389
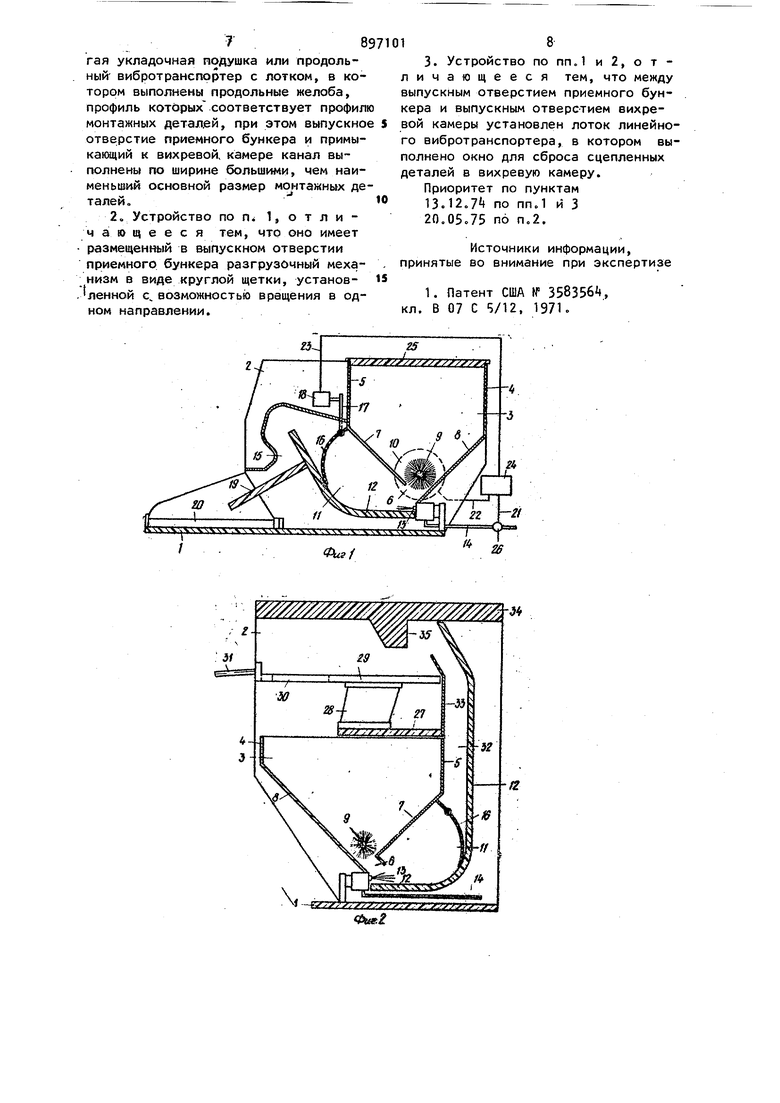
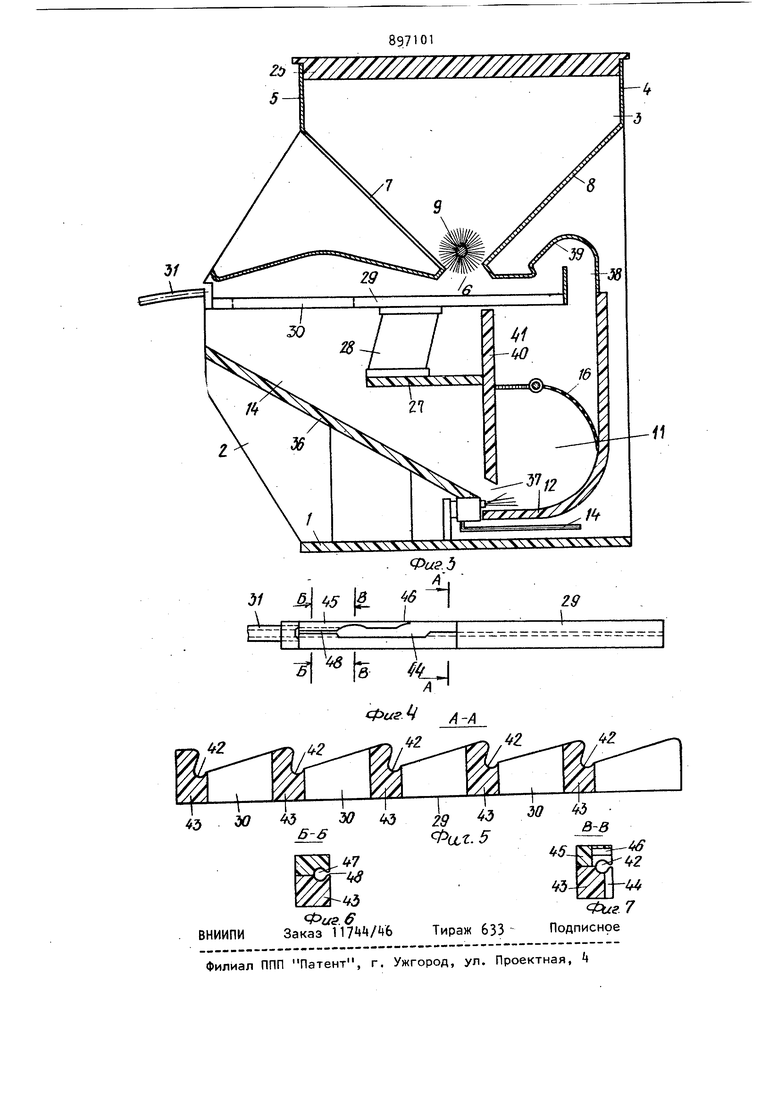
ния устройства; на фиг. 4 - виброtpaHcnopTep, вид сбоку; на фиг. 5 разрез А-А на фиг. 4; на фиг. 6 разрез Б-Б на фиг.; на фиг. 7 разрез В-В на фиг. 4.
Устройство для поштучного отбора и сортировки монтажных деталей содержит опорную плиту 1 с вертикальными стенками 2. Между стенками 2 размещен приемный бункер 3, образованный перегородками 4 и 5. Выпускное отверстие 6 бункера 3 образовано частями 7 и 8 перегородок и 5 и выполненно по ширине большим, чем наименьший основной размер монтажных деталей. В выпускном отверстии 6 бункера 3 размещен разгрузочный механизм в виде круглой щетки 9, установленной с возможностью вращения в одном направлении. Расстояние между щеткой 9 и частью 8 перегородки 5 больше наи большего диаметра монтажных деталей. Щетка 9 приводится во вращение электродвигателем 10. Вихревая камера 11 выполнена с криволинейной направляющей поверхностью 12 и своим выпускным отверстием примыкает к выпускному отверстию 6 приемного бункера 3. Вихревая камера 11 имеет дутьевые сопла 13, в которые по трубам 1 поступает сжатый воздух, и канал 15 для выпуска деталей. На выходе канала 15 установлена управляемая заслонка 16, которая может поворачиваться при помощи рычага 17 и гидроцилиндра 18. Монтажные детали скатываются по лотку 19 на упругую укладочную подушку 20. Электропривод 10, гидроцилиндр 18 и сопла 13 связаны трубопроводами 21-23 с центральным управляющим органом 2. Перед началом работы в приемный бункер 3 закладываются монтажные детали и бункер закрывается крышкой 25, которая служит для звукоизоляции, предотвращает выброс монтажных деталей из бункера и может быть выполнена воздухопроницаемой, вследствие чего часть поступившего сжатого воздуха может выходить наружу через крышку 25.
