Изобретение относится к порошковой металлургии, в частности к способам нанесения покрытий из порошковых твердосплавных материалов на поверхности деталей, и может быть использовано для увеличения стойкости изделий к механическому, коррозионно-механическому, абразивному износам.
Известны газотермические способы получения покрытий напылением порошковых материалов на поверхности изделий (Алхимов А.П. и др. Газодинамическое напыление. Исследование плоской сверхзвуковой двухфазной струи. Прикладная механика и техническая физика. Т. 38, N 2, 1997). Недостатками способов являются: наличие физико-химических реакций между газом-носителем и частицами материала покрытия; пониженная прочность сцепления частиц между собой и материалом изделия; достаточно высокая пористость покрытия; малая производительность; малый коэффициент использования материала покрытия; достаточно высокая энергоемкость; повышенная взрывоопасность производства; использование сложного дорогостоящего оборудования.
Известен способ нанесения покрытий из металлических порошков, включающий: нанесение порошка, начальный нагрев до момента достижения на стыке поверхности детали с порошковым материалом температуры плавления, прекращение нагрева и повторное его возобновление при снижении температуры спекания порошка, при которой осуществляют изотермическую выдержку (патент РФ №2164966, кл. С23С 24/10, заявлен 29.06.1999, опубликован 10.04.2001 Бюл. №10).
Существенным недостатком данного способа является недостаточно высокое качество порошкового слоя по толщине покрытия и особенно на его поверхности. Из-за градиента температуры на стыке и на сводной поверхности порошка температура спекания на поверхности часто бывает недостаточной для образования прочного каркаса покрытия,- особенно при большой толщине порошкового слоя. Кроме этого, снижение температуры от температуры плавления до температуры спекания происходит довольно быстро, особенно при искусственном охлаждении свободной поверхности детали, что усложняет контроль и может явиться причиной брака.
Наиболее близким к заявляемому изобретению является способ, включающий нанесение порошкового материала на поверхность детали, ее нагрев до момента достижения на стыке поверхности детали с порошковым материалом температуры плавления и спекание порошкового материала. При достижении температуры плавления порошкового материала на стыке с поверхностью детали осуществляют изотермическую выдержку. Спекание проводят при достижении свободной поверхностью порошкового материала температуры спекания и поддержания ее при изотермической выдержке постоянной путем принудительного охлаждения свободной поверхности порошкового материала. В частных воплощениях изобретения охлаждение свободной поверхности порошкового материала осуществляют защитным газом (патент РФ №2293798, кл. С23С 24/10, заявлен 10.09.2006, опубликован 20.02.2007 Бюл. №5).
Существенным недостатком данного способа является отсутствие возможности использования его для нанесения на поверхность деталей из сталей и чугунов износостойких, коррозионно-стойких и жаростойких покрытий из порошковых хромокарбидных твердых сплавов типа КХН, склонных к растрескиванию при возникновений перепада температур, возникающего при принудительном охлаждении свободной поверхности порошкового материала в процессе спекания. Кроме этого, способ прототип не может гарантировать формирование между материалом детали и покрытием бездефектного связующего слоя, а наличие градиента температур в покрытии при охлаждении может приводить к появлению в нем трещин. Выявленные недостатки прототипа, в конечном итоге, значительно затрудняют возможность формирования на поверхности деталей из сталей и чугунов бездефектных покрытий из порошковых хромокарбидных твердых сплавов типа КХН, что снижает эксплуатационный ресурс покрытой детали, кроме этого, наличие дефектов в покрытии и в зоне его связки с основным материалом детали может приводить к разрушению покрытий в процессе эксплуатации, приводящему к возникновению аварийного разрушения механизма, в котором используется данная деталь.
Задачей заявляемого изобретения является усовершенствование способа нанесения износостойких и коррозионно-стойких покрытий из порошковых твердых сплавов, позволяющего повысить эксплуатационные свойства покрытия.
Технический результат - исключение пористости и растрескивания покрытия из порошковых хромокарбидных твердых сплавов типа КХН в процессе его спекания и охлаждения после негожа также растрескивания покрытия в процессе эксплуатационного механического и термического циклирования.
