Область техники
Настоящее изобретение относится к устройству для обработки изделий горячим прессованием, в частности - горячим изостатическим прессованием.
Уровень техники
Горячее изостатическое прессование (ГИП) представляет собой технологию, которая получает все более и более широкое применение. Горячее изостатическое прессование используют, например, для устранения пористости в отливках, таких как, например, турбинные лопатки, чтобы, по существу, увеличить их срок службы и прочность, в частности сопротивление усталости. Другой областью применения является изготовление изделий, которые должны быть полностью плотными и иметь поверхности, не содержащие пор, посредством прессования порошка.
При горячем изостатическом прессовании изделие, подвергаемое обработке прессованием, размещают в нагрузочном отделении изолированного сосуда высокого давления. Цикл, или цикл обработки, содержит следующие этапы: загружают, обрабатывают и выгружают изделия, и общая длительность цикла в данном документе называется временем цикла. Этап обработки может, в свою очередь, быть разделен на несколько частей или стадий, например стадия прессования, стадия нагрева и стадия охлаждения.
После загрузки сосуд герметизируют и рабочую среду под давлением вводят в сосуд высокого давления и его нагрузочную камеру. Затем давление и температуру рабочей среды повышают таким образом, что изделие подвергается воздействию повышенного давления и повышенной температуры в течение выбранного периода времени. Повышение температуры рабочей среды и, следовательно, изделий обеспечивают посредством нагревательного элемента или печи, расположенных в печной камере сосуда высокого давления. Величины давления, температуры и времени обработки, естественно, зависят от множества факторов, таких как свойства материала обрабатываемого изделия, области применения и требуемого качества обрабатываемого изделия. Величины давления и температуры в процессе горячего изостатического прессования обычно варьируются в диапазоне от 200 до 5000 бар, предпочтительно - 800-200 бар и от 300°C до 3000°C, предпочтительно - от 800°C до 2000°C, соответственно.
По окончании прессования изделий их часто бывает необходимо охладить перед извлечением или выгрузкой из сосуда высокого давления. В некоторых видах металлургической обработки скорость охлаждения отрицательно влияет на физико-химические свойства металла. Например, тепловое напряжение (или температурное напряжение) и формирование зерен следует минимизировать, чтобы получить материал высокого качества. Таким образом, желательно охлаждать материал равномерно и, если возможно, контролировать скорость охлаждения. Недостатком многих известных в данной области техники прессов является медленное охлаждение изделий, поэтому предпринимаются попытки уменьшения времени охлаждения изделий.
В патенте США № 5118289 предложен горячий изостатический пресс, предназначенный для быстрого охлаждения изделий после полного осуществления обработки прессованием и нагревом. Этого можно достичь посредством использования теплообменника, который расположен над горячей зоной. Таким образом, рабочую среду охлаждают с помощью теплообменника до того, как она войдет в контакт со стенкой сосуда высокого давления. Следовательно, теплообменник позволяет повысить охлаждающую способность без риска, например перегрева стенки сосуда высокого давления. Однако, так как теплообменник расположен вблизи верхнего закрывающего средства сосуда высокого давления, существует риск, что охлаждающая способность теплообменника ухудшится из-за нежелательного нагрева теплообменника, вызванного тепловой энергией, выделяющейся внутри сосуда высокого давления. Следовательно, может понадобиться улучшить охлаждающую способность теплообменника. В данной области техники хорошо известно, что повышенный расход рабочей среды влечет за собой усиление охлаждения благодаря повышенному коэффиценту теплоотдачи. В патенте США 5118289 повышенный расход достигается посредством того, что циркулирующий газ (рабочую среду) пропускают через теплообменник с помощью насоса или подобного устройства. Данное решение может, с другой стороны, усложнить конструкцию устройства для прессования, а также повысить требования к техническому обслуживанию.
Поэтому в данной области техники все еще существует потребность в усовершенствованном устройстве для прессования, предназначенном для горячего изостатического прессования, которое может быстро охлаждать изделия и рабочую среду контролируемым способом.
Сущность изобретения
Основная техническая задача настоящего изобретения состоит в создании улучшенного устройства для прессования, которое может быстро и контролируемым способом охлаждать изделия, обрабатываемые в устройстве для прессования, и рабочую среду во время горячего изостатического прессования.
Другой задачей настоящего изобретения является создание усовершенствованного устройства для прессования, которое способно к упомянутому контролируемому быстрому охлаждению без специального оборудования, такого как вентиляторы или насосы для охлаждения.
Еще одна задача настоящего изобретения состоит в создании усовершенствованного устройства для прессования, позволяющего снизить требования к техническому обслуживанию.
Еще одна задача настоящего изобретения состоит в создании усовершенствованного устройства для прессования, которое может поддерживать высокую равномерность температуры в ходе, например, стадии прессования и в установившемся режиме.
Еще одна задача настоящего изобретения состоит в создании усовершенствованного устройства для прессования, в котором риск перегрева сосуда высокого давления значительно уменьшен по сравнению с устройствами для прессования предшествующего уровня техники, предназначенными для горячего изостатического прессования.
Эти и другие задачи настоящего изобретения решаются посредством устройства для прессования, имеющего признаки, приведенные в независимых пунктах формулы изобретения. Отличительные признаки вариантов осуществления настоящего изобретения представлены в зависимых пунктах формулы изобретения.
В контексте настоящего изобретения термин "теплообменное устройство" относится к устройству, способному хранить тепловую энергию и обмениваться тепловой энергией с окружающей средой.
Кроме того, в контексте настоящего изобретения термины "холодный, "горячий" и "теплый" (например, холодная, теплая или горячая рабочая среда или холодная, теплая или горячая температура) следует трактовать с точки зрения средней температуры в сосуде высокого давления. Аналогичным образом, термины "низкая" и "высокая" температура также следует трактовать с точки зрения средней температуры в сосуде высокого давления.
Согласно основному объекту настоящего изобретения обеспечивается устройство для прессования, предназначенное для горячего прессования, содержащее сосуд высокого давления, который содержит нажимной цилиндр, снабженный верхним и нижним закрывающими средствами. Печная камера, в которой можно размещать изделия, обеспечена внутри сосуда высокого давления и, по меньшей мере, частично окружена теплоизолированным корпусом. По меньшей мере, один направляющий канал, сообщающийся с печной камерой, образует внешний охлаждающий контур, при этом рабочая среда на участке внешнего охлаждающего контура управляемым образом течет по стенкам сосуда высокого давления и верхнего закрывающего средства, перед тем как она вновь попадает в печную камеру. Кроме того, по меньшей мере, в одном направляющем канале, образующем внешний контур охлаждения, находится направляющий канальный элемент, предназначенный для направления рабочей среды из центрального отверстия теплоизолированного корпуса в радиальном и окружном направлениях к боковой стенке прессового цилиндра. Упомянутый, по меньшей мере, один канал для рабочей среды имеет, по существу, постоянную площадь поперечного сечения в направлении потока рабочей среды по всей длине канала.
В общем и целом, настоящее изобретение основано на идее использования каналов и пространств внешнего охлаждающего контура для рабочей среды, которую нежелательно использовать для несения нагрузки, чтобы улучшить охлаждающую способность устройства для прессования.
