ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к области обработки прессованием. В частности, настоящее изобретение относится к способу повышения и поддержания температуры в течение обработки изделий и/или продуктов средствами горячего прессования, такими как, например, горячее изостатическое прессование (HIP).
УРОВЕНЬ ТЕХНИКИ
Горячее изостатическое прессование (HIP) является технологией, которая находит все более и более широкое применение. HIP может, например, применяться для сокращения или даже устранения пористости отливок (например, лопаток турбины), чтобы существенно увеличить их срок службы и прочность (например, их усталостную прочность). Кроме того, HIP можно применять при изготовлении изделий посредством прессования порошка, при это порошок герметизируется в капсулах из металлического листа, давая продукту требуемую форму. HIP является особенно интересным для предоставления продуктов, которые желательно, или обязательно, являются полностью, или по существу полностью, плотными и имеют не содержащие пор, или по существу не содержащие пор, внешние поверхности и т.д.
Изделие, подвергаемое обработке прессованием с помощью HIP, может быть помещено в загрузочное отделение или камеру теплоизолированного резервуара высокого давления. Цикл обработки может включать в себя загрузку изделия, обработку изделия и выгрузку изделия. Несколько изделий могут обрабатываться одновременно. Цикл обработки может быть разделен на несколько частей или фаз, таких как фаза прессования, фаза нагревания и фаза охлаждения. После загрузки изделия в резервуар высокого давления его могут затем герметизировать, после чего вводят рабочую среду под давлением (например, содержащую инертный газ, такой как аргон-содержащий газ) в резервуар высокого давления и его загрузочное отделение. Затем давление и температуру рабочей среды под давлением повышают, с тем чтобы изделие подвергалось воздействию повышенного давления и повышенной температуры в течение выбранного периода времени. Повышение температуры рабочей среды под давлением, которое, в свою очередь, может вызвать повышение температуры изделия, обеспечивается с помощью нагревательного элемента или печи, расположенных в печной камере резервуара высокого давления. Давление, температура и время обработки могут, например, зависеть от желаемых или требуемых свойств материала обрабатываемого изделия, конкретной области применения и требуемого качества обработанного изделия. Давление в HIP может, например, находиться в диапазоне от 200 бар до 5000 бар, например, от 800 бар до 2000 бар. Температуры в HIP могут, например, находиться в диапазоне от 300 до 3000°С, например, от 800 до 2000°С.
Автоклавы с рециркуляцией горячего газа с использованием естественной конвекции известны из уровня техники, и посредством указанного можно использовать распределение давления в автоклаве вследствие различий, которые присутствуют или требуются (нагревание или охлаждение на внешних стенках). В автоклавах более холодные жидкости падают вниз, а более горячие жидкости поднимаются, следуя законам термодинамики. Во время нагревания нагревательный элемент или печь в печной камере инициируют поток рабочей среды под давлением, причем поток может зависеть от расположения нагревательного элемента или печи.
Следует понимать, что характеристики повышения температуры и поддержания повышенной температуры в резервуаре высокого давления могут влиять на металлургические свойства обработанного изделия. Неоднородное нагревание может, например, привести к внутренним напряжениям в изделиях или продуктах, неравномерной обработке изделий или продуктов, расположенных в разных местах загрузочного отделения, трудностям в управлении нагревом и т. д. Следовательно, обычно является желательной возможность обеспечения равномерного нагревания, а также, если возможно, возможность контроля нагревания и/или скорости нагревания. Например, может требоваться или являться желательным повышение и поддержание температуры рабочей среды под давлением (и, следовательно, изделия) без вызывания больших колебаний температуры в загрузочном отделении. Однако следует отметить, что устройства и способы предшествующего уровня техники, как описано выше, могут страдать от относительно больших перепадов температуры в резервуаре высокого давления во время работы. Это особенно важно при разработке более крупных устройств для прессования для обеспечения возможности обработки более крупных и/или большего количества изделий и/или продуктов по соображениям стоимости и/или эффективности, так как методики предшествующего уровня техники, применяемые в относительно больших устройствах для прессования, могут привести к большим и/или более часто возникающим перепадам температур в загрузочном отделении во время работы устройства для прессования.
Следовательно, желательно улучшить фазу нагревания при обработке изделий и/или продуктов, и, в частности, в устройстве для прессования для горячего изостатического прессования, чтобы можно было достичь (по существу) равномерного нагревания.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Ввиду вышесказанного, задача настоящего изобретения состоит в том, чтобы предоставить способ технологической обработки по меньшей мере одного изделия в устройстве для прессования, например, посредством HIP, в котором (по существу) гомогенное нагревание в загрузочном отделении устройства для прессования может быть достигнуто в течение фазы нагревания и/или удержания цикла обработки.
В целях решения по меньшей мере одной из этих проблем и других проблем, предоставлен способ в соответствии с независимым пунктом формулы изобретения. Предпочтительные варианты осуществления определены в зависимых пунктах формулы изобретения.
Согласно первому аспекту изобретения предложен способ технологической обработки, по меньшей мере, одного изделия в устройстве для прессования. Устройство для прессования содержит резервуар высокого давления, содержащий цилиндр высокого давления, и печную камеру, расположенную внутри резервуара высокого давления, для нагревания рабочей среды под давлением. Печная камера содержит, по меньшей мере, один нагревательный элемент и загрузочное отделение для удержания, по меньшей мере, одного изделия, причем загрузочное отделение расположено внутри печной камеры. Устройство для прессования дополнительно содержит по меньшей мере один генератор потока для циркуляции рабочей среды под давлением в резервуаре высокого давления. Способ включает в себя этап повышения температуры в загрузочном отделении посредством по меньшей мере одного нагревательного элемента в печной камере. Способ дополнительно включает в себя этап поддержания повышенной температуры на заданном уровне температуры в течение выбранного периода времени. Во время этапов повышения температуры и поддержания повышенной температуры способ дополнительно включает в себя этап циркуляции рабочей среды под давлением внутри резервуара высокого давления посредством по меньшей мере одного генератора потока.
Следовательно, настоящее изобретение основано на идее предоставления способа для технологической обработки одного или более изделий в устройстве для прессования, например, способного выполнять обработку изделий под давлением, например, посредством HIP. Способ может повышать температуру в загрузочном отделении, в котором расположены изделия, и может задействовать по меньшей мере один генератор потока во время этого повышения температуры с целью циркуляции рабочей среды под давлением в резервуаре высокого давления. Кроме того, когда предварительно определенная или желаемая температура достигается в загрузочном отделении, способ может поддерживать эту температуру в течение предварительно определенного или желаемого периода времени, в течение которого по меньшей мере один генератор потока функционирует для циркуляции рабочей среды под давлением в резервуаре высокого давления. Следовательно, во время первой подфазы повышения температуры в загрузочном отделении и последующей второй подфазы поддержания повышенной температуры в загрузочном отделении принудительная конвекция в устройстве для прессования посредством функционирования генератора(-ов) потока устройства для прессования по способу может обеспечить (по меньшей мере, по существу) равномерное нагревание внутри загрузочного отделения.
Преимущество настоящего изобретения заключается в том, что функционирование генератора(-ов) потока как в течение фазы нагревания, в которой температура в загрузочном отделении повышается, так и в течение фазы удержания, в которой повышенная температура поддерживается в загрузочном отделении, приводит к относительно гладкому или равномерному распределению температуры в загрузочном отделении. Это очень выгодно в том смысле, что изделие(-я), подвергаемое(-ые) технологической обработке или обработке в устройстве для прессования, может(-гут) подвергаться воздействию одинаковой(-ых) или по существу одинаковой(-ых) температуры (-р) в течение цикла обработки, что приводит к согласованности в технологической обработке изделия(-й). Возможность настоящего изобретения обеспечивать равномерное нагревание может являться особенно важной в случае использования относительно больших загрузочных отделений, посредством чего можно избежать того, что изделия, которые разнесены в загрузочном отделении, будут обрабатываться по-разному. Другим преимуществом настоящего изобретения является то, что равномерное нагревание может улучшить процессы, в том числе дисперсионное твердение материала изделия. Более конкретно, следует отметить, что обработка раствора перед процессами дисперсионного твердения может являться чувствительной к колебаниям температуры, что может привести к ухудшению свойств материала обработанных изделий. Настоящее изобретение может преодолеть эту проблему благодаря своей инновационной концепции обеспечения равномерного нагревания во время цикла обработки.
Настоящее изобретение имеет дополнительное преимущество, заключающееся в том, что равномерное и гладкое нагревание и/или охлаждение могут снизить риск возникновения внутренних напряжений в материале изделия(-й).
Преимущество настоящего изобретения, кроме того, заключается в том, что равномерное нагревание может улучшить контроль фазы нагревания цикла обработки.
Следует понимать, что концепция нагревания согласно настоящему изобретению, кроме того, может привести к более коротким циклам обработки для устройства для прессования. Это не только подразумевает улучшение работы устройства для прессования с учетом экономии времени, но также приводит к повышению экономической эффективности работы устройства для прессования.
Предоставлен способ технологической обработки по меньшей одного изделия в устройстве для прессования. Устройство для прессования может являться подходящим для обработки, по меньшей мере, одного изделия посредством прессования, например, горячего прессования, такого как HIP. Устройство для прессования содержит резервуар высокого давления, содержащий цилиндр высокого давления, и печную камеру, расположенную внутри резервуара высокого давления, для нагревания рабочей среды под давлением. Рабочая среда под давлением, используемая в устройстве для прессования, может, например, содержать или состоять из текучей среды, которая может иметь относительно низкое химическое сродство по отношению к изделию (-ям), подлежащему(-им) обработке в устройстве для прессования. Рабочая среда под давлением может, например, содержать газ, например, инертный газ, такой как газ аргон. Печная камера содержит, по меньшей мере, один нагревательный элемент и загрузочное отделение для удерживания, по меньшей мере, одного изделия, причем загрузочное отделение расположено внутри печной камеры. Устройство для прессования дополнительно содержит, по меньшей мере, один генератор потока для циркуляции рабочей среды под давлением в резервуаре высокого давления. Под термином «генератор потока» в настоящем описании подразумевается, по существу, любой элемент, аппарат, устройство, или тому подобное, которое способно генерировать поток (рабочей среды под давлением), такое как вентилятор, эжектор, средство циркуляции или тому подобное.
Способ включает в себя этап повышения температуры в загрузочном отделении посредством по меньшей мере одного нагревательного элемента в печной камере. Способ дополнительно включает в себя этап, на котором поддерживают или удерживают повышенную температуру на заданном уровне температуры в течение выбранного периода времени. В течение этапов повышения температуры и поддержания повышенной температуры способ дополнительно включает в себя этап циркуляции рабочей среды под давлением внутри резервуара высокого давления посредством по меньшей мере одного генератора потока. Другими словами, способ включает в себя функционирование одного или более генераторов потока при повышении температуры и поддержании повышенной температуры в загрузочном отделении устройства для прессования.