Технический результат достигается тем, что нанесение износостойкого и коррозионно-стойкого покрытия из порошкового твердого сплава включает нанесение порошкового материала на поверхность детали, нагрев до достижения температуры плавления порошкового материала на стыке поверхности детали с порошковым материалом, спекание порошкового материала при изотермической выдержке, при этом нанесение порошкового материала осуществляют в три этапа, при этом на первом этапе на всю поверхность детали наносят коррозионно-стойкое диффузионное никель-медное покрытие при температуре 950-1050°С из среды легкоплавких жидкометаллических растворов, содержащей, мас. %:
на втором этапе на деталь с диффузионным никель-медным покрытием наносят порошковый связующий слой, состоящий из смеси порошков карбида титана, меди, никеля, марганца, лития, при следующем соотношении компонентов, мас. %:
на третьем этапе на связующий слой наносят порошковый твердосплавный слой, представляющий собой хромокарбидный твердый сплав КХН-15, после нанесения порошковых слоев осуществляют их одновременное прессование при давлении 20-30 МПа и нагрев в инертной среде, после чего осуществляют изотермическую выдержку при температуре 0,75-0,95 от температуры плавления никеля до полного спекания порошкового твердосплавного слоя.
Благодаря введению в заявляемом способе этапа нанесения на защищаемую поверхность детали диффузионного никель-медного покрытия на ее поверхности формируется легированный никелем и медью слой, обладающий высокой коррозионной стойкостью, пластичностью и высокой смачиваемостью жидкой фазой, образующейся в связующем слое при его нагреве. При этом, наличие в никель-медном диффузионном покрытии и в связующем слое Ni и Cu обеспечивает образование между никель-медным диффузионным покрытием и связующим слоем прочной, пластичной и бездефектной связки. Бездефектностью и пластичностью (податливостью) характеризуется и сам связующий порошковый слой. Данные свойства связующего слоя обеспечиваются наличием в этом слое Ni, Cu, Mn, которые в совокупности при нагреве образуют сплав, обладающий пониженной температурой плавления 940…1070°С, высокой после охлаждения - прочностью, пластичностью и высокой способностью к самоупрочнению в процессе механических эксплуатационных воздействий на него. Кроме этих компонентов связующий порошковый слой содержит карбид титана (TiC), образующий в связующем слое каркас, обеспечивающий его упрочнение при сохранении пластичности, а также снижение усадки этого слоя, а также Li, выполняющий функцию флюса.
Обладая вышеперечисленными свойствами связующий слой, исходно находящийся в порошковом виде, после нанесения ею на диффузионное никель-медное покрытие и последующих за этим этапом этапов нанесения на него порошкового твердосплавного слоя, представляющего собой хромокарбидный твердый сплав КХН-15, совместного прессования этих слоев и их нагрева в инертной среде до температуры, вызывающей образование в связующем порошковом слое жидкой фазы, обеспечивает жидкофазное спекание диффузионного никель-медного покрытия (являющегося легированным слоем материала детали) неосновного порошкового твердосплавного слоя. Последующий лап - изотермическая выдержка до полного спекания основною порошкового твердосплавного слоя обеспечивает формирование заданных функциональных свойств износостойкого и коррозионно-стойкого покрытия из порошкового твердого сплава. Таким образом, совокупность предлагаемых признаков позволяет достичь желаемого технического результата.
Способ осуществляется следующим образом.
На поверхность детали наносят никель-медное покрытие, в результате чего происходит легирование поверхностных слоев детали никелем и медью. Наиболее эффективным для выполнения этой стадии рассматриваемого способа является диффузионная металлизация в среде легкоплавких жидкометаллических растворов. Затем покрытую деталь размещают в пресс-форме, конфигурация которой обеспечивает придание покрытию требуемой формы, и на покрываемые поверхности наносят связующий порошковый слой, затем на него наносят порошковый твердосплавный слой, представляющий собой хромокарбидный твердый сплав КХН-15. После нанесенные на деталь порошковые слои вместе с деталью подвергают одновременно нагреву в инертной среде и прессованию при давлении 20…30 МПа. Нагрев ведут до достижения температуры, вызывающей появление жидкой фазы в связующем слое. После этого производят изотермическую выдержку при температуре 0,7-0,85 от температуры плавления никеля до полного спекания основного порошкового твердосплавного слоя.
Пример реализации способа.
На пластину (образец) из стали 40Х толщиной 5 мм, размерами 20×50 мм, имеющую выфрезерованный на ее поверхности паз размерами 16×46 мм глубиной 3 мм., наносят порошковый твердосплавное слой, представляющий собой хромокарбидный твердый сплав КХН-15, по технологическим вариантам:
1-й вариант - технология прототипа. В паз пластинки наносят порошковый твердосплавный слой хромокарбидного твердого сплава КХН-15.