Центральный управляющий орган 2k включает электродвигатель 10 на запрограммированный заранее отрезок времени, который приводит во вращение щетку 9. Последняя производит предварительное разделение монтажных деталей и перемещает их из приемного бункера 3 через выпускное отверстие 6 в вихревую камеру IK Количество перемещаемых в течение заданного отрезка времени монтажных деталей остается постоянным для каждого вида деталей. Одновременно с электродвигателем 10 центральный управляющий орган 2 включает через запорный орган 2б подачу сжатого воздуха к соплам 13. В зависимости от вида монтажных деталей и степени сцепления сжатый воздух можно подавать равномерно или прерывисто. Монтажные детали перемешиваются в вихревой камере П. За счет соударения их со стенками 2 или заслонкой 16, а также путем воздействия струй сжатого воздуха, сцепление между монтажными дета лями нарушается. При поступлении монтажных деталей в вихревую камеру 11 щетка 9 отключается и открывается заслонка 16 при подаче сжатого воздуха. В зависимости от запрограммированного отрезка времени, в течение которого заслонка 16 остается открытой, в канал 15 для выпуска деталей может поступить только часть запаса монтажных деталей, находящихся в вихревой камере 11. За счет криволинейной направляющей поверхности 12 вихревой камеры 11 происходит многократное соударение монтажных деталей со стенками канала 15, что и приводит к их расщеплению. Полученная монтажными . деталями кинематическая энергия, создаваемая подводимым сжатым воздухом, изменяется и в различной степени гасится из-за того, что отдельные монтажные детали проходят различные участки пути, вследствие чего на выходе из канала 15 они рассеиваются и падают на упругую укладочную подушку 20. Дозирование при подаче монтажных деталей в вихревую камеру 11 или при выходе из нее соответствует емкости улавливающей поверхности упругой укладочной подушки 20, с которой детали могут быть собраны вручную.
На укладочной подушке 20 может быть предусмотрен выключатель, включающий центральный управляющий орган 2k.
Над приемным бункером 3 размещено сортировочное приспособление, состоящее из смонтированного на плите 27 электрического вибратора 28 и перемещаемого линейного вибротранспортера 29 с лотком (фиг. 2). 5 Вибротранспортер 29 принимает со тируемые монтажные детали на нескол ко дорожек и перемещает их справа н лево. Отклонившиеся от заданного по ложения или еще сцепленные между со бой монтажные детали выбрасываются через продольное окно 30 и вновь поступают в приемный бункер 3. Ориентированные монтажные детали перем щаются пр трубам 31 к месту их приема. После открытия заслонки 16 вибро транспортер 29 загружается из вихре вой камеры 11 единичными монтажными деталями, которые подаются на него сжатым воздухом вверх по вертикальному каналу 32, создаваемому криволинейной направляющей поверхностью 12 и перегородкой 5 приемного бунке ра 3 направляющим листом 33 и крыш кой 3. снабженной отбойной поверхностью 35, служащей для улавливания выбрасываемых деталей и отвода их на вибротранспортер 29. Правая часть вибротранспортера 29СФиг„3), образующая место укладки ориентированных и поштучно отобранных деталей, несколько удлинена вправОо Щетка 9 приемного бункера 3 -расположена поперек продольных желобков вибротранспортера 29, а выпускное отверстие 6 находит ся над улавливающей поверхностью ви ротранспортера 29. Когда щетка 9 пр водится во вращение, она забрасывает поштучно отбираемые монтажные детали на вибротранспортер 29. Ориентирование деталей в продольном на правлении облегчается тем, что щетка 9, прочесывая сцепленные монтаж;ные детали, предварительно выравнивает их вдоль выпускного отверстия 6, а также воздействием вибротранспартера 29 на уже лежащие на нем де тали, но еще удерживаемые щеткой о О деленные, но еще сцепленные между собой детали, падают через окно 30 на стабилизирующую поверхность 36, образующую нижнюю часть желоба, и попадают при помощи сопел 13 ( выпускному отверстию 37. Если заслонка 16 открыта, то монтажные детали поступают наверх по вертикальному каналу 38 и выбрасываются при помощи направляющей поверхности 39 на правый конец вибротранспортера 29, который опирается на внутреннюю сте ку О желоба 1. 