В соответствии с одним из вариантов осуществления настоящего изобретения, способ может дополнительно включать в себя, на этапе повышения температуры, циркуляцию рабочей среды под давлением внутри резервуара высокого давления посредством функционирования по меньшей мере одного генератора потока с первой скоростью. Кроме того, в течение этапа поддержания повышенной температуры способ сконфигурирован для циркуляции рабочей среды под давлением в резервуаре высокого давления посредством функционирования по меньшей мере одного генератора потока со второй скоростью, при этом вторая скорость ниже, чем первая скорость. Под термином «скорость» здесь подразумевается рабочая скорость, например, обороты в минуту (об/мин) генератора (-ов) потока. В результате функционирования генератора (-ов) потока со второй скоростью в подфазе поддержания повышенной температуры в загрузочном отделении, когда вторая скорость ниже, чем первая скорость функционирования генератора (-ов) потока в подфазе повышения температуры, вторая скорость может являться относительно низкой и/или поддерживаться на минимальном уровне для поддержания принудительной конвекции в резервуаре высокого давления.
В соответствии с одним из вариантов осуществления настоящего изобретения, способ может дополнительно включать в себя функционирование по меньшей мере одного генератора потока в зависимости по меньшей мере от одного свойства рабочей среды под давлением. Следовательно, в течение этапа повышения температуры и/или этапа поддержания повышенной температуры в резервуаре высокого давления способ сконфигурирован для циркуляции рабочей среды под давлением в резервуаре высокого давления посредством функционирования по меньшей мере одного генератора потока со скоростью, которая зависит от одного или более свойств жидкости рабочей среды под давлением. Следует понимать, что свойства жидкости рабочей среды под давлением могут зависеть от различных параметров, таких как давление и/или температура рабочей среды под давлением, скорость нагревания рабочей среды под давлением и т.д. Примерами свойств жидкости рабочей среды под давлением могут являться плотность, теплоемкость (удельная теплоемкость) и/или теплопроводность и т.д. рабочей среды под давлением. Преимущество настоящего варианта осуществления заключается в том, что этап повышения температуры и/или этап поддержания повышенной температуры в резервуаре высокого давления можно контролировать в еще большей степени.
В соответствии с одним из вариантов осуществления настоящего изобретения способ может дополнительно включать в себя, в течение этапа повышения температуры, повышение температуры со скоростью, составляющей, по меньшей мере, 10°C/мин, предпочтительно, по меньшей мере, 30°C/мин. Преимущество настоящего варианта осуществления заключается в том, что может быть достигнуто относительно быстрое повышение температуры, но при этом обеспечиваются преимущества равномерного нагревания.
В соответствии с одним из вариантов осуществления настоящего изобретения, способ может дополнительно включать в себя, в течение этапа повышения температуры, поддержание разности температур в загрузочном отделении в пределах интервала температур ΔT, составляющего 50°С, предпочтительно, 35°С, и, наиболее предпочтительно, 20°С. Следовательно, вариант осуществления способа может обеспечить относительно небольшую разницу температур в загрузочном отделении в течение этапа повышения температуры. Преимущество настоящего варианта осуществления заключается в том, что в устройстве для прессования может быть предоставлена процедура еще более равномерного нагревания.
В соответствии с одним из вариантов осуществления настоящего изобретения, способ может дополнительно включать в себя, в течение этапа поддержания повышенной температуры, поддержание разности температур в загрузочном отделении в пределах интервала температур ΔT, составляющего 8°С, предпочтительно, 5°С, и, более предпочтительно, 2°С. Преимущество настоящего варианта осуществления заключается в том, что способ позволяет достичь относительно небольшой разницы температур внутри загрузочного отделения, что приводит к еще более высокой степени равномерности нагревания изделий во время технологической обработки изделий в устройстве для прессования.
В соответствии с одним из вариантов осуществления настоящего изобретения, способ может дополнительно включать в себя этап повышения давления в загрузочном отделении. Способ может, кроме того, включать в себя этап поддержания повышенного давления на заданном уровне давления P1 в течение выбранного периода времени t3. Этап поддержания повышенного давления в загрузочном отделении может происходить, но не обязательно, в течение ранее описанного этапа поддержания повышенной температуры в загрузочном отделении. Следовательно, способ может включать в себя комбинацию повышения температуры и повышения давления и последующего поддержания повышенной температуры и повышенного давления, при этом способ может одновременно управлять функционированием генератора(-ов) потока с целью достижения принудительной конвекции в загрузочном отделении. Преимущество настоящего варианта осуществления заключается в том, что преимущества равномерного нагревания, обеспечиваемого способом, могут быть удобно предоставлены в устройстве для прессования, в котором обеспечивается относительно высокая температура и высокое давление, например, в устройстве для прессования для HIP.
В соответствии с одним из вариантов осуществления настоящего изобретения способ может дополнительно включать в себя, после этапов повышения температуры и поддержания повышенной температуры, снижение температуры в загрузочном отделении. Следовательно, когда обработка изделия под высоким давлением закончена, изделие, возможно, необходимо охладить перед тем, как подвергать какой-либо последующей стадии технологической обработки, или удалить, или выгрузить его из резервуара высокого давления. Следует понимать, что характеристики охлаждения изделия, например, его скорость, могут влиять на металлургические свойства обработанного изделия. Преимущество настоящего варианта осуществления заключается в том, что способ, в сочетании с предпочтительной фазой нагревания и фазой удержания, в соответствии с описанным, также предоставляет эффективную и быструю фазу охлаждения в цикле обработки. Таким образом, преимущества настоящего варианта осуществления заключаются как в возможности достижения желаемых свойств материала изделия(-й), так и в возможности получения относительно короткого цикла охлаждения, посредством чего сокращается время и/или стоимость технологической обработки.
В соответствии с одним из вариантов осуществления настоящего изобретения резервуар высокого давления устройства для прессования может дополнительно содержать верхнюю торцевую крышку и нижнюю торцевую крышку. Способ может дополнительно включать в себя циркуляцию рабочей среды под давлением в резервуаре высокого давления, посредством которой вызывается прохождение рабочей среды под давлением через загрузочное отделение и направление рабочей среды под давлением через, по меньшей мере, одну из верхней торцевой крышки и нижней торцевой крышки с целью охлаждения рабочей среды под давлением. Следует понимать, что верхняя торцевая крышка и/или нижняя торцевая крышка может выполнять функцию рассеивателя тепла путем передачи тепла от рабочей среды под давлением, которая должна вступать в (тепловой) контакт с верхней торцевой крышкой и/или нижней торцевой крышкой. Преимущество настоящего варианта осуществления заключается в том, что охлаждение рабочей среды под давлением может быть выполнено относительно быстро и удобно с использованием верхней торцевой крышки и/или нижней торцевой крышки в качестве рассеивателей тепла для рабочей среды под давлением.
В соответствии с одним из вариантов осуществления настоящего изобретения, устройство для прессования может содержать, по меньшей мере, один элемент для охлаждения рабочей среды под давлением, и способ может дополнительно включать в себя этап охлаждения рабочей среды под давлением посредством обеспечения возможности прохождения рабочей среды под давлением, по меньшей мере, через один элемент. Преимущество настоящего варианта осуществления заключается в том, что фаза охлаждения в цикле обработки может стать еще более короткой и/или более эффективной.
В соответствии с одним из вариантов осуществления настоящего изобретения, резервуар высокого давления устройства для прессования может дополнительно содержать верхнюю торцевую крышку и нижнюю торцевую крышку и, по меньшей мере, один теплообменный элемент, расположенный по меньшей мере в одной из верхней торцевой крышки и нижней торцевой крышки. Способ может дополнительно включать в себя этап циркуляции рабочей среды под давлением внутри резервуара высокого давления, посредством чего вызывается прохождение рабочей среды под давлением через загрузочное отделение. Способ может дополнительно включать в себя этап направления рабочей среды под давлением через канал, по меньшей мере, одного теплообменного элемента с целью обеспечения потока рабочей среды под давлением, по меньшей мере, через один теплообменный элемент. Способ может дополнительно включать в себя этап циркуляции охлаждающей среды внутри по меньшей мере одного теплообменного элемента с целью охлаждения рабочей среды под давлением, предназначенной для прохождения через по меньшей мере один теплообменный элемент. Рабочая среда под давлением, таким образом, должна проходить через загрузочное отделение и проходить через верхнюю торцевую крышку и/или нижнюю торцевую крышку устройства для прессования, в которых размещены один или более теплообменных элементов. Следует понимать, что теплообменный элемент в соответствии с вариантом осуществления является «активным» элементом в том, что охлаждающая среда транспортируется к теплообменному элементу, внутри него и/или от него. Преимущество настоящего варианта осуществления заключается в том, что охлаждение рабочей среды под давлением является высокоэффективным благодаря активному охлаждению за счет циркуляции охлаждающей среды внутри теплообменного(-ых) элемента(-ов). Следовательно, эффективный обмен теплом между рабочей средой под давлением и охлаждающей средой приводит к существенному и быстрому понижению температуры рабочей среды под давлением, что, в свою очередь, приводит к относительно быстрому охлаждению изделия(-й) в загрузочном отделении. Кроме того, преимущество настоящего варианта осуществления заключается в том, что он может привести к более коротким циклам обработки под давлением в устройстве для прессования. Следует отметить, что это не только подразумевает улучшение работы устройства для прессования с учетом экономии времени, но также может привести к повышению экономической эффективности работы устройства для прессования.
В соответствии с одним из вариантов осуществления настоящего изобретения резервуар высокого давления устройства для прессования может дополнительно содержать теплопоглощающий элемент, расположенный внутри резервуара высокого давления и сконфигурированный для поглощения тепла от рабочей среды под давлением. Способ может дополнительно включать в себя циркуляцию рабочей среды под давлением внутри резервуара высокого давления, посредством чего вызывается прохождение рабочей среды под давлением через теплопоглощающий элемент. Теплопоглощающий элемент, который в альтернативном варианте может называться блоком поглотителя тепла или блоком теплообменника, может быть расположен полностью в пределах резервуара высокого давления. Теплопоглощающий элемент может являться «пассивным» элементом в том смысле, что он может не иметь каких-либо трубопроводов, проходов, каналов и т.п. для подачи охлаждающей среды к теплопоглощающему элементу или от него. Теплопоглощающий элемент может не иметь связи с внешней частью резервуара высокого давления. В частности, теплопоглощающий элемент может не иметь жидкостной связи с внешней частью резервуара высокого давления. Следует понимать, что теплообменный элемент в верхней торцевой крышке, напротив, является «активным» элементом в том, что охлаждающая среда транспортируется к теплообменному элементу, внутри него и/или от него. Преимущество настоящего варианта осуществления заключается в том, что может достигаться относительно быстрое охлаждение любого изделия, которое помещено в загрузочную камеру, до требуемой или желаемой температуры, например, в течение фазы охлаждения цикла обработки. Кроме того, посредством соответствующего конфигурирования, например, теплопоглощающего элемента в отношении его теплопоглощающей способности или емкости, можно достичь относительно высокой скорости охлаждения изделия, например, в течение фазы охлаждения цикла обработки. Следует понимать, что существует синергетический эффект между концепцией предоставления теплопоглощающего элемента и теплообменного элемента для целей охлаждения в устройстве для прессования. Следовательно, с помощью устройства для прессования, содержащего как теплопоглощающий элемент, так и теплообменный элемент в соответствии с одним или более вариантами осуществления, описанными в настоящем описании, может быть достигнуто еще более эффективное охлаждение рабочей среды под давлением. Следовательно, это может привести к еще более эффективному и/или более короткому охлаждению в цикле обработки под давлением в устройстве для прессования.