Согласно основному объекту настоящего изобретения эта задача решается обеспечением направляющего канального элемента во внешнем охлаждающем контуре вокруг печной камеры рядом с верхним закрывающим средством. Направляющий канальный элемент снабжен каналами для рабочей среды, которые имеют такие площади поперечного сечения и такие изгибы в радиальном и окружном направлениях, что высокая и, по существу, постоянная скорость движения рабочей среды получается во время ее продвижения через направляющий канальный элемент. Благодаря высокой и постоянной скорости рабочей среды во время ее продвижения вблизи верхнего закрывающего устройства можно поддерживать высокий коэффициент теплопередачи во время всего продвижения через элемент направляющего канала и, следовательно, высокий уровень тепловой энергии, которая может быть передана от рабочей среды во время ее продвижения по направляющему канальному элементу к верхнему торцевому закрывающему средству.
Даже еще более усиленная охлаждающая способность может быть получена посредством расположения теплообменных элементов в каналах или пространствах, во внешнем охлаждающем контуре, например соединением их с направляющим канальным элементом или расположением вблизи боковой стенки сосуда высокого давления. Следовательно, может быть получена повышенная охлаждающая способность, при этом не требуется дополнительного места для теплообменных элементов. То есть пространство, занимаемое теплообменными элементами, не уменьшает пространство для несения нагрузки. В обычных устройствах для прессования эти каналы и пространства используются только для направления или продвижения рабочей среды. Следовательно, настоящее изобретение позволяет обеспечить улучшенную охлаждающую способность, не отнимая возможности использования в полной мере пространства для несения нагрузок.
Согласно предпочтительным вариантам осуществления направляющий канальный элемент изготовлен из материала, обладающего способностью к теплообмену или теплоотводу.
Количество тепловой энергии, передаваемой через верхнее закрывающее средство, зависит от:
- скорости движения рабочей среды во время ее продвижения по каналам направляющего канального элемента;
- количества рабочей среды, контактирующей с верхним закрывающим средством во время ее продвижения через каналы направляющего канального элемента;