14 Устройство ( фиг.Зу) работает периодически. Сначала щетка 9 работает в течение определенного промежутка времени, а затем щетку 9 останавливают и при открывании заслонки 16 мон тажные детали выбрасываются из вихревой камеры 11. На фиг. А-7 показано, что правая часть вибротранспортера 29 выполнена в виде плиты, верхняя часть которой имеет профиль с пилообразным сечением, т„е. на нем выполнены продольные желоба k2, профиль которых соответствует профилю монтажных деталей„ К месту укладки деталей продлены только пepeVopoдки k, за счет чего находящиеся между ними окна 30 для сбрасывания деталей остаются сво.бодными J На фиг. 7 показано, что желоб k2 сфрезерован почти до середины, вследствие чего образуется балансирующее ребро, а из-за наличия выемки детали, не плотно прилегающие по всей |их длине и неподвижной части желоба 42,должны падать в сторону. Длина выемки АА больше длины детали На перегородках помещены насадки 45, концы +6 которых, направленные в сторону приближающихся деталей, образуют отклонители, захватывающие приподнятие вверх детали, за счет чего они сбрасываются Поштучно отобранные детали поступают в кольцевой канал , вход в который обеспечивается только боковой щелью tS, ..вследствие чего еще сцепленные между собой детали нанизываются на штифт и сдвигаются назад. Формула изобретения 1 о Устройство для поштучного отбора и сортировки монтажных деталей, содержащее приемный бункер с выпускным отверстием и вихревую камеру, которая примыкает выпускным отверстием к выпускному отверстию приемного бункера, отличающееся тем, что, с целью повышения производительности устройства и расширения его тех нологических возможностей, вихревая камера выполнена с криволинейной направляющей поверхностью и имеет дутьевые сопла и канал для выпуска деталей, на выходе которого шарнирно установлена управляемая заслонка, упру78гая укладочная подушка или продольный- вибротранспортер с лотком, в котором выполнены продольные желоба, профиль которыхсоответствует профил монтажных детадей, при этом выпускно отверстие приемного бункера и примыкающий к вихревой, камере канал выполнены по ширине большими, чем наименьший основной размер монтажных де талей. 2. Устройство поп 1, отличаю щ е 0 с я тем, что оно имеет размещенный в выпускном отверстии приемного бункера разгрузочный механизм в виде круглой щетки, установ,ленной с, возможностью вращения в одном направлении. 18 3. Устройство по ппЛ и 2, о т личающееся тем, что между выпускным отверстием приемного бункера и выпускным отверстием вихревой камеры установлен лоток линейного вибротранспортера, в котором выполнено окно для сброса сцепленных деталей а вихревую камеру. Приоритет по пунктам 13.12.7 по пп.1 и 3 20.05Л5 по п.2. Источники информации, принятые во внимание при экспертизе 1. Патент США № ЗЗвЗЗв, кл. В 07 С 5/12. 197К
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения и поштучной подачи деталей | 1981 |
|
SU998257A1 |
| Автомат для контроля и сортировки тел вращения | 1977 |
|
SU716641A1 |
| ПНЕВМАТИЧЕСКАЯ СЕЯЛКА | 2006 |
|
RU2317671C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДЫХ ЧАСТИЦ ПО ЗАПРОСУ, ПРИМЕНЯЕМОЕ В СЕЛЬСКОХОЗЯЙСТВЕННОЙ ТЕХНИКЕ | 2019 |
|
RU2781181C2 |
| Устройство для снижения гидродинамического сопротивления днища корпуса судна на сжатом пневмопотоке | 2019 |
|
RU2713320C1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НЕПОКРЫТЫХ ПОЛОВ | 2004 |
|
RU2352240C2 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |
| СИЛОВАЯ УСТАНОВКА | 1989 |
|
RU2029880C1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
.
,г
.--fi