В соответствии с одним из вариантов осуществления настоящего изобретения печная камера может быть, по меньшей мере, частично закрыта теплоизолированным кожухом, содержащим теплоизоляционную секцию, и корпусом, по меньшей мере, частично охватывающим теплоизоляционную секцию. Устройство для прессования может дополнительно содержать первый генератор потока, расположенный внутри теплоизолированного корпуса, и второй генератор потока, расположенный под теплоизолированным корпусом. Способ может дополнительно включать в себя этап управления подачей рабочей среды под давлением, по меньшей мере, в один из первого генератора потока и второго генератора потока. Таким образом, способ может управлять подачей первой (более теплой) части рабочей среды под давлением и подачей второй (более холодной) части рабочей среды под давлением в соответствующий первый и второй генераторы потока. Термин «управление подачей рабочей среды под давлением» означает управление объемом подаваемой рабочей среды под давлением (например, за единицу времени). Преимущество настоящего варианта осуществления заключается в том, что контроль температуры рабочей среды под давлением в устройстве для прессования может быть дополнительно улучшен. Например, в течение фазы нагревания в цикле обработки в устройстве для прессования управляющее устройство может быть сконфигурировано для прекращения любой подачи рабочей среды под давлением во (второй) генератор потока, сконфигурированный для циркуляции относительно холодной рабочей среды под давлением. Это может быть достигнуто путем закрытия одного или более клапанов таким образом, чтобы (относительно холодная) рабочая среда под давлением не транспортировалась к генератору потока, или транспортировался ее минимальный объем. В сочетании с этим управляющее устройство может быть, необязательно, сконфигурировано с возможностью открытия одного или более клапанов для подачи рабочей среды под давлением в (первый) генератор потока с целью циркуляции (относительно теплой) рабочей среды под давлением. Напротив, если требуется относительно быстрое охлаждение в цикле обработки в устройстве для прессования, способ может подавать относительно большую часть второй (более холодной) части рабочей среды под давлением во (второй) генератор потока, например, посредством (полного) открытия одного или более клапанов.
В соответствии с одним из вариантов осуществления настоящего изобретения способ может дополнительно включать в себя управление функционированием по меньшей мере одного из первого генератора потока и второго генератора потока. Термин «функционирование» может в этом контексте означать скорость, обороты в минуту или тому подобное, если генератор потока представляет собой вентилятор. Альтернативно, в случае эжектора в качестве генератора потока, термин «функционирование» может означать скорость потока. Преимущество настоящего варианта осуществления заключается в том, что температуру рабочей среды под давлением в устройстве для прессования можно регулировать в еще большей степени. Например, в случае фазы нагревания способ может управлять функционированием первого генератора потока на относительно высокой скорости. В качестве альтернативы, если требуется относительно быстрое охлаждение в цикле обработки в устройстве для прессования, способ может управлять функционированием второго генератора потока на относительно высокой скорости.
В соответствии с одним из вариантов осуществления настоящего изобретения предложен способ обработки под высоким давлением, по меньшей мере, одного изделия в устройстве для прессования, содержащем резервуар высокого давления, содержащий цилиндр высокого давления, печную камеру, расположенную внутри резервуара высокого давления, для нагревания рабочей среды под давлением, при этом печная камера содержит по меньшей мере один нагревательный элемент, и загрузочное отделение для удержания по меньшей мере одного изделия, при этом загрузочное отделение расположено внутри печной камеры, и по меньшей мере один генератор потока для циркуляции рабочей среды под давлением внутри резервуара высокого давления. Способ может включать в себя последовательные этапы размещения по меньшей мере одного обрабатываемого изделия внутри загрузочного отделения, повышения температуры в загрузочном отделении и повышения давления в загрузочном отделении. Следует отметить, что этапы повышения температуры и повышения давления в загрузочном отделении могут выполняться одновременно. Способ может дополнительно включать в себя этап поддержания повышенной температуры на заданном уровне температуры T1 в течение выбранного периода времени t1 путем выполнения способа в соответствии с одним или более из ранее описанных вариантов осуществления, поддержания повышенного давления на заданном уровне давления P1 в течение выбранного периода времени t3, и снижения температуры в загрузочном отделении путем выполнения способа в соответствии с одним или более из ранее описанных вариантов осуществления. Следовательно, вариант осуществления может относиться к горячему прессованию, такому как HIP, которое дополнительно охватывает фазы цикла обработки, состоящие в повышении температуры и поддержании температуры в загрузочном отделении, в течение которых выполняется обработка под давлением. После обработки (HIP) (быстрое) охлаждение выполняется до того, как изделия могут быть удалены из резервуара высокого давления. Преимущество варианта осуществления настоящего изобретения заключается в том, что способ обработки под (высокой) температурой и (высоким) давлением может включать в себя предпочтительные подфазы нагревания, поддержания и охлаждения в соответствии с одним или более из ранее описанных вариантов осуществления способа, что приведет к еще более эффективному циклу обработки.
В соответствии с одним из вариантов осуществления настоящего изобретения вышеупомянутый способ обработки под высоким давлением может дополнительно включать в себя этап управления подачей рабочей среды под давлением в соответствии с ранее описанным вариантом осуществления, описывающим эту функциональность.
В соответствии с одним из вариантов осуществления настоящего изобретения вышеупомянутый способ обработки под высоким давлением может дополнительно включать в себя этап управления работой по меньшей мере одного из первого генератора потока и второго генератора потока в соответствии с ранее описанным вариантом осуществления, описывающим эту функциональность.
Дополнительные цели и преимущества настоящего изобретения описаны ниже посредством типовых вариантов осуществления. Следует отметить, что настоящее изобретение относится ко всем возможным комбинациям характеристик, приведенным в формуле изобретения. Дополнительные характеристики и преимущества настоящего изобретения станут очевидными при изучении прилагаемой формулы изобретения и настоящего описания. Специалистам в данной области техники будет понятно, что различные характеристики настоящего изобретения могут быть объединены для создания вариантов осуществления, отличных от описанных.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Типовые варианты осуществления настоящего изобретения будут описаны ниже со ссылкой на прилагаемые чертежи.
Фиг.1 представляет собой схематичный, частично в разрезе, вид сбоку устройства для прессования.
Фиг.2a-b представляет собой схематичный, частично в разрезе, виды сбоку нижней части устройства для прессования.
Фиг.3 представляет собой схематичный, частично в разрезе, вид сбоку устройства для прессования.
Фиг.4-7 представляют собой схематичные иллюстрации способов в соответствии с вариантами осуществления настоящего изобретения.
Все фигуры являются схематичными, не обязательно выполнены в масштабе, и, как правило, показывают только те части, которые являются необходимыми для пояснения вариантов осуществления настоящего изобретения, при этом другие части могут быть опущены или просто рекомендованы.
ПОДРОБНОЕ ОПИСАНИЕ
Далее настоящее изобретение будет описано со ссылкой на прилагаемые чертежи, на которых показаны типовые варианты осуществления настоящего изобретения. Однако настоящее изобретение может быть воплощено во многих различных формах и не должно рассматриваться как ограниченное вариантами осуществления настоящего изобретения, изложенными в настоящем описании; скорее, эти варианты осуществления представлены в качестве примера, с тем чтобы настоящее раскрытие передавало объем настоящего изобретения специалистам в данной области техники.
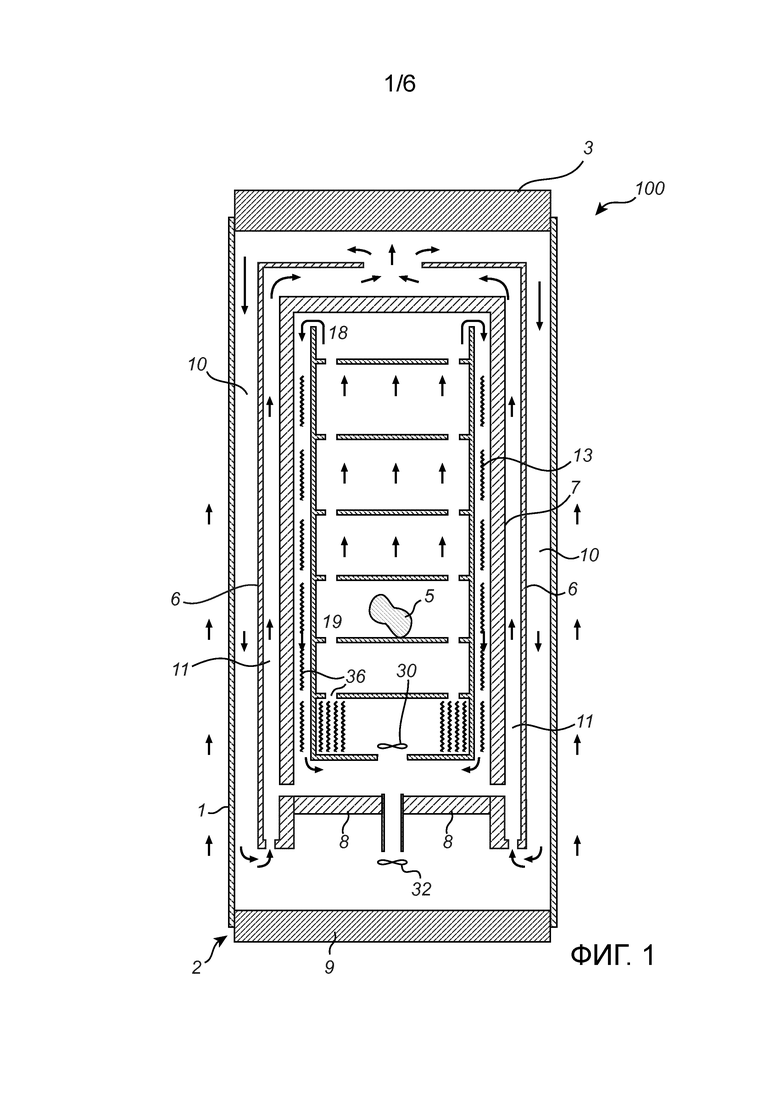
Фиг.1 представляет собой схематичный, частично в разрезе, вид сбоку устройства 100 для прессования. Устройство 100 для прессования предназначено для применения в прессовании по меньшей мере одного изделия, схематически обозначенного цифровым обозначением 5. Устройство 100 для прессования содержит резервуар высокого давления 2. Хотя это не показано на фиг.1, резервуар высокого давления 2 может содержать элементы, средства, модули и т. д., такие как одно или более гнезд, входов, выходов, клапанов и т. д., для подачи/выпуска рабочей среды под давлением в резервуар/из резервуара высокого давления 2.