- разницы температур рабочей среды и направляющего канального элемента;
- качества материала направляющего канального элемента;
- устройства теплообменного элемента, например поверхности направляющего канального элемента, подвергаемой воздействию движущейся рабочей среды.
Признаки двух или более вариантов осуществления, представленных ранее, могут сочетаться, если только они не полностью совпадают, в других вариантах осуществления. Аналогичным образом, тот факт, что два признака упомянуты в разных пунктах формулы изобретения, не означает, что эти признаки нельзя сочетать с получением преимуществ.
Разные варианты осуществления настоящего изобретения, описанные ранее, можно сочетать, по отдельности или в различных комбинациях, с вариантами осуществления в различных комбинациях, описанными в патентных заявках "Цилиндр с неравномерным распределением давления" ("Non-uniform cylinder") и "Устройство для прессования" ("Pressing arrangement"), поданных в тот же день и тем же Заявителем, что и данная заявка. Содержание патентных заявок "Цилиндр с неравномерным распределением давления" и "Устройство для прессования", соответственно, включено в эту патентную заявку посредством ссылки.
Краткое описание чертежей
Далее варианты осуществления изобретения будут описаны со ссылками на прилагаемые чертежи, на которых:
Фиг.1 - схематичный вид сбоку устройства для прессования, которое является вариантом осуществления изобретения;
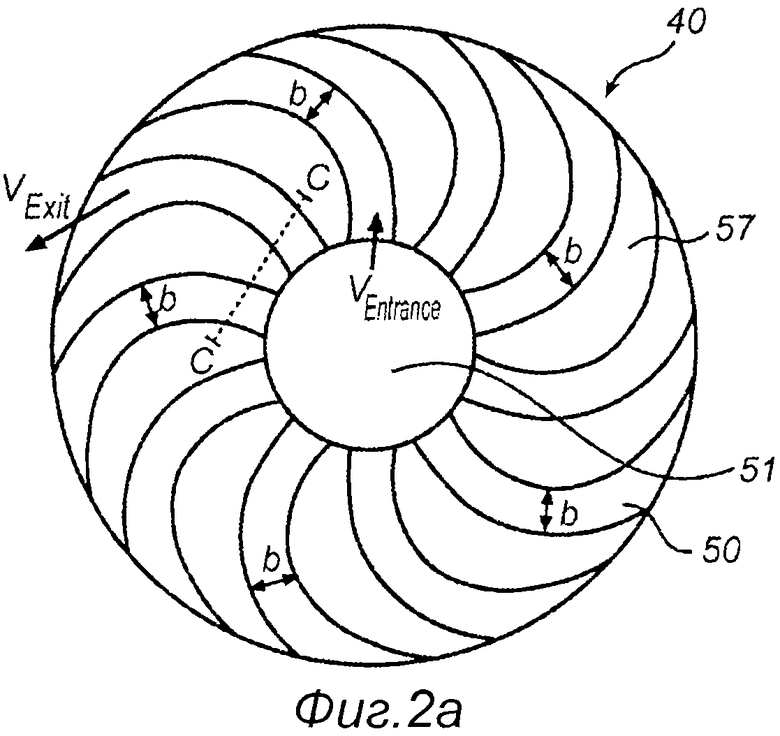
Фиг.2a представляется собой подробный, но схематичный вид направляющего канального элемента по варианту осуществления изобретения;
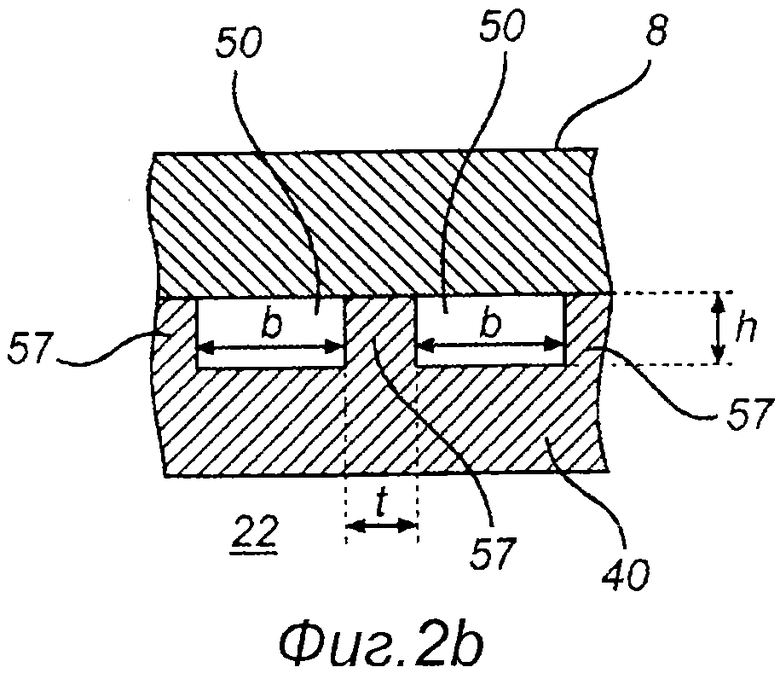
Фиг.2b - подробный, но схематичный вид направляющего канального элемента, показанного на Фиг.2a;
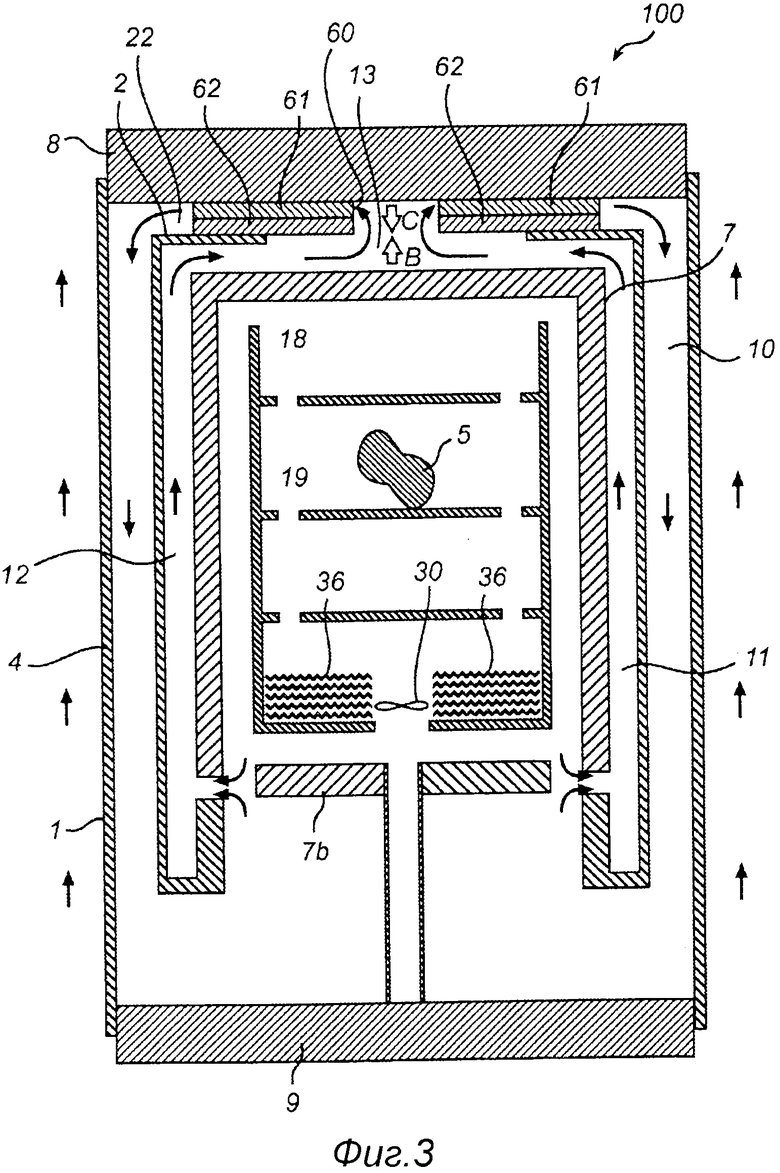
Фиг.3 - схематичный вид устройства для прессования, предложенного Заявителем, в котором воплощен другой вариант осуществления изобретения;
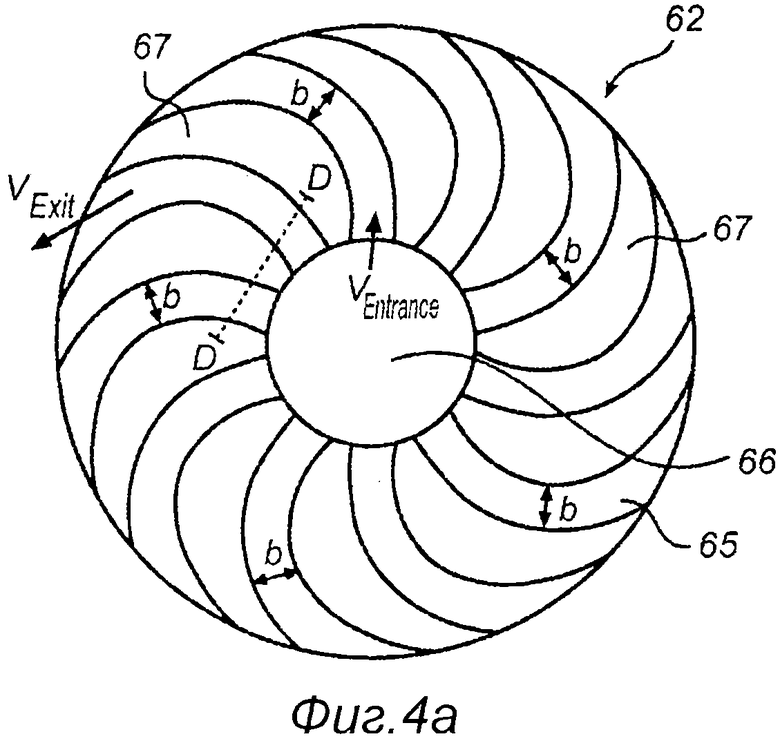
Фиг.4a - подробный, но схематичный вид направляющего канального элемента по другому варианту осуществления изобретения;
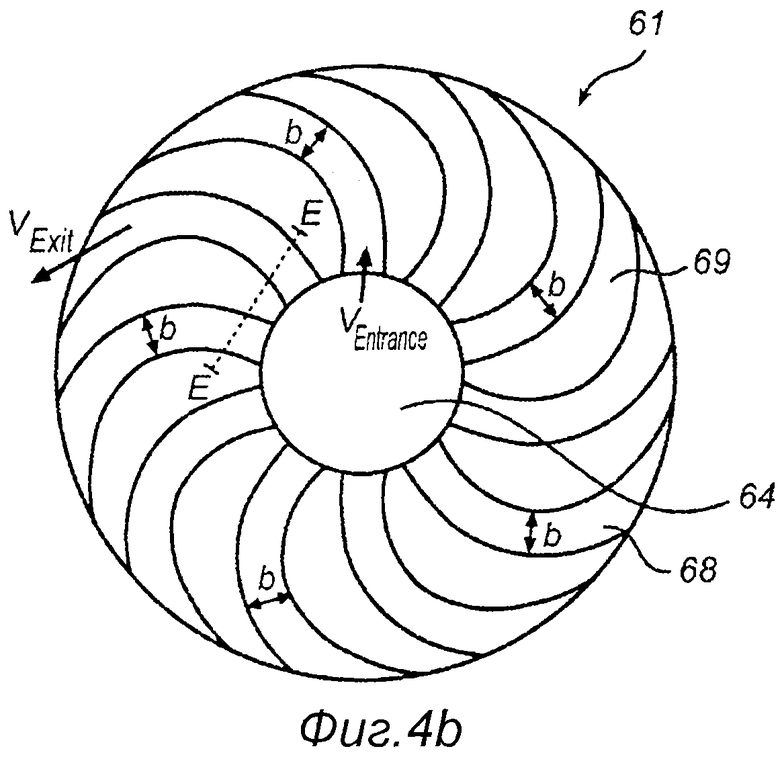
Фиг.4b - подробный, но схематичный вид направляющего канального элемента, показанного на Фиг.4a;
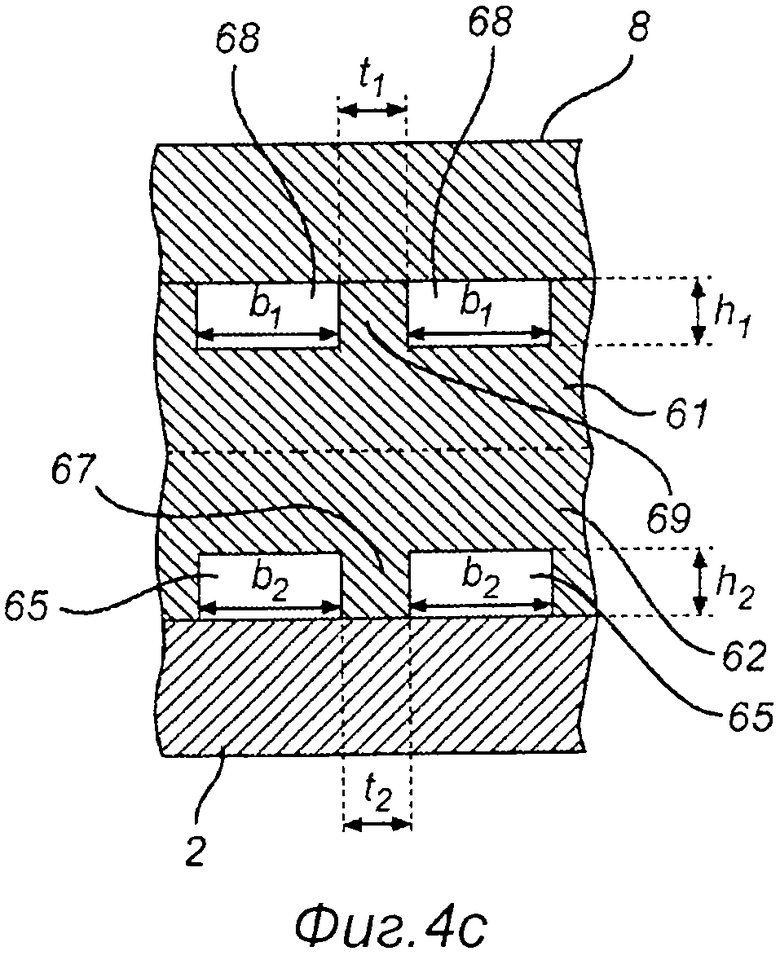