2-й вариант - технология заявляемого способа. На пластину наносят диффузионное никель-медное покрытие путем диффузионной металлизации в среде легкоплавких жидкометаллических растворов при температуре 950-1050°С, в течение 60 мин, в расплаве Pb - Li - Ni - Cu с заданным соотношением компонентов по массе в процентах, затем в паз пластины наносят связующий слой, состоящий из смеси порошков TiC, Ni, Cu, Mn, Li, содержащий заданное соотношение компонентов по массе в процентах, и на него наносят порошковый твердосплавный слой хромокарбидного твердого сплава КХН-15. Далее пластины устанавливают в герметичную печь с аргоном под имеющийся в ней пресс, затем порошковые слои прессуют при давлении 20-30 МПа и одновременно нагревают в среде аргона до температуры 1090-1240°С, затем производят изотермическую выдержку в течение 60 мин.
При этом в обоих вариантах выбиралась одинаковая длительности процесса спекания 60 мин.
Пример 1. 1-й вариант (прототип): в паз пластины наносят порошковой твердосплавный слой хромокарбидного твердого сплава КХН-15. Процесс проводился в герметичной печи с аргоном по технологии прототипа.
Пример 2. На пластину наносят диффузионное никель-медное покрытие в расплаве, содержащем: 92,5% Pb, 0,5% Li, 1% Ni, 6% Cu, при температуре 950°С, затем в пазы пластины наносят связующий порошковый слой, содержащий: 60% TiC, 10% Cu, 13% Ni, 16,5% Mn, 0,5% Li, и порошковый твердосплавный слой хромокарбидного твердого сплава КХН-15, порошковые слои подвергают одновременному прессованию при давлении 20 МПа и нагреванию в среде аргона до температуры 1090°С, затем производят изотермическую выдержку в течение 60 мин.
Пример 3. На пластину наносят диффузионное никель-медное покрытие в расплаве, содержащем: 84,2% Pb, 0,8% Li, 3% Ni, 12% Cu, при температуре 1050°С, затем в пазы пластины наносят связующий порошковый слой, содержащий: 40% TiC, 17% Cu, 20% Ni, 22,2% Mn, 0,8% Li, и порошковый твердосплавный слой хромокарбидного твердого сплава КХН-15, порошковые слои подвергают одновременному прессованию при давлении 30 МПа и нагреванию в среде аргона до температуры 1240°С, затем производят изотермическую выдержку в течение 60 мин.
Пример 4. На пластину наносят диффузионное никель-медное покрытие в расплаве, содержащем: 88,35% Pb, 0,65% Li, 2% Ni, 9% Cu, при температуре 1000°С, затем в пазы пластины наносят связующий порошковый слой, содержащий: 50% TiC, 13,5% Cu, 16,5% Ni, 19,35 Mn, 0,65% Li, и порошковый твердосплавный слой хромокарбидного твердого сплава КХН-15, порошковые слои подвергают одновременному прессованию при давлении 25 МПа и нагреванию в среде аргона до температуры 1165°С, затем производят изотермическую выдержку в течение 60 мин.
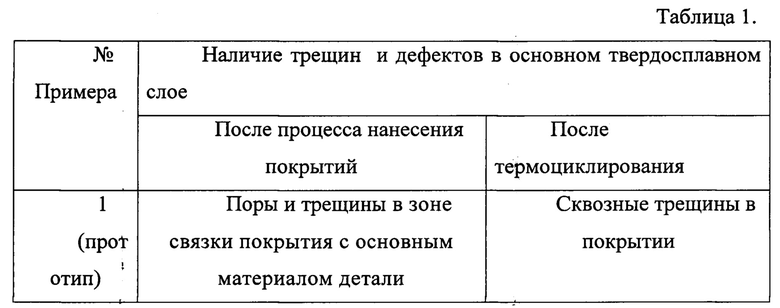
После нанесения покрытий производилось определение наличия трещин на их поверхности, а также образцы подвергались испытаниям на термоциклирование путем их нагрева до температуры 900°С с последующим охлаждением в воде. Количество нагревов и охлаждений было равно 20. После проведения термоциклирования также производилось определение наличия трещин на поверхности покрытий.
Как следует из результатов исследований, представленных в таблице 1, нанесение твердосплавных порошковых покрытий в пределах выбранного элементного и концентрационного составов, в соответствии с технологией заявляемого способа, обеспечивает формирование на поверхности деталей бездефектных и стойких к термоциклированию покрытий.