Резервуар 2 высокого давления содержит цилиндр 1 высокого давления, верхнюю торцевую крышку 3, и нижнюю торцевую крышку 9. Резервуар высокого давления 2 содержит печную камеру 18. Печная камера 18 содержит печь, или нагреватель, или нагревательные элементы для нагревания рабочей среды под давлением в резервуаре высокого давления, например, в течение фазы прессования цикла обработки. Печь схематически обозначена на фиг.1 цифровым обозначением 36. В соответствии с одним из вариантов осуществления настоящего изобретения, проиллюстрированным на фиг.1, печь 36 может быть размещена в нижней секции печной камеры 18. В качестве альтернативы или в дополнение, печь 36 может быть размещена в непосредственной близости от внутренней стороны или боковых поверхностей печной камеры 18. Следует понимать, что являются возможными различные конфигурации и размещения печи 36 относительно печной камеры 18, например, внутри нее. Любая реализация печи 36 в отношении ее размещения относительно печной камеры 18, например, внутри нее, может использоваться в любом из вариантов осуществления настоящего изобретения, описанных в настоящем описании. В контексте настоящей заявки термин «печь» относится к элементам или средствам для обеспечения нагревания, тогда как термин «печная камера» относится к зоне или области, в которой размещена печь и, возможно, загрузочное отделение и любое изделие. Как показано на фиг.1, печная камера 18 может не занимать все внутреннее пространство резервуара высокого давления 2, но может оставлять промежуточное пространство 10 внутреннего пространства резервуара высокого давления 2 вокруг печной камеры 18. Промежуточное пространство 10 образует канал 10 для направления рабочей среды под давлением. В течение функционирования устройства 100 для прессования температура в промежуточном пространстве 10 может быть ниже, чем температура в печной камере 18, но промежуточное пространство 10 и печная камера 18 могут иметь равное, или по существу равное, давление.
Наружная поверхность наружных стенок резервуара высокого давления 2 может быть снабжена каналами, трубопроводами или трубками и т.д. (не показаны), и эти каналы, трубопроводы или трубки, например, могут быть расположены таким образом, чтобы они были связаны с внешней поверхностью внешней стенки резервуара высокого давления 2, и могут быть расположены таким образом, чтобы проходить параллельно осевому направлению резервуара высокого давления. 2. Охлаждающая жидкость для охлаждения стенок резервуара высокого давления 2 может быть представлена в каналах, трубопроводах или трубках, посредством чего стенки резервуара высокого давления 2 могут охлаждаться, чтобы защитить стенки от вредного нагревания, возникающего в течение функционирования резервуара высокого давления 2. Охлаждающая жидкость в каналах, трубопроводах или трубках может, например, содержать воду, но возможен другой или другие типы охлаждающих жидкостей. Типовой поток теплоносителя в каналах, трубопроводах или трубках, предусмотренных на наружной поверхности наружных стенок резервуара высокого давления 2, показан на фиг.1 стрелками на внешней стороне резервуара высокого давления 2.
Даже хотя это не указано явно ни на одной из фигур, резервуар 2 высокого давления может быть организован таким образом, чтобы его можно было открывать и закрывать, с тем чтобы любое изделие 5 внутри резервуара 2 высокого давления могло быть вставлено или удалено. Организация резервуара высокого давления 2, при которой его можно открывать и закрывать, может быть реализована различными способами, как известно в данной области техники. Хотя это не указано явно на фиг.1, одна или обе из верхней торцевой крышки 3 и нижней торцевой крышки 9 могут быть организованы таким образом, чтобы их можно было открывать и закрывать.
Печная камера 18 окружена теплоизолированным кожухом 6, 7, 8 и расположена таким образом, чтобы рабочая среда под давлением могла входить в печную камеру 18 и выходить из нее. В соответствии с одним из вариантов осуществления настоящего изобретения, проиллюстрированным на фиг.1, теплоизолированный корпус 6, 7, 8 содержит теплоизолирующую секцию 7 и кожух 6, который частично охватывает теплоизолирующую секцию 7, и нижнюю изоляционную секцию 8. Хотя теплоизолированный корпус в совокупности обозначен цифровыми обозначениями 6, 7, 8, не все элементы теплоизолированного корпуса 6, 7, 8 могут быть организованы таким образом, чтобы быть теплоизолированными или теплоизолирующими. Например, кожух 6 может быть не организован таким образом, чтобы он был теплоизолированным или теплоизолирующим.
Первый направляющий канал 13 сформирован внутри теплоизолирующей секции 7, между теплоизолированной секцией 7 и стенкой загрузочного отделения 19, и предназначен для направления рабочей среды под давлением, которая прошла через загрузочное отделение 19, вниз. Направляющий канал 11 сформирован между теплоизолирующей секцией 7 и кожухом 6. Как проиллюстрировано на фиг.1, направляющие каналы 10, 11 и 13 выполнены с возможностью формирования по меньшей мере части контура внутри резервуара высокого давления 2. Поток рабочей среды под давлением в течение фазы цикла обработки проиллюстрирован стрелками внутри резервуара высокого давления 2, показанного на фиг.1. Часть внешнего контура охлаждения включает в себя направляющий канал 11 для рабочей среды по давлением, сформированный между секцией корпуса 6 и теплоизолирующей секцией 7, соответственно. Направляющий канал 11 для рабочей среды под давлением предназначен для направления рабочей среды под давлением после выхода из печной камеры 18 в направлении верхней торцевой крышки 3.
Устройство для прессования на фиг.1 дополнительно содержит первый генератор 30 потока, расположенный в теплоизолированном корпусе 6, 7, 8. Здесь, первый генератор 30 потока показан, в качестве примера, как вентилятор, или тому подобное, для циркуляции рабочей среды под давлением в печной камере 18. Направляющий канал 13 сообщается по текучей среде с первым генератором 30 потока, так что рабочая среда под давлением из направляющего канала 13 может повторно входить в загрузочное отделение через первый генератор 30 потока. Устройство 100 для прессования дополнительно содержит второй генератор 32 потока, расположенный под теплоизолированным корпусом 8. Аналогично первому генератору 30 потока, второй генератор 32 потока также показан, в качестве примера, как вентилятор, или тому подобное, для циркуляции рабочей среды под давлением. Второй генератор 32 потока сообщается по текучей среде с первым генератором 30 потока, так что рабочая среда под давлением, подвергаемая циркуляции посредством второго генератора 32 потока, подается в первый генератор 30 потока для дальнейшей подачи в загрузочное отделение 19 устройства 100 для прессования.
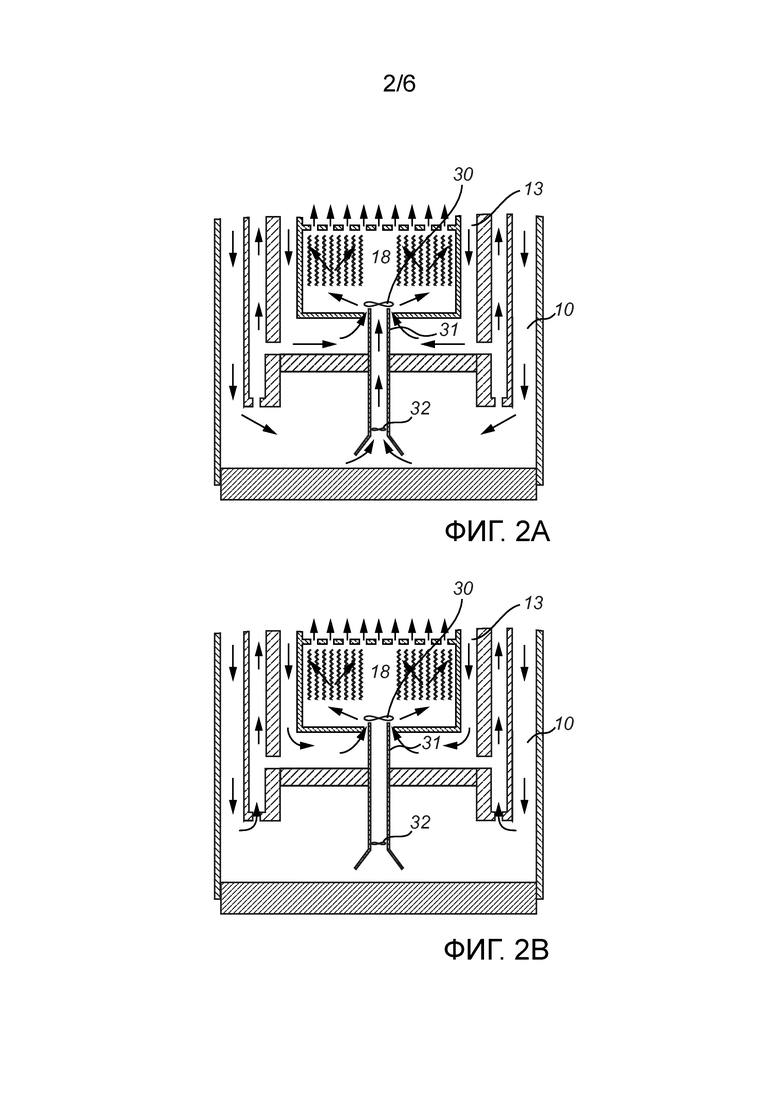
Фиг.2a-b представляют собой схематичные, частично в разрезе, виды сбоку нижней части устройства 100 для прессования, например, в соответствии с описанным и раскрытым на фиг.1.