Фиг.4с - подробный, но схематичный вид в сечении направляющего канального элемента, показанного на Фиг.4а и 4b;
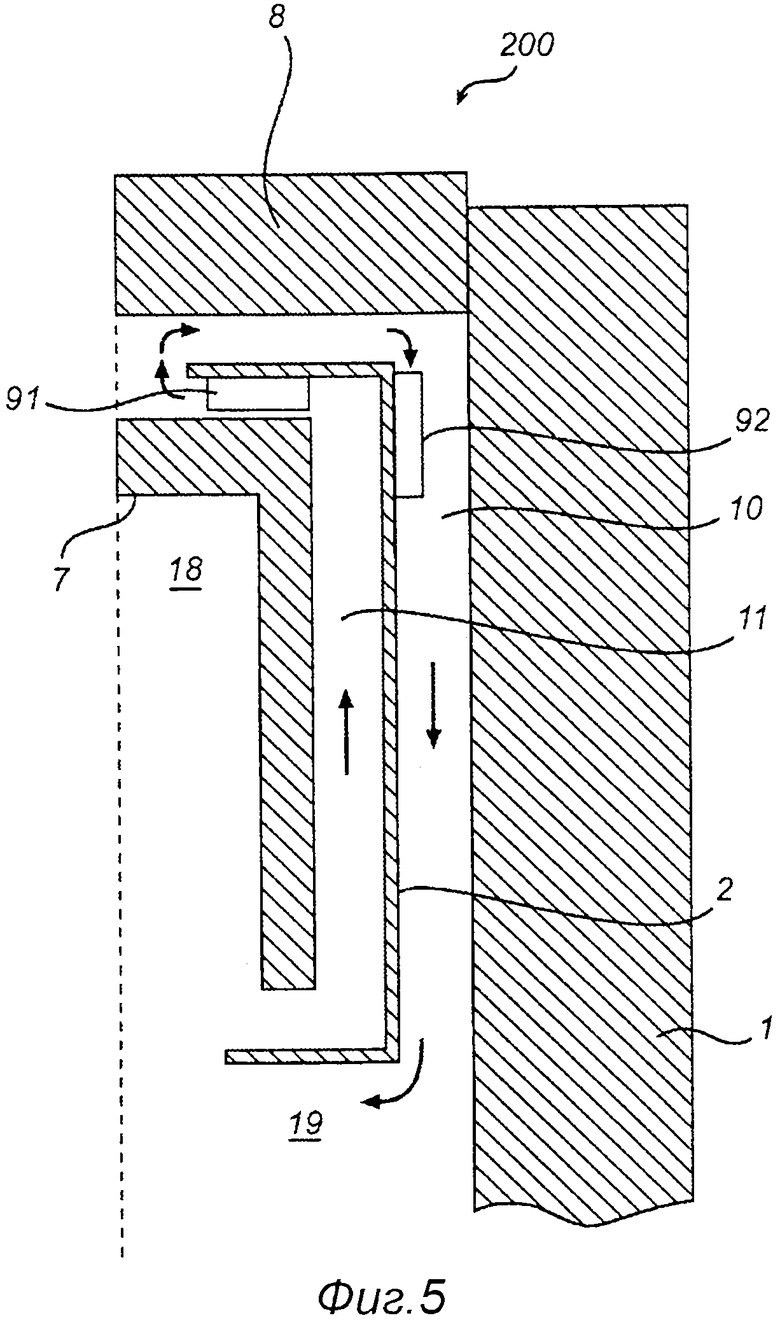
Фиг.5 - подробный, но схематичный вид другого варианта осуществления изобретения, воплощенного в устройстве для прессования;
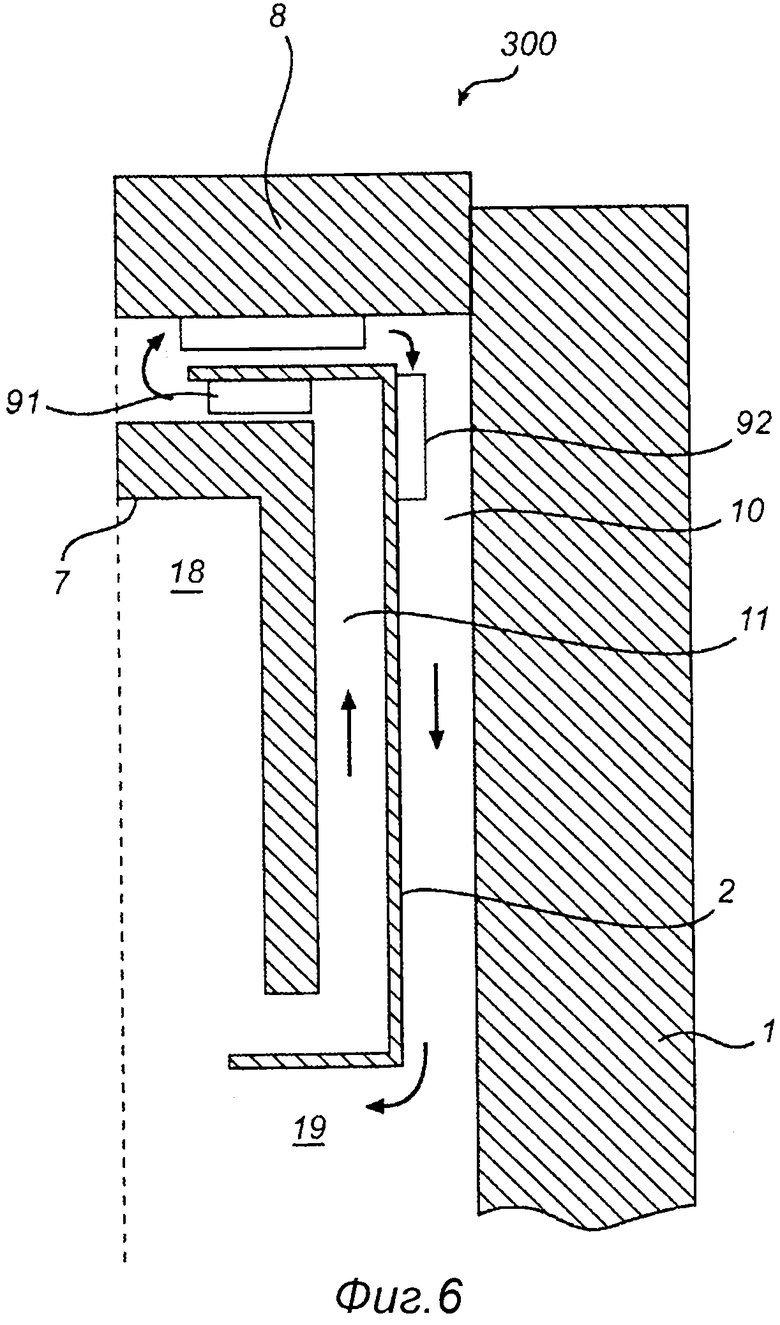
Фиг.6 - подробный, но схематичный вид еще одного варианта осуществления изобретения, воплощенного в устройстве для прессования;
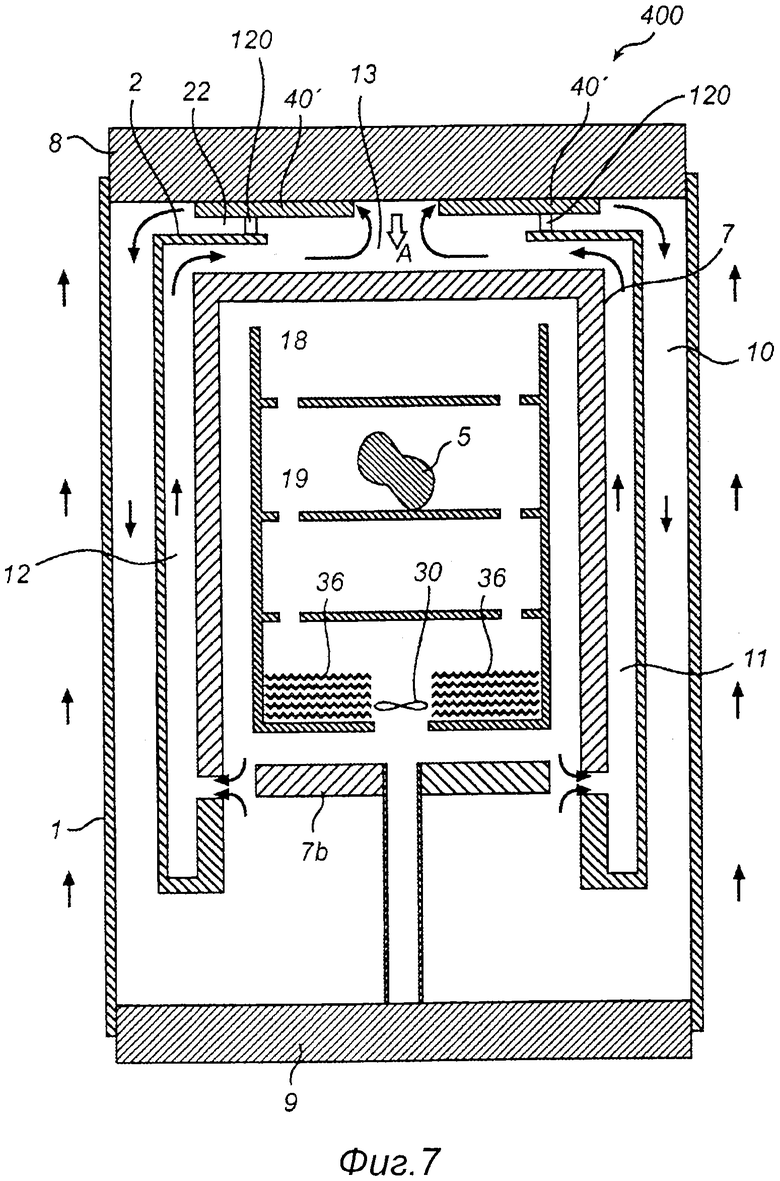
Фиг.7 - схематичный вид устройства для прессования, в котором воплощен еще один вариант осуществления изобретения.
Подробное описание вариантов осуществления изобретения
Далее последует описание примеров вариантов осуществления изобретения. Данное описание предназначено исключительно для разъяснения и не носит ограничивающего характера. Следует заметить, что прилагаемые чертежи схематичны и что устройства для прессования, соответствующие описанным вариантам осуществления изобретения, содержат признаки и элементы, которые из соображений простоты на чертежах не показаны.
Варианты осуществления устройства для прессования по изобретению можно использовать для обработки изделий, изготавливаемых из разных материалов при помощи прессования, в частности горячего изостатического прессования.
Далее, со ссылкой на фиг.1, будет разъяснено устройство устройства для прессования, в котором воплощено изобретение. Устройство 100 для прессования, предназначенное для прессования изделий, содержит сосуд 1 высокого давления со средством (не показанным на чертеже) для подачи и выпуска рабочей среды, таким как один или более впускных или выпускных проемов. Сосуд 1 высокого давления снабжен верхним и нижним закрывающими средствами 8 и 9, соответственно.
Рабочая среда может представлять собой жидкую или газовую среду с малым химическим сходством с обрабатываемыми изделиями. Сосуд 1 высокого давления включает в себя печную камеру 18, которая содержит котел (нагреватель) 36 или нагревательные элементы для нагрева рабочей среды в ходе этапа прессования, входящего в состав цикла обработки. Котел 36 может, как показано, например, на фиг.1 находиться в нижней части печной камеры 18 или может быть расположен с боковых сторон печной камеры 18 (не показано на чертеже). Специалисту в данной области техники очевидно, что также