологии сварки предотвращают существенное образование дефектов швов, получают полное проплавление по всей толщине свариваемых элементов и предсказуемость остаточных деформаций по виду (в основном, усадка) и величине, а также исключают процесс термообработки после сварки. Зачищая сварные швы на полученных лопастях (например, механическим способом) заподлицо со свариваемыми поверхностями, получают заданную форму межлопастных каналов без увеличения массы рабочего колеса (сверх конструктивно необходимой) и её относительного перераспределения (по радиусу колеса). Затем контролируют качество сварных швов и околошовной поверхности наружным осмотром, капиллярным и радиографическим способами (достоверно выявляя все дефекты), а при обнаружении - устраняют их.
Источники информации
1. Черкасский В.М. Насосы, вентиляторы, компрессоры: Учебник для вузов. - М.: Энергоатомиздат, 1984.
2. Михайлов А.К., Ворошилов В.П. Компрессорные машины: Учебник для вузов. - М.: Энергоатомиздат, 1989.
3. Митенков Ф.М., Новинский Э.Г., Будов В.М. Главные циркуляционные насосы АЭС. - 2-е изд., перераб. и доп. М.: Энергоатомиздат, 1990.
4. Насосы АЭС: Справочное пособие / П.Н.Пак, А.Я.Белоусов, А.И.Тимшин и др.; Под общ. ред. П.Н.Пака. - М.: Энергоатомиздат, 1989.
5. Будов В.М., Фарафонов В.А. Конструирование основного оборудования АЭС: Учеб. пособие для вузов. - М.: Энергоатомиздат, 1985.
6. Рабочее колесо центробежного нагнетателя: А.с. СССР 423944, МПК2 F 04 D 29/28. - Опубл. 15.04.1974, Бюл. №14.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО НАСОСА | 2011 |
|
RU2494848C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО НАСОСА | 2008 |
|
RU2398973C2 |
| Сварное рабочее колесо двустороннего входа для центробежного насоса | 2023 |
|
RU2831740C1 |
| Способ изготовления рабочего колеса центробежного насоса | 2019 |
|
RU2722842C1 |
| ЭЛЕКТРОМАГНИТНОЕ РАЗГРУЗОЧНОЕ УСТРОЙСТВО ГЛАВНОГО ЦИРКУЛЯЦИОННОГО НАСОСНОГО АГРЕГАТА | 2009 |
|
RU2406878C1 |
| Рабочее колесо центробежного насоса канального типа | 1990 |
|
SU1786295A1 |
| СВАРНОЕ РАБОЧЕЕ КОЛЕСО ДВУСТОРОННЕГО ВСАСЫВАНИЯ ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2229628C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2293639C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |

Изобретение относится к энергомашиностроению и может быть использовано при изготовлении насосов крупных размеров со сложной пространственной формой межлопастных каналов, в частности, главных циркуляционных насосов, применяемых в ядерных энергетических установках на атомных электростанциях. Рабочее колесо выполняют из двух частей, при этом каждую лопасть образуют соединением двух элементов. Один из элементов выполняют в виде выступа на основном диске за одно целое с последним. Другой элемент - на покрывающем диске за одно целое с ним. Элементы каждой лопасти фрезеруют с возможностью их сварного стыкового соединения и контроля качества последнего просвечиванием проникающим излучением. После сопряжения перед сваркой части рабочего колеса геометрически разделяет поверхность вращения, при перемещении по которой от входа в рабочее колесо к выходу из него не увеличивается меньший из углов между осью вращения рабочего колеса и нормалью к указанной поверхности вращения. В результате обеспечивается повышение качества полученного изделия за счет увеличения прочности сварного шва и исключения искажения формы межлопастных каналов. 4 з.п. ф-лы, 9 ил.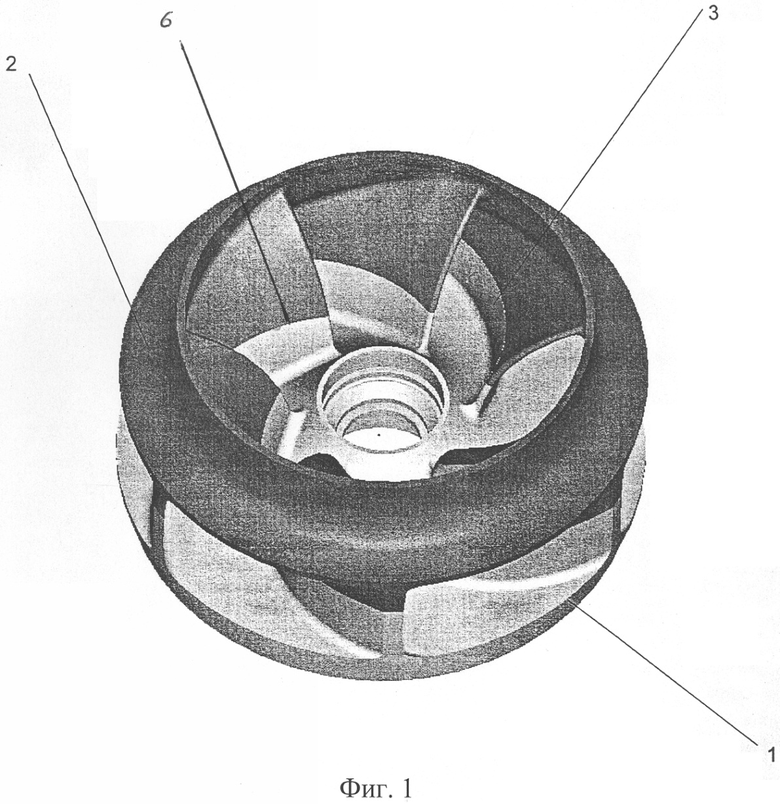
| SU 423944 А, 15.04.1974 | |||
| Способ изготовления рабочих колес центробежных машин | 1981 |
|
SU948527A2 |
| US 4428717 А, 31.01.1984 | |||
| Форсунка для ступенчатого впрыска топлива в двигателях внутреннего сгорания | 1945 |
|
SU68355A1 |