На фиг.2а описан поток рабочей среды под давлением во время стадии или фазы охлаждения цикла обработки устройства для прессования, а на фиг.2b описан поток рабочей среды под давлением во время стадии или фазы нагревания цикла обработки устройства для прессования. На фиг.2a-b устройство для прессования содержит первый генератор 30 потока, расположенный внутри теплоизолированного корпуса. Здесь, первый генератор 30 потока показан, в качестве примера, как вентилятор, или тому подобное, для циркуляции рабочей среды под давлением в печной камере 18. В соответствии с одним из вариантов осуществления настоящего изобретения, показанным на фиг.1, вентилятор 30 может, например, быть расположен в вышеупомянутом отверстии в нижней изолирующей части. Первый направляющий канал 13 сообщается по текучей среде с первым генератором 30 потока, так что рабочая среда под давлением из направляющего канала 13 может повторно входить в загрузочное отделение 19 через первый генератор 30 потока. Устройство 100 для прессования дополнительно содержит второй генератор 32 потока, расположенный под теплоизолированным кожухом. Аналогично первому генератору 30 потока, второй генератор 32 потока также представлен, в качестве примера, как вентилятор, или тому подобное, для циркуляции рабочей среды под давлением. Второй генератор 32 потока сообщается по текучей среде с первым генератором 30 потока через трубу 31, так что рабочая среда под давлением, подвергаемая циркуляции посредством второго генератора 32 потока, подается в первый генератор 30 потока для дальнейшей подачи в загрузочное отделение устройства для прессования.
На фиг.2а, которая описывает поток во время стадии или фазы охлаждения цикла обработки устройства для прессования, рабочая среда под давлением, которая направляется во втором направляющем канале 10 назад к печной камере 18, может входить в пространство между печной камерой 18 - или нижней изолирующей секцией - и нижней торцевой крышкой. Следует понимать, что рабочая среда под давлением, которая прошла через второй направляющий канал 10, в котором рабочая среда под давлением могла быть дополнительно охлаждена посредством прохождения вблизи внутренней поверхности стенок цилиндра под давлением, может иметь относительно низкую температуру. Следовательно, рабочая среда под давлением с относительно низкой температурой может транспортироваться через второй генератор 32 потока в направлении первого генератора 30 потока с целью дальнейшей транспортировки в загрузочное отделение. Устройство 100 для прессования может дополнительно содержать устройство управления (не показано), сконфигурированное для управления подачей рабочей среды под давлением из первого направляющего канала 13 в первый генератор 30 потока и управления подачей рабочей среды под давлением из второго направляющего канала 10 ко второму генератору 32 потока. Устройство управления может быть дополнительно сконфигурировано для управления функционированием (например, количеством оборотов в минуту, об/мин) первого генератора 30 потока и/или второго генератора 32 потока. Например, в случае, когда требуется относительно быстрое охлаждения в цикле обработки устройства для прессования, управляющее устройство может быть сконфигурировано для подачи относительно большой части относительно холодной рабочей среды под давлением из направляющего канала 10 в загрузочное отделение через второй генератор 32 потока, например, посредством (полного) открытия одного или более клапанов.
На фиг.2b, которая описывает поток во время стадии или фазы нагревания цикла обработки устройства для прессования, управляющее устройство может быть сконфигурировано для прекращения любой подачи рабочей среды под давлением во второй генератор 32 потока посредством закрытия одного или более клапанов, в результате чего (относительно холодная) рабочая среда под давлением не транспортируется через трубу 31 в направлении первого генератора 30, или транспортируется ее минимальный объем. В сочетании с этим управляющее устройство может быть дополнительно сконфигурировано для открытия одного или более клапанов для подачи рабочей среды под давлением в первый генератор 30 потока для циркуляции (относительно теплой) рабочей среды под давлением. Следовательно, только рабочая среда под давлением из направляющего канала 13 может быть втянута в первый генератор 30 потока и далее транспортирована в загрузочное отделение устройства для прессования.
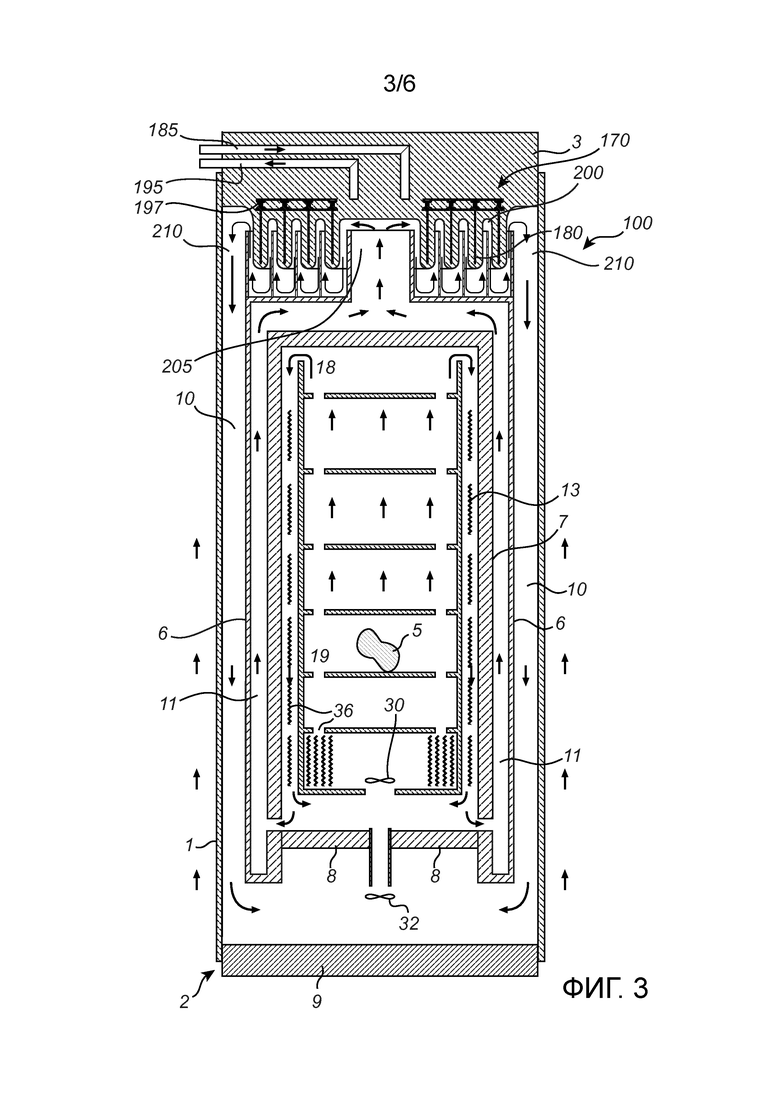
Фиг.3 представляет собой схематичный, частично в разрезе, вид сбоку устройства 100 для прессования в соответствии с иллюстративным вариантом осуществления. Следует понимать, что устройство 100 для прессования, в соответствии с показанным, имеет много общих характеристик и компонентов с устройством для прессования, показанным на фиг.1, и поэтому для простоты ссылки на него делаются в отношении фиг.1. На фиг.3 теплообменный элемент 170 расположен в верхней торцевой крышке 3 устройства 100 для прессования. Теплообменный элемент 170 содержит контур 180 для обеспечения возможности циркуляции охлаждающей среды в контуре 180 теплообменного элемента 170 с целью охлаждения рабочей среды под давлением, предназначенной для прохождения через теплообменный элемент 170 в верхней торцевой крышке 3. Из отверстия корпуса 6 рабочая среда под давлением может проходить через канал 200 теплообменного элемента 170, расположенного в верхней торцевой крышке 3. Более конкретно, рабочая среда под давлением может входить в канал 200 через впускное отверстие 205 канала 200 в центральной части теплообменного элемента 170 и выходить из канала 200 через выпускное отверстие 210 в периферийной части теплообменного элемента 170. После этого рабочая среда под давлением может входить во второй направляющий канал 10. Следует понимать, что рабочая среда под давлением, поступающая в теплообменный элемент 170, может приходить в относительно близкий тепловой контакт с теплообменным элементом 170, при этом подвергаясь охлаждению посредством охлаждающей среды, проходящей через его контур 180. Следовательно, рабочая среда под давлением может эффективно и/или быстро охлаждаться посредством теплообменного элемента 170. Контур 180 теплообменного элемента 170 содержит впускную трубу 185, которая соединена по текучей среде с контуром 180 через каналы 197 для подачи охлаждающей среды к контуру 180. Аналогично, схема 180 содержит выпускную трубу 195, соединенную по текучей среде с контуром 180 для отвода охлаждающей среды из контура 180. Во время функционирования теплообменного элемента 170 охлаждающая среда, таким образом, предназначена для циркуляции в контуре 180 теплообменного элемента 170 с целью теплопередачи или охлаждения рабочей среды под давлением, проходящей через верхнюю торцевую крышку 3. Поскольку температура охлаждающей среды значительно ниже, чем температура рабочей среды под давлением, происходит передача холода от охлаждающей среды к рабочей среде под давлением или, аналогично, передача тепла от рабочей среды под давлением к охлаждающей среде. Следует понимать, что теплообменный элемент 170, который описан на фиг.3, является схематичным, и что возможны другие конфигурации. Например, теплообменный элемент 170 может, альтернативно, быть расположен в нижней торцевой крышке 9 с таким же или аналогичным контуром 180, как в верхней торцевой крышке 3.
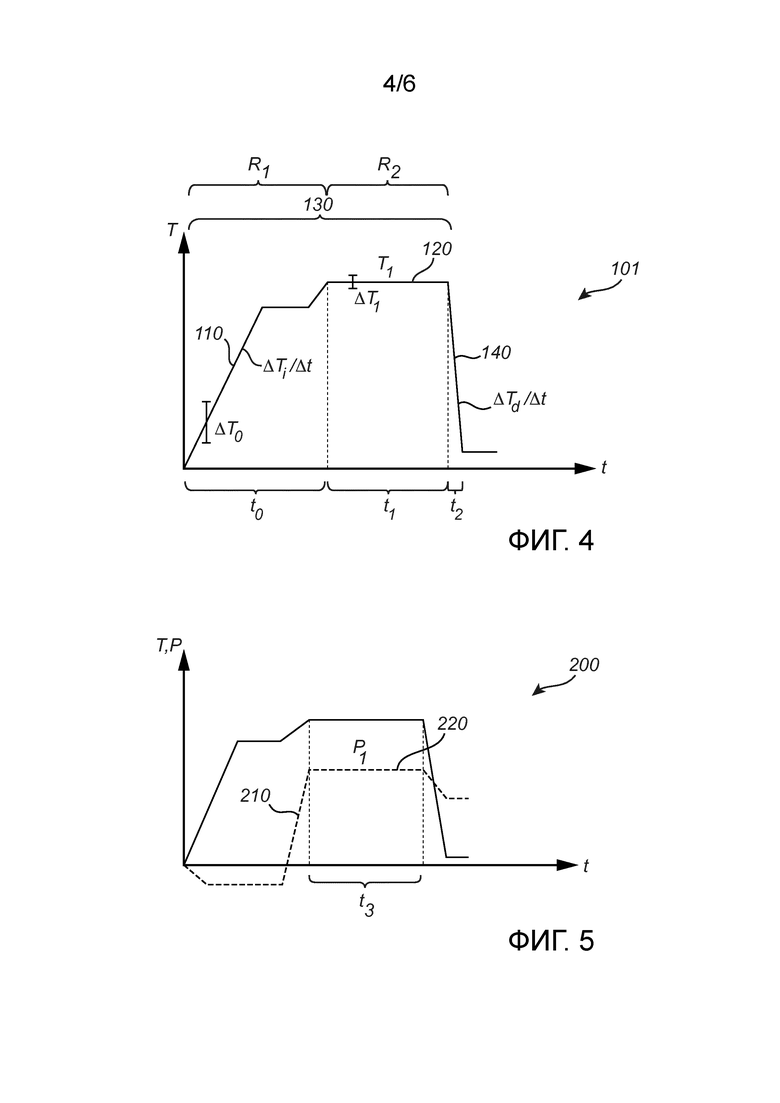
Фиг.4 представляет собой схематичную иллюстрацию способа 101 в соответствии с одним из вариантов осуществления настоящего изобретения для обработки по меньшей мере одного изделия в устройстве 100 для прессования, например, как показано на фиг.1. Во-первых, способ 101 включает в себя этап повышения температуры в загрузочном отделении, в котором размещены одно или более изделий, посредством по меньшей мере одного нагревательного элемента в печной камере. Способ 101 может повышать температуру 110 в течение времени t0, причем t0 может зависеть от таких факторов, как материал подвергаемых обработке или технологической обработке изделий, размера и/или конфигурации устройства для прессования и т.д. Время t0 может, например, составлять 5 часов, предпочтительно, 3 часа и, более предпочтительно, 1,5 часа.