возможно сочетать нагревательные элементы, расположенные с боковых сторон, с нагревательными элементами, расположенными внизу, чтобы получить котел, расположенный с боковых сторон и внизу печной камеры. Очевидно, что любой вариант осуществления упомянутого котла, подразумевающий наличие нагревательных элементов, известных в данной области техники, может быть применен в вариантах осуществления изобретения, представленных в настоящей заявке. Следует заметить, что термин "котел" относится к средству нагрева, в то время как термин "печная камера" относится к объему, в котором расположены нагрузочные элементы и котел. Печная камера 18 не занимает весь сосуд 1 высокого давления, но вокруг нее остается промежуточное пространство или первый направляющий канал 10. Первый направляющий канал 10 используют в качестве направляющего канала во внешнем охлаждающем контуре, как показано стрелками на фиг. 1.
Во время нормальной работы устройства для прессования первый направляющий канал 10 обычно прохладнее, чем печная камера 18, но находится под таким же давлением.
Печная камера 18 также включает в себя нагрузочное отделение 19 для размещения и содержания обрабатываемых изделий 5. Печная камера 18 окружена теплоизолированным корпусом 3, который сохраняет энергию в ходе этапа нагрева. Также он позволяет гарантировать, чтобы конвекция происходила более управляемым образом. В частности, из-за продолговатой в вертикальном направлении формы печной камеры 18 теплоизолированный корпус 3 может препятствовать образованию горизонтального градиента температуры, который трудно контролировать. Нижняя часть теплоизолированного корпуса 3 содержит нижний теплоизоляционный участок 7b. Стыковые элементы внутри сосуда 1 высокого давления, включая нагрузочное отделение 19, корпус 3 печной камеры, теплоизоляционный участок 7b, любые отверстия между печной камерой 18, первым направляющим каналом 10 и даже регулируемыми клапанами, образуют направляющие каналы для потоков рабочей среды или иначе выполняют роль направляющего средства для потоков рабочей среды, если таковые возникают вследствие конвективного или напорного течения рабочей среды. Следует заметить, что схема стыковых элементов может отличаться от представленного варианта, например, чтобы удовлетворить определенным техническим требованиям.