Таким образом, предложенный способ решает поставленную задачу заявляемого изобретения - усовершенствование способа нанесения износостойких и коррозионно-стойких покрытий из порошковых твердых сплавов, позволяющего повысить эксплуатационные свойства покрытия и добиться поставленных технических результатов - исключение пористости и растрескивания покрытия из порошкового хромокарбидного твердого сплава КХН-15 в процессе его спекания и охлаждения после него, а также растрескивания покрытия в процессе эксплуатационного механического и термического циклирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИЙНЫХ ПОКРЫТИЙ НА ПОДЛОЖКУ ИЗ ВЫСОКОТВЕРДЫХ СПЛАВОВ | 2013 |
|
RU2519694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ЭЛЕКТРОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2005 |
|
RU2300446C2 |
| Способ изготовления составной ветви термоэлемента, работающей в диапазоне температур от комнатной до 900o C | 2015 |
|
RU2607299C1 |
| Способ нанесения покрытий из металлических расплавов | 1989 |
|
SU1744145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ГРАНУЛЯЦИИ ПЛАСТМАСС | 1991 |
|
RU2011496C1 |
| Способ диффузионной сварки | 1989 |
|
SU1625625A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗУБКОВ ВООРУЖЕНИЯ КАЛИБРАТОРА СТВОЛОВ СКВАЖИН | 2015 |
|
RU2592589C1 |
| Способ изготовления составной ветви термоэлемента | 2016 |
|
RU2624615C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120352C1 |
Изобретение относится к порошковой металлургии, в частности к нанесению износо- и коррозионно-стойких функциональных покрытий из порошковых твердых сплавов на поверхности деталей. Нанесение порошкового материала осуществляется в три этапа. На первом этапе на всю поверхность детали наносят коррозионно-стойкое диффузионное никель-медное покрытие при температуре 950-1050°С из среды легкоплавких жидкометаллических растворов, содержащей, мас. %: свинец 84,2-92,5, литий 0,5-0,8, никель 1-3, медь 6-12. На втором этапе наносят порошковый связующий слой, состоящий из смеси компонентов, мас. %: карбид титана 40-60, медь 10-17, никель 13-20, марганец 16,5-22,2, литий 0,5-0,8. На третьем этапе на связующий слой наносят основной порошковый твердосплавный слой, представляющий собой хромокарбидный твердый сплав КХН-15. Затем слои одновременно прессуют при давлении 20-30 МПа и нагревают в инертной среде, после чего осуществляют изотермическую выдержку при температуре 0,75-0,95 от температуры плавления никеля до полного спекания порошкового твердосплавного слоя. Обеспечивается исключение пористости и растрескивания покрытия в процессе механической эксплуатации и термоциклирования. 1 табл., 4 пр.
Способ нанесения износостойкого и коррозионно-стойкого покрытия из порошкового твердого сплава, включающий нанесение порошкового материала на поверхность детали, нагрев до достижения температуры плавления порошкового материала на стыке поверхности детали с порошковым материалом, спекание порошкового материала при изотермической выдержке, отличающийся тем, что нанесение порошкового материала осуществляется в три этапа, при этом на первом этапе на всю поверхность детали наносят коррозионно-стойкое диффузионное никель-медное покрытие при температуре 950-1050°С из среды легкоплавких жидкометаллических растворов, содержащей, мас. %:
на втором этапе на деталь с диффузионным никель-медным покрытием наносят порошковый связующий слой, состоящий из смеси порошков карбида титана, меди, никеля, марганца, лития, при следующем соотношении компонентов, мас. %:
на третьем этапе на связующий слой наносят основной порошковый твердосплавный слой, представляющий собой хромокарбидный твердый сплав КХН-15, после нанесения порошковых слоев осуществляют их одновременное прессование при давлении 20-30 МПа и нагрев в инертной среде, после чего осуществляют изотермическую выдержку при температуре 0,75-0,95 от температуры плавления никеля до полного спекания порошкового твердосплавного слоя.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2005 |
|
RU2293798C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СПЛАВАХ | 2002 |
|
RU2232206C1 |
| Способ получения износостойкого покрытия на изделии из инструментальной стали | 2019 |
|
RU2710617C1 |
| ИЗНОСОСТОЙКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1993 |
|
RU2093309C1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2002 |
|
RU2228387C2 |
| СПОСОБ АРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ТВЕРДОСПЛАВНЫМ СЛОЕМ | 1999 |
|
RU2167742C2 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