Способ 101 может повышать температуру произвольно, то есть, неуказанным образом. Однако в соответствии с предпочтительным вариантом осуществления, способ 101 может повышать температуру 110 в загрузочном отделении со скоростью (градиентом) ΔTi/Δt, составляющим по меньшей мере 10°С/мин, предпочтительно, по меньшей мере 30°С/мин. Кроме того, и также в соответствии с предпочтительным вариантом осуществления, способ 101 может на этапе повышения температуры 110 поддерживать разность температур в загрузочном отделении в интервале температур ΔT0, составляющем 50°C, предпочтительно, 35°C, и, более предпочтительно, 20°C.
После этапа 110 повышения температуры способа 101 в загрузочном отделении устройства 100 для прессования уровень температуры T1 в загрузочном отделении может составлять 500-3000°С, предпочтительно, 1000-1400°С, и, более предпочтительно, приблизительно 1200°С.
После этапа 110 повышения температуры в устройстве 100 для прессования способ 101 может дополнительно включать в себя этап поддержания 120 (повышенной) температуры на вышеупомянутом заданном уровне температуры T1 в течение выбранного периода времени t1. Выбранный период времени t1 поддержания T1 может составлять 0,1-6 часов, предпочтительно, 0,5-4 часов, и, более предпочтительно, 1-2 часа. В соответствии с предпочтительным вариантом осуществления способ 101 может на этапе поддержания 120 повышенной температуры в загрузочном отделении поддерживать разность температур в загрузочном отделении в интервале температур ΔT1, составляющем 8°С, предпочтительно, 5°С, и, наиболее предпочтительно, 2°С.
Способ 101 может дополнительно включать в себя этап понижения температуры 140 в загрузочном отделении после этапов повышения 110 температуры и поддержания 120 повышенной температуры в устройстве для прессования. Температура в загрузочном отделении может понижаться 140 в течение интервала времени t2. Скорость (градиент) ΔTd /Δt понижения температуры (то есть, скорость охлаждения) может составлять по меньшей мере 200°С/мин, предпочтительно, по меньшей мере 250°С/мин и, более предпочтительно, по меньшей мере 300°С/мин.
На этапах способа 101 повышения 110 температуры и поддержания 120 повышенной температуры в загрузочном отделении 19 устройства для прессования, как схематично показано на фиг.4, способ 101 дополнительно включает в себя циркуляцию 130 рабочей среды под давлением в пределах резервуара высокого давления посредством по меньшей мере одного генератора потока в устройстве для прессования. Следовательно, способ 101 включает в себя функционирование одного или более генераторов потока как в течение фазы нагревания, в которой способ 101 повышает температуру в загрузочном отделении, так и в течение фазы удержания, в которой способ 101 поддерживает 120 повышенную температуру в загрузочном отделении. Следует понимать, что способ 101, таким образом, приводит к относительно гладкому или равномерному распределению температуры в загрузочном отделении как в течение подфазы повышения температуры (фаза нагревания), так и в течение подфазы поддержания повышенной температуры (фаза удержания). Другими словами, разность ΔT0 температур в загрузочном отделении устройства для прессования в течение этапа 110 повышения температуры и разность ΔT1 температур в загрузочном отделении устройства для прессования в течение первого этапа поддержания температуры может быть относительно небольшой по заявляемому способу по настоящему изобретению.
На фиг.4 показан дополнительный вариант осуществления способа 101 по настоящему изобретению. Здесь, рабочая среда под давлением внутри резервуара высокого давления подвергается циркуляции посредством функционирования по меньшей мере одного генератора потока с первой скоростью R1 в течение этапа повышения температуры внутри загрузочного отделения. Кроме того, рабочая среда под давлением внутри резервуара высокого давления подвергается циркуляции посредством функционирования по меньшей мере одного генератора потока со второй скоростью R2 в течение этапа поддержания 120 температуры в загрузочном отделении, при этом вторая скорость R2 ниже, чем первая скорость R1, т.е., R2<R1. Например, способ 101 может управлять функционированием одного или более генераторов потока со скоростью R1 в течение интервала t0 и со скоростью R2 в течение интервала t1. Кроме того, способ 101 может поддерживать вторую скорость R2 относительно низкой, например, на минимальной скорости для поддержания принудительной конвекции посредством генератора(-ов) потока в резервуаре высокого давления. Кроме того, способ 101 может управлять функционированием одного или более генераторов потока со скоростью, зависящей от свойств жидкости рабочей среды под давлением. Следовательно, в течение этапа 110 повышения температуры и/или этапа 120 поддержания повышенной температуры способ может быть сконфигурирован для циркуляции рабочей среды под давлением в резервуаре высокого давления посредством функционирования генератора(-ов) потока со скоростью(-ями), которая(-ые) зависит(-ят) от свойств жидкости рабочей среды под давлением.
Фиг.5 представляет собой схематичную иллюстрацию способа 200 в соответствии с одним из вариантов осуществления настоящего изобретения для обработки по меньшей мере одного изделия в устройстве 100 для прессования, которое, например, показано на фиг.1. Кроме того, следует понимать, что этапы способа 200 включают в себя один или более этапов способа 101, в соответствии с описанным ранее в тексте и на фиг.4, и, таким образом, в его описании делаются ссылки на упомянутый текст и фигуру для улучшения понимания. Первоначально, то есть, в самой левой части диаграммы Т, Р на фиг.5, нагревание (то есть, повышение температуры Т) выполняется в вакууме, в результате чего давление Р немного уменьшается по сравнению с уровнем атмосферного давления. После этого, и в сочетании с ранее описанными этапами повышения, поддержания и/или охлаждения температуры в загрузочном отделении резервуара высокого давления во время функционирования одного или более генераторов потока, способ 200 дополнительно включает в себя этап 210 повышения давления в загрузочном отделении. Способ 200 дополнительно включает в себя этап 220 поддержания повышенного давления на заданном уровне давления P1 в течение выбранного периода времени t3. Предварительно определенное давление P1 может составлять 20-500 МПа, предпочтительно, 50-300 Мпа, и, более предпочтительно, 80-250 МПа. Следует понимать, что этап поддержания давления в загрузочном отделении может выполняться (но не обязательно) одновременно с ранее описанным этапом поддержания температуры в загрузочном отделении. Другими словами, выбранный период времени t3 поддержания P1 может соответствовать выбранному периоду времени t1 поддержания T1 в загрузочном отделении.
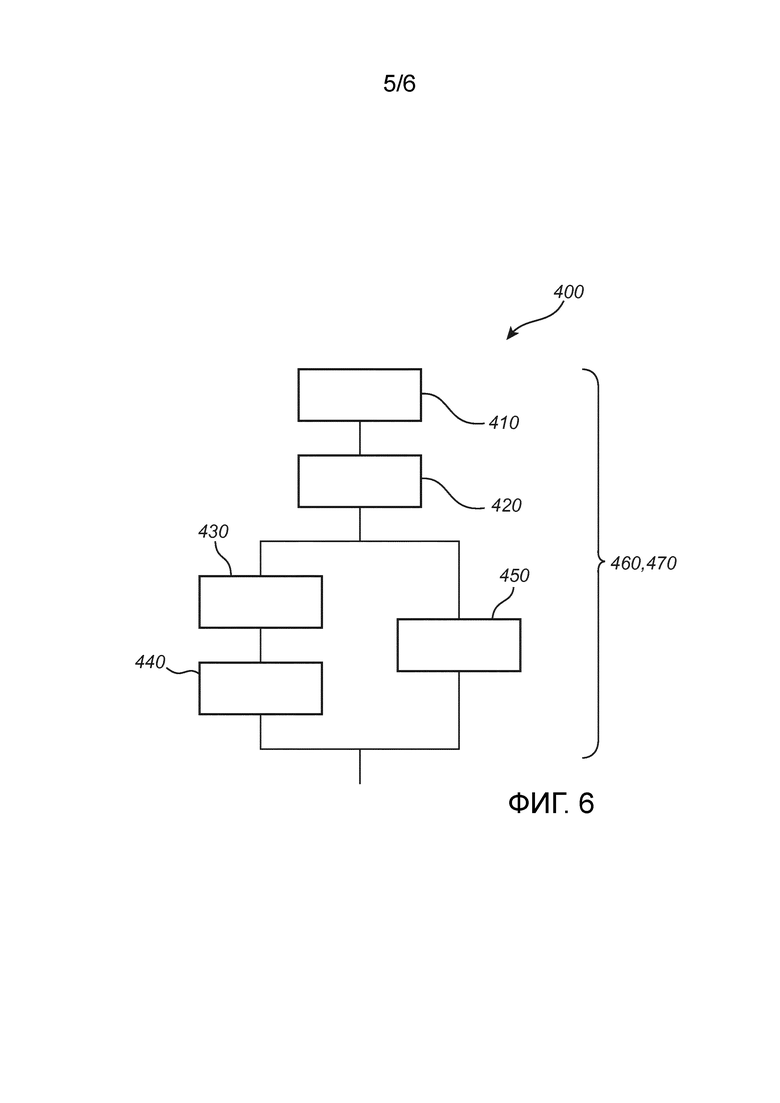
Фиг.6 представляет собой схематичную иллюстрацию способа 400 согласно одному или более вариантам осуществления настоящего изобретения для обработки по меньшей мере одного изделия. Устройство для прессования, например, как показано на фиг.1, может дополнительно содержать по меньшей мере один элемент для охлаждения рабочей среды. Следовательно, после этапов повышения температуры и поддержания повышенной температуры способ 400 может включать в себя этап 410 понижения температуры в загрузочном отделении с помощью элемента(-ов). Например, элемент может представлять собой или содержать теплообменный элемент, расположенный в верхней торцевой крышке устройства для прессования, как описано на фиг.3. Более конкретно, теплообменный элемент может содержать контур для обеспечения циркуляции охлаждающей среды внутри контура теплообменного элемента с целью охлаждения рабочей среды под давлением, которая подвергается прохождению через теплообменный элемент в верхней торцевой крышке. Элемент может альтернативно, или в комбинации с указанным, составлять или содержать теплообменный элемент, расположенный в нижней торцевой крышке устройства для прессования. В качестве альтернативы, или в сочетании с указанным, элемент может, кроме того, составлять или содержать теплопоглощающий элемент, расположенный внутри резервуара высокого давления и сконфигурированный для поглощения тепла от рабочей среды под давлением. Способ 400 может дополнительно включать в себя этап 420 циркуляции рабочей среды под давлением в резервуаре высокого давления, посредством чего обеспечивается прохождение рабочей среды под давлением через загрузочное отделение. В случае, если устройство для прессования содержит теплообменный элемент, расположенный в верхней торцевой крышке устройства для прессования, способ 400 может дополнительно включать в себя этап 430 направления рабочей среды под давлением через канал теплообменного элемента с целью обеспечения возможности потока рабочей среды под давлением через теплообменный элемент, и циркуляции 440 охлаждающей среды внутри теплообменного элемента с целью охлаждения рабочей среды по давлением, предназначенной для прохождения через теплообменный элемент. В качестве альтернативы или в сочетании с теплообменным элементом устройство для прессования может содержать теплопоглощающий элемент, расположенный внутри резервуара высокого давления. Таким образом, способ 400 может дополнительно включать в себя циркуляцию 450 рабочей среды под давлением в резервуаре высокого давления, посредством чего обеспечивается прохождение рабочей среды под давлением через теплопоглощающий элемент.