Кроме того, сосуд 1 высокого давления может быть снабжен одним или более охлаждающим контуром, включая каналы или трубы, в которых может подаваться охлаждающая среда для охлаждения. Таким образом, стенку сосуда высокого давления можно охлаждать, чтобы защитить ее от вредного воздействия избыточного нагрева. Поток охлаждающей среды, как показано стрелками на фиг. 1 с внешней стороны сосуда высокого давления. Использование внешнего охлаждающего контура позволяет обеспечить достаточное охлаждение, даже несмотря на то, что сосуд высокого давления может быть тщательно теплоизолирован из соображений экономии энергии. Предпочтительно, чтобы направляющие средства были расположены таким образом, чтобы насос качал среду в защитном контуре конвективной циркуляции, значительная часть которого расположена вблизи охлаждаемой извне внешней стенки сосуда высокого давления. Это вызывает теплопередачу от горячих изделий и от сосуда высокого давления.
Вместе с теплоизолированным корпусом 3 печной камеры 18 в устройстве 100 для прессования имеется корпус 2, который включает в себя верхнее отверстие 3 и представляет собой еще один слой контура циркуляции. Направляющий канал 11 выполнен между корпусом 2 печной камеры 18 и теплоизоляционным участком 7 печной камеры 18. Второй направляющий канал 11 используют для направления рабочей среды к верхнему закрывающему средству 8 сосуда высокого давления (или, в качестве альтернативы, к стенке сосуда высокого давления, которая не показана на чертеже) посредством верхнего отверстия 3. Таким образом, в дополнение к внутреннему контуру циркуляции внутри печной камеры 18, рабочую среду направляют, по существу, вверх по направляющему каналу 11, выполненному между корпусом 3 и корпусом 2, и, по существу, вниз по первому направляющему каналу 10, между корпусом и наружной стенкой сосуда 1 высокого давления, в наружном охлаждающем контуре. Следует отметить, что один участок внутреннего циркуляционного контура направляют в печную камеру 18, при этом второй участок соединяет поток, направленный вверх, между корпусом 2 и корпусом 3, а третий участок течет непосредственно в промежуточное пространство 10. Соотношения данных трех потоков можно регулировать, меняя промежутки между нижним теплоизоляционным участком 7b, корпусом 2 и корпусом 3.
Направляющий канальный элемент 40 расположен в пространстве 22 над корпусом 2 и под верхней крышкой 8. Направляющий канальный элемент 40 снабжен, по меньшей мере, одним каналом 50 (см. фиг. 2a и фиг. 2b) для направления рабочей среды из центрального отверстия 13 теплоизолированного корпуса в радиальном и окружном направлениях к боковой стенке цилиндра 1 высокого давления. Упомянутый, по меньшей мере, один канал 50 имеет такую геометрическую форму поперечного сечения и такую кривизну в радиальном и окружном направлениях, что скорость движения рабочей среды во время ее прохождения через упомянутый, по меньшей мере, один канал 50, по существу, постоянная.
Однако можно также рассмотреть вариант, согласно которому каждый канал 50 имеет свою площадь сечения, постоянную по всей длине канала, то есть нет необходимости в том, чтобы все каналы имели одинаковую площадь сечения.
Если обеспечить, чтобы направляющий канальный элемент 40 был прижат к верхней крышке 8, то можно получить эффективную передачу тепловой энергии от рабочей среды к верхней крышке 8. Согласно варианту осуществления, показанному на фиг. 1, направляющий канальный элемент 40 прикреплен к верхней крышке 8 посредством крепежного элемента, например, винтами. Согласно другим вариантам осуществления (показанным на фиг. 3 и 4a-c), этого можно достичь, как показано на фиг. 3, путем выполнения направляющего канального элемента таким образом, чтобы его толщина соответствовала размеру пространства между корпусом 2 и верхней крышкой 8, или, как показано на фиг. 4, путем расположения пружинных элементов на направляющем канальном элементе таким образом, чтобы обеспечить усилие, прижимающее направляющий канальный элемент к верхней крышке 8. Согласно другому варианту осуществления устройства 400 для прессования, как показано на фиг. 7, направляющий канальный элемент 40′ прижат к верхней крышке 8 или упирается в нее под действием средства опоры 120. Средство опоры 120' может содержать жесткие опорные стержни, способные удерживать направляющий канальный элемент 40' на месте жестким способом, или пружинные элементы, способные удерживать направляющий канальный элемент 40' направляющего канала на месте упругим способом. Средство опоры 120 может быть прикреплено к направляющему канальному элементу 40' или закреплено в корпусе 2.
На фиг.2a показан вид направляющего канального элемента 40 в направлении стрелки A на фиг.1. Рабочая среда попадает в каналы 50, отделенные друг от друга стенками 57, посредством центрального отверстия 51 в направляющем канальном элементе. В этом варианте осуществления обеспечено пять каналов, однако может быть обеспечено и другое количество каналов. Центральное отверстие 51 направляющего канального элемента расположено таким образом, чтобы позволять рабочей среде течь через центральное отверстие 13 таким образом, что она входит в каналы 50 посредством центрального отверстия 51 направляющего канального элемента 40. Каналы 50 предпочтительно имеют одинаковую ширину b и одинаковую высоту h (см. фиг.2b) по всей длине соответствующего канала 50, и, следовательно, одинаковую площадь по всей длине. Следовательно, входная скорость рабочей среды Vвход примерно равна выходной скорости Vвыход при заданной скорости потока рабочей среды на входе в центральное отверстие 51 направляющего канального элемента 40. На фиг.2b показан вид в сечении направляющего канального элемента 40 вдоль линии C-C на фиг.2а. Площадь сечения (A = b·h) каналов 50, по существу, постоянна по всей длине соответствующих каналов 50. Согласно этому варианту осуществления толщина t стенок 57 одинакова для всех стенок 57 направляющего канального элемента 50.
Как показано на фиг. 3, далее будет описан другой вариант осуществления изобретения. Аналогичные или соответствующие детали устройства для прессования, показанного на фиг. 1, в последующем описании не обсуждаются. Согласно этому варианту осуществления направляющий канальный элемент 60, содержащий верхнюю часть 61 и нижнюю часть 62, расположен в пространстве 22 над корпусом 2. Нижняя часть 62 включает в себя, по меньшей мере, один канал 65 (см. фиг. 4a и 4c), предназначенный для направления рабочей среды в радиальном и окружном направлениях наружу относительно центрального отверстия 13 теплоизолированного корпуса 3 к боковой стенке сосуда 1 высокого давления. На фиг. 4a показан вид нижней части 62 в направлении стрелки B. Рабочая среда попадает в каналы 65, отделенные друг от друга стенками 67, посредством центрального отверстия 66 в направляющем канальном элементе. В этом варианте осуществления обеспечено пять каналов, однако может быть обеспечено и другое количество каналов. Центральное отверстие 66 элемента направляющего канала расположено таким образом, чтобы позволять рабочей среде течь через центральное отверстие 13 таким образом, что она входит в каналы 65 посредством центрального отверстия 66 направляющего канального элемента. Упомянутый, по меньшей мере, один канал 65 имеет такую геометрическую форму сечения и кривизну в радиальном и окружном направлениях, что рабочая среда направляется в радиальном и окружном направлениях наружу, к боковой стенке сосуда высокого давления, по существу, с постоянной скоростью. В этом варианте осуществления упомянутый, по меньшей мере, один канал 65 образован стенками 67 нижней части 62 и корпусом 2. Стенки 67 нижней части 62 могут функционировать как теплообменные элементы. Упомянутые каналы 65 предпочтительно имеют одинаковую ширину b2 и одинаковую высоту h2 (см. фиг.4c) по всей длине соответствующего канала 65, и, следовательно, одинаковую площадь по всей длине.
Верхняя часть 61 включает в себя, по меньшей мере, один канал 68 (см. фиг.4b и 4c), который имеет такую геометрическую форму сечения и кривизну в радиальном и окружном направлениях, что рабочая среда направляется в радиальном и окружном направлениях наружу, к боковой стенке сосуда высокого давления, по существу, с постоянной скоростью. Упомянутый, по меньшей мере, один канал 68 образован стенками 69 верхней части 61 и верхним торцевым закрывающим элементом 8. Каналы 68 предпочтительно имеют одинаковую ширину b1 и одинаковую высоту h1 (см. фиг.4c) по всей длине соответствующего канала 68 и, следовательно, одинаковую площадь по всей длине.
На фиг.4c показан вид в сечении направляющего канального элемента 60 вдоль линии D-D на фиг.4a и линии E-E на фиг.4b. Площадь сечения (A2 = b2 × h2) каналов 65, по существу, постоянна по всей длине соответствующих каналов 65. Согласно этому варианту осуществления толщина t2 стенок 69 одинакова для всех стенок 67 верхней части 62 направляющего канального элемента 62.
На фиг.4a показан вид нижней части 62 направляющего канального элемента 60 в направлении стрелки C на фиг.3. Рабочая среда попадает в каналы 65, при этом согласно данному варианту осуществления обеспечено пять каналов, однако может быть обеспечено и другое количество каналов посредством центрального отверстия 64 элемента направляющего канала. Центральный участок 64 направляющего канала 60 расположен таким образом, чтобы позволить рабочей среде течь через центральное отверстие 13 корпуса 2 и попадать в каналы 65 посредством центрального отверстия 64 направляющего канального элемента 60. Каналы 65 предпочтительно имеют одинаковую ширину b2 и одинаковую высоту h2 (см. фиг.4b) по всей длине соответствующего канала 65, и, следовательно, одинаковую площадь по всей длине. Следовательно, входная скорость Vвход рабочей среды приблизительно равна выходной скорости Vвыход рабочей среды в заданных условиях, включая заданную скорость потока рабочей среды на входе в центральное отверстие 64 направляющего канального элемента 60.
На фиг.4c показан вид в сечении направляющего канального элемента 60 вдоль линии D-D на фиг.4a и линии E-E на фиг.4b. Площадь сечения (A2 = b2 h2) каналов 65, по существу, постоянна по всей длине соответствующих каналов 65. Согласно этому варианту осуществления толщина t2 стенок 67 одинакова для всех стенок 67 нижней части 62 направляющего канального элемента 60.
Площадь канала A1 и площадь канала A2 не обязательно должны быть одинаковыми, но могут различаться в некоторых вариантах осуществления. Кроме того, показано, что каналы 65 и 68 на фиг.4c параллельны, но это не обязательно. Таким образом, каналы 65 и 68, например, могут перекрываться.
Как показано на фиг.5, далее будет описан другой вариант осуществления изобретения. Фиг.5 - подробный вид в сечении устройства для прессования 200. Согласно этому варианту осуществления теплообменные элементы 91 и 92 расположены во внешнем охлаждающем контуре 10, 11 сосуда 100 высокого давления. Теплообменные элементы 91 и 92 могут сочетаться с направляющими канальными элементами 40 или 60, описанными выше. Пример показан на фиг.6.
Теплообменные элементы 91 и 92 расположены в пространствах и/или каналах внешнего охлаждающего контура 10, 11, которые не могут быть использованы для других целей, например для загрузки изделий. Следовательно, посредством использования их не используемых другим способом пространства и/или промежутков для размещения теплообменных элементов охлаждающая способность устройства 100 для прессования может быть улучшена одновременно с поддержанием нагрузочной способности устройства для прессования.
Стрелки показывают направление потока рабочей среды, например, в фазе охлаждения. Первый теплообменный элемент 92 расположен в первом направляющем канале 10, между корпусом 2 и внешней стенкой сосуда 1 высокого давления. Кроме того, второй теплообменный элемент 91 расположен во втором направляющем канале 11, выполненном между корпусом 2 печной камеры 18 и теплоизоляционным участком 7 печной камеры 18. Второй направляющий канал 11 используют для направления рабочей среды к верху сосуда высокого давления (или, в качестве альтернативы, к стенке сосуда высокого давления, которая не показан на чертеже). Кроме того, дополнительные теплообменные элементы (не показанные на чертеже) могут быть расположены в пространстве 19 под корпусом 2.
Теплообменные элементы или теплостойкие элементы 91 и 92 полностью находятся внутри сосуда высокого давления и в них не подают внешнюю охлаждающую среду. Поэтому теплообменные элементы 91 и 92 не имеют физического соединения с окружающей средой за пределами сосуда 1 высокого давления.
Так как теплообменные элементы 91 и 92 расположены во внешнем охлаждающем контуре 10, 11, охлаждение может быть усилено, так как термическая энергия передается на теплообменные элементы 91 и 92 от рабочей среды, проходящей через теплообменные элементы 91 и 92 и/или мимо них, в дополнение к передаче термической энергии от рабочей среды, спускающейся через направляющий канал 10 и через стенку сосуда в охлаждающий контур (не показанный на чертеже) снаружи стенки сосуда.
Количество термической энергии, передаваемой на теплообменный элемент, зависит, в числе прочего, от следующих факторов:
- разница температур рабочей среды и теплообменного элемента;
- размер теплообменного элемента;
- материал, из которого выполнен теплообменный элемент;
- конструкция теплообменного элемента, например поверхность теплообменного элемента, подвергаемая воздействию протекающей рабочей среды;
- расположение теплообменного элемента, например, в направляющем канале.
Как показано на фиг.6, показан другой вариант осуществления устройства 300 для прессования по изобретению. Теплообменные элементы 91 и 92 согласно этому варианту осуществления сочетаются с направляющим канальным элементом 40, как описано выше со ссылками на фиг.1, 2a и 2b.
Как очевидно специалисту в данной области техники, количество теплообменных элементов, их относительные положения и их относительные размеры, проиллюстрированные на фиг.5 и 6, являются лишь примерами.
Хотя в описании и на чертежах показаны варианты осуществления и примеры, включая выбор компонентов, материалов, температурных диапазонов, диапазонов давления и т.д., изобретение не ограничено конкретными приведенными примерами. Множество модификаций и изменений может быть выполнено без отступления от объема изобретения, который определен прилагаемой формулой изобретения.