Способ 400 может дополнительно включать в себя этап 460 управления подачей рабочей среды под давлением по меньшей мере в один из одного или более генераторов потока в течение одного или более этапов 410, 420, 430, 440 и/или 450. Кроме того, способ 400 может включать в себя этап 470 управления функционированием по меньшей мере одного из одного или более генераторов потока в течение одного или более этапов 410, 420, 430, 440 и 450. Согласно устройству 100 для прессования, приведенному в качестве примера на фиг.1, рабочая среда под давлением, которую направляют в канале для направления рабочей среды под давлением обратно к печной камере, может попадать в пространство между печной камерой - или нижней изолирующей секцией - и нижней торцевой крышкой. Следует понимать, что рабочая среда под давлением, которая прошла через теплообменный элемент и прошла через второй направляющий канал, в котором рабочая среда под давлением могла быть дополнительно охлаждена путем ее проведения вблизи внутренней поверхности стенок цилиндра под давлением, может иметь относительно низкую температуру. Следовательно, рабочая среда под давлением с относительно низкой температурой может транспортироваться через второй генератор потока к первому генератору потока для последующей транспортировки в загрузочное отделение. Следовательно, посредством этапа 460 управления подачей рабочей среды под давлением в первый и/или второй генераторы потока и/или посредством этапа управления функционированием (например, количеством оборотов в минуту, об/мин) первого и/или второго генераторов потока, с помощью способа 400 может быть достигнута еще более контролируемая и/или более быстрая фаза нагревания, удержания и/или охлаждения цикла обработки. Например, способ 400 может остановить любую подачу рабочей среды под давлением во второй генератор потока, закрыв один или более клапанов, что приведет к отсутствию циркуляции (относительно холодной) рабочей среды под давлением, или к ее циркуляции в минимальном объеме. В сочетании с этим устройство управления может быть, необязательно, сконфигурировано для открытия одного или более клапанов для подачи рабочей среды под давлением в первый генератор потока для циркуляции (относительно теплой) рабочей среды под давлением.
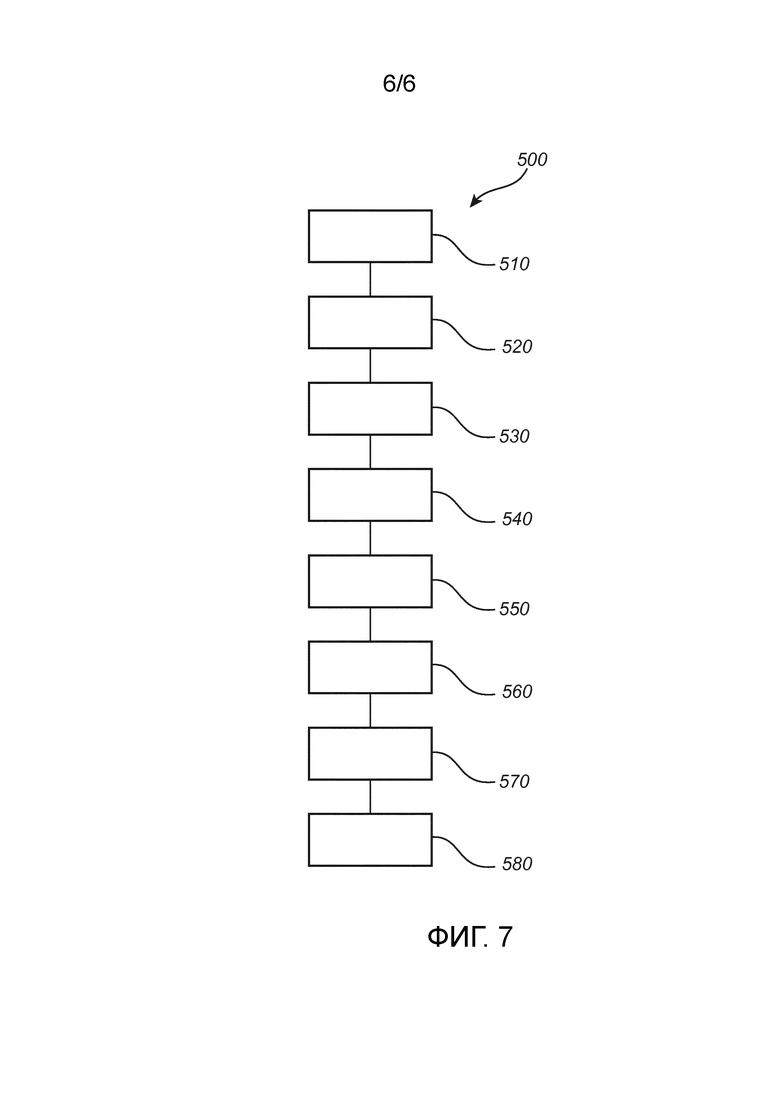
Фиг.7 представляет собой схематичную иллюстрацию способа 500 согласно одному или более вариантам осуществления настоящего изобретения для обработки по меньшей мере одного изделия. Способ 500 может сначала включать в себя этап 510 размещения по меньшей мере одного изделия, подлежащего обработке, внутри загрузочного отделения устройства для прессования. Способ 500 может после этого включать в себя этапы 520 повышения температуры в загрузочном отделении и 530 повышения давления в загрузочном отделении. Следует отметить, что этапы 520 повышения температуры и 530 повышения давления в загрузочном отделении могут выполняться одновременно. Способ 500 дополнительно включает в себя этап 540 поддержания повышенной температуры на заданном уровне температуры T1 в течение выбранного периода времени t1 посредством выполнения по меньшей мере одного этапа одного или более ранее описанных способов 100, 200, 400. Способ 500 может дополнительно включать в себя этапы 550 поддержания повышенного давления на заданном уровне P1 давления в течение выбранного периода времени t3. Этапы 540 поддержания повышенной температуры и поддержания 550 повышенного давления могут выполняться одновременно, т.е., выбранный период времени t3 поддержания P1 может соответствовать выбранному периоду времени t1 поддержания T1 в загрузочном отделении. Способ 500 может дополнительно включать в себя этап понижения температуры 560 в загрузочном отделении посредством выполнения по меньшей мере одного этапа одного или более из ранее описанных способов 100, 200, 400. Способ 500 может дополнительно включать в себя управление 570 подачей рабочей среды под давлением и/или управление 580 функционированием по меньшей мере одного из первого и второго генераторов потока.
В заключение, раскрыт способ технологической обработки по меньшей мере одного изделия в устройстве для прессования. Устройство для прессования содержит резервуар высокого давления, содержащий цилиндр высокого давления, и печную камеру, расположенную внутри резервуара высокого давления для нагревания рабочей среды под давлением. Печная камера содержит по меньшей мере один нагревательный элемент и загрузочное отделение для удержания по меньшей мере одного изделия, при этом загрузочное отделение расположено внутри печной камеры. Устройство для прессования дополнительно содержит по меньшей мере один генератор потока для циркуляции рабочей среды под давлением в резервуаре высокого давления. Способ включает в себя этап повышения температуры в загрузочном отделении посредством по меньшей мере одного нагревательного элемента в печной камере. Способ дополнительно включает в себя этап поддержания повышенной температуры на заданном уровне температуры в течение выбранного периода времени. В течение этапов повышения температуры и поддержания повышенной температуры способ дополнительно включает в себя этап циркуляции рабочей среды под давлением внутри резервуара высокого давления посредством по меньшей мере одного генератора потока.