Изобретение относится к обработке изделий горячим прессованием, в частности горячим изостатическим прессованием. Устройство для горячего прессования включает в себя сосуд высокого давления и расположенную внутри него печную камеру для размещения обрабатываемых изделий. По меньшей мере один направляющий канал, сообщающийся с печной камерой, образует внешний охлаждающий контур, при этом рабочая среда на участке внешнего охлаждающего контура направляется таким образом, что она проходит вблизи стенок сосуда высокого давления и верхнего торцевого закрывающего устройства перед тем, как повторно попасть в печную камеру. Обеспечивается быстрое контролируемое охлаждение обрабатываемого изделия и рабочей среды во время горячего изостатического прессования. 5 з.п. ф-лы, 7 ил.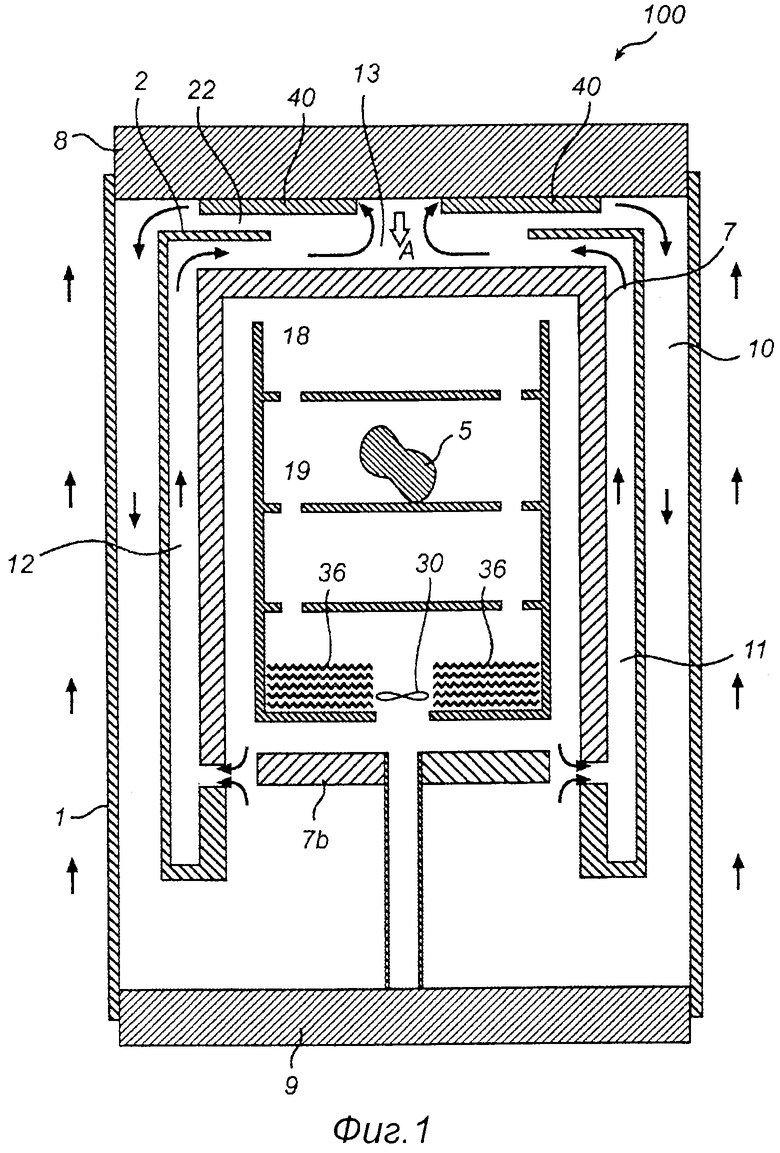
1. Устройство (100) для горячего прессования, содержащее:
сосуд (1) высокого давления, содержащий цилиндр (4) высокого давления, снабженный верхним и нижним торцевыми закрывающими средствами (8, 9);
печную камеру (18), предназначенную для размещения изделий, при этом печная камера (18), по меньшей мере, частично окружена теплоизолированным корпусом (3) и расположена внутри сосуда высокого давления;
по меньшей мере, один направляющий канал (10, 11), сообщающийся с печной камерой (18) и предназначенный для образования внешнего охлаждающего контура, при этом упомянутую рабочую среду на участке внешнего охлаждающего контура направляют рядом со стенками сосуда высокого давления и упомянутого верхнего закрывающего средства (8), перед тем как она вновь попадает в печную камеру;
направляющий канальный элемент (40, 61), находящийся в упомянутом, по меньшей мере, одном направляющем канале (10; 11), образующем упомянутый внешний охлаждающий контур, причем упомянутый направляющий канальный элемент упирается в упомянутое верхнее торцевое закрывающее средство (8) и имеет, по меньшей мере, один канал (50; 65; 68) для направления упомянутой рабочей среды из центрального отверстия (13) упомянутого теплоизолированного корпуса (3) в радиальном и окружном направлениях к боковой стенке упомянутого цилиндра (4) высокого давления, при этом упомянутый, по меньшей мере, один канал (50; 65; 68) упомянутого направляющего канального элемента имеет, по существу, постоянную площадь сечения в направлении потока упомянутой рабочей среды по всей длине упомянутого, по меньшей мере, одного канала (50; 65, 68); при этом упомянутый, по меньшей мере, один канал (50, 65, 68) упомянутого направляющего канального элемента выполнен с кривизной в радиальном и окружном направлениях по всей его длине.
2. Устройство по п.1, в котором упомянутый, по меньшей мере, один канал (50; 68) для рабочей среды образован стенками (57; 69) упомянутого направляющего канального элемента (40, 41) и упомянутого верхнего торцевого закрывающего средства (8), при этом упомянутая рабочая среда во время ее прохождения через упомянутый канал для рабочей среды, по меньшей мере, частично находится в контакте с упомянутым верхним торцевым закрывающим устройством (8).
3. Устройство по п.1, в котором направляющий канальный элемент (60) содержит:
нижний участок (62), включающий в себя, по меньшей мере, один канал (65) для рабочей среды, предназначенный для направления рабочей среды в радиальном и окружном направлениях наружу, от центрального отверстия (13) теплоизолированного корпуса (3) к боковой стенке сосуда (1) высокого давления, причем упомянутый, по меньшей мере, один канал (65) имеет участок с, по существу, постоянной площадью сечения по всей длине упомянутого, по меньшей мере, одного канального элемента (65), в котором упомянутый, по меньшей мере, один канал частично образован стенками (67) упомянутой нижней части, и верхний участок (61), который включает в себя, по меньшей мере, один канал (68) для рабочей среды с участком, имеющим, по существу, постоянную площадь сечения по всей длине упомянутого, по меньшей мере, одного канального элемента (68), и предназначенный для направления упомянутой рабочей среды в радиальном и окружном направлениях наружу, к боковой стенке сосуда (1) высокого давления, в котором упомянутый, по меньшей мере, один канал (68) упомянутой верхней части (61) образован стенками (69) упомянутой верхней части (61) и упомянутым верхним торцевым закрывающим средством (8).
4. Устройство по любому из пп.1-3, в котором упомянутый, по меньшей мере, один канал (50; 65; 68) имеет участок, площадь сечения которого в направлении потока упомянутой рабочей среды постоянна по всей длине канала в упомянутом направлении потока.
5. Устройство по любому из пп.1-3, в котором упомянутый, по меньшей мере, один канал (50; 65; 68) для рабочей среды имеет эвольвентную форму.
6. Устройство по п.4, в котором упомянутый, по меньшей мере, один канал (50; 65, 68) для рабочей среды имеет эвольвентную форму.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| JP 6025711 A, 01.02.1994 | |||
| JP 11237186 А, 31.08.1999 | |||
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ И СПОСОБ ОХЛАЖДЕНИЯ ТАКОГО УСТРОЙСТВА | 2003 |
|
RU2302924C2 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2000 |
|
RU2245221C2 |