Хотя настоящее изобретение проиллюстрировано на прилагаемых чертежах и в приведенном выше описании, такие иллюстрации следует рассматривать как иллюстративные или типовые, а не ограничивающие; настоящее изобретение не ограничено раскрытыми вариантами осуществления. Другие вариации раскрытых вариантов осуществления могут быть поняты и осуществлены специалистами в данной области техники при практическом применении заявленного изобретения на основании изучения чертежей, раскрытия и прилагаемой формулы изобретения. В прилагаемой формуле изобретения слово «содержит» не исключает других элементов или этапов, а единственное число не исключает множества. Сам по себе тот факт, что определенные меры изложены во взаимно различных зависимых пунктах формулы изобретения, не означает, что комбинация этих мер не может быть использована для получения выгоды. Любые цифровые обозначения в формуле изобретения не должны рассматриваться как ограничивающие объем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПРЕССОВАНИЯ И СПОСОБ ОХЛАЖДЕНИЯ ИЗДЕЛИЯ В УКАЗАННОМ УСТРОЙСТВЕ | 2018 |
|
RU2754674C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2684033C1 |
| УСТРОЙСТВО ПРЕССА С КОМБИНИРОВАННЫМ ВЕНТИЛЯТОРНЫМ И ЭЖЕКТОРНЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ПРЕССОВАНИЯ | 2014 |
|
RU2673260C2 |
| ПРЕССОВАЯ УСТАНОВКА | 2017 |
|
RU2738178C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ОХЛАЖДЕНИЯ В ОБОРУДОВАНИИ ГОРЯЧЕГО ПРЕССОВАНИЯ, МОДУЛЬ УПРАВЛЕНИЯ И ОБОРУДОВАНИЕ ПРЕССОВАНИЯ | 2019 |
|
RU2798409C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ВНЕШНИЙ ОХЛАЖДАЮЩИЙ КОНТУР | 2011 |
|
RU2553173C2 |
| ПРЕССОВАЯ УСТАНОВКА | 2017 |
|
RU2737106C1 |
| ПРЕССОВОЕ УСТРОЙСТВО | 2017 |
|
RU2734855C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2007 |
|
RU2455112C2 |
| СПОСОБ В ОБОРУДОВАНИИ ПРЕССОВАНИЯ | 2019 |
|
RU2785424C1 |
Группа изобретений относится к области обработки прессованием. Технический результат - повышение и поддержание температуры в течение обработки изделий и/или продуктов средствами горячего прессования. Способ включает в себя этапы: (110) повышения температуры в загрузочном отделении посредством по меньшей мере одного нагревательного элемента в печной камере; поддержание (120) повышенной температуры на заданном уровне температуры T1 в течение выбранного периода времени t1 и, в течение этапов повышения температуры и поддержания повышенной температуры, циркуляцию (130) рабочей среды под давлением внутри резервуара высокого давления посредством по меньшей мере одного генератора потока. При этом способ дополнительно включает в себя, в течение этапа повышения температуры, циркуляцию рабочей среды под давлением в резервуаре высокого давления посредством функционирования упомянутого по меньшей мере одного генератора потока с первой скоростью R1 и, в течение этапа поддержания повышенной температуры, циркуляцию рабочей среды под давлением в резервуаре высокого давления посредством функционирования упомянутого по меньшей мере одного генератора потока со второй скоростью R2, при этом вторая скорость ниже, чем первая скорость. 2 н. и 12 з.п. ф-лы, 7 ил.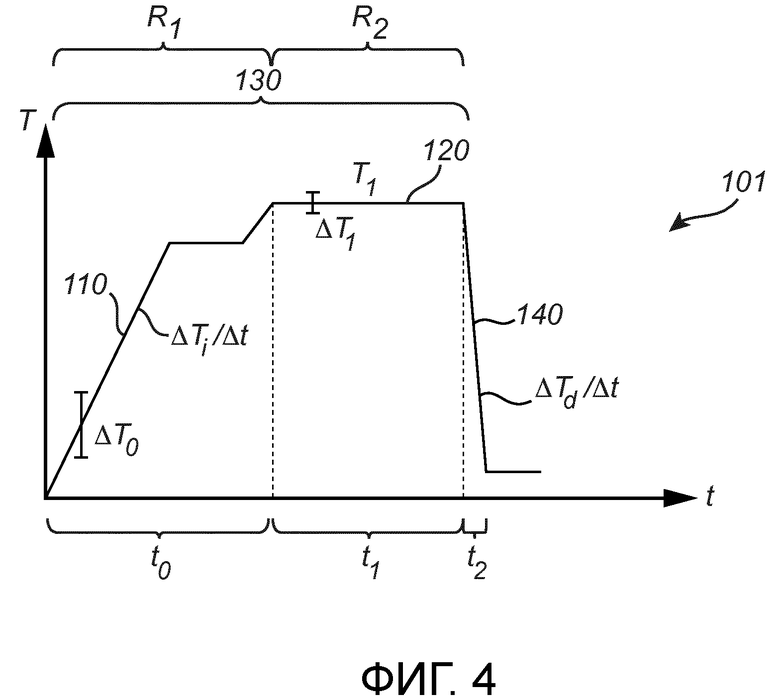
1. Способ (100) технологической обработки по меньшей мере одного изделия в устройстве для прессования, содержащем резервуар под давлением, содержащий цилиндр высокого давления, печную камеру, расположенную внутри резервуара высокого давления, для нагревания рабочей среды под давлением, при этом печная камера содержит по меньшей мере один нагревательный элемент, и загрузочное отделение для удержания упомянутого по меньшей мере одного изделия, при этом загрузочное отделение расположено внутри печной камеры, и по меньшей мере один генератор потока для циркуляции рабочей среды под давлением внутри резервуара высокого давления, при этом способ включает в себя этапы:
повышения (110) температуры в загрузочном отделении посредством по меньшей мере одного нагревательного элемента в печной камере;
поддержания (120) повышенной температуры на заданном уровне температуры T1 в течение выбранного периода времени t1;
и, в течение этапов повышения температуры и поддержания повышенной температуры,
циркуляцию (130) рабочей среды под давлением в резервуаре высокого давления посредством упомянутого по меньшей мере одного генератора потока,
при этом способ дополнительно включает в себя,
в течение этапа повышения температуры,
циркуляцию рабочей среды под давлением в резервуаре высокого давления посредством функционирования упомянутого по меньшей мере одного генератора потока с первой скоростью R1; и,
в течение этапа поддержания повышенной температуры,
циркуляцию рабочей среды под давлением в резервуаре высокого давления посредством функционирования упомянутого по меньшей мере одного генератора потока со второй скоростью R2,
при этом вторая скорость ниже, чем первая скорость.
2. Способ по п.1, дополнительно включающий в себя,
в течение этапа повышения температуры,
повышение температуры со скоростью, составляющей по меньшей мере 10°C/мин, предпочтительно по меньшей мере 30°C/мин.
3. Способ по любому из предшествующих пунктов, дополнительно включающий в себя,
в течение этапа повышения температуры,
поддержание разности температур в загрузочном отделении в пределах интервала температур ΔT0, составляющего 50°C, предпочтительно 35°C и наиболее предпочтительно 20°C.
4. Способ по любому из предшествующих пунктов, дополнительно включающий в себя,
в течение этапа повышения температуры,
поддержание разности температур в загрузочном отделении в пределах интервала температур ΔT1, составляющего 8°C, предпочтительно 5°C и наиболее предпочтительно 2°C.
5. Способ по любому из предшествующих пунктов, дополнительно включающий в себя
повышение давления в загрузочном отделении и
поддержание повышенного давления на заданном уровне давления P1 в течение выбранного периода времени t3.
6. Способ по любому из предшествующих пунктов, дополнительно включающий в себя
после этапов повышения температуры и поддержания повышенной температуры,
понижение (140) температуры в загрузочном отделении.
7. Способ по любому из предшествующих пунктов, в котором устройство для прессования содержит по меньшей мере один элемент для охлаждения рабочей среды под давлением, при этом способ дополнительно включает в себя этап:
охлаждения (410) рабочей среды под давлением посредством обеспечения возможности ее прохождения через упомянутый по меньшей мере один элемент.
8. Способ по п.7, в котором резервуар высокого давления устройства для прессования дополнительно содержит верхнюю торцевую крышку и нижнюю торцевую крышку и по меньшей мере один теплообменный элемент, расположенный по меньшей мере в одной из верхней торцевой крышки и нижней торцевой крышки, при этом способ дополнительно включает в себя
циркуляцию (420) рабочей среды под давлением внутри резервуара высокого давления, посредством чего обеспечивается прохождение рабочей среды под давлением через загрузочное отделение,
направление (430) рабочей среды под давлением через канал упомянутого по меньшей мере одного теплообменного элемента с целью обеспечения возможности потока рабочей среды под давлением через упомянутый по меньшей мере один теплообменный элемент, и
циркуляцию (440) охлаждающей среды внутри упомянутого по меньшей мере одного теплообменного элемента с целью охлаждения рабочей среды под давлением, предназначенной для прохождения по через упомянутый меньшей мере один теплообменный элемент.
9. Способ по п.7 или 8, в котором резервуар высокого давления устройства для прессования дополнительно содержит теплопоглощающий элемент, расположенный внутри резервуара высокого давления и выполненный с возможностью поглощения тепла от рабочей среды под давлением, при этом способ дополнительно включает в себя
циркуляцию (450) рабочей среды под давлением внутри резервуара высокого давления, посредством чего обеспечивается прохождение рабочей среды под давлением через теплопоглощающий элемент.
10. Способ по любому из предшествующих пунктов, в котором печная камера по меньшей мере частично закрыта теплоизолированным кожухом (6, 7, 8), содержащим теплоизолирующую секцию (7) и корпус (6), по меньшей мере частично охватывающий теплоизолирующую секцию, причем устройство для прессования дополнительно содержит первый генератор потока (30), расположенный внутри теплоизолированного кожуха, и второй генератор потока (32), расположенный ниже теплоизолированного кожуха, при этом способ дополнительно включает в себя
управление (460) подачей рабочей среды под давлением по меньшей мере в один из первого генератора потока и второго генератора потока.
11. Способ по п.10, дополнительно включающий в себя
управление (470) функционированием по меньшей мере одного из первого генератора потока и второго генератора потока.
12. Способ (500) обработки под высоким давлением по меньшей мере одного изделия в устройстве для прессования, содержащем резервуар под давлением, содержащий цилиндр высокого давления, печную камеру, расположенную внутри резервуара давления, для нагревания рабочей среды под давлением, при этом печная камера содержит по меньшей мере один нагревательный элемент, и загрузочное отделение для удержания упомянутого по меньшей мере одного изделия, причем загрузочное отделение расположено внутри печной камеры, и по меньшей мере один генератор потока для циркуляции рабочей среды под давлением внутри резервуара высокого давления, при этом способ включает в себя последовательные этапы:
размещения (510) по меньшей мере одного изделия для обработки внутри загрузочного отделения;
повышения (520) температуры в загрузочном отделении и повышения (530) давления в загрузочном отделении;
поддержания (540) повышенной температуры на заданном уровне температуры T1 в течение выбранного периода времени t1 посредством выполнения способа по любому из пп.1-5 и поддержания (550) повышенного давления на заданном уровне давления P1 в течение выбранного периода времени t3; и
понижения (560) температуры в загрузочном отделении посредством выполнения способа по любому из пп.6-9.
13. Способ по п.12, дополнительно включающий в себя
управление (570) подачей рабочей среды под давлением по п.10.
14. Способ по п.12 или 13, дополнительно включающий в себя
управление (580) функционированием по меньшей мере одного из первого генератора потока и второго генератора потока по п.11.
| US 20070228596 A1, 04.10.2007 | |||
| Устройство для изостатического прессования порошков | 1974 |
|
SU495867A1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2007 |
|
RU2455112C2 |
| US 20030197295 A1, 23.10.2003 | |||
| US 20130344451 A1, 26.12.2013 | |||
| US 20140127637 A1, 08.05.2014. | |||

